Изобретение относится к области абразивной обработки и может быть использовано при изготовлении и эксплуатации абразивных инструментов.
Известен состав для пропитки абразивного инструмента, содержащий в качестве импрегнатора стеарин, а в качестве растворителя - ацетон (Авт. св. СССР №865646, кл. B24D 3/34, 1977, Бюл. №35).
Недостатком данной пропитки является то, что стеарин выступает в качестве смазочного материала, в результате чего в зоне резания не происходит образования каких-либо активных соединений, которые могли бы улучшить качество поверхности обрабатываемого металла.
Известен состав для пропитки абразивного инструмента, содержащий в качестве импрегнатора азодикарбонамид, а в качестве растворителя - диметилформамид (Пат. №2440886, кл. B24D 3/34, 2012, Бюл. №3).
Основным недостатком данного состава является недостаточное повышение стойкости абразивного инструмента и качества обработанной поверхности.
Известен состав для пропитки абразивного инструмента, содержащий органическое вещество гексахлорпараксилол, а в качестве растворителя - толуол (Пат. RU 2532615, кл. B24D 3/34, 2014, Бюл. №31)
Недостатком данного состава является то, что при повышении температуры в зоне резания образуются активные хлористые газы, которые являются вредными для человека. Используемый в качестве растворителя толуол также является токсичным.
Наиболее близким к предлагаемому по технической сущности является состав для пропитки абразивного инструмента (Авт. св. СССР №865646, кл. B24D 3/34, 1977, Бюл. №35), содержащий в качестве растворителя ацетон и в качестве органического вещества стеарин.
Недостаток состава заключается в том, что он не обеспечивает необходимые стойкость круга и качество обрабатываемой поверхности.
Задачей изобретения является расширение ассортимента пропиток для абразивного инструмента
Технический результат предлагаемого изобретения заключается в повышении стойкости абразивного инструмента и улучшении качества обрабатываемой поверхности.
Технический результат достигается тем, что состав для пропитки абразивного инструмента содержит ацетон и растворенное в нем органическое вещество, при этом в качестве органического вещества он содержит тетраметилтиурамдисульфид, при следующем соотношении ингредиентов, масс. %: тетраметилтиурамдисульфид 3-5, ацетон - остальное
Процесс термического разложения тетраметилтиурамдисульфида (TMTD) сопровождается выделением обильного потока газов (азотистые и сернистые газы, монооксид углерода), которые проникают в зону контакта в условиях высоких давлений и температур. Металл поглощает газы внутрь объемной фазы, следствием этого является его приповерхностная неоднородность, образуются микроучастки металла с растворенной газовой составляющей. Данные процессы оказывают влияние на динамику резания, что приводит к уменьшению силы диспергирования металла и снижению нагрузки на зерно, тем самым увеличивая стойкость абразивного инструмента и улучшая качество обрабатываемой поверхности.
Так как TMTD нерастворим в воде, то его можно использовать в качестве компонента состава для пропитки абразивного инструмента при шлифовании не только всухую, но и с применением СОЖ.
Ранее известно применение TMTD в качестве компонента твердой смазки, используемой в узлах трения машин и механизмов (Авт. св. СССР №532618, кл. С10М 7/06, 1976, Бюл. №39).
TMTD - белый кристаллический порошок без выраженного запаха с температурой плавления 155-156°С, хорошо растворимый в ацетоне, хлороформе, хуже - в этаноле, нерастворим в воде. В качестве растворителя выбран ацетон, так как он менее вреден по сравнению с другими растворителями и обладает наибольшей степенью растворимости в нем вещества.
Пропитка абразивного инструмента реализуется следующим образом. TMTD растворяют в ацетоне в диапазоне 3-5% от массы раствора при температуре растворителя 20-30°С.
Процесс пропитки производился методом свободного капиллярного поднятия с последующей сушкой при температуре окружающей среды без дополнительной термообработки в течение 20-30 часов в хорошо проветриваемом помещении.
После сушки количество TMTD в круге характеристики 25AF60I7V (25А25М27К5) составляет 1,0-1,2% от массы круга при концентрации раствора 3-5 масс. %.
Испытания проведены на станке ЗГ71. Режимы шлифования: скорость круга 28 м/с, скорость стола 12 м/мин, глубина шлифования 0,02 мм/дв. ход. Шлифуемый материал - нержавеющая сталь 12Х18Н10Т. Шлифование выполняли без охлаждения и с охлаждением содовым раствором (0,3% кальцинированной соды).
Эффективность работы абразивного инструмента оценивают коэффициентом шлифования и шероховатостью обработанной поверхности. Экспериментальные данные представлены в таблице.
Лучший результат получен при концентрации TMTD в растворе 5 масс. %.
Повышение концентрации TMTD в растворе более 5 масс. % невозможно из-за максимальной степени его растворимости в ацетоне.
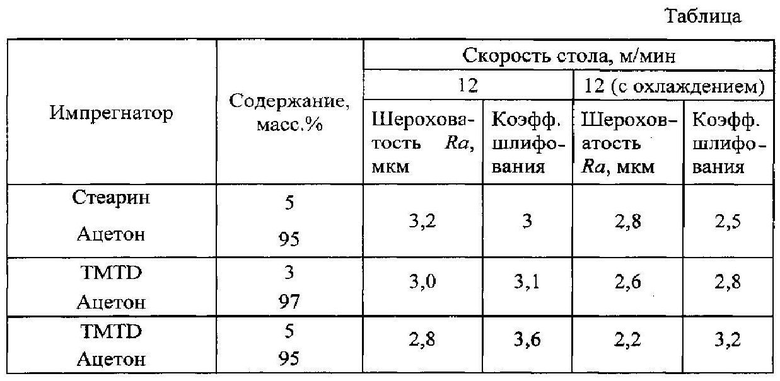
Данные таблицы подтверждают эффективность применения TMTD в качестве компонента состава для пропитки абразивного инструмента при работе всухую и с охлаждением. Использование пропитки, содержащей TMTD, позволило повысить качество обработанной поверхности на 35-37% по сравнению с кругами, пропитанными составом-прототипом. Также шлифование инструментом, пропитанным раствором TMTD, приводит к повышению коэффициента шлифования в 1,3-1,8 раза по сравнению с составом-прототипом, что, в свою очередь, приводит к увеличению производительности шлифования данным инструментом.
Таким образом, состав для пропитки абразивного инструмента, содержащий растворенный в ацетоне тетраметилтиурамдисульфид, повышает стойкость абразивного инструмента и улучшает качество обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532615C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2011 |
|
RU2443538C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| Способ повышения эксплуатационных свойств абразивного инструмента | 1986 |
|
SU1313679A2 |
| ИМПРЕГНАТОР ДЛЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1993 |
|
RU2047476C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2014 |
|
RU2574182C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении и эксплуатации абразивных инструментов. Технический результат достигается тем, что состав для пропитки абразивного инструмента содержит ацетон и растворенное в нем органическое вещество, при этом в качестве органического вещества он содержит тетраметилтиурамдисульфид, при следующем соотношении ингредиентов, мас. %: тетраметилтиурамдисульфид 3-5, ацетон - остальное Технический результат изобретения заключается в повышении стойкости абразивного инструмента и улучшении качества обрабатываемой поверхности. 1 табл.
Состав для пропитки абразивного инструмента, содержащий ацетон и растворенное в нем органическое вещество, отличающийся тем, что в качестве органического вещества он содержит тетраметилтиурамдисульфид, при следующем соотношении ингредиентов, мас. %:
| Способ повышения эксплуатационных свойств абразивного инструмента | 1977 |
|
SU865646A1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1998 |
|
RU2140347C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2045547C1 |
| WO 2010011801 A2, 28.01.2010. | |||

