Изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известны способы импрегнирования абразивного инструмента, включающие предварительную стадию обработки поверхности и пор инструмента водным раствором поверхностно-активных веществ (ПАВ) в течение определенного промежутка времени и последующую стадию сушки (Авт. св. СССР №1248779, кл. B24D 3/34, 1986. Бюл. №29; Авт. св. СССР №1604590, кл. B24D 3/34, 1990. Бюл. №41).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ в течение определенного времени, последующая стадия сушки.
Причины, препятствующие поставленной задаче, - стадия пропитки абразивного инструмента водным раствором ПАВ занимает продолжительное время; из-за неравномерной пористости абразивного инструмента импрегнирование также проходит неравномерно, что снижает работоспособность инструмента; стадия сушки после пропитки абразивного инструмента занимает много времени.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор повышенной адгезионной способности (ПАВ) растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (Авт. св. СССР №1726222, кл. B24D 3/34, 1992. Бюл. №14).
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ, последующая сушка инструмента.
Причины, препятствующие поставленной задаче, - сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка от воды требует большого промежутка времени.
За прототип принят известный способ импрегнирования абразивного инструмента (патент РФ №2284895Б, МПК B24D 3/34, БИПМ №28 (ч. I), 2006), при котором пропитку абразивного инструмента водным раствором ПАВ из органического соединения ведут при комнатной температуре в течение 10-15 мин с предварительным вакуумированием, после чего абразивный инструмент помещают на 10-15 мин в емкость с водой при температуре 90-95°C для фиксации пропитывающего состава в его поровом пространстве и осуществляют конвективную сушку инструмента при его вращении со скоростью 0,3-0,5 с-1 и температуре 80-95°C в течение 10-12 ч.
Признаки совпадающие - пропитка абразивного инструмента водным раствором ПАВ при комнатной температуре, конвективная сушка его при вращении инструмента со скоростью 0,3-0,5 с-1 и температуре 80-95°C.
Признаки, препятствующие поставленной задаче, - необходимость длительного предварительного вакуумирования абразивного инструмента, длительная пропитка его водным раствором ПАВ и длительная конвективная сушка.
Задачей предлагаемого изобретения является уменьшение длительности пропитки абразивного инструмента водным раствором ПАВ и снижение продолжительности его конвективной сушки.
Технический результат достигается тем, что помещенный в водный раствор ПАВ абразивный инструмент подвергают воздействию ультразвуковых колебаний частотой 16-18 кГц и амплитудой 2-3 мм в течение 5-8 мин, а конвективную сушку инструмента осуществляют в течение 2,5-3,0 ч при его непрерывном встряхивании.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку последнего водным раствором ПАВ при комнатной температуре и конвективную сушку его при вращении инструмента со скоростью 0,3-0,5 с-1 при температуре 80-95°C, помещенный в водный раствор ПАВ абразивный инструмент подвергают воздействию ультразвуковых колебаний частотой 16-18 кГц и амплитудой 2-3 мм в течение 5-8 мин, а конвективную сушку инструмента осуществляют в течение 2,5-3,0 ч при его непрерывном встряхивании.
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости водного раствора ПАВ;
- окунание в водный раствор ПАВ абразивного инструмента;
- воздействие на абразивный инструмент ультразвуковыми колебаниями частотой 16-18 кГц и амплитудой 2-3 мм;
- выдержка абразивного инструмента с наложенными ультразвуковыми колебаниями в водном растворе ПАВ в течение 5-8 мин;
- вынимание абразивного инструмента из емкости с водным раствором ПАВ;
- закрепление пропитанного водным раствором ПАВ абразивного инструмента на встряхивающем устройстве, обеспечивающем вращение инструмента с угловой скоростью 0,3-0, 5 с-1;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающем нагретый до температуры 80-95°C воздух, в течение 2,5-3 ч;
- визуальный контроль импрегнированного абразивного инструмента.
В качестве примера приведен процесс импрегнирования абразивного инструмента сополимером этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида, который в количестве 10 грамм на литр растворяли в воде (патент РФ №2284895, МПК B24D 3/34, БИПМ №28 (ч. I), 2006). В приготовленный водный раствор ПАВ при комнатной температуре окунали абразивный инструмент, в качестве которого использовали шлифовальный круг ПП 320×60×127 14A 25 K1 СМ1 35 м/с ГОСТ 2424-83. На абразивный инструмент, находящийся в водном растворе ПАВ в течение 6 мин, накладывали ультразвуковые колебания частотой 16,8 кГц и амплитудой 2,5 мм. В качестве источника ультразвуковых колебаний использовался генератор серии УЗГ-13-01/22. Было установлено, что воздействующие на абразивный инструмент ультразвуковые колебания позволяют сократить время пропитки абразивного инструмента за счет интенсификации адгезионных процессов, облегчения выхода пузырьков воздуха из пор и улучшения заполняемости порового пространства абразивного инструмента водным раствором ПАВ. Конвективная сушка импрегнированного инструмента осуществлялась с использованием вентилятора, подающего на вращающийся с угловой скоростью 0,4 с-1 инструмент в течение 2,5 ч воздух, нагретый до температуры 90°C, при непрерывном встряхивании импрегнированного инструмента за счет использования механизма прерывистого движения. В результате встряхивания вращающегося инструмента облегчается выход воды из его пор и сокращается время сушки инструмента после его пропитки. Лабораторные и производственные испытания импрегнированного предлагаемым способом абразивного инструмента имел показатели увеличения его стойкости в 3-5 раз по сравнению со стандартными инструментами при одновременном улучшении качества обработанной поверхности детали по параметрам шероховатости Ra и относительной площади прижогов S.
Для определения оптимального времени пропитки абразивного инструмента водным раствором ПАВ tn, времени сушки tc, частоты ν и амплитуды A воздействующих ультразвуковых колебаний по предлагаемому способу импрегнирования испытаниям подвергались шлифовальные круги ПП 320×60×127 14А 25 K1 СМ1 35 м/с ГОСТ 2424-83. В качестве ПАВ использовался сополимер этилакрилата, диметакрилового эфира этиленгликоля и метилолметакриламида, который в количестве 10 грамм на литр растворяли в воде (патент РФ №2284895, МПК B24D 3/34, БИПМ №28 (ч. I), 2006). В качестве источника ультразвуковых колебаний использовался генератор серии УЗГ-13-01/22, имеющий возможность создавать ультразвуковые колебания частотой в диапазоне ν=12-20 кГц и амплитудой A=0,5-5 мм. Встряхивание обдуваемого при сушке вращающегося абразивного инструмента осуществлялось за счет установки на валу инструмента механизма прерывистого движения (см. «Теория механизмов и машин»: Учебник для втузов./Под ред. К.Ф. Фролова. - М.: Высшая школа, 1987. - С. 343-442). Оценка эффективности импрегнирования абразивных инструментов по времени пропитки tn, времени сушки tc, частоте ν и амплитуде A накладываемых ультразвуковых колебаний осуществлялась по показателям интенсивности изнашивания круга J; шероховатости обработанной поверхности Ra; относительной площади прижогов S. Обработке подвергались образцы из стали 35ХГСА диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. ЗМ151 на следующих режимах: скорость резания Vкp=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпр=0,02 м/с, подача врезания Sвр=0,01 мм/дв.ход, число двойных ходов круга n=3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Результаты испытаний приведены в таблице 1, из анализа которой видно, что наилучшие показатели по интенсивности изнашивания круга J, шероховатости обработанной поверхности Ra и относительной площади прижогов S достигаются при времени пропитки круга без вакуумирования tn=5-8 мин, времени сушки tc=2,5-3,0 ч, частоте накладываемых ультразвуковых колебаний ν=16-18 кГц и амплитуде A=2-3 мм.
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа импрегнирования по прототипу (см. патент РФ №2284895, МПК B24D 3/34, БИГГМ №28 (ч. I), 2006). Испытаниям подвергались абразивные круги ПП 320×60×127 14A 25 K1 СМ1 35 м/с ГОСТ 2424-83. Шлифовались образцы из сталей 35ХГСА, 20ХН2МА и сплава ХН62МВКЮ диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. ЗМ151 на следующих режимах: скорость резания Vкр=35 м/с, скорость 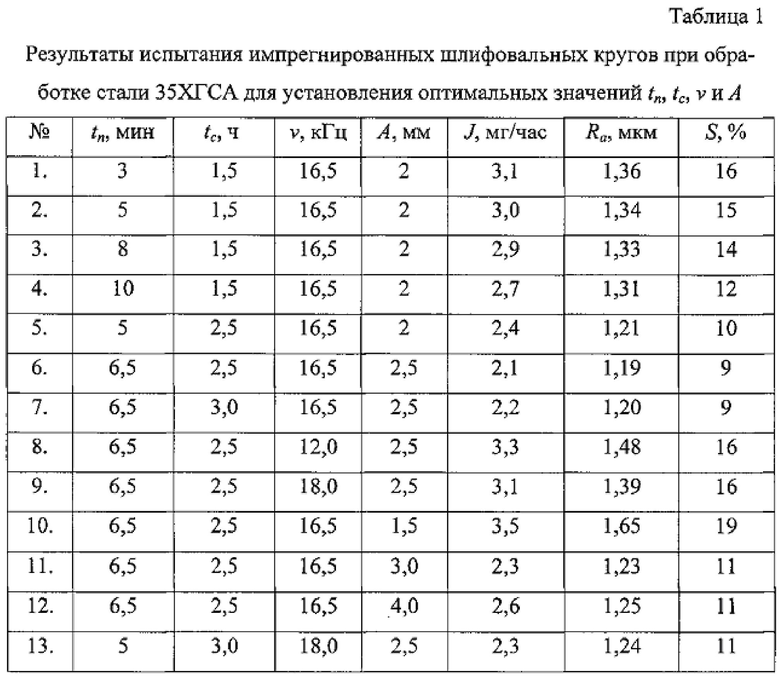
вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпр=0,02 м/с, подача врезания Sвр=0,01 мм/дв.ход, число двойных ходов круга n=3. В качестве смазочно-охлаждающей жидкости использовался 5-процентный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (патент РФ №2284895, МПК B24D 3/34, БИПМ №28 (ч. I), 2006) осуществлялась по следующим показателям: времени пропитки абразивного инструмента tn (с учетом вакуумирования при использовании способа импрегнирования абразивного инструмента по прототипу); времени сушки tc; интенсивности изнашивания круга J; шероховатости обработанной поверхности Ra; относительной площади прижогов S.
Результаты испытаний приведены в таблице 2, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (патент РФ №2284895, МПК

B24D 3/34, БИПМ №28 (ч. I), 2006) в 2,5-3 раза сокращает время пропитки инструмента водным раствором ПАВ и в 4 раза сокращает время сушки импрегнированного инструмента при практически неизменных показателях интенсивности изнашивания круга J, шероховатости обработанной поверхности Ra и относительной площади прижогов S. При этом на 60-70% сокращаются связанные с импрегнированием абразивных инструментов расходы на электроэнергию и снижаются общие затраты на импрегнирование одного шлифовального круга в зависимости от его размеров и технических характеристик с 32,5-48,0 руб. по прототипу до 15,4-18,8 руб. по предлагаемому способу импрегнирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676546C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532660C1 |
| Способ импрегнирования абразивных инструментов | 2017 |
|
RU2676536C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2019 |
|
RU2703063C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2015 |
|
RU2618682C1 |
| Способ импрегнирования абразивных инструментов | 2016 |
|
RU2620209C1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО КРУГА | 2016 |
|
RU2619416C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2014 |
|
RU2574183C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
Изобретение относится к области абразивной обработки и может быть использовано при производстве и эксплуатации абразивных кругов на керамической связке. Осуществляют пропитку инструмента водным раствором поверхностно-активных веществ (ПАВ) при комнатной температуре и конвективную сушку при вращении инструмента. Последний помещают в водный раствор ПАВ и подвергают воздействию ультразвуковых колебаний частотой 16-18 кГц и амплитудой 2-3 мм в течение 5-8 мин. Конвективную сушку инструмента осуществляют со скоростью 0,3-0,5 с-1 при температуре 80-95°C и в течение 2,5-3,0 ч при его непрерывном встряхивании. В результате уменьшается длительность пропитки абразивного инструмента и снижается продолжительность конвективной сушки при сохранении качества обрабатываемых поверхностей. 2 табл.
Способ импрегнирования абразивного инструмента, включающий пропитку инструмента водным раствором поверхностно-активных веществ (ПАВ) при комнатной температуре и конвективную сушку инструмента при вращении со скоростью 0,3-0,5 с-1 и температуре 80-95°С, отличающийся тем, что помещенный в водный раствор ПАВ абразивный инструмент подвергают воздействию ультразвуковых колебаний частотой 16-18 кГц и амплитудой 2-3 мм в течение 5-8 мин, а конвективную сушку инструмента осуществляют в течение 2,5-3,0 ч при его непрерывном встряхивании.
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1472233A1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| Способ обработки абразивного инструмента | 1986 |
|
SU1367646A1 |

