Предлагаемое изобретение относится к полимерным композиция для изготовления эластичного абразивного инструмента, предназначенного для поверхностной обработки изделий сложного профиля, в том числе и крупногабаритных изделий.
Известна образивно-полимерная композиция, содержащая 70 - 80% абразивного наполнителя; 15,8 - 28,0% поливинилизопренэпоксиуретанового каучука ПДИ-ЗА; 0,9 - 1,0% эпоксиноволачного блоксополимера; 0,2 - 2,8% отвердителя - смеси анилина и хинолинового эфира ЭХ-1; 0,4 - 0,7% азоизобутиронитрила и 0,4 - 0,7% блоксополимера полиорганосилоксана и полиоксиалкилена [1]. Инструмент, изготовленный на основе этой композиции, отличается хорошей эластичностью, что позволяет обрабатывать им поверхности изделий сложного профиля. Однако сравнительно невысокие прочностные свойства вынуждают ограничивать рабочую скорость при его эксплуатции до 35 - 40 м/с, что не позволяет повысить производительность труда на операциях шлифования и полирования.
Известна также абразивно-полиуретановая композиция для полировально-шлифовального инструмента, содержащая 70 - 85% абразивного наполнителя; 14,6 - 29,8% полиуретанового связующего, включающего в себя гидроксилсодержащий полиэфир, двухатомный спирт, трехатомный спирт и полиизоцианат; 0,1 - 0,2% кристаллогидрата неорганической соли и 0,1 - 0,2% поверхностно-активного вещества [2] . Инструмент, изготовленный на основе этой абразивно-полимерной композиции, так же как и инструмент на основе состава [1] характеризуется хорошей эластичностью, но отличается от него несколько большей прочностью, что позволяет успешно эксплуатировать его при рабочих скоростях до 50 - 55 м/с.
Прототипом предлагаемого технического решения является абразивно-полимерная композиция, состоящая из 75,0 - 85,0 мас.% абразивного наполнителя; 11,6 - 19,6% карбоксилатного каучука; 2,8 - 4,8% олигомерного продукта конденсации эпихлоргидрина и дифенилолпропана - эпоксидной смолы ЭД-20; 0,2 - 0,8% оксидов двухвалентных металлов; 0,1 - 0,2% тетраметилтиурамдисульфида - тиурама Д; 0,1 - 0,2% азоизобутиронитрила и 0,1 - 0,2% блоксополимера полиорганосилоксана и полиоксиалкилена [3]. Инструмент, изготовленный на основе этого состава, не уступает по своим физико-механическим характеристиками инструменту, изготовленному на основе состава [2], что позволяет использовать его при рабочих скоростях до 55 м/с. Однако использование его при скорости выше 55 м/с может привести к деформации и даже разрушению инструмента.
Заявляемая авторами предлагаемого изобретения абразивно-полимерная композиция позволяет получать высокопрочный абразивный инструмент для рабочих скоростей более 60 м/с, обладающий необходимыми эластическими свойствами, обеспечивающими высокое качество обрабатываемой поверхности. Это достигается благодаря введению в состав композиции в качестве отвердителя эпоксидной смолы изо-метилтетрагидрофталевого ангидрида при одновременном увеличении содержания эпоксисмолы ЭД-20.
Предлагаемая композиция содержит абразивный наполнитель, олигомерный карбоксилатный каучук, олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана (эпоксидную смолу ЭД-20), отвердитель карбоксилатного каучука - оксиды двухвалентных металлов и тетраметилтиурамдисульфид (тиурам Д), отвердитель смолы - изо-метилтетрагидрофталевый ангидрид (изо-МТГФА), газообразователь (порофор) - азоизобутиронитрил (ЧХЗ-57) и поверхностно-активное вещество - блоксополимер полиорганосилоксана и полиоксиалкилена (КЭП-2), при этом компоненты находятся в следующем соотношении, мас.%:
Абразивный наполнитель - 71,5 - 78,3
Олигомерный карбоксилатный каучук - 11,4 - 14,2
Олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана (эпоксидная смола ЭД-20) - 6,7 - 8,6
Изо-метилтетрагидрофталевый ангидрид - 2,8 - 4,8
Оксиды двухвалентных металлов - 0,6 - 0,7
Тетраметилтиурамдисульфид (тиурам Д) - 0,1 - 0,2
Азоизобутиронитрил - 0,05 - 0,25
Блоксополимер полиорганосилоксана и полиоксиалкилена - 0,05 - 0,25
Количество и вид абразивного наполнителя выбирается в зависимости от назначения инструмента. Могут быть использованы, например, зеленый и черный карбид кремния, нормальный и белый электрокорунд, мел, алмазный материал, а также их смеси в различных соотношениях.
Вязкость неотвержденных абразивных композиций в предлагаемом техническом решении не превышает 1000 - 1500 Па•с (при температуре переработки), что позволяет использовать для изготовления абразивного инструмента литьевые методы производства.
Изо-метилтетрагидрофталевый ангидрид (изо-МТГФА) в качестве компонента абразивно-полимерных композиций ранее не использовался. Выбор изо-МТГФА из числа многих известных отвердителей эпоксисмолы обусловлен его жидким агрегатным состоянием при температуре переработки (что обеспечивает его смешение с компонентами связующего на молекулярном уровне) и сравнительно невысокой скоростью его взаимодействия с эпоксисмолой (что обеспечивает достижение необходимой по условиям технологии так называемой "живучести" перерабатываемых композиций). Известно, что жидким агрегатным состоянием при комнатной температуре характеризуется, наряду с изо-МТГФА, также и полиэтиленполиамин, однако скорость его взаимодействия с эпоксисмолой столь велика, что даже при комнатной температуре вязкость композиций быстро возрастает и через 2 - 3 часа ее уровень уже превышает необходимые по условиям технологии значения. В то же время такие отвердители эпоксисмолы как малеиновый и фталевый ангидриды обеспечивают сохранение необходимой "живучести" композиций, однако кристаллическое состояние (tпл малеинового ангидрида +54,0oC, а фталевого +131,6oC) препятствует их равномерному распределению в составе связующего.
Граничные пределы содержания компонентов определены экспериментально и обусловлены необходимостью создания высокопрочного эластичного инструмента, а также требованиями технологичности процесса его изготовления.
При содержании абразивного наполнителя менее 71,5 мас.% получают инструмент с низким коэффициентом шлифования, что обусловливает увеличение расхода абразивного инструмента при его эксплуатации. При большем, чем 78,3 мас.% содержании абразивного наполнителя значительно возрастает вязкость абразивно-полимерной массы, что препятствует использованию при изготовлении инструмента технологии свободного литья.
Выбранные пределы содержания эпоксидной смолы (6,7 - 8,6 мас.%) и изо-МТГФА (2,8 - 4,8 мас.%) обусловлены тем, что снижение их количества ниже нижнего предела не обеспечивает достижения необходимого эффекта упрочнения абразивного инструмента, а увеличение их количества свыше верхнего предела не приводит к дальнейшему повышению прочностных свойств.
Количество отвердителей каучука (оксида двухвалентного металла и тиурама Д) выбрано, исходя из оптимального соотношения между физико-механическими свойствами отвержденных изделий и реологическими характеристиками неотвержденных композиций.
Предлагаемые количества порофора ЧХЗ-57 и поверхностно-активного вещества КЭП-2 (0,05 - 0,25 мас.%) обеспечивают возможность регулирования в необходимом диапазоне (от ~ 5 до ~ 50%) пористости инструмента.
Абразивно-полимерную композицию готовят следующим образом. Рассчитывают состав композиции, взвешивают компоненты на весах (например, ВЛКТ-500), переносят в смеситель (например, СПУ-2 с одновременной загрузкой 500 г) и перемешивают 40 - 45 мин. Затем приготовленную массу заливают в форму и помещают для отверждения в термостат. Время отверждения массы при температуре 120oC составляет 24 часа.
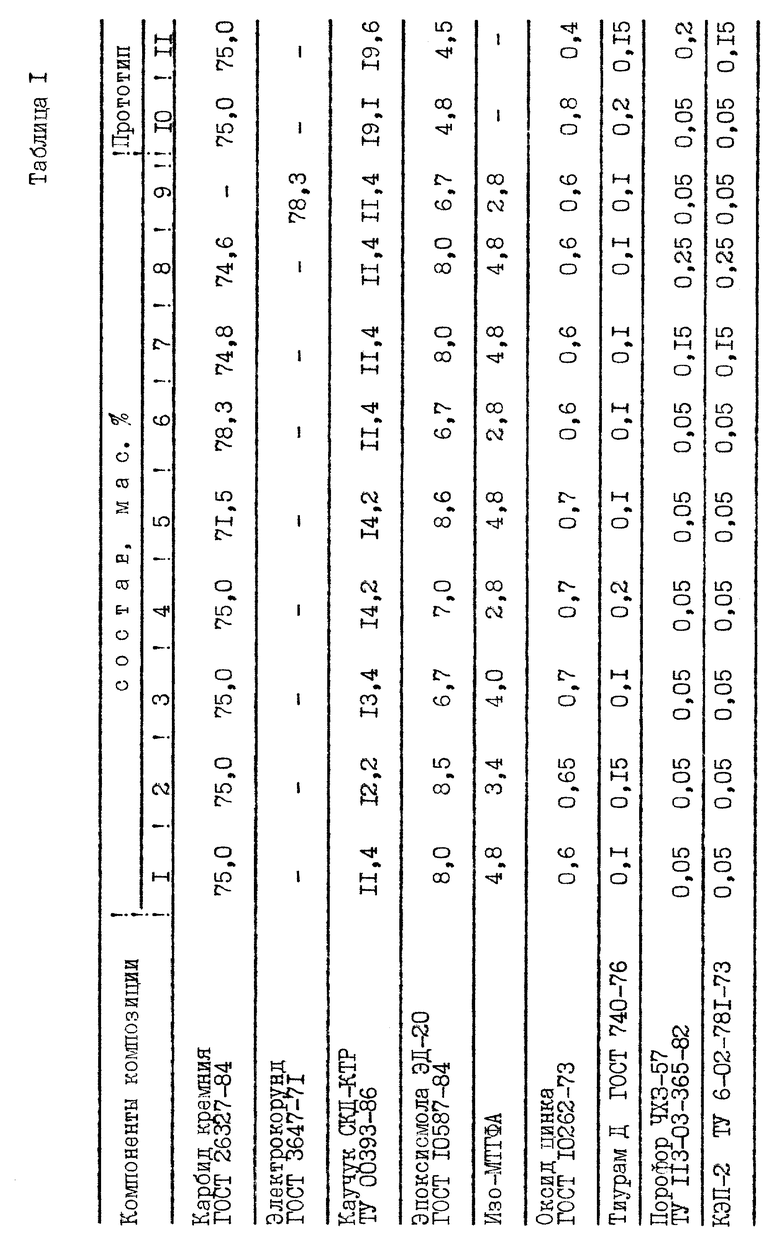
Например, для приготовления состава N 1 из приведенной ниже таблицы 1 брали компоненты в следующих количествах: карбид кремния - 375,0 г; каучук СКД-КТР - 57,0 г; эпоксисмола ЭД-20 - 40,0 г; изо-МТГФА - 24,0 г; оксид цинка - 3,0 г; тиурам Д - 0,5 г; ЧХЗ-57 - 0,25 г; КЭП-2 - 0,25 г.
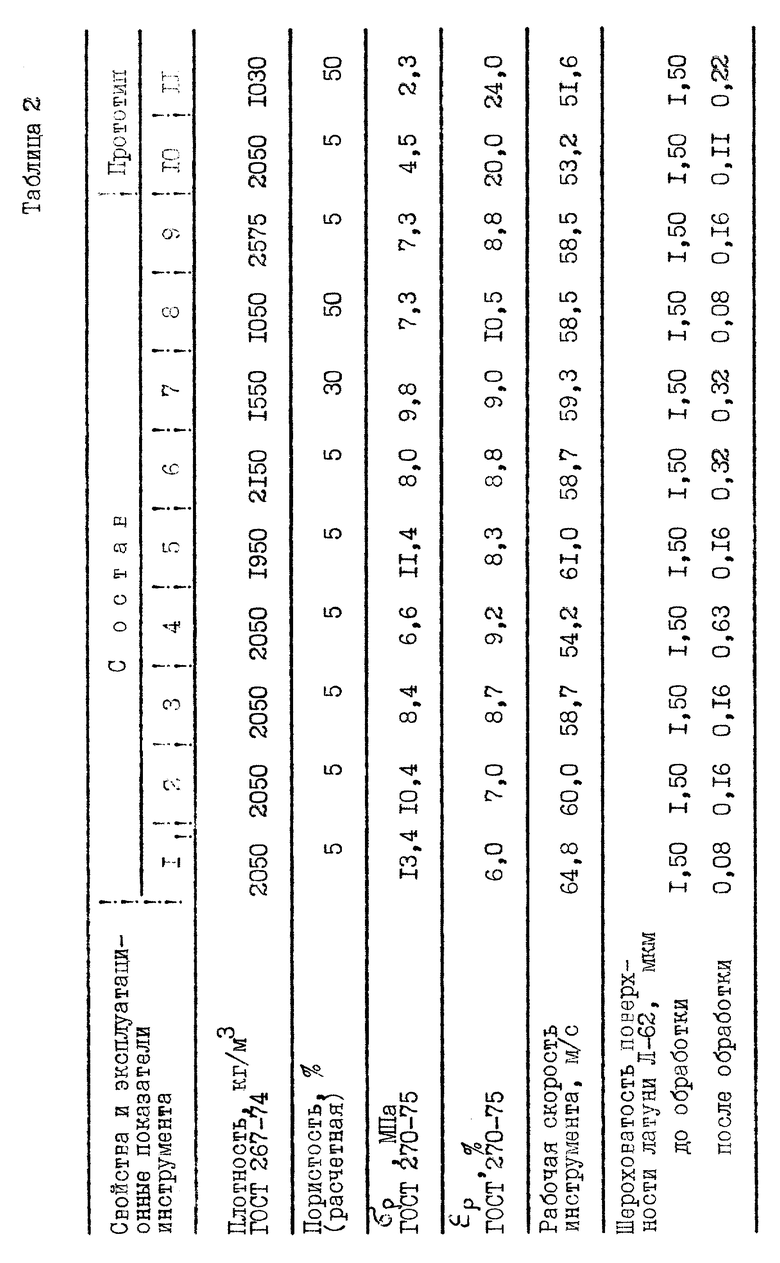
Конкретные составы по предлагаемому изобретению и по прототипу приведены в табл. 1; свойства и эксплуатационные показатели изготовленных из этих составов кругов - в табл. 2. Испытания кругов проводились на операции шлифования скобяных изделий их латуни Л-62.
Как видно из табл. 2, абразивный инструмент, изготовленный на основе предлагаемой абразивно-полимерной композиции, характеризуется, по сравнению с инструментом, изготовленным на основе состава прототипа, значительно большей прочностью (σρ больше в 1,5 - 3,0 раза) при сохранении на минимально необходимом уровне (ερ > 5%) его эластических свойств. Использование такого инструмента на операциях шлифования и полирования позволяет увеличить рабочую скорость до 60 - 70 м/с без ухудшения показателей качества поверхностей обрабатываемых изделий.
Инструмент из заявляемой композиции может быть использован для обработки изделий из латуни Л-62, меди М-1, нержавеющей стали X18H9T, стали 38XM10A, алюминия АЛ-1, титана ОТ-4, мрамора (белого), дерева (березы). Инструмент работает в режиме самозатачивания без применения СОЖ и с СОЖ.
Источники информации
1. Патент РФ N 1817421, B 24 D 3/26, C 08 L 63/04, БИ, 1995, N 26
2. Патент РФ N 2069143, B 24 D 3/26, C 08 L 63/04, БИ, 1996, N 32
3. Патент РФ N 2063326, B 24 D 3/26, БИ, 1996, N 19я
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОРИСТОГО ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1993 |
|
RU2063326C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2045547C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 2005 |
|
RU2293747C1 |
| ВЫСОКОПОРИСТАЯ ПОЛИМЕРНАЯ АБРАЗИВНАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2482955C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРИСТОГО ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2008 |
|
RU2393954C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1990 |
|
SU1817421A1 |
| Эпоксидная композиция | 2016 |
|
RU2633905C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2189997C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ВЫСОКОПРОЧНЫХ, ЩЕЛОЧЕСТОЙКИХ КОНСТРУКЦИЙ | 2013 |
|
RU2536141C2 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ АНГИДРИДНОГО ОТВЕРЖДЕНИЯ С ПРИМЕНЕНИЕМ ЛАТЕНТНОГО ИНИЦИАТОРА И-120У | 2011 |
|
RU2496810C2 |
Изобретение относится к полимерным композициям для изготовления эластичного абразивного инструмента, предназначенного для поверхностной обработки изделий сложного профиля, в том числе и крупногабаритных изделий. Сущность изобретения: композиция содержит абразивный наполнитель и связующее на основе олигомерного карбоксилатного каучука, включающее в себя (наряду с каучуком) олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана - эпоксидную смолу ЭД-20, изо-метилтетрагидрофталевый ангидрид, оксиды двухвалентных металлов (например, оксид цинка), тетраметилтиурамдисульфид-тиурам Д, газообразователь - азоизобутиронитрил и поверхностно-активное вещество (например, блоксопопимер полиорганосилоксана и полиоксиалкилена). Компоненты находятся в следующем соотношении, мас. %: абразивный наполнитель 71,5-73,3; олигомерный карбоксилатный каучук 11,4-14,2; олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана - эпоксидная смола ЭД-20 6,7-8,6; изо-метилтетрагидрофталевый ангидрид 2,8-4,8; оксиды двухвалентных металлов 0,6-0,7; тетраметилтиурамдисульфид - тиурам Д 0,1-0,2; азоизобутиронитрил 0,05-0,25; блоксополимер полиорганосилоксана и полиоксиалкилена 0,05-0,25. Использование изобретения обеспечивает получение высокопрочного абразивного инструмента для рабочих скоростей более 60 м/c. 2 табл.
Абразивно-полимерная композиция для шлифовально-полировального инструмента, включающая абразивный наполнитель, олигомерный карбоксилатный каучук, олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана - эпоксидную смолу ЭД-20, оксиды двухвалентных металлов, тетраметилтиурамдисульфид - тиурам Д, азоизобутиронитрил и блоксополимер полиорганосилоксана и полиоксиалкилена, отличающаяся тем, что она дополнительно содержит изометилтетрагидрофталевый ангидрид при следующем соотношении компонентов, мас.%:
Абразивный наполнитель - 71,5 - 78,3
Олигомерный карбоксилатный каучук - 11,4 - 14,2
Олигомерный продукт конденсации эпихлоргидрина и дифенилолпропана - эпоксидная смола ЭД-20 - 6,7 - 8,6
Изо-метилтетрагидрофталевый ангидрид - 2,8 - 4,8
Оксиды двухвалентных металлов - 0,6 - 0,7
Тетраметилтиурамдисульфид - тиурам Д - 0,1 - 0,2
Азоизобутиронитрил - 0,05 - 0,25
Блоксополимер полиорганосилоксана и полиоксиалкилена - 0,05 - 0,25
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ПОРИСТОГО ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1993 |
|
RU2063326C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1992 |
|
RU2045547C1 |
| АБРАЗИВНО-ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ ДЛЯ ПОРИСТОГО ПОЛИРОВАЛЬНО-ШЛИФОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2069143C1 |
| АБРАЗИВНО-ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1990 |
|
SU1817421A1 |
| Абразивная масса для изготовления полировального инструмента | 1982 |
|
SU1283068A1 |
| Состав для получения полировального материала | 1982 |
|
SU1065173A1 |

