Изобретение относится к способу очистки вторичных бензинов от сернистых соединений непредельных углеводородов путем обработки исходного сырья водным раствором пероксида водорода в присутствии катализатора - ацетона, и очистки жидким комплексом на основе хлористого цинка или хлористого алюминия. Вторичные бензины, образующиеся в процессах замедленного коксования и термического крекинга, не могут быть использованы в качестве компонента моторного топлива вследствие высокого содержания в них непредельных углеводородов (до 60%), азотистых и сернистых соединений (до 2%). А бензины каталитического крекинга, содержащие непредельные углеводороды (до 30%) и сернистые соединения (до 0,4%), используются в приготовлении товарных бензинов лишь частично. Вследствие высокой склонности двойных связей олефинов к окислению и к различным реакциям полимеризации и смолообразования вторичные бензины ухудшают качество товарных бензинов, олефины также осложняют проведение некоторых видов анализа (например, определение содержания сульфидной серы, и т.д.). Наличие сернистых соединений придает бензинам токсичность и коррозионные свойства. В настоящее время бензины термического крекинга добавляются к прямогонным фракциям, направляющимся на гидроочистку с подачей в реактор с катализатором под давлением молекулярного водорода при высоких температурах (350-400°С), что сопровождается постепенным закоксовыванием оборудования и отравлением катализаторов гетероатомными соединениями и продуктами полимеризации олефинов [Сайгафарова Д.Ф. Ионное гидрирование олефинов и бензина вторичного происхождения: Диссертация кандидата технических наук, Уфа, 2003 г. - 127 с.]. В лабораторных условиях авторами исследованы окисление сернистых соединений бензинов коксования и каталитического крекинга, полимеризация непредельных углеводородов и очистка от сернистых соединений и непредельных углеводородов комплексом на основе хлористого цинка и хлористого алюминия с получением целевых продуктов в относительно мягких условиях без подачи водорода в зону реакции.
Известен способ окисления нефтей от сероводорода и меркаптанов путем окисления их 20-50%-ным водным раствором пероксида водорода при температуре 0-60°С и давлении 0,5-2 мПа (патент ФРГ №3151133, кл. С 10627/12, 1983 г.). Недостатком способа является низкая степень очистки нефти от меркаптанов (67-83%) и длительность проведения процесса (1-1,5 ч). Известны способы очистки нефти и газоконденсата от сероводорода и меркаптанов пероксидом водорода в присутствии активаторов - дорогих и дефицитных реагентов (патенты РФ 2121491, 1998 г.; 2182924, 2002 г.; 2191202, 2002 г.). Так, в патенте РФ 2121491 очистку нефти и газоконденсата проводят путем обработки исходного сырья водным раствором пероксида водорода, взятым в количестве 0,5-3,0 моль на 1 моль сероводорода и меркаптановой серы, при 15-65°С и давлении 0,14-2,1 МПа в присутствии органического амина в количестве 0,01-0,2 мас. %, и сырье дополнительно обрабатывают элементной серой, взятой в количестве 0,15-0,5 моль на 1 моль меркаптановой серы. В качестве органического амина используют N-диметилпропилендиамин, Ν,Ν'-тетраметилдипропилентриамин, полиэтиленполиамин, моноэтаноламин, моноизопропаноламин или их смеси. В патенте РФ 2182924 очистку нефти и газоконденсата от сероводорода и меркаптанов ведут водным раствором пероксида водорода в присутствии азотсодержащего основного или щелочного раствора, взятого из расчета 0,2-4 моль на 1 моль сероводорода или меркаптановой серы. Процесс проводят в присутствии водорастворимой соли металла переменной валентности, взятого из расчета 0,002-0,25 г ионов металла на 1 т исходного сырья. В качестве водорастворимой соли металла используют комплекс двухвалентной меди, кобальта или никеля с пирофосфатом щелочного металла или аммония. В патенте РФ 2191202 для очистки углеводородных фракций в качестве окислителя используют реакционную систему, содержащую пероксид водорода, фталоцианиновый катализатор и кислородсодержащие сернистые соединения с последующим восстановлением реакционной способности системы, которая содержит 0,68-1,0% пероксида водорода и 0,32-1,0% щелочи. Окислитель используют многократно без отделения кислородсодержащих соединений при 5-45°С. Недостатком указанных способов является использование большого количества дефицитных и дорогих активирующих добавок (азотсодержащих оснований, щелочного реагента, кислородсодержащих соединений, элементной серы) и низкая эффективность предложенных катализаторов (большой расход катализаторов и большая продолжительность окисления). В предлагаемом способе вторичные бензины очищаются от сернистых соединений и непредельных углеводородов путем обработки исходного сырья 25-30%-ным водным раствором пероксида водорода, взятого в количестве 1-3 г на 1000 г сырья, при температуре 25-56°С при атмосферном давлении в присутствии в качестве катализатора ацетона в количестве 0,5-1,5 г на 1000 г сырья, а в качестве очистного реагента жидкого катализаторного комплекса на основе хлористого цинка или хлористого алюминия при соотношении 1:3 к сырью по массе. При этом ацетон после катализирующего воздействия на окисление сернистых соединений, содержащихся в бензине, остается в его составе, не ухудшая его эксплуатационные свойства [Патент РФ 2365617 «Октаноповышающая добавка к бензину», авторы Варфоломеев С.Д. и др.]. В случае проведения окисления бензина при температурах близких к температуре кипения ацетона (56,1°С) пары ацетона конденсируются и могут использоваться повторно в процессе окисления.
В известных способах очистки вторичных бензинов предлагаемая авторами технология очистки вторичных бензинов жидким комплексом предлагаемого состава, многократно регенерируемым и полностью утилизируемым в товарные продукты, неизвестна. Таким образом, технические решения, используемые в предлагаемом способе, соответствует критериям "новизна" и "существенное отличие". Ниже приведены конкретные примеры осуществления заявляемого способа.
Окисление меркаптанов и сероводорода вторичных бензинов проводили в термостатированной трехгорлой колбе, снабженной механической мешалкой, термометром и обратным холодильником.
Пример 1. 1000 г бензина коксования, содержащего 0,55% общей серы, 0,04% метил- и этилмеркаптанов, загружали в колбу и при достижении комнатной температуры (25°С) вводили по каплям 0,3% масс. к сырью 30%-ного водного раствора пероксида водорода с растворенными в нем 0,15% масс. к сырью ацетона при интенсивном перемешивании. Окисление проводили при температуре 25°С и давлении 1 МПа в течение 10 мин. По окончании опыта в оксидате определяли содержание метил- и этилмеркаптанов хроматографическим методом по ГОСТ Ρ 50802-99. Степень очистки сырья от меркаптанов составляет 100%. Запах меркаптанов в окисленном сырье не обнаруживается.
Пример 2. 1000 г бензина коксования, содержащего 0,55% общей серы, 0,04% метил- и этилмеркаптанов, загружали в колбу и при достижении комнатной температуры (25°С) вводили по каплям 0,1% масс. к сырью 30%-ного водного раствора пероксида водорода с растворенными в нем 0,1% масс. к сырью ацетона при интенсивном перемешивании. Окисление проводили при температуре 50°С и давлении 1 МПа в течение 5 мин. По окончании опыта в оксидате определяли содержание метил- и этилмеркаптанов хроматографическим методом по ГОСТ Ρ 50802-99. Степень очистки сырья от меркаптанов составляет 100%. Запах меркаптанов в окисленном сырье не обнаруживается. При увеличении температуры выше 56°С заметно увеличиваются потери бензина и ацетона.
Пример 3. Так как сернистые соединения и непредельные углеводороды в основном находятся в высококипящей части бензина [Наметкин С.С. «Химия нефти», издательство Академии Наук СССР, 1955, с.629], ее отделили методом ректификации при атмосферном давлении и температуре 140°С. Легкокипящая часть бензина каталитического крекинга содержит 0,006% серы и может быть использована как компонент товарного бензина. Остаток от перегонки бензина каталитического крекинга в количестве 1000 г, содержащего 0,2% общей серы, 0,11% метил- и этилмеркаптанов, загружали в колбу и при достижении температуры 30°С вводили по каплям 0,2% масс. к сырью 30%-ного водного раствора пероксида водорода с растворенными в нем 0,05% масс. к сырью ацетона при интенсивном перемешивании. Окисление проводили при температуре 25°С и давлении 1 МПа в течение 10 мин. По окончании опыта в оксидате определяли содержание метил- и этилмеркаптанов хроматографическим методом по ГОСТ Ρ 50802-99. Степень очистки сырья от меркаптанов составляет 100%. Запах меркаптанов в окисленном сырье не обнаруживается.
Известные в настоящее время катализаторы для процессов полимеризации представляют собой твердые вещества, например хлористый алюминий, хлористый цинк, фосфорная кислота на кизельгуре, за исключением серной кислоты, которая не имеет промышленного применения, и могут использоваться только в периодических процессах [Черножуков Н.И. Технология переработки нефти и газа. Часть 3. М.: Химия, 1978 г. - 424 с]. Известно изобретение СССР [Авторское свидетельство на изобретение СССР №54628 от 31.03.1939 г. «Способ очистки крекинг-бензина», авторы: Бражников В.Т., Стром Д.А.], в котором пары крекинг-бензина подвергают комбинированной очистке распыленным раствором хлористого цинка и отбеливающей глиной с осаждающимся на ней в процессе очистки твердым хлористым цинком. К недостаткам изобретения необходимо отнести отсутствие регенерации глины и хлористого цинка. Также известен способ очистки крекинг-бензина от сернистых соединений и непредельных углеводородов твердым хлористым цинком, который взят за прототип [Наметкин С.С. «Химия нефти», издательство Академии Наук СССР, 1955, с. 629]. В этом способе непредельные углеводороды под влиянием хлористого цинка подвергаются реакциям полимеризации, и тем самым удаляются из бензина. Очистка заключается в пропускании паров бензина через слой насадки с осажденным на ней хлористым цинком. Пары бензина подаются с верха колонны, затем они поступают на ректификацию, где от них отделяются полимеры, и далее в холодильник-конденсатор. После этого бензин промывается раствором щелочи. Тяжелые полимеры удаляются через низ колонны. Недостаток метода заключается в невысокой скорости реакции и низкой конверсии непредельных углеводородов (происходит очистка преимущественно от диенов), а также низкой степени очистки от сернистых соединений. Жидкий катализаторный комплекс отличается от известных тем, что он содержит хлористый цинк или хлористый алюминий и пропионовую кислоту в легких парафиновых углеводородах и имеет следующий состав, % вес:
Жидкий катализаторный комплекс получили реакцией комплексообразования смеси легкого парафинового углеводорода С5-С6 и пропионовой кислоты с хлористым цинком или хлористым алюминием. Он обладает повышенной активностью, не растворяет полимерные соединения, образующиеся в ходе полимеризации непредельных углеводородов, содержащихся в сырье. После реакции полимеризации вторичного бензина в присутствии катализаторного комплекса на основе хлористого цинка или хлористого алюминия полимерная часть отделяется от катализаторного комплекса декантацией. Из отделенной полимерной части путем вакуумной разгонки получили бензиновую, керосиновую и дизельную фракции (при использовании жидкого катализаторного комплекса на основе хлористого алюминия вместо дизельной фракции получили легкую масляную фракцию).
Получение и испытание жидкого катализаторного комплекса при очистке вторичных бензинов от сернистых соединений и непредельных углеводородов проводили в термостатированной трехгорлой колбе с мешалкой.
В качестве сырья для испытания жидкого катализаторного комплекса в процессе полимеризации использовали окисленные водным раствором пероксида водорода бензиновые фракции установок замедленного коксования и каталитического крекинга. Получение жидкого катализаторного комплекса на основе хлористого цинка или хлористого алюминия, полимеризация и обессеривание окисленных вторичных бензинов и неокисленного остатка бензина каталитического крекинга показаны в примерах 4, 5, 6, 7 и 8.
Пример 4. В 200 г легких парафиновых углеводородов C5-С6 добавили 200 г пропионовой кислоты и при перемешивании при температуре 30°С порциями ввели 600 г безводного хлористого цинка (технический). Через 3 часа перемешивания получен однородный жидкий катализаторный комплекс.
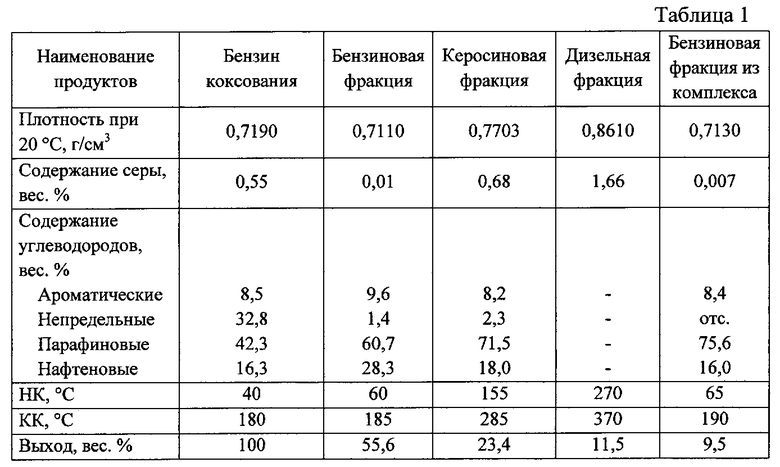
100 г жидкого катализаторного комплекса испытали в процессе полимеризации и очистки от непредельных углеводородов и сернистых соединений окисленной бензиновой фракции установки коксования в термостатированной колбе, оборудованной мешалкой, при температуре 40°С и соотношении комплекса к сырью 1:3 по массе. Время полимеризации - 40 мин, время отстоя полимеризата в колбе - 20 мин. В результате вакуумной разгонки полимеризата получены: бензиновая, керосиновая и дизельная фракции. При нагревании отработанного комплекса дополнительно отогнали 9,5% масс. бензиновой фракции, не уступающей по качеству стабильному бензину, при этом комплекс регенерируется для последующей полимеризации и обессеривания сырья нагреванием до температуры 215°С. В лабораторных условиях комплекс регенерировался 15 раз и после каждой регенерации потери комплекса восполнялись хлористым цинком. Расход хлористого цинка при этом составил около 0,2% от веса сырья. Отработанный комплекс подвергался термообработке с получением окиси цинка. С химической точки зрения задача регенерации и утилизации заключалась не только в удалении смолистых веществ, образовавшихся в процессе очистки комплексом, но также и в том, чтобы превратить обратно в хлористый цинк различные продукты его изменения, как то: сернистый цинк, хлорокись и гидроокись цинка и т.п. Для этого промывали отработанный комплекс горячей водой, подкисленной соляной кислотой; при этом содержавшаяся вместе с хлористым цинком смола всплывала наверх и отделялась от водного раствора; после термообработки получался хлористый цинк черного цвета. При сильном загрязнении соли после ее повторных регенераций можно осторожным обжигом перевести ее в окись цинка, которая действием соляной кислоты легко превращается в хлористый цинк. Результаты полимеризации окисленной бензиновой фракции установки замедленного коксования жидким катализаторным комплексом приведены в таблице 1.
Пример 5. К 150 г легких парафиновых углеводородов C5-С6 добавили 150 г пропионовой кислоты и при перемешивании при температуре 30°С порциями ввели 700 г безводного хлористого цинка (технический). Через 3 часа перемешивания получен однородный жидкий катализаторный комплекс.
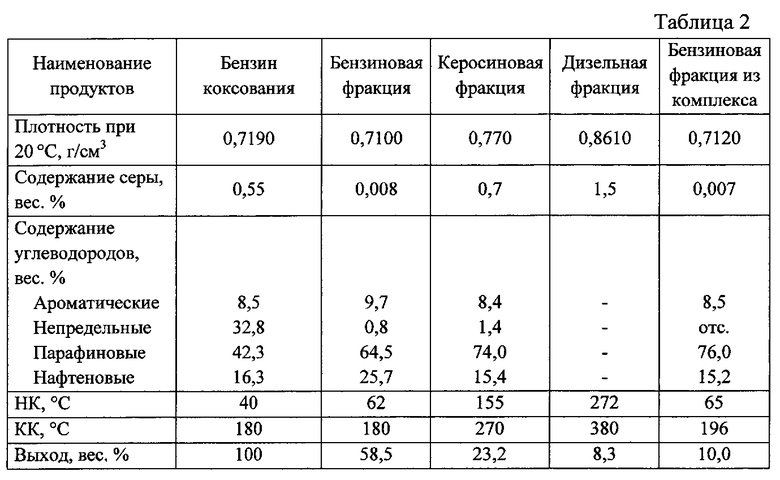
100 г жидкого катализаторного комплекса испытали в процессе полимеризации непредельных углеводородов и обессеривания окисленной бензиновой фракции установки коксования в термостатированной колбе, оборудованной мешалкой, при температуре 40°С и соотношении комплекса к сырью 1:3 по массе. Время полимеризации - 40 мин, время отстоя полимеризата в колбе - 20 мин. В результате вакуумной разгонки полимеризата получены: бензиновая, керосиновая и дизельная фракции. При нагревании комплекса до температуры 215°С дополнительно отогнали 10% масс. бензиновой фракции, комплекс регенерировался для последующей полимеризации и обессеривания сырья, потери комплекса восполнялись хлористым цинком. Расход хлористого цинка при этом составил около 0,2% от веса сырья. Результаты полимеризации и обессеривания окисленной бензиновой фракции установки замедленного коксования жидким катализаторным комплексом приведены в таблице 2.
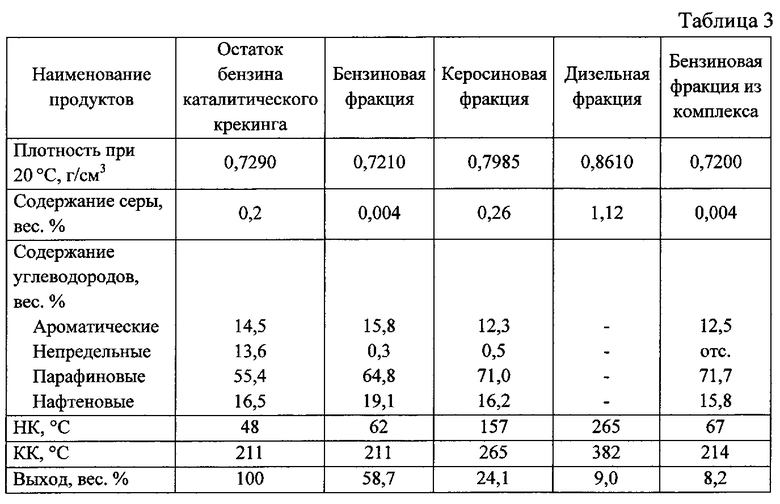
Пример 6. К 150 г легких парафиновых углеводородов C5-С6 добавили 150 г пропионовой кислоты и при перемешивании при температуре 30°С порциями ввели 700 г безводного хлористого цинка (технический). Через 3 часа перемешивания получен однородный жидкий катализаторный комплекс. 100 г. жидкого катализаторного комплекса испытали в процессе полимеризации непредельных углеводородов и обессеривания окисленного остатка бензина каталитического крекинга в термостатированной колбе, оборудованной мешалкой, при температуре 40°С и соотношении комплекса к сырью 1:3 по массе. Время полимеризации и обессеривания - 40 мин, время отстоя полимеризата в колбе - 20 мин. В результате вакуумной разгонки полимеризата получены: бензиновая, керосиновая и дизельная фракции. При нагревании комплекса до 130°С под вакуумом 70 мм рт. ст. дополнительно отогнали 8% масс., бензиновой фракции, комплекс регенерировался для последующей полимеризации и обессеривания сырья, потери комплекса восполнялись хлористым цинком. Расход хлористого цинка при этом составил около 0,2% от веса сырья. После 15-кратного использования отработанный комплекс подвергался термообработке с получением окиси цинка. Результаты полимеризации и обессеривания окисленного остатка бензина каталитического крекинга жидким катализаторным комплексом приведены в таблице 3.
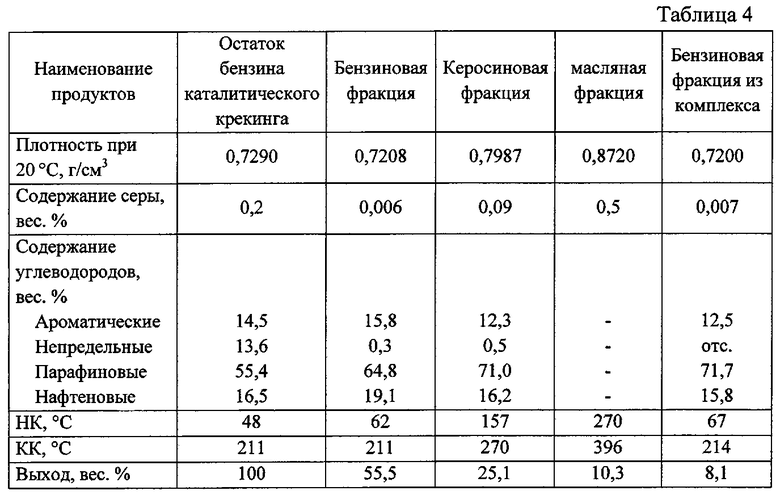
Пример 7. К 150 г легких парафиновых углеводородов C5-С6 добавили 150 г пропионовой кислоты и при перемешивании при температуре 30°С порциями ввели 700 г безводного хлористого алюминия (технический). Через 3 часа перемешивания получен однородный жидкий катализаторный комплекс. 100 г жидкого катализаторного комплекса испытали в процессе полимеризации непредельных углеводородов и обессеривания окисленного остатка бензина каталитического крекинга в термостатированной колбе, оборудованной мешалкой, при температуре 40°С и соотношении комплекса к сырью 1:3 по массе. Время полимеризации и обессеривания - 40 мин, время отстоя полимеризата в колбе - 20 мин. В результате вакуумной разгонки полимеризата получены: бензиновая, керосиновая и дизельная фракции. При нагревании комплекса до 130°С под вакуумом 70 мм рт.ст. дополнительно отогнали 8% масс., бензиновой фракции, комплекс регенерировался для последующей полимеризации и обессеривания сырья, потери комплекса восполнялись хлористым алюминием. Расход хлористого алюминия при этом составил около 0,2% от веса сырья. После 12-кратного использования отработанный комплекс после отгонки остатков бензина использовался в качестве добавки к битуму. При введении 2-3% масс., отработанного комплекса в битум БН-90/130 его показатели качества не ухудшились. Результаты полимеризации и обессеривания окисленного остатка бензина каталитического крекинга жидким катализаторным комплексом приведены в таблице 4.
Пример 8. К 150 г легких парафиновых углеводородов С5-С6 добавили 150 г пропионовой кислоты и при перемешивании при температуре 30°С порциями ввели 700 г безводного хлористого алюминия (технический). Через 3 часа перемешивания получен однородный жидкий катализаторный комплекс. 100 г жидкого катализаторного комплекса испытали в процессе полимеризации непредельных углеводородов и обессеривания остатка бензина каталитического крекинга (неокисленного) в термостатированной колбе, оборудованной мешалкой, при температуре 40°С и соотношении комплекса к сырью 1:3 по массе. Время полимеризации и обессеривания - 40 мин, время отстоя полимеризата в колбе - 20 мин. В результате вакуумной разгонки полимеризата получены: бензиновая, керосиновая и масляная фракции. При нагревании комплекса до 130°С под вакуумом 70 мм рт.ст. дополнительно отогнали 8% масс. бензиновой фракции, комплекс регенерировался для последующей полимеризации и обессеривания сырья, потери комплекса восполнялись хлористым алюминием. Расход хлористого алюминия при этом составил около 0,2% от веса сырья. После 8-кратного использования и отгонки остатков бензина, отработанный комплекс в количестве 2-3% масс. ввели в дорожный битум БН-90/130. При этом показатели качества его не ухудшились. Результаты полимеризации и обессеривания остатка бензина каталитического крекинга жидким катализаторным комплексом на основе хлористого алюминия приведены в таблице 5.
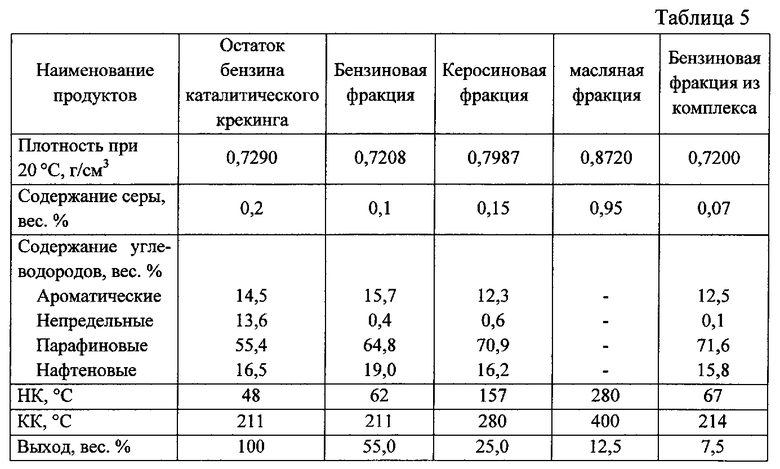
С увеличением содержания хлористого цинка в жидком катализаторном комплексе с 60 до 70% масс. выход целевых продуктов повышается и качество получаемых продуктов улучшается. При использовании жидкого катализаторного комплекса на основе хлористого алюминия, особенно при очистке неокисленного остатка бензина каталитического крекинга, результаты очистки от сернистых соединений и непредельных углеводородов ухудшаются. Полученные бензиновые фракции могут использоваться в качестве компонентов товарных бензинов, керосиновая и дизельная фракции могут использоваться в качестве сырья установки гидроочистки, масляная фракция может использоваться в качестве основы осерненных смазочных материалов. Отработанный комплекс на основе хлористого цинка утилизируется с получением окиси цинка и хлористого цинка, а отработанный комплекс на основе хлористого алюминия может использоваться в качестве добавки к дорожному битуму БН-90/130.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утилизации отработанного комплекса на основе хлористого алюминия | 2017 |
|
RU2656336C1 |
| Способ дезодорации углеводородов нефти | 2017 |
|
RU2678995C2 |
| Жидкий катализаторный комплекс для полимеризации непредельных углеводородов | 1973 |
|
SU507354A1 |
| СПОСОБ ОКИСЛЕНИЯ СУЛЬФИДОВ НЕФТИ | 2005 |
|
RU2291859C1 |
| СПОСОБ ОЧИСТКИ МАСЛЯНЫХ ФРАКЦИЙ | 2003 |
|
RU2243986C1 |
| Способ переработки тяжёлых нефтяных остатков, резинотехнических и многокомпонентных полимерных отходов | 2021 |
|
RU2798461C2 |
| СПОСОБ ОЧИСТКИ БЕНЗИНОВ | 1994 |
|
RU2101323C1 |
| СПОСОБ ОБЕССЕРИВАНИЯ БЕНЗИНА | 2013 |
|
RU2638168C2 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА СЕРОСОДЕРЖАЩЕЙ ФРАКЦИИ СЫРЬЯ (ВАРИАНТЫ) | 1998 |
|
RU2186830C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗ ЖИДКОГО УГЛЕВОДОРОДНОГО СЫРЬЯ ДИСТИЛЛЯТОВ С НИЗКИМ СОДЕРЖАНИЕМ СЕРЫ | 2002 |
|
RU2235111C1 |
Настоящее изобретение относится к способу очистки вторичных бензинов от сернистых соединений и непредельных углеводородов. Способ заключается в обработке исходного сырья 25-30%-ным водным раствором пероксида водорода, взятым в количестве 0,1-0,3% масс. к сырью, при температуре 25-56°С при атмосферном давлении в присутствии 0,05-0,15% масс. катализатора к сырью. При этом в качестве катализатора применяют ацетон, а в качестве очистного реагента - жидкий катализаторный комплекс на основе хлористого цинка или хлористого алюминия следующего состава: хлористый цинк или хлористый алюминий - 60-70% масс., легкие парафиновые углеводороды С5-С6 - 20-30% масс., пропионовая кислота - 10-20% масс. при соотношении комплекса к сырью по массе 1:3. Предлагаемый способ позволяет получить продукты хорошего качества. 2 з.п. ф-лы, 5 табл., 8 пр.
1. Способ очистки вторичных бензинов от сернистых соединений и непредельных углеводородов путем обработки исходного сырья 25-30%-ным водным раствором пероксида водорода, взятого в количестве 0,1-0,3% масс. к сырью, при температуре 25-56°С при атмосферном давлении в присутствии 0,05-0,15% масс. катализатора к сырью, отличающийся тем, что в качестве катализатора применяют ацетон, а в качестве очистного реагента - жидкий катализаторный комплекс на основе хлористого цинка или хлористого алюминия следующего состава: хлористый цинк или хлористый алюминий - 60-70% масс., легкие парафиновые углеводороды С5-С6 - 20-30% масс., пропионовая кислота - 10-20% масс., при соотношении комплекса к сырью по массе 1:3.
2. Способ по п. 1, отличающийся тем, что у бензина каталитического крекинга методом ректификации при температуре 140°С отделяют высококипящую часть, окисляют содержащиеся в ней сернистые соединения и проводят очистку жидким катализаторным комплексом.
3. Способ по п. 1, отличающийся тем, что используемый в качестве катализатора окисления ацетон регенерируется и используется повторно или остается в составе бензина, не ухудшая его эксплуатационные свойства.
| Наметкин С.С | |||
| ";Химия нефти";, М.: издательство Академии Наук СССР, 1955, стр | |||
| МАШИНА ДЛЯ ИЗМЕЛЬЧЕНИЯ РЫХЛОЙ МАССЫ | 1923 |
|
SU628A1 |

