Изобретение относится к способам проверки работоспособности и настройки внутритрубных инспекционных приборов и может быть использовано для проверки работоспособности и калибровки внутритрубных инспекционных приборов на трубопроводном испытательном полигоне, а также для профилеметрии, толщинометрии и определения положения трубопровода.
Известен образец для ультразвукового контроля (варианты) (RU 2186383 С2, МПК G01N 29/04, приоритет от 13.04.1999), выполненный в виде тела из контролируемого материала с по крайней мере одной полостью, в которой размещен искусственный дефект, а остальная часть полости заварена, отличающийся тем, что искусственный дефект выполнен в виде дефектообразующего элемента, в одной из поверхностей которого выполнена выемка и этой поверхностью дефектообразующий элемент неразъемно соединен с одной из плоскостей полости тела, при этом размеры и геометрическая форма выемки идентичны реальному дефекту, а дефектообразующий элемент выполнен из контролируемого материала и может быть выполнен в виде накладки, двух накладок или полушайбы, а для фиксации дефектообразующего элемента на плоскости полости тела выполнено фиксирующее углубление. Изобретение относится к ультразвуковому контролю и предназначено для аттестации оборудования для ультразвукового контроля.
Известен образец для неразрушающего контроля (RU 2235987 С1, МПК G01N 3/00, G01N 29/00, приоритет с 25.03.2005), выполненный в виде тела из контролируемого материала, содержащего искусственный дефект и по крайней мере одну ступенчатую разделку с притуплением, которая заварена, отличающийся тем, что образец выполнен в виде трубы, искусственный дефект выполнен в ступеньке с обратной стороны разделки под сварку в виде дефектообразующей проточки, имитирующей реальный дефект, с обратной стороны сварного шва изделия, при этом ширина проточки равна сумме усадки металла после сварки и ширине имитирующего реального дефекта в изделии, а глубина и проточки, и разделки выполнена переменной по торцу образца, противоположно изменяющихся относительно притупления, которое остается постоянным. Изобретение относится к ультразвуковому контролю сварных соединений различных металлов и сплавов.
Известно устройство для нанесения искусственных дефектов на внутренней поверхности труб (SU 1004865 А1, МПК G01N 29/04, приоритет 06.08.1980), содержащее тягу, цилиндр с инструментом, расположенным в полости трубы с возможностью поворота вокруг продольной оси и продольного перемещения, штуцер и шланг для подвода рабочей жидкости. Изобретение относится к неразрушающему контролю и может быть использовано при дефектоскопии труб.
Известно устройство для нанесения искусственных дефектов (RU 34746 U1, МПК G01N 29/04, приоритет с 15.07.2002), включающее основание, направляющие, неподвижную и подвижную траверсы, боек с наклонной к направлению внедрения передней гранью клиновидной режущей кромки, эталонный образец, отличающийся тем, что эталонный образец закреплен наклонно под прямым углом к передней грани режущей кромки бойка. Полезная модель относится к средствам ультразвуковой дефектоскопии и может быть использована как для изготовления эталонов, по которым производится калибровка дефектоскопов, так и для нанесения искусственных дефектов в производственных условиях.
Известен контрольный образец для магнитной дефектоскопии (RU 2002251 С1, МПК G01N 27/85, приоритет с 21.06.1991), содержащий планки, соединенные сварным швом, и искусственный дефект в корне шва.
Технический результат заявленного изобретения состоит в том, что создан способ проверки на трубопроводном испытательном полигоне работоспособности для всех типоразмеров внутритрубных инспекционных приборов, таких как: ультразвуковые, магнитные, магнитно-ультразвуковые инспекционные приборы, используемые для внутритрубного неразрушающего контроля трубопровода, а также инспекционные приборы, применяемые для профилеметрии, толщинометрии и определения пространственного положения трубопровода.
Технический результат заявленного способа осуществляется тем, что работоспособность внутритрубных инспекционных приборов проверяют на трубопроводном испытательном полигоне путем пропуска внутритрубных инспекционных приборов по смоделированным на трубопроводном испытательном полигоне устройствам и узлам магистрального трубопровода, в том числе пропуск внутритрубных инспекционных приборов производится по специальным вставкам, на которых нанесены естественные и/или искусственные дефекты трубопровода, такие как:
- произвольно ориентированные дефекты;
- внешние и внутренние трещины;
- трещиноподобные дефекты;
- потеря металла;
- поперечная трещина по всей окружности трубопровода;
- трещина по телу;
- расслоение с выходом на поверхность;
- вмятина;
- гофр;
- дефекты поперечных сварных швов;
- дефекты спиральных сварных швов.
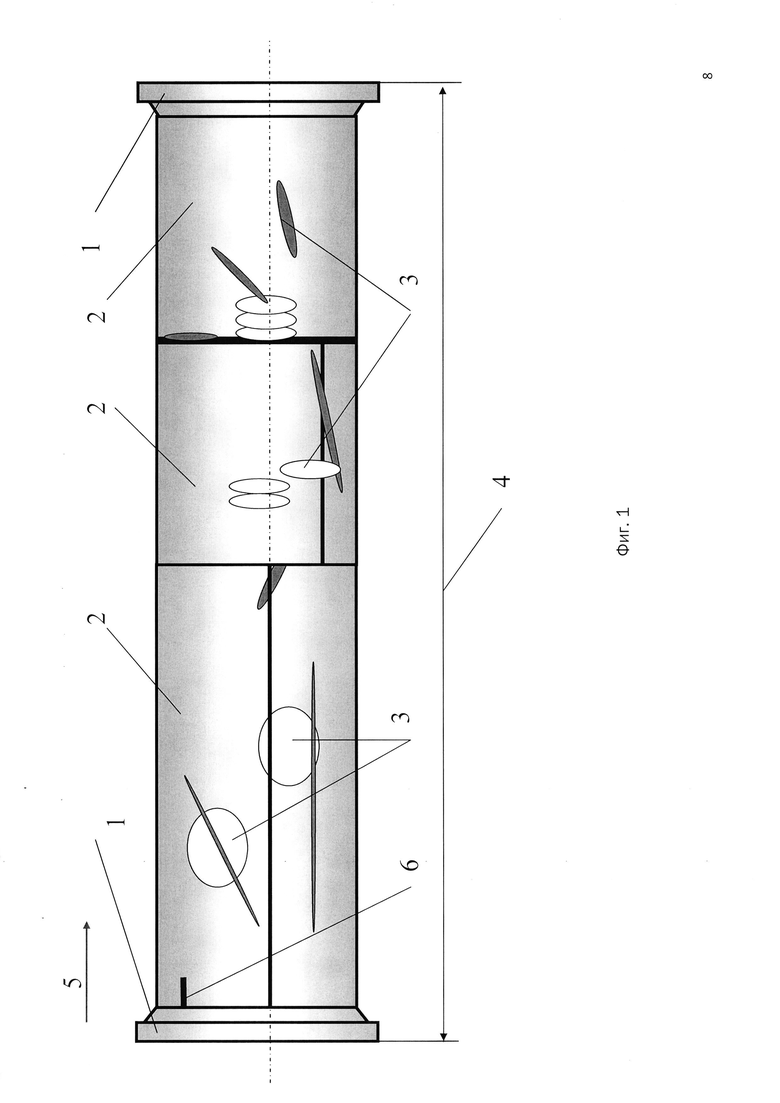
Специальные вставки устанавливаются в место, специально организованное на трубопроводном испытательном полигоне, а специальная вставка представляет собой сварную конструкцию, которая является заменяемой частью трубопроводного испытательного полигона фиксированной длины, равной 8200 мм, изготовленной по заданным параметрам, состоящей из фланцев и катушек, при этом катушки представляют собой часть трубопроводного испытательного полигона между двумя технологическими поперечными стыками, а установка специальной вставки в специально организованное место на трубопроводном испытательном полигоне производится по нулевому градусу и в направлении потока перекачиваемой жидкости, для чего на специальной вставке нанесены технологические метки.
На фиг. 1 изображена специальная вставка.
На фиг. 1 приняты следующие обозначения:
1. Фланец;
2. Катушка;
3. Дефект;
4. Длина специальной вставки;
5. Направление потока перекачиваемой жидкости;
6. Технологическая метка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Метрологический полигон | 2016 |
|
RU2641618C1 |
| СПОСОБ ИСПЫТАНИЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО ПРИБОРА НА КОЛЬЦЕВОМ ТРУБОПРОВОДНОМ ПОЛИГОНЕ | 2012 |
|
RU2526579C2 |
| Стенд для испытаний, поверки и калибровки внутритрубных инспекционных приборов | 2019 |
|
RU2721162C1 |
| Способ выявления растущих дефектов магистральных трубопроводов | 2020 |
|
RU2753108C2 |
| СПОСОБ ОЦЕНКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕФЕКТОВ СТЕНКИ ТРУБНОЙ СЕКЦИИ И СВАРНЫХ ШВОВ ПО ДАННЫМ МАГНИТНОГО ВНУТРИТРУБНОГО ДЕФЕКТОСКОПА С ПОМОЩЬЮ УНИВЕРСАЛЬНОЙ НЕЙРОСЕТЕВОЙ МОДЕЛИ, ПОДХОДЯЩЕЙ ДЛЯ ДЕФЕКТОСКОПОВ С РАЗЛИЧНЫМИ ДИАМЕТРАМИ И МАГНИТНЫМИ СИСТЕМАМИ | 2015 |
|
RU2591584C1 |
| СПОСОБ ВНУТРИТРУБНОЙ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДА | 2018 |
|
RU2697008C1 |
| Способ оценки геометрических размеров дефектов стенки трубной секции и сварных швов по данным ультразвукового внутритрубного дефектоскопа с помощью поиска связанных индикаций | 2015 |
|
RU2607766C2 |
| Способ определения толщины стенки трубопровода в зоне дефекта типа "потеря металла" на основе статистической стабилизации параметров сигнала по данным ультразвуковой секции WM | 2018 |
|
RU2687846C1 |
Использование: для проверки работоспособности и калибровки внутритрубных инспекционных приборов на трубопроводном испытательном полигоне, а также для профилеметрии, толщинометрии и определения положения трубопровода. Сущность изобретения заключается в том, что проверка осуществляется путем пропуска внутритрубных инспекционных приборов по смоделированным на трубопроводном испытательном полигоне устройствам и узлам магистрального трубопровода, в том числе и по специальным вставкам с естественными и/или искусственными дефектами. Технический результат: обеспечение возможности проверки на трубопроводном испытательном полигоне работоспособности для всех типоразмеров внутритрубных инспекционных приборов. 1 ил. 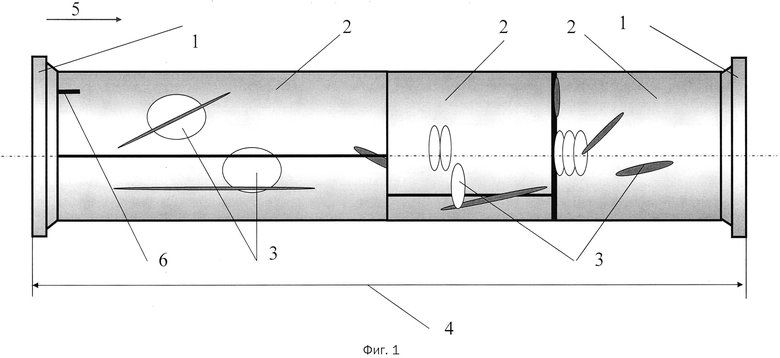
Способ проверки работоспособности внутритрубных инспекционных приборов, заключающийся в том, что работоспособность внутритрубных инспекционных приборов проверяют на трубопроводном испытательном полигоне путем пропуска внутритрубных инспекционных приборов по смоделированным на трубопроводном испытательном полигоне устройствам и узлам магистрального трубопровода, отличающийся тем, что в состав трубопроводного испытательного полигона входят специальные вставки с естественными и/или искусственными дефектами трубопровода, такими как:
- произвольно ориентированные дефекты;
- внешние и внутренние трещины;
- трещиноподобные дефекты;
- потеря металла;
- поперечная трещина по всей окружности трубопровода;
- трещина по телу;
- расслоение с выходом на поверхность;
- вмятина;
- гофр;
- дефекты поперечных сварных швов;
- дефекты спиральных сварных швов;
при этом специальная вставка устанавливается в специально организованное место на трубопроводном испытательном полигоне и представляет собой сварную конструкцию, которая является заменяемой частью трубопроводного испытательного полигона фиксированной длины, равной 8200 мм, изготовленной по заданным параметрам, состоящей из фланцев и катушек, которые являются частью трубопроводного испытательного полигона между двумя технологическими поперечными стыками, а установка специальной вставки в специально организованное место на трубопроводном испытательном полигоне производится по нулевому градусу и в направлении потока перекачиваемой жидкости, для чего на специальной вставке нанесены технологические метки.
| СПОСОБ ИСПЫТАНИЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО ПРИБОРА НА КОЛЬЦЕВОМ ТРУБОПРОВОДНОМ ПОЛИГОНЕ | 2012 |
|
RU2526579C2 |
| СПОСОБ НАСТРОЙКИ ИЗМЕРИТЕЛЬНОЙ СИСТЕМЫ ВНУТРИТРУБНОГО ДЕФЕКТОСКОПА И УСТРОЙСТВО НАСТРОЙКИ | 2006 |
|
RU2325635C1 |
| US 4098126A, 04.07.1978 | |||
| US 20070113622A1, 24.05.2007 | |||
| US 20030058991A1, 27.03.2003. | |||

