Изобретение относится к способу изготовления пластмассового изделия, включающему в себя экструдирование трубчатой заготовки из экструдата, а также пластическую деформацию заготовки внутри формы для формования с раздувом по меньшей мере с двумя половинами с использованием перепада давления в полое тело, причем внутрь пластмассового изделия вводят по меньшей мере одну вставную деталь.
Кроме того, изобретение относится к промежуточной раме для формы для формования с раздувом.
Прежде всего, при изготовлении больших пластмассовых емкостей экструзионно-раздувным формованием часто является желательным вводить в изготавливаемую емкость вставные детали. Например, топливные баки для автомобилей из термопластичной пластмассы часто снабжены функциональными деталями/вставными деталями. Вставные детали могут быть введены после изготовления емкости вручную через одно или несколько предусмотренных в ней контрольных отверстий. Прежде всего, в случае с топливными баками из термопластичной пластмассы является проблематичным то, что используемые для этого пластмассы, как правило, полиэтилен высокой плотности, не являются диффузионно-герметичными для углеводородов. Поэтому топливные баки из термопластичной пластмассы изготавливаются из соэкструдатов с барьерными слоями для углеводородов. Таким образом, является возможным в значительной степени обеспечить герметичность топливного бака, причем, однако, при многослойной структуре стенки барьерный слой нарушается/прерывается дополнительно проделываемыми отверстиями в стенке бака, так что в области отверстий в стенке бака создаются потенциальные места утечек, уплотнить которые после изготовления бака бывает трудоемко. Прежде всего, чтобы вводить в емкость вставные детали, которые больше, чем предусматриваемые контрольные отверстия, в соответствии с раскрытым в DE 60218237 Т2 способом вставные детали могут быть получены заодно в процессе формования контейнера экструзионно-раздувным способом. Однако закрепление некоторых из вставных деталей, например клапанов, по-прежнему требует несколько отверстий в стенке емкости.
В последнее время усилия производителей направлены на то, чтобы по возможности все вставные детали встраивать уже при изготовлении топливного бака, чтобы количество требуемых отверстий в стенке бака было как можно меньше.
В уровне техники стало известным применение промежуточных рам при формовании с раздувом. Так, DE 10231866 А1 описывает соответствующего вида способ изготовления полого тела из пластмассы, при котором трубчатая пластмассовая заготовка разрезается на два плоскостных полуфабриката, и полуфабрикаты, разделенные съемной промежуточной рамой, вкладываются в форму для формования с раздувом. После этого формуются две полуоболочки, причем полуформы отделены друг от друга съемной промежуточной рамой, так что полуоболочки не соприкасаются. После открывания полуформ и съема промежуточной рамы на внутренней стороне по меньшей мере одной полуоболочки устанавливаются вставные детали. Затем полуоболочки соединяются в полое тело из пластмассы.
Этот способ создает трудности при манипулировании с разделенной на плоскостные полуфабрикаты заготовкой. Заготовка из-за сильного нагрева пластмассы является очень нестабильной. Вкладывание плоскостных полуфабрикатов дополнительно затрудняется тем, что оба полуфабриката не должны соприкасаться ни при транспортировке к форме для формования с раздувом, ни в форме для формования с раздувом, так как иначе они склеивались бы друг с другом. Промежуточная рама помогает здесь лишь условно.
Согласно DE 102009030492 А1 предлагается трубчатую заготовку разрезать в С-образное поперечное сечение, а затем вкладывать в форму для формования с раздувом. Благодаря этому С-образному поперечному сечению в значительной степени сохраняется более стабильная круглая форма поперечного сечения. Внутренняя область заготовки является доступной через шлиц, так что перед окончательным раздувом могут быть введены вкладываемые детали. Однако из-за лишь частичного открытия заготовки свобода движения для введения, прежде всего, больших вкладываемых деталей ограничена.
US 3,162,707 А описывает промежуточную раму для формы для формования с раздувом с одной неподвижной половиной формы и одной подвижной половиной формы. Промежуточная рама снабжена гибкими связующими средствами, за счет чего промежуточная рама в ее геометрии периферии является изменяемой. Связующие средства включают в себя шарниры, а также расположенные на верхних углах сочленения. Нижние углы рамы коленчато соединены с возвратными рычагами. Складывание рамы происходит с помощью трубы, через которую в форму для раздува подают воздух. Сложенная рама окружается трубчатой заготовкой. Рама с заготовкой при формовании раздувом находится между обеими половинами формы внутри формы для формования с раздувом.
В основе изобретения лежит задача создать альтернативу указанным выше способам, которая делает возможным беспроблемное введение и больших вкладываемых деталей при улучшенном манипулировании экструдатами.
Исходя из способа изготовления пластмассового изделия указанного вначале вида, задача решена тем, что:
- в трубчатой заготовке располагают промежуточную раму,
- трубчатую заготовку посредством промежуточной рамы располагают между по меньшей мере двумя половинами формы для формования с раздувом,
- трубчатую заготовку с помощью промежуточной рамы частично подвергают предварительному формованию,
- затем трубчатую заготовку разделяют по меньшей мере на две части,
- для введения по меньшей мере одной вставной детали форму для формования с раздувом открывают таким образом, что в каждой половине формы для формования с раздувом остается часть разделенной заготовки, за чем следуют стадии способа:
а) удаление промежуточной рамы между по меньшей мере двумя половинами формы для формования с раздувом,
б) введение по меньшей мере одной вставной детали внутрь частично отформованного пластмассового изделия,
в) закрывание формы для формования с раздувом с частями заготовки и по меньшей мере одной вставной деталью и
г) окончательное формование заготовки в полое тело.
С помощью предложенного решения становится возможным с помощью захвата принимать полое пластмассовое изделие с головки раздувного агрегата и вкладывать в форму для формования с раздувом, причем во время транспортировки заготовка остается в значительной мере стабильной, так как для транспортировки от экструзионной головки к форме для формования с раздувом сохраняется стабилизирующая максимально круглая форма поперечного сечения трубчатой заготовки. Доступность внутренней области заготовки лучше всего обеспечивается происходящим лишь после предварительного формования разрезанием заготовки по меньшей мере на две части. Могут быть введены все желательные вкладываемые детали, они склеиваются с пастообразной заготовкой и после закрывания формы для формования с раздувом и окончательного раздува пластмассового полого тела являются прочно заделанными в готовом изделии.
Но трубчатая заготовка может быть введена в форму для формования с раздувом уже также и в виде частично разделенной заготовки. При этом трубчатая заготовка может быть вложена в форму для формования с раздувом с примерно С-образным поперечным сечением, причем выходящий или уже вышедший из экструзионной головки экструдат для этого соответственно разделяется. Также и здесь сохраняется в значительной степени круглое поперечное сечение заготовки, которое придает заготовке определенную собственную стабильность.
Независимо от того, имеет ли трубчатая заготовка замкнутое или Сообразное поперечное сечение, промежуточная рама применяется для того, чтобы по меньшей мере две образованные из заготовки части, будучи отделенными друг от друга, являлись манипулируемыми и не приклеивались друг к другу.
Для этой цели промежуточная рама располагается в заготовке, прежде чем она будет разделена по меньшей мере на две части, прежде всего, так, что промежуточная рама вводится в заготовку, или трубчатая заготовка располагается над промежуточной рамой.
Заготовка прилагается к промежуточной раме за счет того, что она растягивается. При уже разделенной С-образной заготовке может быть применена жесткая промежуточная рама, тогда приложение заготовки к промежуточной раме может происходить при помощи предварительных формовочных элементов, которые соответственно перемещаются. Применение предварительных формовочных элементов также может быть предусмотрено при использовании растягиваемых промежуточных рам. Под предварительными формовочными элементами подразумеваются части формы для формования с раздувом, которые установлены перед собственно формой и как толкатели прижимают заготовку к контрформе, здесь промежуточной раме, и тем самым, например, упрощают предварительный раздув без необходимости закрывания формы для формования с раздувом в целом.
То есть предусмотрено либо надевать заготовку с помощью захвата на промежуточную раму, либо вводить промежуточную раму в удерживаемую захватом заготовку. При этом промежуточная рама выполнена так, что после того, как она будет находиться внутри заготовки, она может быть растянута до тех пор, пока заготовка не будет простираться вокруг промежуточной рамы и прилегать к ней. При этом промежуточная рама с находящейся вокруг нее заготовкой расположена так, что после закрывания формы для формования с раздувом она находится между обеими половинами формы для формования с раздувом. Дополнительно могут быть заделаны уже упомянутые выше предварительные формовочные элементы.
Промежуточная рама может быть дополнительно термостатирована, за счет чего поддерживается приложение заготовки к промежуточной раме.
В качестве усовершенствования предусмотрено, что предварительное формование заготовки происходит через расположенные в промежуточной раме сопла. Это имеет то преимущество, что обе половины формы могут перемещаться независимо от питающих трубопроводов для процесса раздува, так как они целиком расположены на промежуточной раме.
Разделение заготовки по меньшей мере на две части, как преимущество, происходит посредством расположенного в промежуточной раме разделительного устройства. При этом разделительное устройство может быть расположено в промежуточной раме так, что оно окружает раму однократно, или же по периметру расположено несколько разделительных устройств, и они окружают лишь частичные области. Также разделительное устройство может быть расположено в одной или на одной из половин формы для формования с раздувом или отдельно подведено снаружи, как это ниже изложено на примере.
В качестве разделительного устройства здесь, например, может быть предусмотрен нож, горячая резка, лазер или отрезание с помощью соответствующих режущих кромок в половинах формы.
Но точно так же является возможным, что разделение заготовки по меньшей мере на две части может происходить с помощью подводимого снаружи в области промежуточной рамы разделительного устройства. То есть предлагается, например, подводить снаружи в области промежуточной рамы один или несколько ножей, чтобы разрезать заготовку и тем самым использовать промежуточную раму как бы в качестве подложки.
В еще одном усовершенствовании предусмотрено, что с помощью промежуточной рамы образуют две отдельные полости между заготовкой и промежуточной рамой.
В этом случае промежуточная рама имеет перегородку, причем либо применяется жесткая рама в сочетании с С-образной заготовкой, либо при использовании складной промежуточной рамы требуется несколько более сложная конструкция для складывающейся заодно перегородки. Тем не менее, в обоих случаях достигается то, что заготовка образует две отдельных полости, на которые через сопла может подаваться разное давление, и тем самым заготовка подвергается предварительному формованию. При этом сопла могут быть расположены в промежуточной раме.
Создание разных давлений в обеих камерах может потребоваться, например, тогда, когда должно быть изготовлено полое тело из пластмассы, одна половина которого имеет более сложный контур поверхности.
В еще одном усовершенствовании предусмотрено, что вставные детали вводятся в части частично формованной заготовки с помощью предпочтительно многоосного манипулятора.
Для этого обе половины формы для формования с раздувом предварительно разводятся и удаляется промежуточная рама.
Так как обе половины формы с расположенными в них частями заготовки с помощью соответствующего изобретению способа в максимальной степени без ограничений могут открываться и перемещаться, любое место во внутреннем пространстве пластмассового изделия является доступным. Все желательные вкладываемые детали, от простых до более сложных, соответственно могут быть в нем позиционированы и вложены. Соответствующим образом запрограммированные для этого многоосные роботы могут без проблем справиться с этой задачей, причем предусмотрено, что вкладываемые детали вкладываются в обе половины формы по-отдельности, вместе или же друг за другом.
Является особенно благоприятным, если по меньшей мере на одной из обеих половин формы для формования с раздувом расположены средства, которые перед извлечением пластмассового изделия перемещают таким образом, что излишние части заготовки, так называемый облой, которые не нужны для соответствующего назначению применения пластмассового изделия, отделяются, причем излишние части остаются на одной из половин формы для формования с раздувом.
Но также является возможным отделять излишние части уже перед извлечением пластмассового изделия из формы, они остаются на промежуточной раме и удаляются вместе с ней. При определенных обстоятельствах отделение облоя может происходить уже при разрезании заготовки.
То есть в соответствии с этим усовершенствованием предлагается, что окружная кромка вокруг пластмассового изделия, которая на готовом изделии больше не нужна, отделяется уже в форме. Это минимизирует соответствующее время дополнительной обработки на полученном формованием с раздувом готовом полом теле из пластмассы, так как все не подлежащие использованию пластмассовые части уже отделены. Например, захват для извлечения пластмассового изделия из формы для формования с раздувом может быть сконструирован так, что он прямо заодно захватывает этот отделенный и оставшийся в форме излишний облой, откладывает изготовленное полое тело из пластмассы, а облой подают на вторичное использование пластмассовых отходов.
Задача дополнительно решена с помощью формы для формования с раздувом с признаками п. 11 или п. 12 формулы изобретения. Промежуточная рама снабжена гибкими связующими средствами, благодаря чему промежуточная рама является изменяемой в геометрии ее периферии. В соответствии с одним усовершенствованием предусмотрено, что в промежуточной раме предусмотрены отверстия для введения воздуха для раздува.
Таким образом, предлагается, что промежуточная рама в форме является складной или поворотной, чтобы либо промежуточная рама могла быть просто введена в заготовку, либо заготовка упрощенно могла быть надета на промежуточную раму. Лишь после раскладывания или поворота отдельных частей рамы получается окончательная геометрия периферии промежуточной рамы, посредством чего становится возможным то, что расположенная вокруг нее заготовка, как будто как упаковочная пленка, раскрывается вокруг промежуточной рамы. При этом геометрия периферии промежуточной рамы выполнена так, что торцевые поверхности промежуточной рамы в значительной степени выравниваются с торцевыми поверхностями применяемых половин формы для формования с раздувом, так как торцы промежуточной рамы и торцы обеих половин формы для формования с раздувом образуют, после того, как форма для формования с раздувом закрыта с помощью расположенной между ними промежуточной рамой, уплотнительную поверхность.
Благоприятным образом в отверстия ввинчиваются сопла для воздуха для раздува.
Таким образом, в зависимости от требований, в расположенные в промежуточной раме отверстия могут ввинчиваться разные сопла для разных давлений раздува, без необходимости замены питающих трубопроводов, которые благоприятным образом расположены на внешней стороне промежуточной рамы.
Благоприятным образом промежуточная рама состоит из нескольких перемычек, которые соединены связующими средствами, причем согласно изобретению предлагается использовать здесь шарниры. Но возможным является и любой другой вид связующих средств, которые обеспечивают возможность раздвижения или раскладывания промежуточной рамы.
В соответствии с одним усовершенствованием предусмотрено то, что промежуточная рама имеет перегородку, которая позволяет разделять заготовку на две отдельные камеры, причем на обе камеры могут быть поданы различные давления. При использовании перегородки промежуточная рама также может быть цельной, то есть не складной или раздвижной. Но это не является настоятельно необходимым, так как при использовании, например, гибкой перегородки, которая в зависимости от конструкции механизма складывания промежуточной рамы также поворачивается или складывается, возможной является и складная промежуточная рама.
На чертежах схематически показано устройство согласно изобретению и поясняется способ:
Показано на:
Фиг. 1: вид в перспективе устройства для формования с раздувом пластмассовых изделий с закрытой заготовкой и использованием складной промежуточной рамы,
Фиг. 2: вид в перспективе устройства для формования раздувом пластмассовых изделий с С-образной заготовкой и жесткой промежуточной рамой,
Фиг. 3: вид в перспективе открытой формы для формования с раздувом, в которую вводится вкладываемая деталь,
Фиг.4: разрез через форму для формования с раздувом, причем заготовка прилегает к промежуточной раме,
Фиг. 5: разрез через форму для формования с раздувом, причем заготовка предварительно раздута,
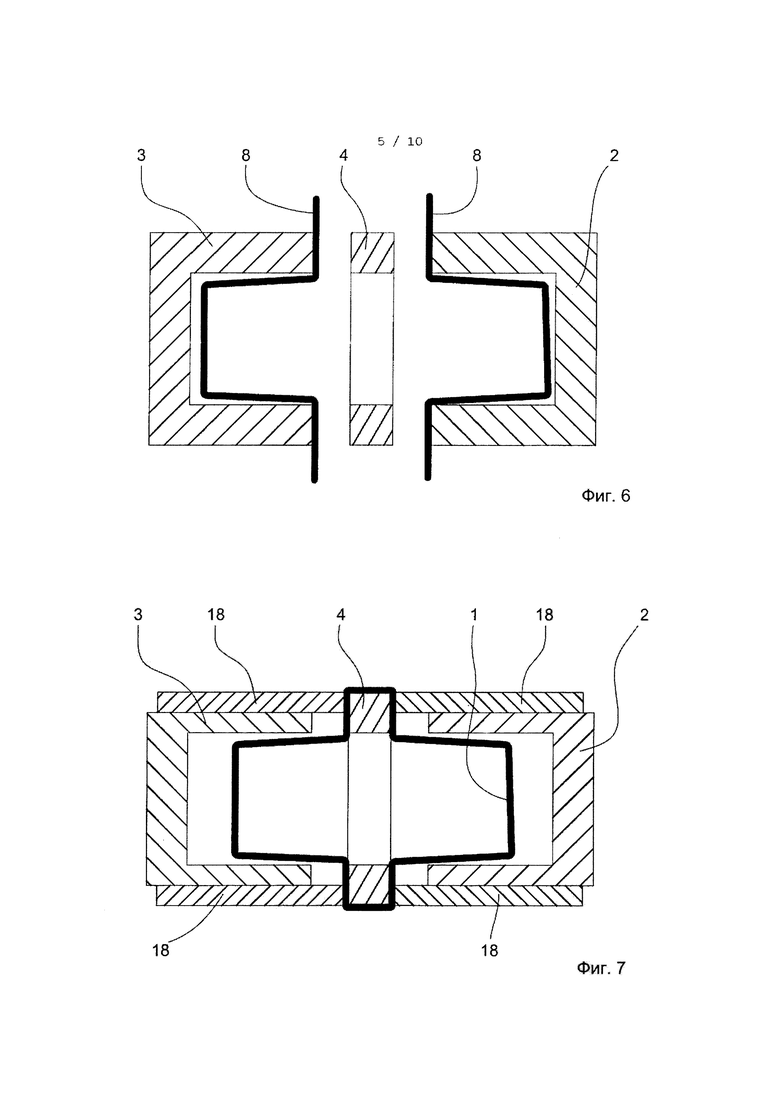
Фиг. 6: разрез через полуоткрытую форму для формования с раздувом после разделения заготовки,
Фиг. 7: вариант к фиг. 5 с предварительными формовочными элементами,
Фиг. 8: вариант согласно фиг. 7 после предварительного формования и отделения облоя,
Фиг. 9: разрез через открытую форму для формования с раздувом, в которой введены вкладываемые детали,
Фиг. 10: разрез через закрытую вкладываемыми деталями форму для формования с раздувом,
Фиг. 11: разрез через закрытую форму для формования с раздувом и готовое раздутое с вкладываемыми деталями пластмассовое изделие,
Фиг. 12: разрез через открытую форму для формования с раздувом с прилипшим в одной половине пластмассовым изделием,
Фиг. 13: разрез через форму для формования с раздувом, причем пластмассовое изделие извлекается,
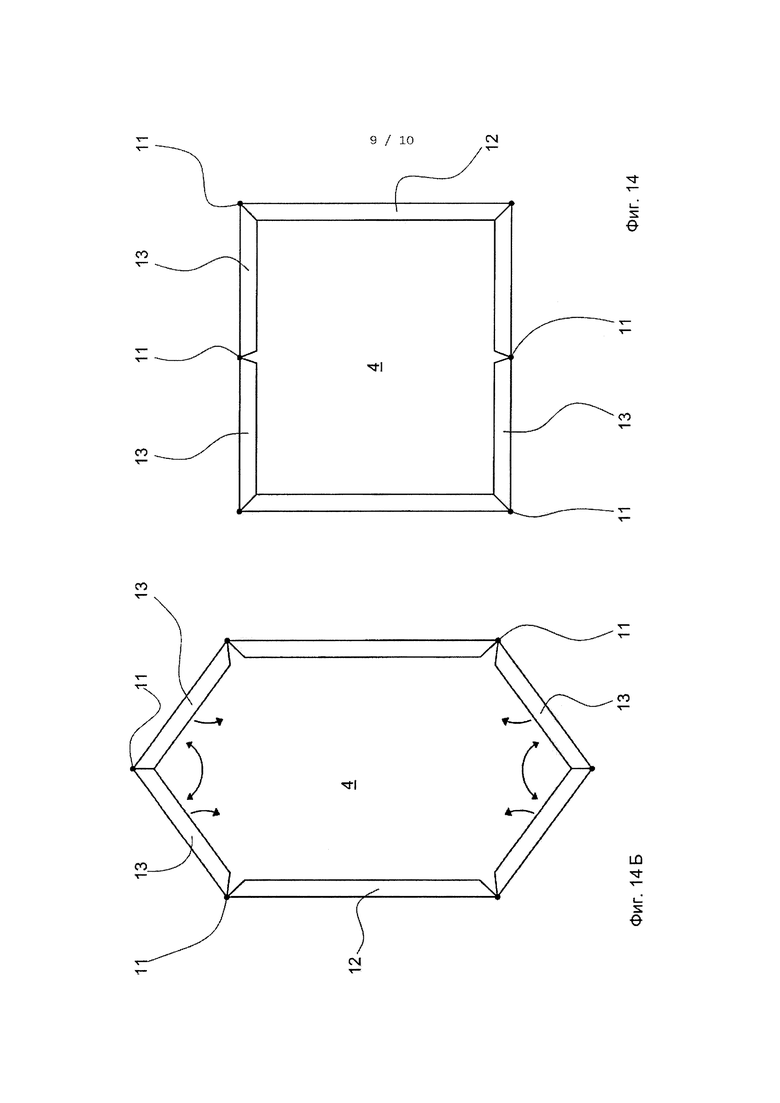
Фиг. 14: раздвижная промежуточная рама,
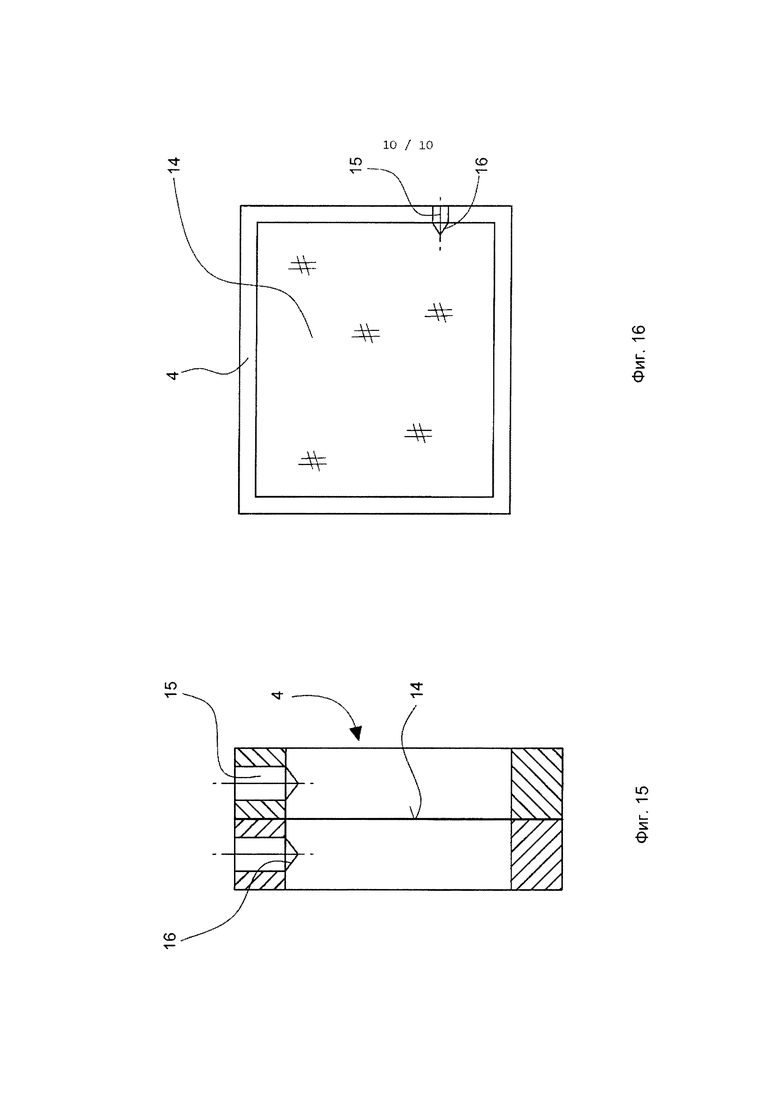
Фиг. 15: разрез через промежуточную раму, и
Фиг. 16: промежуточная рама с перегородкой.
На фиг. 1 показан вид в перспективе типичной установки для формования с раздувом, в которой трубчатая заготовка 1 с помощью захвата вкладывается между первой половиной 2 и второй половиной 3 формы для формования с раздувом. Возможность поворота захвата 5 показана полукруглой двунаправленной стрелкой. В заготовке 1 располагается складная или поворотная промежуточная рама 4. Эта промежуточная рама 4 либо может быть вставлена в нее снизу, либо заготовка может быть надета на уже позиционированную промежуточную раму 4.
Фиг. 2 соответствует устройству согласно фиг. 1, причем одинаковые ссылочные обозначения относятся к одинаковым объектам.
Фиг. 2 отличается от фиг. 1 тем, что заготовка 1 имеет С-образное поперечное сечение и используется жесткая рама. То есть заготовка была с одной стороны разрезана уже до введения в обе половины формы для формования с раздувом. Применяемая промежуточная рама 4 является жесткой и сбоку в области шлица вводится в заготовку 1. И здесь, разумеется, возможно установить С-образную заготовку над жесткой промежуточной рамой 4.
В обоих случаях захват 5 извлек заготовку 1 из не показанной экструзионной головки и переместил ее в область между обеими половинами 2 и 3 формы.
На фиг. 3 показаны обе раскрытые половины 2, 3 формы для формования с раздувом, в которых расположено по одной части 8 разрезанной заготовки 1. Например, в часть 8 заготовки 1 в половине 3 формы с помощью руки 7 не показанного робота вкладывается вкладываемая деталь 6 и прижимается к еще мягкой внутренней стенке части 8 заготовки. Извлекаемая промежуточная рама 4 показывает связующие средства 11, которые требуются для открывания или поворота промежуточной рамы 4. Стрелка лишь символизирует, что промежуточная рама 4 между обеими половинами 2 и 3 формы для формования с раздувом может быть удалена, но не направления перемещения промежуточной рамы 4.
На дальнейших фиг. 4-13 схематически показаны отдельные стадии способа в разрезах через форму для формования с раздувом. Плоскость 20 разреза показана на фиг. 1.
На фиг. 4 показаны закрытые половины 2 и 3 формы для формования с раздувом, причем между обеими половинами расположена промежуточная рама 4, вокруг которой простирается заготовка 1.
На фиг. 5 снова показана закрытая форма для формования с раздувом с обеими половинами 2 и 3 и расположенной между ними промежуточной рамой 4, причем здесь заготовка 1 была предварительно формована через не показанные сопла в промежуточной раме 4 и уже в значительной степени прилегает к внутренней стенке полости формы для формования с раздувом.
На фиг. 6 снова показаны обе половины 2 и 3 формы для формования с раздувом, но в частично открытом состоянии. Заготовка 1уже была разделена на две части 8, которые находятся в соответственно одной из обеих половин 2 и 3 формы. Промежуточная рама 4 больше не имеет соединения с половинами формы или с заготовкой 1 и может быть удалена.
На фиг. 7 показан вариант с использованием предварительного формовочного элемента 18. Как на фиг. 5, заготовка 1 окружает промежуточную раму 4, но уплотняют заготовку 1 относительно промежуточной рамы 4 не половины 2 и 3 формы для формования с раздувом, а расположенные на половинах формы для формования с раздувом предварительные формовочные элементы 18.
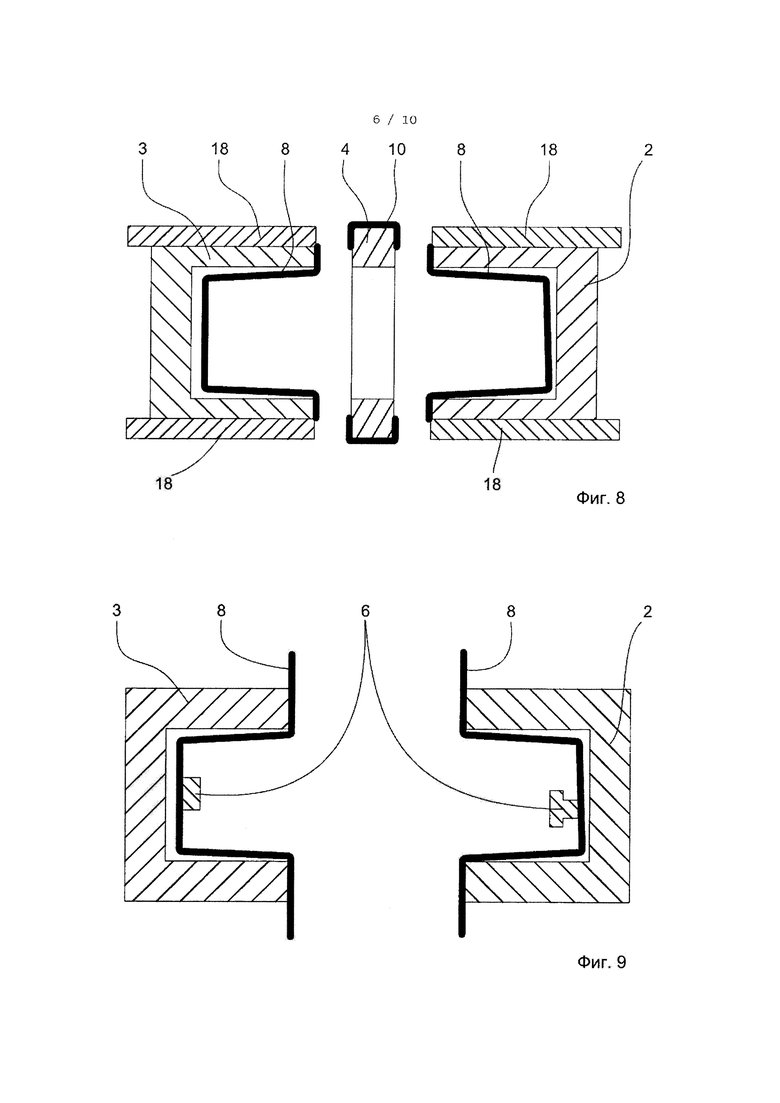
На фиг. 8 показаны половины 2 и 3 формы для формования с раздувом с заготовкой 1, которая была разделена на три части. Две части 8 находятся в половинах 2 и 3 формы, третья часть 10 как излишние и не нужные для изделия пластмассовые отходы, так называемый облой, прилипает к промежуточной раме и удаляется с ней.
На фиг. 9 снова показана открытая форма для формования раздувом согласно фиг. 4-6, причем опять часть 8 заготовки 1 находится в половине 3 формы, а другая часть 8 заготовки 1 в половине 2 формы. В каждой части 8 заготовки 1 расположена вкладываемая деталь 6. Следует отметить, что обе половины 2 и 3 формы для формования с раздувом необязательно должны быть открыты в одну ось. Из-за разделения заготовки по меньшей мере на две части 8 является возможным открывание формы в любую ось.
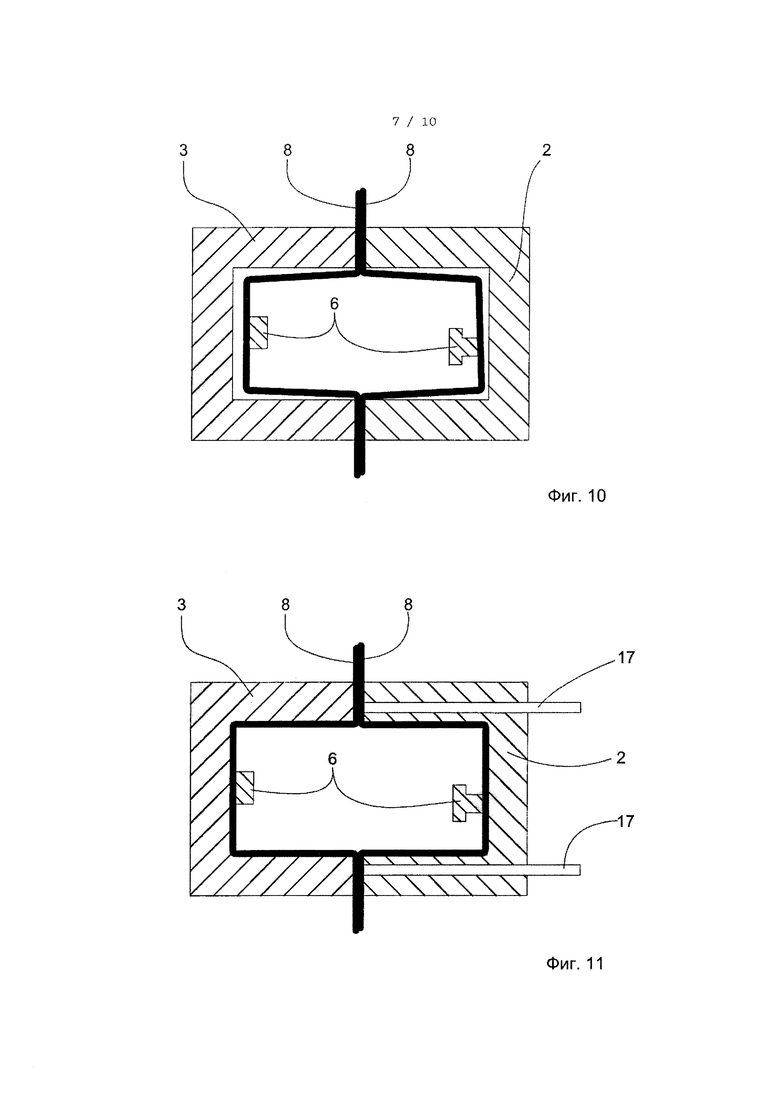
На фиг. 10 показана снова закрытая форма для формования с раздувом, причем здесь промежуточная рама 4 была удалена, так что части 8 заготовки 1 с находящимися в ней вкладываемыми деталями 6 теперь соединяются друг с другом посредством закрывания обеих половин 2 и 3 формы для формования с раздувом.
Согласно изображению на фиг. 11 пластмассовое изделие 9 отформовано, то есть части 8 заготовки 1 полностью подведены к внутренней стенке формы для формования с раздувом за счет давления раздува и тем самым включают вкладываемые детали 6 внутри нее. Кроме того, на фиг. 11 можно видеть отделители 17, с помощью которых больше не нужные части бывшей заготовки 1 могут быть отделены путем их перемещения внутри инструмента.
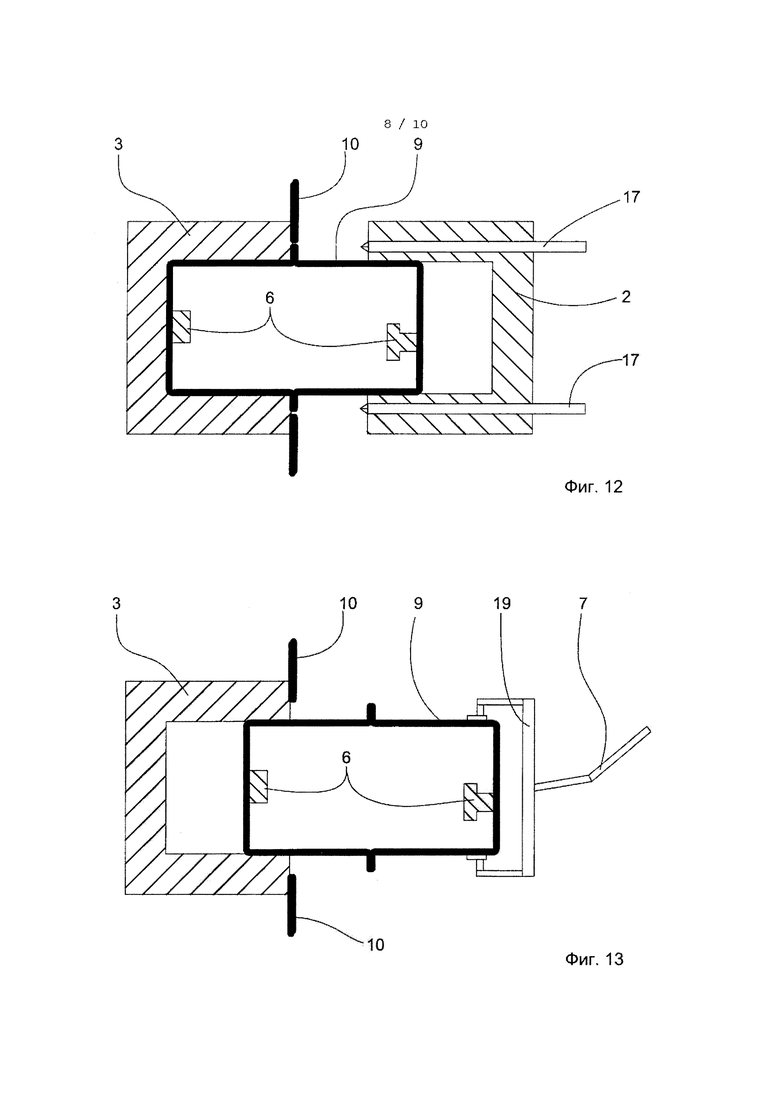
Как видно согласно фиг. 12, окончательно полученное формованием с раздувом пластмассовое изделие 9 остается в одной из обеих половин формы, здесь в половине 3 формы, а излишний облой 10, который отделяется от пластмассовой детали 9 отделителями 17, тоже остается в этой половине формы. После того как половина 2 формы для формования с раздувом была перемещена достаточно далеко, пластмассовое изделие 9 может быть извлечено.
На фиг. 13 показана эта стадия. Здесь снова схематически показана половина 3 формы для формования с раздувом, на которой еще держится облой 10. Готовое пластмассовое изделие 9 извлекается с помощью захвата 19 и руки 7 не показанного робота. Облой 10 может быть извлечен прямо в этой же рабочей операции роботом или в более поздней рабочей операции также рукой робота.
На фиг. 14 чисто схематически показан принцип раздвижной промежуточной рамы 4. Фиг. 14 символизирует промежуточную раму по меньшей мере с двумя неподвижными перемычками 12 и несколькими поворотными перемычками 13. Между перемычками расположены связующие средства 11, здесь в виде шарниров. Они обеспечивают то, что поворотные перемычки 13 могут быть повернуты так, что расстояние между обеими неподвижными перемычками 12 увеличивается и тем самым, например, заготовка натягивается вокруг промежуточной рамы. Это схематически показано на фиг. 14Б, причем здесь должен быть пояснен лишь принцип, так как промежуточная рама должна всемерно воспроизводить торцевую поверхность формы для формования с раздувом и поэтому в редчайших случаях будет образовывать прямоугольник.
На фиг. 15 показан разрез через промежуточную раму 4, причем здесь в середине промежуточной рамы 4 расположена перегородка 14. В части промежуточной рамы предусмотрены отверстия 15, в которые вмонтированы сопла.
Опять же только схематически для демонстрации принципа на фиг. 16 показана стандартная промежуточная рама 4 с перегородкой 14, отверстием 15 и соплом 16, причем и здесь промежуточная рама 4 лишь для демонстрации принципа изображена прямоугольной.
С помощью способа согласно изобретению с промежуточной рамой согласно изобретению является возможным изготавливать формованием с раздувом, прежде всего, относительно крупные пластмассовые изделия, в которые просто могут быть заделаны относительно сложные и/или крупные вкладываемые детали, так как благодаря разделению заготовки по меньшей мере на две части и после этого широко раскрываемой форме для формования с раздувом не создается препятствий введению вкладываемых деталей. В то же время явно улучшается манипулирование заготовкой.

Изобретение относится к способу изготовления пластмассового изделия, а также к промежуточной раме для формы для формования с раздувом. Способ изготовления пластмассового изделия включает в себя экструдирование трубчатой заготовки из экструдата, пластическую деформацию заготовки внутри формы для формования с раздувом по меньшей мере с двумя половинами с использованием перепада давления в полое тело. Внутрь пластмассовой детали вводят по меньшей мере одну вставную деталь. В трубчатой заготовке располагают промежуточную раму, трубчатую заготовку посредством промежуточной рамы располагают между двумя половинами формы для формования с раздувом, трубчатую заготовку с помощью промежуточной рамы в форме для формования с раздувом частично подвергают предварительному формованию, затем трубчатую заготовку разделяют по меньшей мере на две части. Для введения по меньшей мере одной вставной детали форму для формования с раздувом открывают таким образом, что в каждой половине формы для формования с раздувом остается одна часть разделенной заготовки. Затем удаляют промежуточную раму между по меньшей мере двумя половинами формы для формования с раздувом, вводят по меньшей мере одну вставную деталь внутрь частично отформованного пластмассового изделия, закрывают формы для формования с раздувом с частями заготовки и вставной деталью и окончательно формуют заготовку в полое. Изобретение позволяет вводить большие вкладываемые детали в формуемое пластмассовое изделие при улучшенном манипулировании заготовкой. 3 н. и 20 з.п. ф-лы, 16 ил.
1. Способ изготовления пластмассового изделия (9), включающий в себя экструдирование трубчатой заготовки (1) из экструдата, а также пластическую деформацию заготовки (1) внутри формы (2, 3) для формования с раздувом по меньшей мере с двумя половинами (2, 3) с использованием перепада давления в полое тело (9), причем внутрь пластмассовой детали (9) вводят по меньшей мере одну вставную деталь (6),
отличающийся тем, что:
- в трубчатой заготовке (1) располагают промежуточную раму (4),
- трубчатую заготовку (1) посредством промежуточной рамы (4) располагают между по меньшей мере двумя половинами (2, 3) формы для формования с раздувом,
- трубчатую заготовку (1) с помощью промежуточной рамы (4) в форме (2, 3) для формования с раздувом частично подвергают предварительному формованию,
- затем трубчатую заготовку (1) разделяют по меньшей мере на две части (8),
- для введения по меньшей мере одной вставной детали (6) форму (2, 3) для формования с раздувом открывают таким образом, что в каждой половине (2, 3) формы для формования с раздувом остается одна часть (8) разделенной заготовки (1), за чем следуют стадии способа:
а) удаление промежуточной рамы (4) между по меньшей мере двумя половинами (2, 3) формы для формования с раздувом,
б) введение по меньшей мере одной вставной детали (6) внутрь частично отформованного пластмассового изделия (9),
в) закрывание формы (2, 3) для формования с раздувом с частями (8) заготовки (1) и по меньшей мере одной вставной деталью (6), и
г) окончательное формование заготовки (1) в полое тело (9).
2. Способ по п. 1, отличающийся тем, что в форму (2, 3) для формования с раздувом вкладывают трубчатую заготовку (1) с примерно С-образным поперечным сечением, причем выходящий или уже вышедший из экструзионной головки экструдат для этого соответственно разделяют.
3. Способ по п. 1 или 2, отличающийся тем, что заготовку (1) прикладывают к промежуточной раме (4) за счет того, что растягивают промежуточную раму (4) и/или соответственно перемещают предварительные формовочные элементы (18).
4. Способ по п. 1 или 2, отличающийся тем, что предварительное формование заготовки (1) происходит через расположенные в промежуточной раме (4) сопла (16).
5. Способ по п. 1 или 2, отличающийся тем, что разделение заготовки (1) по меньшей мере на две части (8) происходит посредством расположенного в промежуточной раме (4) разделительного устройства.
6. Способ по п. 1 или 2, отличающийся тем, что разделение заготовки (1) по меньшей мере на две части (8) происходит посредством подводимых снаружи в области промежуточной рамы (4) разделительных средств.
7. Способ по п. 1 или 2, отличающийся тем, что посредством промежуточной рамы (4) между заготовкой (1) и промежуточной рамой (4) образуют две отдельные полости.
8. Способ по п. 4, отличающийся тем, что посредством промежуточной рамы (4) между заготовкой (1) и промежуточной рамой (4) образуют две отдельные полости.
9. Способ по п. 7, отличающийся тем, что предварительное формование заготовки (1) происходит через сопла (16), причем в каждую из образованных промежуточной рамой (4) полостей могут быть поданы различные давления.
10. Способ по п. 8, отличающийся тем, что предварительное формование заготовки (1) происходит через сопла (16), причем в каждую из образованных промежуточной рамой (4) полостей могут быть поданы различные давления.
11. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одной из обеих половин (2, 3) формы для формования с раздувом расположены разделительные средства (17), которые перемещают таким образом, что излишние части (10) заготовки (1) отделяются.
12. Способ по п. 4, отличающийся тем, что по меньшей мере в одной из обеих половин (2, 3) формы для формования с раздувом расположены разделительные средства (17), которые перемещают таким образом, что излишние части (10) заготовки (1) отделяются.
13. Способ по п. 11, отличающийся тем, что излишние части (10) остаются на промежуточной раме (4) и являются извлекаемыми с ней.
14. Способ по п. 12, отличающийся тем, что излишние части (10) остаются на промежуточной раме (4) и являются извлекаемыми с ней.
15. Способ по п. 4, отличающийся тем, что разделение заготовки (1) по меньшей мере на две части (8) происходит посредством расположенного в промежуточной раме (4) разделительного устройства.
16. Способ по п. 4, отличающийся тем, что разделение заготовки (1) по меньшей мере на две части (8) происходит посредством подводимых снаружи в области промежуточной рамы (4) разделительных средств.
17. Форма для формования с раздувом с двумя половинами формы для формования с раздувом для изготовления пластмассового изделия (9), прежде всего способом по одному из предшествующих пунктов, включающая в себя промежуточную раму для формы (2, 3) для формования с раздувом, причем:
- промежуточная рама (4) является располагаемой в трубчатой заготовке (1) и между двумя половинами (2, 3) формы для формования с раздувом формы для формования с раздувом, и
- промежуточная рама (4) оснащена гибкими связующими средствами (11), за счет чего промежуточная рама (4) в геометрии ее периферии является изменяемой,
отличающаяся тем, что
- окончательная геометрия периферии промежуточной рамы является создаваемой посредством раскладывания, и
- окончательная геометрия периферии промежуточной рамы выполнена таким образом, что когда форма для формования с раздувом закрыта с помощью промежуточно расположенной промежуточной рамы, торцевые поверхности промежуточной рамы и торцевые поверхности обеих половин формы для формования с раздувом образуют уплотнительную поверхность.
18. Форма для формования с раздувом с двумя половинами формы для формования с раздувом для изготовления пластмассового изделия (9), прежде всего способом по одному из предшествующих пунктов, включающая в себя промежуточную раму для формы (2, 3) для формования с раздувом, причем:
- промежуточная рама (4) является располагаемой в трубчатой заготовке (1) и между двумя половинами (2, 3) формы для формования с раздувом формы для формования с раздувом, и
- промежуточная рама (4) оснащена гибкими связующими средствами (11), за счет чего промежуточная рама (4) в ее геометрии периферии является изменяемой,
отличающаяся тем, что
- окончательная геометрия периферии промежуточной рамы (4) является создаваемой посредством раскладывания, и
- на половинах (2, 3) формы для формования с раздувом расположены предварительные формовочные элементы (18) таким образом, что предварительные формовочные элементы (18) уплотняют охватывающую промежуточную раму (4) заготовку (1) относительно промежуточной рамы (4).
19. Форма для формования с раздувом по п. 17 или 18, отличающаяся тем, что в промежуточной раме (4) предусмотрены отверстия (15) для введения воздуха для раздува.
20. Форма для формования с раздувом по п. 17 или 18, отличающаяся тем, что в качестве гибких связующих средств (5, 11) в промежуточной раме (4) предусмотрены шарниры.
21. Форма для формования с раздувом по п. 19, отличающаяся тем, что в качестве гибких связующих средств (5, 11) в промежуточной раме (4) предусмотрены шарниры.
22. Форма для формования с раздувом по п. 17 или 18, отличающаяся тем, что промежуточная рама (4) снабжена перегородкой (14).
23. Форма для формования с раздувом по п. 19, отличающаяся тем, что промежуточная рама (4) снабжена перегородкой (14).
| US 3162707 A, 22.12.1964 | |||
| Колосоуборка | 1923 |
|
SU2009A1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| ШИРОКОГОРЛАЯ ЕМКОСТЬ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2050309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ В ВИДЕ ТУБЫ | 2000 |
|
RU2239558C2 |

