ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к термоусадочной пленке, используемой для создания этикетки на внешней поверхности любого вида тары, такого как емкость из синтетической смолы, стеклянная бутылка или алюминиевая банка. Более конкретно, настоящее изобретение относится к термоусадочной пленке, имеющей низкую удельную массу и пригодной для всех типов тары и легко отделяемой с помощью воды.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Термоусадочная пленка используется для создания этикеток, обернутых вокруг наружной поверхности любого вида тары (ниже именуемой "тара"), в том числе тары из синтетической смолы, включая бутылки из полиэтилентерефталата (ПЭТ), стеклянные бутылки, алюминиевые банки и т.п. Другими словами, на термоусадочную пленку наносится печатный рисунок этикетки, после чего она сворачивается и склеивается в цилиндрическую форму и надевается на тару. На термоусадочную пленку с этикеткой, надетую на тару, снаружи подается горячий воздух, в результате чего термоусадочная пленка усаживается и плотно прикрепляется к наружной поверхности тары.
Такая термоусадочная пленка, которая усаживается под действием тепла и охватывает наружную окружность тары, должна отвечать требованиям к ее различным свойствам, учитывая технологический процесс формирования этикетки, качество продукта, внешний вид и т.д. Эти свойства включают термостойкость, возможность печати, глянец, прозрачность, адгезионную способность, усадку, быстроту обработки, красивый внешний вид, стойкость при транспортировке и т.д. Термоусадочная пленка может использоваться в качестве пленки для этикеток только в том случае, если она обладает всеми этими свойствами.
Среди известных синтетических полимерных пленок наиболее пригодной для использования в качестве термоусадочной пленки для этикеток является ПВХ-пленка. Она в настоящее время широко используется в качестве термоусадочной пленки для этикеток, так как ее свойства, включая термостойкость, возможность печати, глянец, прозрачность, адгезионную способность, растяжимость и т.д., соответствуют требованиям к пленке для этикеток. Однако ПВХ-пленка в процессе ее утилизации после использования выделяет химические вещества, разрушающие эндокринную систему, и, таким образом, вносит вклад в загрязнение окружающей среды. По этой причине Южная Корея и Тайвань наложили законодательные ограничения на использование ПВХ-пленки в качестве пленки для этикеток, а другие развитые страны также накладывают законодательные ограничения или внедряют саморегулирующуюся систему для запрета этикеток из ПВХ-пленки.
Сейчас созданы некоторые альтернативы ПВХ-пленке для этикеток: ПЭТ- и ПС (полистирол)-пленки. Эти альтернативные пленки не приводят к загрязнению окружающей среды, как это делает ПВХ-пленка, их легко собирать после использования и перерабатывать. Но все же при использовании ПЭТ-пленки в качестве пленки для этикеток остаются некоторые проблемы.
ПЭТ-пленка обладает хорошими свойствами в плане термостойкости, пригодности для печати и адгезионной способности. Однако ее удельный вес превышает 1,35, что увеличивает производственные издержки, и она чересчур усаживается при термической усадке. Такая избыточная усадка не влияет на стеклянные бутылки или алюминиевые банки, но вызывает вмятины или деформирует тару из ПЭТ. Тем не менее, ПЭТ-пленка имеет то преимущество, что она обладает хорошей термостойкостью, так что ее можно использовать, например, на таре для фруктовых соков, которые пастеризуются обычно при температуре 98°С.
Кроме того, ПЭТ-пленка хорошо поддается холодной усадке, она мало весит (удельный вес около 1,05) и не создает риска избыточной усадки. Благодаря ее хорошей усадке в холодном виде ПЭТ-пленку можно использовать для этикеток на таре, содержащей молочные продукты, такие как молоко, йогурт и т.д. Низкий удельный вес ПЭТ-пленки позволяет снизить производственные издержки. В отсутствие избыточной усадки ПЭТ-пленка сохраняет красивый внешний вид после термической усадки. С другой стороны, в ПС-пленке используется растворитель на основе спирта вместо толуола или бензола, поэтому она экологически безопасна, но на ней трудно печатать, так что для хорошего качества печати приходится подбирать или разрабатывать специальные краски.
Для решения этих проблем авторы настоящего изобретения разработали новую термоусадочную пленку для этикеток, получили на нее патенты Кореи №№926716 и 1156607, а также подали заявку на патент Кореи №2012-25974.
Термоусадочная пленка для этикеток, раскрытая в патенте Кореи №926716, имеет трехслойную структуру, которая включает пленку на основе ПС в качестве промежуточного слоя и пару пленок на основе ПЭТ, прикрепленных к обеим сторонам промежуточного слоя. Эта трехслойная пленка обладает хорошими свойствами в плане термостойкости, возможности нанесения печати, глянца, прозрачности, адгезионной способности, растяжимости и т.д. и, таким образом, пригодна для применения в качестве пленки для этикеток.
Термоусадочная пленка, описанная в патенте Кореи №1156607, имеет структуру, которая включает пленку на основе ПС, сформированную в виде промежуточного слоя из полистирола, имеющего особую структурную формулу, и пару пленок на основе ПЭТ, сформированных из ПЭТ, имеющего другую особую структурную формулу, причем пленки на основе ПЭТ прикреплены к обеим сторонам промежуточного слоя. Эта пленка для этикеток имеет низкий удельный вес, хорошую способность к холодной усадке и не подвержена избыточной усадке.
Термоусадочная пленка для этикеток, заявленная в патентной заявке Кореи №2012-25974, состоит из пленки на основе ПС, имеющего особую структурную формулу, и пленки на основе ПЭТ, имеющего другую особую структурную формулу, и она не отслаивается в процессе печати пятью или более различными цветами.
Эти пленки используются для многих видов тары. Но при этом потребитель сталкивается с трудностью при сборе использованной тары для переработки. Например, для переработки тары, состоящей главным образом из ПЭТ, необходимо удалять пленку-этикетку, которая в результате усадки прочно приклеилась к поверхности тары. Причина необходимости удалять этикеточную пленку с ПЭТ тары заключается в том, что пленка включает ПС компонент, отличающийся от ПЭТ, а также печатные краски разных цветов, которые загрязняют материал, когда смешиваются с прозрачной ПЭТ тарой, что снижает коммерческую ценность тары из ПЭТ, идущей на переработку. По этой причине корейское правительство поощряет разработки пленок для этикеток, которые можно легко удалять водой, что позволит легко собирать и удалять этикеточные пленки и эффективно перерабатывать ПЭТ тару.
Когда ПЭТ тару с пленкой-этикеткой измельчают и погружают в воду для удаления этикетки, части из ПЭТ, который имеет удельный вес 1,35, погружаются на дно резервуара с водой, тогда как части этикетки с удельным весом менее 1 всплывают, и их легко удалить. Таким образом, части из ПЭТ, находящиеся на дне резервуара с водой, можно легко собрать для переработки. В этом процессе сепарации для удаления этикеток можно использовать воду, содержащую соль. Однако в этом случае возникает проблема промывки кусков ПЭТ для удаления соленой воды, что приводит к лишним расходам и экологическим проблемам.
Термоусадочная пленка, соответствующая настоящему изобретению, разработана с целью решения описанных выше проблем путем создания пленки для этикеток, всплывающей на воде благодаря удельному весу ниже 1. ПЭТ тару с этикеточной пленкой, соответствующей изобретению, собирают, режут на куски нужного размера резаком и направляют в резервуар с водой. Куски ПЭТ погружаются на дно резервуара, а куски пленки-этикетки всплывают. Затем куски пленки удаляют и утилизируют, а куски ПЭТ собирают для переработки.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Следовательно, цель изобретения - создать пленку для этикеток, имеющую удельный вес менее 1 и, таким образом, плавающую на воде.
Другая цель изобретения - создать пленку для этикеток, имеющую удельный вес от 0,9 до менее 1 и, таким образом, плавающую на воде.
Еще одна цель изобретения - создать пленку для этикеток с низким удельным весом, которая не только отвечает всем требованиям к термоусадочной пленке для этикеток, таким как термостойкость, пригодность к нанесению печати, глянец, прозрачность, адгезионная способность, растяжимость, быстрота в обработке, красивый внешний вид, стойкость при транспортировке и т.д., но и плавает на воде.
Еще одна цель изобретения - создать пленку для этикеток с удельным весом менее 1, легко удаляемую водой.
Еще одна цель изобретения - создать пленку для этикеток, для которой используется меньшее количество сырья, что снижает производственные издержки и способствует снижению весового соотношения, как этого требует национальная политика, поддерживаемая в глобальном масштабе.
Эти и другие цели достигаются с помощью описанного ниже изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
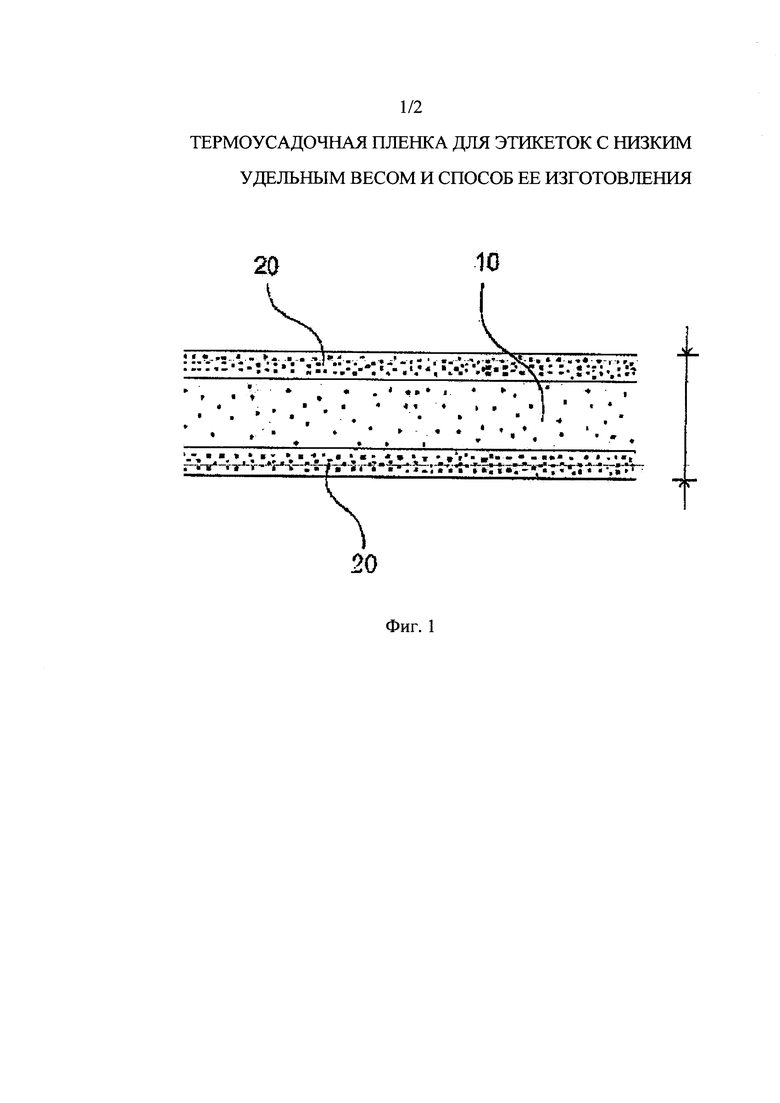
В соответствии с настоящим изобретением предлагается термоусадочная пленка для этикеток, включающая слой пенопласта 10, содержащий полистирол в качестве основного компонента, и пару невспененных слоев 20, прикрепленных плавлением к обеим сторонам указанного 10, где слой пенопласта 10 и пара невспененных слоев 20 соединены в слоистый материал путем совместной экструзии, так что пленка имеет удельный вес ниже 1,0.
В соответствии с настоящим изобретением предлагается способ получения термоусадочной пленки для этикеток, включающий: совместную экструзию отдельных материалов с образованием вспененного промежуточного слоя 10, содержащего полистирол в качестве основного компонента, и пары невспененных слоев 20, прикрепленных плавлением к обеим сторонам слоя пенопласта 10, что приводит к образованию нерастянутой пленки; и растягивание нерастянутой пленки в поперечном направлении. Растягивание нерастянутой пленки в поперечном направлении предпочтительно выполняется с коэффициентом растяжения от 3,5 до 5,5, наиболее предпочтительно около 4,5.
Предпочтительно коэффициент вспенивания слоя пенопласта 10 составляет от 5 до 20%.
Предпочтительно толщина слоя пенопласта составляет 90% общей толщины пленки, а толщина каждого невспененного слоя составляет от 5 до 20% общей толщины пленки.
Предпочтительно термоусадочная пленка для этикеток, соответствующая настоящему изобретению, имеет удельный вес от 0,9 до менее 1.
Предпочтительно термоусадочная пленка для этикеток, соответствующая настоящему изобретению, имеет толщину от 30 до 60 мкм, что, однако, не является ограничением объема изобретения.
Ниже дается подробное описание настоящего изобретения со ссылками на прилагаемые чертежи.
ТЕХНИЧЕСКИЙ ЭФФЕКТ
Настоящее изобретение направлено на создание термоусадочной пленки для этикеток, имеющей удельный вес менее 1 и, таким образом, плавающей на воде, что обеспечивает термоусадочную пленку для этикеток, которая не только отвечает всем требованиям к термоусадочной пленке для этикеток, таким как термостойкость, пригодность к нанесению печати, глянец, прозрачность, адгезионная способность, растяжимость, красивый внешний вид, стойкость при транспортировке и т.д., но и плавает на воде. Кроме того, для производства термоусадочной пленки для этикеток, соответствующей настоящему изобретению, используется меньшее количество сырья, что снижает производственные издержки и соответствует политике экономии.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематический вид в поперечном сечении термоусадочной пленки для этикеток, имеющей трехслойную структуру, соответствующую настоящему изобретению.
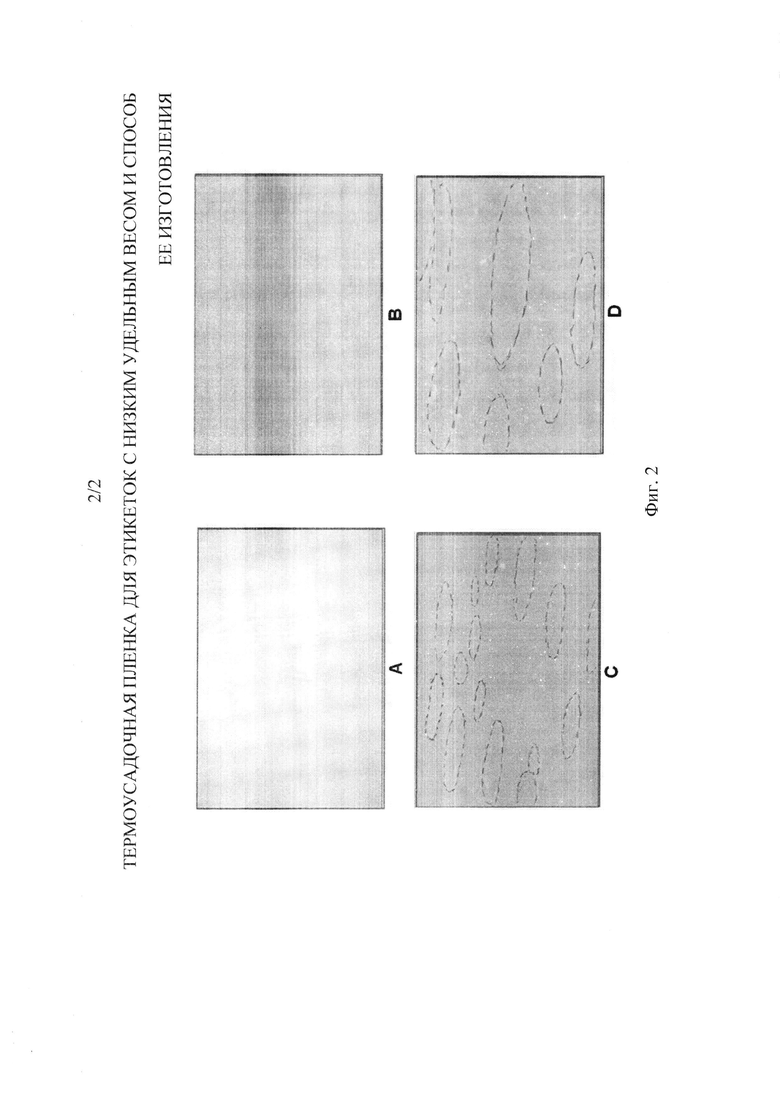
Фиг. 2 - фотографии, на которых показано поперечное сечение слоя пенопласта 10 термоусадочной пленки для этикеток с трехслойной структурой, соответствующей настоящему изобретению: (А) изображение поперечного сечения без увеличения; (В) снимок, сделанный с помощью микроскопа, где показано поперечное сечение слоя пенопласта 10 с 200-кратным увеличением; (С) снимок, сделанный с помощью микроскопа, где показано поперечное сечение слоя пенопласта 10 с 500-кратным увеличением; и (D) снимок, сделанный с помощью микроскопа, где показано поперечное сечение слоя пенопласта 10 с 1000-кратным увеличением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на создание термоусадочной пленки для этикеток, используемой для формирования этикетки на внешней окружности тары из синтетического полимера, в частности бутылки или другой емкости из ПЭТ, причем эта термоусадочная пленка пригодна для любых видов тары и имеет низкий удельный вес, так что легко отделяется в воде. На Фиг. 1 показан схематический вид в поперечном сечении термоусадочной пленки для этикеток, имеющей трехслойную структуру, соответствующую настоящему изобретению.
Термоусадочная пленка по данному изобретению может включать слой пенопласта 10, состоящий из полистирола в качестве основного компонента, и пару невспененных слоев 20, прикрепленных плавлением к обеим сторонам слоя 10, причем слой пенопласта 10 и пара невспененных слоев 20 соединены в слоистый материал путем совместной экструзии, так что пленка имеет низкий удельный вес.
В настоящем изобретении слой пенопласта 10 применяется в качестве промежуточного слоя, то есть располагается внутри пленки. Другими словами, пара невспененных слоев 20 прикреплена плавлением к обеим сторонам слоя 10, так что образуется трехслойная структура. Таким образом, слой пенопласта 10 находится внутри пленки, а невспененные слои 20 образуют поверхностные слои. Причина использования такой структуры заключается в том, что печатный рисунок нужно наносить на невспененный слой. Печатание на слое пенопласта 10, сформированном из полистирола в качестве основного компонента, не обеспечивает хорошего качества печати, поскольку слой пенопласта 10 имеет неровную поверхность. Напротив, поверхность невспененных слоев 20 гладкая, и на нее можно наносить печать с хорошим качеством.
Можно, разумеется, изготовить термоусадочную пленку, соответствующую настоящему изобретению, которая включает слой пенопласта 10, состоящий из полистирола в качестве основного компонента, и один невспененный слой 20, прикрепленный плавлением к одной стороне слоя 10. В этом случае печать наносится на невспененный слой. Однако трехслойная пленка с невспененными слоями с обеих сторон позволяет печатать на обеих поверхностях.
Причина использования вспененного слоя в качестве промежуточного слоя в пленке по данному изобретению, заключается в том, что это способствует снижению удельного веса пленки. В настоящем изобретении удельный вес пленки предпочтительно находится в диапазоне от примерно 0,9 до менее 1. Для этой цели слой пенопласта 10 предпочтительно приготавливается с коэффициентом вспенивания от 5 до 20%. Чем выше коэффициент вспенивания, тем ниже удельный вес. Термоусадочная пленка, которая усаживается и затем приклеивается к внешней окружности тары, должна иметь высокую скорость усадки. Однако слой пенопласта 10 с коэффициентом вспенивания выше 20% имеет недостаточную скорость усадки и не может приклеиваться к таре. С другой стороны, слой пенопласта 10 с коэффициентом вспенивания ниже 5% имеет больший удельный вес, выходящий за пределы диапазона от 0,9 до 1, который требуется в настоящем изобретении.
В соответствии с одним вариантом осуществления изобретения, толщина слоя пенопласта 10 составляет от 60 до 90% общей толщины "t" пленки, а толщина каждого из невспененных слоев 20 составляет от 5 до 20% общей толщины "t" пленки. Термоусадочная пленка для этикеток по данному изобретению предпочтительно имеет толщину в диапазоне приблизительно от 30 до 60 мкм, но эти цифры не ограничивают объема настоящего изобретения.
Термоусадочная пленка для этикеток по данному изобретению может быть получена способом, включающим коэкструзию отдельных материалов с образованием вспененного промежуточного слоя 10, содержащего полистирол в качестве основного компонента, и пары невспененных слоев 20, прикрепленных плавлением к обеим сторонам слоя пенопласта 10, что приводит к образованию нерастянутой пленки; и растягивание нерастянутой пленки в поперечном направлении.
В термоусадочной пленке для этикеток, соответствующей настоящему изобретению, в качестве основного компонента может использоваться полистирол. Слой пенопласта 10 вспенивается в присутствии пенообразующего агента и соединяется с парой невспененных слоев 20, расположенных с обеих сторон, путем коэкструзии. Такой способ формирования трехслойной пленки путем совместной экструзии может быть легко осуществлен специалистами в данной области.
По данному изобретению могут использоваться различные полистирольные полимеры. Полистирольный полимер прозрачен, технологичен, но имеет низкую ударную прочность. Поэтому желательно применять сополимер полистирола с добавлением каучукового компонента, такого как бутадиен.
Слой пенопласта 10, соответствующий одному из предпочтительных вариантов осуществления изобретения, может содержать от 30 до 95 вес.% сополимера стирола и бутадиена и от 5 до 70 вес.% полистирола общего назначения. Далее, невспененный слой 20, соответствующий одному из предпочтительных вариантов осуществления изобретения, может содержать от 30 до 95 вес.% сополимера стирола и бутадиена, от 4,9 до 65 вес.% полистирола общего назначения и от 0,1 до 5 вес.% ударопрочного полистирола (УППС).
Пенообразующий агент, применяемый для формирования слоя пенопласта 10, предпочтительно используется в количестве от 0,01 до 1,0 вес.% по отношению к общему весу полимера. Однако используемое количество пенообразующего агента прямо соотносится с коэффициентом вспенивания и, таким образом, может варьироваться до определенной степени с учетом указанного выше диапазона коэффициента вспенивания от 5 до 20%. Разумеется, в невспененные слои 20 пенообразующий агент не добавляется.
Пенообразующий агент по данному изобретению включает органические или неорганические пенообразующие агенты. В качестве конкретных примеров имеющихся на рынке пенообразующих агентов можно назвать азодикарбонамид, р,р'-оксибис(бензолсульфонилгидразид), р-толуолсульфонилгидразид, р-толуолсульфонилацетонгидразин, N,N'-динитрозопентаметилентетрамин, р-толуолсульфонилсемикарбазид, 5-фенилтетразол, бикарбонат натрия и т.д.
Слой пенопласта 10 имеет микроскопическую структуру, состоящую из равномерно расположенных ячеек, содержащих пузырьки. Равномерное распределение мелких ячеек приводит к получению пенистой пленки высокого качества. Необходимо, чтобы пенообразующий агент равномерно выделял газ во время процесса экструзии, чтобы обеспечивалось равномерное распределение мелких ячеек. Пенообразующий агент смешивают с полистирольным полимером, полученную смесь нагревают и экструдируют в расплавленном состоянии.
На Фиг. 2 представлены фотографии, на которых показано поперечное сечение пенистого слоя 10 термоусадочной пленки для этикеток с трехслойной структурой, соответствующей настоящему изобретению: (А) изображение поперечного сечения без увеличения; (В) снимок, сделанный с помощью микроскопа с 200-кратным увеличением; (С) снимок, сделанный с помощью микроскопа с 500-кратным увеличением; и (D) снимок, сделанный с помощью микроскопа с 1000-кратным увеличением. На снимке (В) с 200-кратным увеличением видно мало пузырьков, тогда как снимки (С) и (D) с 500-кратным и 1000-кратным увеличением демонстрируют, что пузырьки равномерно распределены в пенистой пленке.
Слой пенопласта 10 и невспененные слои 20 могут содержать небольшое количество белого пигмента. Предпочтительно белым пигментом является диоксид титана (ТiO2) или какой-либо известный пигмент, содержащий диоксид титана в качестве основного компонента. Применяемое количество белого пигмента может составлять приблизительно от 1 до 5 вес.% по отношению к общему весу полимера в слое пенопласта 10.
Чтобы облегчить диспергирование пенообразующего агента, в комбинации с ним можно применять диспергирующий агент. Характерным диспергирующим агентом является парафиновое масло. Применяемое количество диспергирующего агента составляет всего примерно от 0,1 до 0,5 вес.%.
Нерастянутая пленка, полученная в результате коэкструзии, вытягивается в поперечном направлении для получения термоусадочной пленки для этикеток. Вытягивание нерастянутой пленки в поперечном направлении определяет скорость усадки. Предпочтительно нерастянутую пленку вытягивают в поперечном направлении с коэффициентом растяжения приблизительно от 3,5 до 5,5. Как правило, нерастянутую пленку шириной 750 мм растягивают до ширины приблизительно 2500-4100 мм. При необходимости процесс растяжения можно проводить двухэтапным способом, подробно описанным в патенте Кореи №741935, заявленном заявителем настоящего изобретения.
Более высокий коэффициент растяжения предполагает более высокую скорость усадки пленки под действием тепла. Поэтому необходимо увеличивать скорость усадки путем повышения коэффициента растяжения, если пленка используется для тары, поверхность которой имеет большую кривизну. С другой стороны, меньший коэффициент растяжения уменьшает скорость усадки пленки под действием тепла. Таким образом, для тары с малой кривизной можно применять низкий коэффициент растяжения.
По другому варианту осуществления настоящего изобретения пленку для этикеток с низким удельным весом приблизительно от 0,9 до менее 1 можно получить в условиях, при которых толщина слоя пенопласта 10 составляет около 80% общей толщины пленки, толщина одного невспененного слоя 20 составляет около 10% общей толщины пленки, а слой пенопласта 10 имеет коэффициент вспенивания 15%. Предпочтительно термоусадочная пленка для этикеток, соответствующая настоящему изобретению, имеет толщину приблизительно от 30 до 60 мкм, хотя эти цифры не ограничивают объем притязаний настоящего изобретения.
Термоусадочная пленка для этикеток по данному изобретению представляет собой полупрозрачную пленку вследствие присутствия слоя пенопласта 10, расположенного как промежуточный слой. Можно получить белую непрозрачную пленку, если добавить белый пигмент как к слою пенопласта, так и к невспененным слоям. Однако обычные пленки, как правило, прозрачны, так как они не имеют вспененного слоя. При использовании такой прозрачной пленки в качестве этикетки печатный рисунок наносится на ту поверхность, которая будет приклеена к таре, и эта поверхность затем покрывается белой краской методом печатания (нанесения покрытия), обычно три раза. Такой способ не только делает невидимым содержимое тары, но и позволяет ясно видеть печать. Однако, поскольку термоусадочная пленка для этикеток по данному изобретению является полупрозрачной или непрозрачной, печать можно наносить на внешнюю поверхность пленки, в отличие от обычной прозрачной пленки, где печать наносится на сторону, приклеиваемую к таре. Хороший результат печати достигается, если наносить ее прямо на внешнюю поверхность пленки, а затем покрывать белой краской в один слой. В отличие от обычной прозрачной пленки, которая после печатания требует трехкратного нанесения белой краски, на термоусадочную пленку для этикеток, по данному изобретению, наносится печать, а затем лишь один слой белой краски, что сокращает технологический процесс и снижает производственные издержки.
Кроме того, по настоящему изобретению толщина пенистого слоя 10 составляет от 60 до 90% общей толщины "t" пленки, что позволяет снизить расход материала приблизительно на 6-9% при коэффициенте вспенивания 10% или приблизительно на 12-18% при коэффициенте вспенивания 20%.
Ниже термоусадочная пленка для этикеток, по настоящему изобретению, будет описана подробнее на конкретных примерах, которые приводятся только для лучшего понимания изобретения и не ограничивают его объема притязаний.
Примеры 1-2
Для формирования пенистого слоя сополимер бутадиена и стирола (СБС), полистирол общего назначения (ПСОН), белый пигмент и пенообразующий агент загружаются в бункер для пенистого слоя; весовой состав загрузки приведен в таблице 1. Далее для формирования непенистого слоя сополимер бутадиена и стирола (СБС), полистирол общего назначения (ПСОН), ударопрочный полистирол (УППС), белый пигмент и пенообразующий агент загружаются в бункер для пенистого слоя; весовой состав загрузки приведен в таблице 1. Хотя в данном случае для двух невспененных слоев используется один бункер, он предназначен для формирования путем экструзии непенистых слоев на обеих сторонах пенистого слоя, который будет промежуточным.
Материалы, использовавшиеся в данном примере, были следующими: СБС марки 631М производства «Денка Сингапоре ПТЕ ЛТД.»; ПСОН производства «Денка Сингапоре ПТЕ ЛТД.»; УППС марки Polystyrol 576Н производства «Кореан БАСФ Ко., ЛТД.»; белый пигмент марки TSMIHC854 производства «Ханилтойо Ко., ЛТД.»; и пенообразующий агент марки ES207A производства «Янгуа Кемикал Ко.», Япония.
Нерастянутая пленка, ширина которой составляет 750 мм, растягивается по поперечной оси с коэффициентом растяжения 4,5 до ширины 3375 мм.
Испытание в резервуаре с водой показывает, что пленки из примеров 1 и 2 плавают на воде и имеют удельный вес 0,98. Измеряются следующие показатели пленок: толщина, прочность при растяжении, относительное удлинение, сопротивление раздиру, статическое электричество, прозрачность, жесткость, коэффициент трения и коэффициент усадки в зависимости от температуры. Результаты измерений представлены в таблице 1.
Методы измерений соответствуют следующим стандартам.
Прочность при растяжении и относительное удлинение: AFTM D882,
Сопротивление раздиру: ASTM D1938,
Статическое электричество: JIS 61340,
Прозрачность: ASTM D1003,
Коэффициент трения: ASTM D1894 и
Скорость усадки: измерялась в соответствии с ASTM D1894 после погружения в резервуар с водой, имеющей постоянную температуру, на 10 секунд.
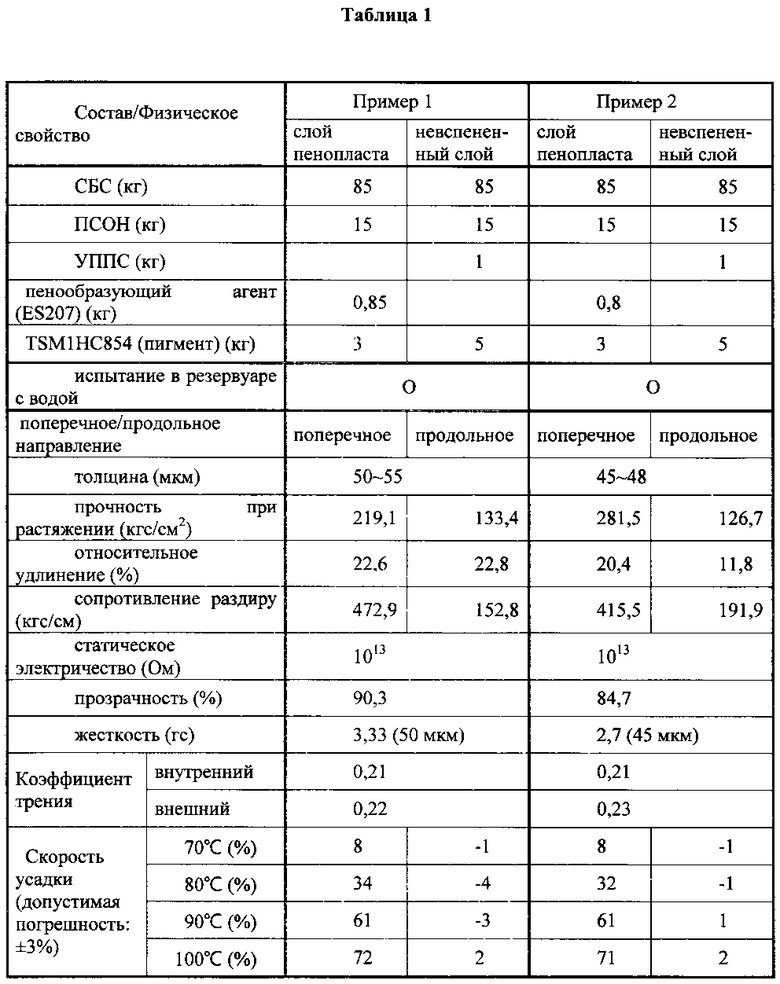
Примечание: В испытании в резервуаре с водой "О" означает, что пленка плавает на воде.
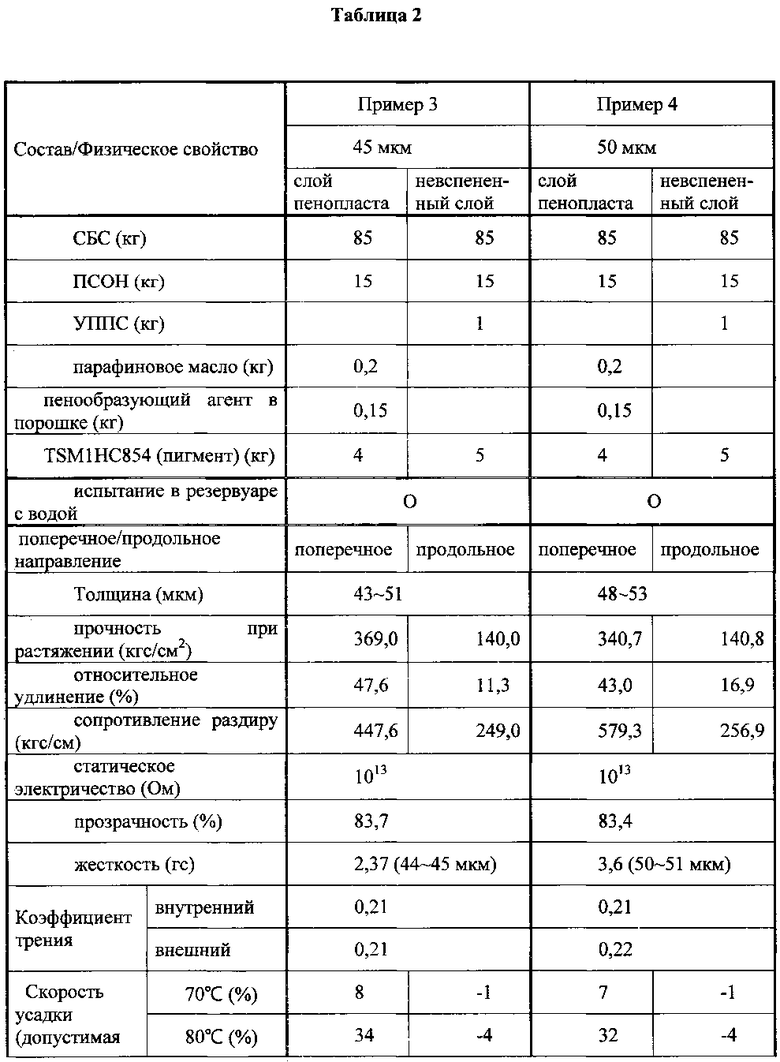
Примеры 3-4
Состав использовавшихся материалов приведен в таблице 2. Работа проводилась аналогично примерам 1-2 с тем исключением, что добавлялось парафиновое масло для дисперсии диспергирующего агента, и использовался порошковый диспергирующий агент. В примере 3 получали пленку толщиной 45 мкм, а в примере 4 - толщиной 50 мкм.
Испытание в резервуаре с водой показало, что пленки из примеров 1 и 2 плавают на воде; они имеют удельный вес 0,98. Толщина пленки, прочность при растяжении, относительное удлинение, сопротивление раздиру, статическое электричество, прозрачность, жесткость, коэффициент трения и коэффициент усадки в зависимости от температуры приведены в таблице 2.

Следует понимать, что модификации и другие варианты осуществления изобретения входят в объем защиты изобретения, который ограничивается пунктами прилагаемой формулы изобретения.
Изобретение относится к синтетическим полимерным материалам и касается термоусадочной пленки для этикеток с низким удельным весом. Включает слой пенопласта, содержащий полистирол в качестве основного компонента, и пару невспененных слоев, прикрепленных плавлением к обеим сторонам слоя, где все они соединены в слоистую структуру путем коэкструзии с получением пленки, имеющей удельный вес ниже 1,0. Получают пленку способом, включающим операции: совместная экструзия отдельных материалов с формированием пенистого промежуточного слоя, содержащего полистирол в качестве основного компонента, и пары невспененных слоев, прикрепленных плавлением к обеим сторонам вспененного промежуточного слоя, так что образуется нерастянутая пленка; и растягивание нерастянутой пленки в поперечном направлении. Растягивание нерастянутой пленки в поперечном направлении производится с коэффициентом растяжения от 3,5 до 5,5. Изобретение обеспечивает создание пленки с низким удельным весом, отвечающей всем требованиям к термоусадочной пленке, при этом не тонет в воде, обеспечивая эффективность переработки. 3 н. и 9 з.п. ф-лы, 2 табл., 4 пр., 5 ил.
1. Термоусадочная пленка для этикеток, включающая слой пенопласта 10, содержащий полистирол в качестве основного компонента, и пару невспененных слоев 20, прикрепленных плавлением к обеим сторонам слоя 10, где последний 10 и пара невспененных слоев 20 соединены в слоистую структуру путем коэкструзии с получением пленки, имеющей удельный вес ниже 1,0, где толщина слоя пенопласта 10 составляет от 60 до 90% общей толщины пленки, а толщина каждого невспененного слоя 20 составляет от 5 до 20% общей толщины пленки, где коэффициент вспенивания слоя пенопласта 10 составляет от 5 до 20% и где пленка имеет толщину от 30 до 60 мкм.
2. Термоусадочная пленка по п. 1, в которой слой пенопласта 10 содержит от 30 до 95% по весу сополимера стирола и бутадиена и от 5 до 70% по весу полистирола общего назначения, а невспененные слои 20 содержат от 30 до 95% по весу сополимера стирола и бутадиена, от 4,9 до 65% по весу полистирола общего назначения и от 0,1 до 5% по весу ударопрочного полистирола (УППС).
3. Термоусадочная пленка по п. 2, где пленка имеет удельный вес от 0,9 до менее 1,0.
4. Способ получения термоусадочной пленки для этикеток с низким удельным весом от 0,9 до менее 1,0, содержащий следующие операции:
получение нерастянутой пленки путем совместной экструзии соответствующих материалов с формированием слоя пенопласта 10, содержащего полистирол в качестве основного компонента, и пары невспененных слоев 20, прикрепленных плавлением к обеим сторонам слоя 10; и
растягивание нерастянутой пленки в поперечном направлении.
5. Способ получения термоусадочной пленки по п. 4, в котором операция растягивания производится с коэффициентом растяжения от 3,5 до 5,5.
6. Способ получения термоусадочной пленки по п. 4 или 5, в котором слой пенопласта 10 содержит от 30 до 95% по весу сополимера стирола и бутадиена, от 5 до 70% по весу полистирола общего назначения и от 0,01 до 1,0% по весу пенообразующего агента от общего веса полимера пенистого слоя.
7. Способ получения термоусадочной пленки по п. 6, в котором слой пенопласта 10 дополнительно содержит диспергирующий агент, который облегчает дисперсию белого пигмента и/или пенообразующего агента.
8. Способ получения термоусадочной пленки по п. 6, в котором невспененный слой 20 содержит от 30 до 95% по весу сополимера стирола и бутадиена, от 4,9 до 65% по весу полистирола общего назначения, от 0,1 до 5% по весу ударопрочного полистирола (УППС) и небольшое количество белого пигмента.
9. Способ получения термоусадочной пленки по п. 6, в котором толщина слоя пенопласта 10 составляет от 60 до 90% общей толщины пленки, а толщина каждого невспененного слоя 20 составляет от 5 до 20% общей толщины пленки.
10. Способ получения термоусадочной пленки по п. 6, в котором коэффициент вспенивания слоя пенопласта 10 составляет от 5 до 20%.
11. Способ получения термоусадочной пленки по п. 10, в котором пленка имеет толщину от 30 до 60 мкм.
12. Термоусадочная пленка для этикеток с низким удельным весом от 0,9 до менее 1, полученная способом по любому из пп. 7-11.
| WO 2011002148 A2, 06.01.2011 | |||
| JP 2000007806 A,11.01.2000 | |||
| WO 2005005527 A1, 20.01.2005 | |||
| ТЕРМОЧУВСТВИТЕЛЬНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ПОЛИГРАФИИ | 2010 |
|
RU2444543C2 |

