Настоящее изобретение относится к многослойному гибкому элементу, предпочтительно изготовленному из древесины, и сопутствующему производственному процессу с использованием лазерного гравирования и/или резки. Точнее, технологический процесс заключается в обработке материалов, в котором ранее жесткий материал после обработки приобретает характеристики и свойства, характерные для ткани, чтобы быть пригодным для использования в качестве исходного материала, предпочтительно в одежде, мебели и дизайне. Технологический процесс основывается на использовании лазерного прибора, который может формировать узор из канавок на верхнем слое многослойного материала, который после обработки можно применять так же, как и гибкий материал.
В существующем уровне техники уже разработаны процессы для надлежащей обработки изделий, изготовленных из древесины или другого жесткого материала, чтобы создать гибкую структуру, которую можно приспосабливать к различным формам и профилям, для того чтобы вышеуказанные изделия можно было использовать в качестве аксессуаров одежды или мебели. В некоторых случаях эти формы представляют собой настоящую одежду. Метод, применявшийся до настоящего времени, заключается в формировании сочлененной базовой конструкции, например металлической конструкции со штифтами, которые обеспечивают вращение одной части на другой, и в данную металлическую конструкцию вставлены деревянные штыри, которые образуют мозаику. Процесс предусматривает обрезку одиночных штырей и их последующую ручную установку по одному за раз для создания конечного изделия. Этот способ обработки обуславливает проблему прецизионности, поскольку оператор вмешивается в изготовление изделия, а также существует проблема регулировки времени, так как обработка должна следовать за ручной работой. Также имеет место проблема затрат, поскольку для того, чтобы изготовить одно изделие, необходимо использовать определенное количество исходного материала, определенное время для проектирования изделия и изготовления его вручную, а также необходимы рабочие, которые должны непосредственно участвовать в процессе.
Все вышеуказанные недостатки преодолены настоящим изобретением, главным образом нацеленным на использование, подобно ткани или другому гибкому материалу, тех материалов (предпочтительно древесины, но также и слоистого пластика, алюминия и т.д.), которые по своей природе и характеристикам обладают жесткой структурой и ограниченной возможностью формовки.
Еще одна цель состоит в том, чтобы такие надлежащим образом обработанные материалы можно было задействовать в сферах применения, где уже используются как ткани, так и кожа.
Другая цель заключается в использовании этих материалов (древесина, слоистый пластик, органическое стекло, медь и т.д.) для пополнения ряда материалов, уже применяющихся в одежде и дизайне, в частности в текстильной промышленности и дубильном производстве.
Еще одна цель состоит в том, чтобы режим обработки обеспечивал высокую скорость и прецизионность.
Следующая цель заключается в том, чтобы данный метод обработки был крайне универсальным и мог применяться в различных секторах, начиная от одежды и мебели, заканчивая автомобилестроением.
Еще одна цель заключается в том, чтобы обработка происходила без прямого контакта с материалом для обеспечения максимальной безопасности оператора.
Другая цель состоит в том, чтобы лазерное гравирование и/или резка были постоянными, устойчивыми и неизменными.
Таким образом, конкретным предметом настоящего изобретения является многослойный гибкий элемент, предпочтительно изготовленный из древесины, и сопутствующий технологический процесс с использованием лазерного гравирования и/или резки, предпочтительно применяемый в индустрии моды, производстве мебели и дизайне, характеризующийся тем, что данный элемент состоит из:
- слоя жесткого материала в виде листов или пластин, предпочтительно изготовленного из древесины;
- слоя гибкой подложки, например ткани, с которым соединяется данный слой жесткого материала;
- средств соединения слоя жесткого материала со слоем гибкой подложки, например клея, характеризующегося высокой эластичностью и устойчивостью к изменениям температуры;
- текстуры в векторной графике, которая будет определять резку материала заготовки, его гибкость, последующую формовку и мягкость;
в котором настоящий процесс включает следующие этапы:
- соединение слоя жесткого материала со слоем гибкой подложки, например, клеем;
- проектирование текстуры в векторной графике и ее загрузка в систему управления промышленного устройства, подходящего для формирования и фокусирования лазерного луча высокой мощности;
- гравирование и/или резка слоя жесткого материала исходя из вышеуказанной текстуры путем плавления или высокотемпературного испарения, вызванного лазерным лучом;
чтобы придать гибкость некоторым жестким материалам, например таким как древесина и подобные материалы, и подходящие декоративные и/или функциональные элементы для покрытий в индустрии моды, производстве мебели и дизайне.
Настоящее изобретение будет описываться иллюстративно, но не ограниченно, с особым акцентом на рисунках, в которых:
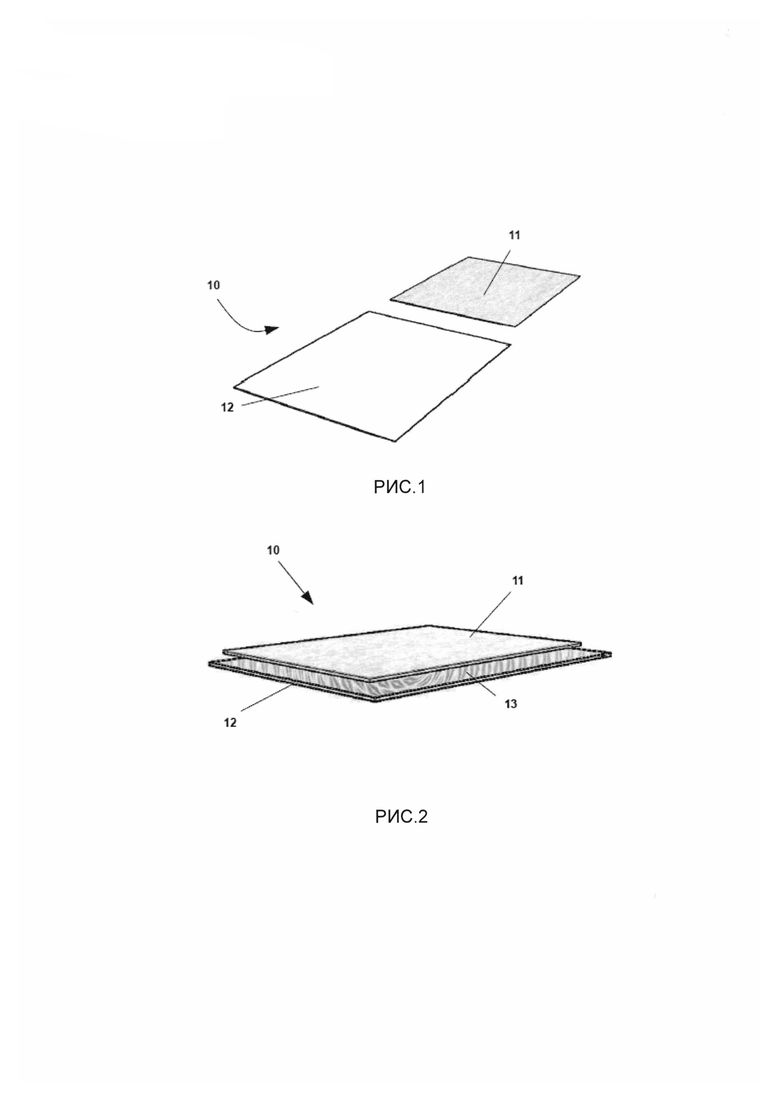
- рисунок 1 является перспективным видом жесткого материала и гибкой подложки, представленным с уже разрезанными элементами, которые будут впоследствии склеены между собой;
- рисунок 2 является перспективным видом этапа склеивания вышеуказанных материалов, что подразумевает под собой слой клея или клейкого материала;
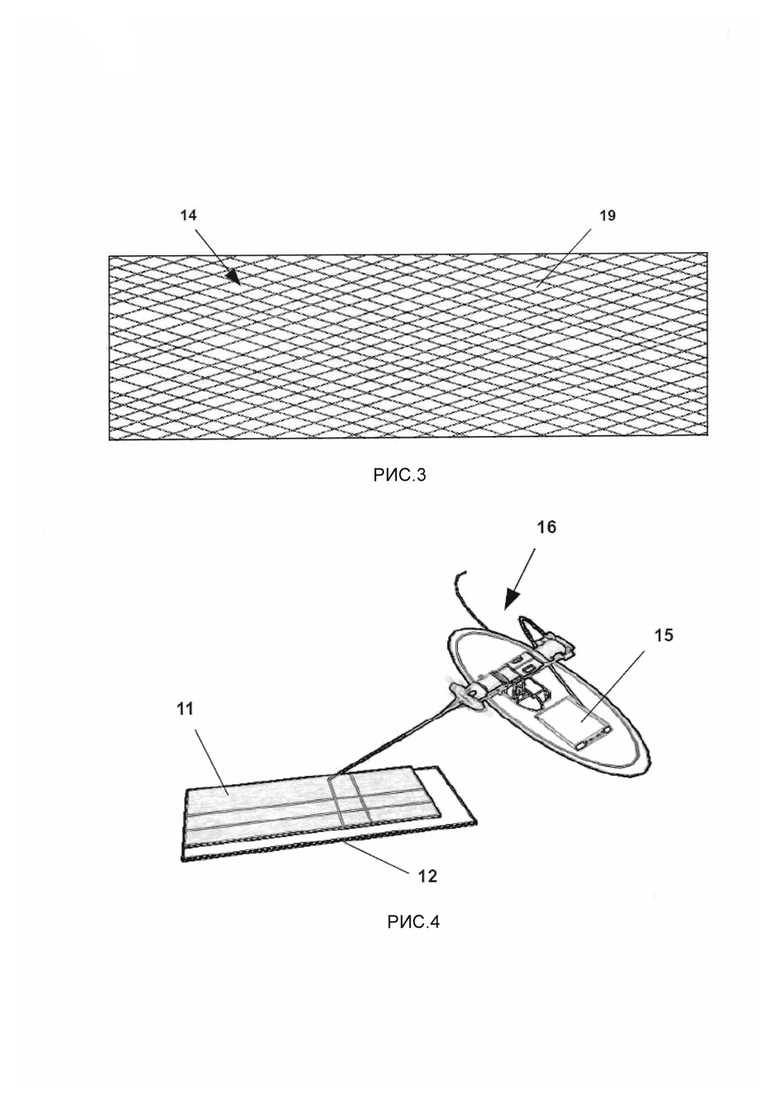
- рисунок 3 является видом спереди текстуры, которая определяет резку жесткого материала;
- рисунок 4 являет перспективным видом лазерного прибора, который обеспечивает обработку многослойного материала;
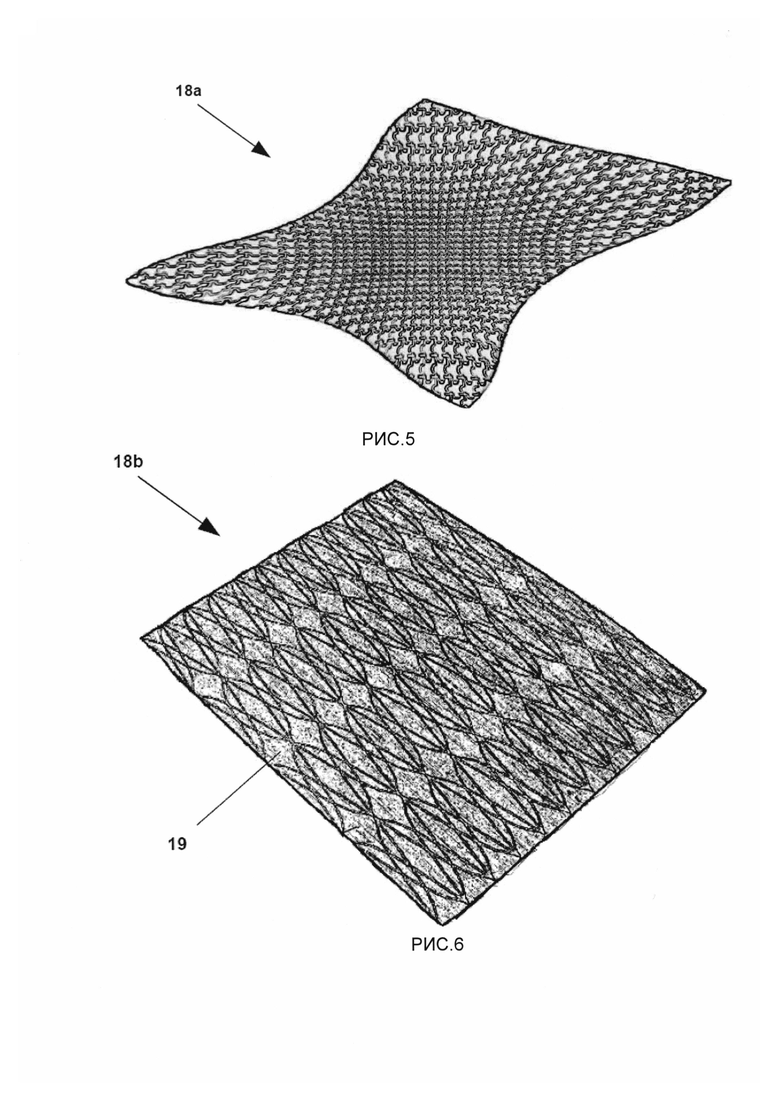
- рисунок 5 является перспективным видом первого образца гибкого материала, который является конечным результатом такого процесса обработки;
- рисунок 6 является перспективным видом второго образца гибкого материала, который является конечным результатом такого процесса обработки;
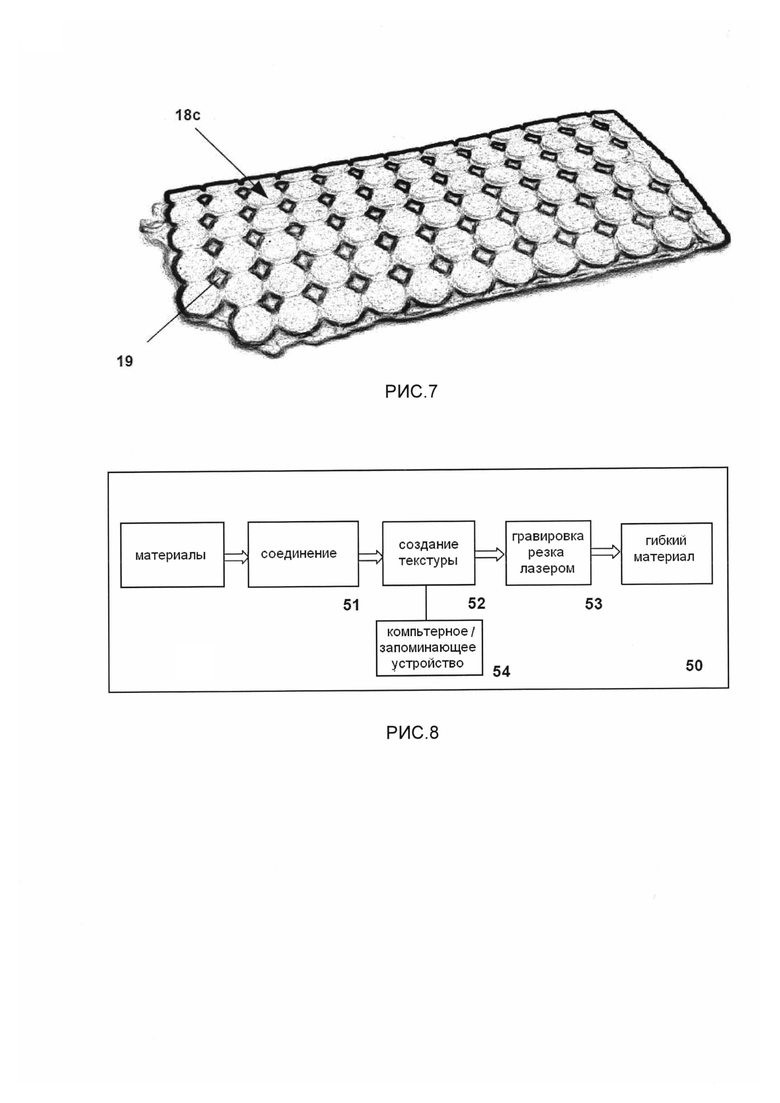
- рисунок 7 является перспективным видом третьего образца гибкого материала, который является конечным результатом такого процесса обработки;
- рисунок 8 является функциональной блок-схемой различных этапов процесса изготовления нового материала.
В целях иллюстрации, но не ограничения, ниже будет описан только один из возможных вариантов осуществления настоящего изобретения, с возможностью описания других вариантов исходя из указанных конкретных технических решений. На разных рисунках одинаковые элементы будут указаны с одинаковыми идентификационными номерами.
Первым аспектом в осуществлении настоящего технологического процесса является получение материалов, которые показаны на рисунке 1. Жесткий материал 11 обязательно должен быть заготовлен в уже обрезанных листах, рулонах или пластинах; толщина каждого листа может варьироваться от 1/10 мм до 10 мм в зависимости от его целевого назначения и гибкой подложки 12, к которой он должен быть надлежащим образом приклеен. Жесткий материал 11 также должен иметь соответствующий размер, чтобы поместиться в станке лазерного гравирования или резки. Гибкая подложка 12 может быть изготовлена из ткани, на сетчатой опоре, например из стекловолокна или льняного волокна, которые гарантируют высокую мягкость и гибкость. Гибкая подложка 12 должна иметь тот же размер, что и жесткий материал 11, к которому она впоследствии будет приклеена, а также однородную поверхность для обеспечения надлежащего склеивания. В частности, на рисунке 1 показан жесткий материал 11, а именно такой жесткий материал 11 представляет собой древесину, которая путем обработки станет пригодной в качестве ткани.
Древесина была выбрана, так как она обладает отличными свойствами, такими как легкость, изоляция (звуковая и электромагнитная), является экологическим, биосовместимым (возобновляемое, пригодное для повторного использования натуральное сырье, которое можно получать с минимальными затратами энергии) и эстетичным материалом. Эти свойства способствуют широкому применению данного материала в различных секторах промышленности. Когда материалы получены, можно приступать к окончательному склеиванию жесткого материала 11 с гибкой подложкой 12, чтобы сформировать многослойный элемент 10, как показано на рисунке 2. Для склеивания желательно использовать клейкий материал 13, который сохраняет достаточную эластичность, водоупорность и устойчивость к изменениям температуры после сушки, а также может надежно соединить два слоя материала. В зависимости от обрабатываемых материалов, можно использовать виниловый клей, клей для горячего склеивания, контактные клеи или клеи-герметики. После этого необходимо будет создать текстуру 14 в векторной графике (например, показанную на рисунке 3), которая будет воспроизведена на слое жесткого материала 11 с помощью лазерного прибора 16, который будет гравировать и/или обрезать данный слой, как показано на рисунке 4. В частности, лазер обрезает материалы путем испарения, слияния или обжига, и каждый материал реагирует по-разному из-за разницы в твердости, химическом составе, отделке поверхности, отражающей способности и, конечно, толщине. Процесс гравирования относится к возможности нанесения меток на поверхность при помощи микроплавления, обжига или удаления материала. Разница зависит от химического состава и реакции на нагрев различных материалов. Вышеуказанная текстура 14, созданная на компьютере при помощи графических программ или особого программного обеспечения, может храниться на запоминающем устройстве 15. Текстура 14 будет направлять лазерный прибор 16 при гравировании и/или резке одного слоя жесткого материала 11, ранее приклеенного к гибкой подложке 12. Предполагается, что лазерный прибор 16 должен быть откалиброван таким образом, чтобы мощность, скорость и степень разрешения влияли только на толщину жесткого материала 11, оставляя неизменными слой клейкого материала 13 и подстилающую гибкую подложку 12. Тот факт, что текстура 14 выполнена в векторной графике, позволяет отправлять данные в формате, который занимает меньше памяти, чем эквивалентный растр; а также гарантирует возможность увеличения без потери разрешения, что является основным требованием для достижения максимальной прецизионности при обработке. Тип текстуры 14 (ее структура, размер, расстояние между линиями и т.д.) будет определять величину оплетки, последующей формовки и мягкости обрабатываемого материала, а также направление волокна и направления складывания. По сути, текстура 14 придаст декоративный вид гравируемой поверхности, определив степень гибкости и мягкости многослойного материала 10. В зависимости от необходимости и создаваемого эффекта размер деталей 19 текстуры 14 может находиться в диапазоне от 1 мм2 до 10 мм2, а иногда даже больше. Ссылаясь на рисунок 5, новый материал 18а, в результате воспроизведения лазером текстуры 14 на многослойном материале 10, в частности на слое жесткого материала 11, не будет жестки, а будет разделен на сотни/тысячи деталей 19, как определено в последовательности линий, которые составляют текстуру 14. На рисунке 6 показан другой тип нового материала 18b, который можно получить при помощи того же метода обработки. На рисунке 7 показан вариант нового материала 18 с, в котором предполагается возможность удаления некоторых деталей 19 текстуры 14, в соответствии с которой слой жесткого материала 11 разделен таким образом, чтобы увеличить гибкость и обеспечить складывание вышеуказанного нового материала 18с в большем количестве направлений; таким образом, выбор типа текстуры 14 для воспроизведения на слое жесткого материала 11 становится основным, а текстура 14 определяет не только чисто эстетичный вид нового материала 18а-18b-18с, но и его функциональность и, впоследствии, возможные сферы применения. Новый материал 18а-18b-18с, получаемый вышеуказанным способом путем гравирования и/или резки многослойного материала 10, в соответствии с узором канавок, определенным в текстуре 14, для удобства будет называться «мягким материалом» и может найти применение в секторах производства одежды, мебели и дизайна. На рисунке 8, в блоках схематически изображены этапы всего технологического процесса 50 с использованием лазерного прибора для изготовления новых материалов: путем гравирования и/или резки, лазерный прибор 53 воспроизводит на верхнем слое многослойного материала 10 текстуру 52, которая хранится в запоминающем устройстве 54, таким образом, делая новый материал 18а-18b-18с не таким жестким. Этот материал для удобства называется мягким материалом. Как только новый материал 18а-18b-18с готов к использованию, его можно подвергнуть дальнейшей обработке путем склеивания и/или сшивания, чтобы он был пригоден для пошива одежды, палаток, аксессуаров и т.д. В иных случаях новый материал 18а-18b-18с можно обработать полимерами-отвердителями, чтобы сделать его более жестким и пригодным, например, для производства мебели и автомобилей.
Таким образом, примеры выше показывают, что в настоящем изобретении достигнуты все предложенные цели. В частности, оно позволяет использовать, подобно ткани или другому гибкому материалу, те материалы (предпочтительно древесину, но также слоистый пластик, алюминий и т.д.), которые по своей природе и характеристикам обладают жесткой структурой и ограниченной возможностью формовки.
Более того, такие надлежащим образом обработанные материалы можно задействовать в сферах применения, где уже используются как ткани, так и кожа.
Также эти материалы (древесина, слоистый пластик, органическое стекло, алюминий, медь и т.д.) можно использовать для пополнения ряда материалов, уже использующихся в одежде и дизайне, в особенности в текстильной промышленности и дубильном производстве.
Кроме того, режим обработки обеспечивает высокую скорость и прецизионность.
Вдобавок к этому, данный метод обработки крайне универсален и может применяться в различных секторах, начиная от одежды и мебели, заканчивая автомобилестроением.
Помимо всего прочего, обработка происходит без прямого контакта с материалом для обеспечения максимальной безопасности оператора.
При этом, лазерное гравирование и/или резка должны быть постоянными, устойчивыми и неизменными.
Настоящее изобретение описано для наглядности, но не ограничено. В соответствии с предпочтительным вариантом осуществления предполагается, что любые изменения и/или модификации могут быть выполнены экспертами, не отходя от объема правовой защиты, как определено в прилагаемой формуле изобретения.
Изобретение относится к производству декоративных отделочных материалов и касается многослойного гибкого элемента и способа его получения. Способ изготовления гибкого элемента для использования в качестве декоративного и/или функционального элемента для покрытий в индустрии моды, производстве мебели и дизайне, заключается в соединении путем наложения слоя жесткого материала из дерева на слой гибкой подложки при помощи клея для получения многослойного элемента и прорезании слоя жесткого материала для образования сети пазов на слое жесткого материала. В качестве слоя гибкой подложки использована ткань, для образования сети пазов осуществляют проектирование текстуры в векторной графике, определяющей структуру линий сетки, и ее загрузку в запоминающее устройство для формирования и фокусировки луча лазерного прибора высокой мощности для последующего лазерного гравирования и/или резки слоя жесткого материала путем плавления и высокотемпературного испарения, вызванного лазерным лучом, для создания сети пазов на слое жесткого материала и придания многослойному элементу гибкости. Изобретение обеспечивает создание универсальной технологии обработки жестких материалов, нацеленных на использование подобно ткани или другому гибкому материалу. 2 н. и 7 з.п. ф-лы, 8 ил.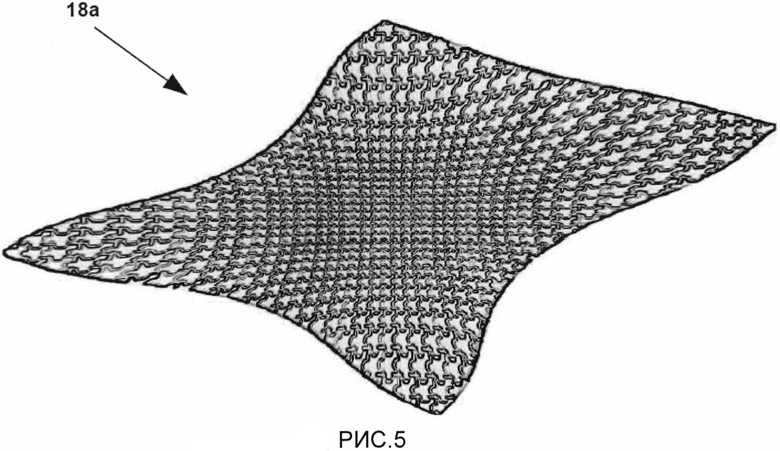
1. Способ изготовления гибкого элемента для использования в качестве декоративного и/или функционального элемента для покрытий в индустрии моды, производстве мебели и дизайне, заключающийся в соединении (51) путем наложения слоя жесткого материала (11) из дерева на слой гибкой подложки (12) при помощи клея для получения многослойного элемента и прорезании слоя жесткого материала (11) для образования сети пазов на слое жесткого материала, отличающийся тем, что в качестве слоя гибкой подложки (12) использована ткань, для образования сети пазов осуществляют проектирование (52) текстуры в векторной графике (14), определяющей структуру линий сетки, и ее загрузку в запоминающее устройство для формирования и фокусировки луча лазерного прибора высокой мощности для последующего лазерного гравирования и/или резки слоя жесткого материала (11) путем плавления и высокотемпературного испарения, вызванного лазерным лучом, для создания сети пазов на слое жесткого материала (11) и придания многослойному элементу гибкости.
2. Способ по п. 1, отличающийся тем, что полученный по п. 1 многослойный гибкий элемент дополнительно обрабатывают полимерами-отвердителями, которые фиксируют его форму таким образом, чтобы сделать его жестким для использования в производстве мебели и автомобилей.
3. Способ по п. 1, отличающийся тем, что толщина каждого листа или пластины вышеуказанного слоя жесткого материала (11) из дерева находится диапазоне от 1/10 мм до 10 мм, при этом гибкая подложка (12) имеет тот же размер, что и жесткий материал (11).
4. Способ по п. 1, отличающийся тем, что материал слоя гибкой подложки (12) имеет однородную поверхность для обеспечения склеивания.
5. Способ по п. 1, отличающийся тем, что для соединения используют клей, сохраняющий эластичность, водоупорность и устойчивость к изменениям температуры после сушки, из ряда виниловых клев, клеев для горячего склеивания, контактных клеев или клеев-герметиков.
6. Многослойный гибкий элемент (10), предпочтительно применяющийся в индустрии моды, производстве мебели и дизайне, состоящий из слоя жесткого материала (11), изготовленного из древесины и имеющего сеть пазов на поверхности, слоя гибкой подложки (12), с которым соединяется указанный слой жесткого материала (11), и средство соединения (13) слоя жесткого материала (11) со слоем гибкой подложки (12) в виде клея, отличающийся тем, что слой гибкой подложки (12) выполнен из ткани, а на слое жесткого материала образована сетка пазов, полученная лазерным гравированием и/или резкой слоя жесткого материала (11) путем плавления и высокотемпературного испарения, вызванного этим лазерным лучом.
7. Многослойный гибкий элемент (10) по п. 6, отличающийся тем, что толщина выполненного в виде листа или пластины слоя жесткого материала (11) находится в диапазоне от 1/10 мм до 10 мм, а гибкая подложка (12) имеет тот же размер, что и жесткий материал (11), и имеет однородную поверхность склеивания.
8. Многослойный гибкий элемент (10) по п. 6, отличающийся тем, что для соединения используют клей, сохраняющий эластичность, водоупорность и устойчивость к изменениям температуры после сушки, из ряда виниловых клев, клеев для горячего склеивания, контактных клеев или клеев-герметиков.
9. Многослойный гибкий элемент (10) по п. 6, отличающийся тем, что часть пазов на слое жесткого материала выполнена на глубину, равную его толщине, с возможностью извлечения ограниченных этими пазами участков жесткого материала.
| Устройство для отбора и подготовки пробы к анализу | 1987 |
|
SU1479849A1 |
| WO 2010105019 A1, 16.09.2010 | |||
| US 2008113143 A1, 15.05 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ испытаний многосекционных теплообменных агрегатов на герметичность и стенд для его осуществления | 1982 |
|
SU1074194A1 |

