Изобретение относится к заготовке материала, используемой, в частности, для производства мебели, включающей, по крайней мере, центральную подложку и декоративный слой, размещенный, по крайней мере, на одной стороне подложки, и на плите пресса для производства заготовки материала.
Заготовки материала этого типа обычно используются для производства мебели, дверных элементов или панелей перекрытия (пола). Волокнистый материал используется для производства заготовок материала, в которых материал покрыт несколькими слоями, по крайней мере, с одной стороны, предпочтительно с обеих сторон, и которые соединены друг с другом посредством пресса. Поэтому слои пропитывают аминосмолой, например меламинформальдегидной смолой, так, чтобы слой аминосмолы мог затвердеть во время процесса прессования при одновременном воздействии высокой температуры с обеспечением соединения отдельных слоев со слоем подложки. Слои, используемые таким образом, состоят, по крайней мере, из декоративного слоя и покрывающего слоя. Декоративный слой может включать декоративный орнамент или имитацию натуральной деревянной поверхности или натуральной поверхности камня.
Предпочтительно заготовки материала используют для производства мебели, когда важно максимально точное воспроизводство выбранного орнамента, текстуры древесины. Поэтому используют плиты пресса, которые включают негативный профиль заготовок материала, подвергаемых прессованию. Таким образом, структура плиты пресса может быть перенесена на верхний слой покрытия подложки во время процесса обработки. Как правило, большие плиты пресса размером 2,3×6 м используют для производства заготовок материала большого размера, которые впоследствии могут быть разрезаны в процессе производства мебели для соответствующего применения.
Требования потребителя к таким заготовкам материала непрерывно возрастают; и в них снова и снова подчеркивается, что поверхностная конфигурация должна как можно ближе походить на натуральный шпон. Поэтому, чтобы соответствовать требованиям потребителя в этом смысле, необходимо дополнительно совершенствовать заготовки материала.
Таким образом, задача заявляемого изобретения состоит в том, чтобы улучшить качество заготовки материала.
Чтобы достигнуть цели, предлагается расположить декоративный слой с обеих сторон заготовки материала, которая будет произведена, и обеспечить точное тиснение, где структуры точно выравниваются с обеих сторон заготовки материала. Примеры осуществления изобретения могут быть получены при использовании признаков зависимого пункта формулы изобретения.
Точно выровненное тиснение это, в частности, тиснение, где рисунок декоративного слоя, например, рисунок текстуры древесины, совпадает со структурой рельефной плиты пресса. Таким образом, деревянные поры могут быть подчеркнуты, в частности, посредством соответствующей глубины тиснения, так, чтобы создать полное впечатление натуральной древесины, которое дополняется осязательным ощущением, создаваемым посредством тиснения, которое создает у человека впечатление натуральной древесины, в особенности, при прикосновении к поверхности.
Заявляемые заготовки материала используют, главным образом, для производства предметов мебели. В особенности, когда мебель представляет собой не открытые полки, а снабжена дверными элементами, которые крепятся на петлях, обеспечивая возможность поворота. Качество заготовки может быть улучшено за счет ее внешнего вида, когда структура точно выровнена с обеих сторон заготовки материала. «Точно выровненный», в этом контексте, означает, что текстура древесины с одной стороны зеркально симметрична текстуре древесины с другой стороны. Это помогает создать впечатление доски цельного дерева, текстура которой на передней стороне и на задней стороне точно выровнена. Таким образом, например, отчетливая текстура дерева, особенно, если желательно иметь одиночное отверстие в доске от выпавшего сучка, может формироваться точно на том же самом уровне на задней стороне. Таким образом, у зрителя создается впечатление, что заготовка материала сделана из цельного куска древесины. То же самое касается других компонентов мебели, например боковых стенок большого гардероба и т.д.
Для получения заготовки материала используют, по крайней мере, один декоративный слой, который включает, по крайней мере, декоративную бумагу и тиснение на передней и задней сторонах заготовки. С этой целью используют прессы, которые могут выполнять тиснение, как на передней, так и на задней стороне заготовки материала; при этом используемые плиты пресса также включают точно выровненную негативную структуру поверхности, которая будет произведена. Посредством совмещения структуры плиты пресса с декоративной бумагой создается впечатление натуральной текстуры древесины или другой поверхностной конфигурации с, соответственно, выступами и впадинами.
В частном случае реализации изобретения предусмотрено, что декоративная бумага и тиснение имеют симметричную структуру в продольном и/или поперечном направлении, начинающуюся в центре. При определении, выборе или производстве декоративной бумаги, особенно, простая дальнейшая обработка обеспечивается за счет симметричной структуры, которая может быть сформирована в продольном и в поперечном направлении, начинаясь в центре. Плиты пресса, изготовленные специально с этой целью, также включают структуру этого типа, таким образом обеспечивается конкретное преимущество, состоящее в том, что плиты пресса, независимо от их положения, могут использоваться как в качестве нижней плиты пресса, так и верхней плиты пресса. Для дальнейшей обработки даже не важно, обеспечено ли вращение плит пресса относительно друг друга в плоскости слоя или нет. Это, однако, достигается только тогда, когда симметричная структура формируется в продольном направлении, а также в поперечном направлении, начинаясь в центре. Когда структура формируется симметричной только в продольном или только в поперечном направлении, необходимо следить за тем, чтобы при установке плит пресса обеспечивалось точно выровненное тиснение. С этой целью обе стороны заготовки материала покрывают декоративным слоем и подвергают воздействию пресса. Таким образом, для того, чтобы соединить отдельные слои со слоем подложки, между слоем подложки или декоративным слоем, по крайней мере, с одной стороны помещается слой клея, предпочтительно с обеих сторон; при этом слой клея обычно изготавливается из аминосмолы, или декоративный слой заранее пропитывается аминосмолой, которая при нагревании отвердевает и, таким образом, обеспечивает постоянное соединение декоративного слоя и подложки.
Чтобы обеспечить тиснение особенно глубоких структур, предпочтительно, чтобы между слоем подложки и декоративным слоем были расположены один или несколько подслоев (промежуточных слоев); при этом промежуточные слои могут, например, быть изготовлены из пропитанной смолой бумаги или пропитанной смолой разнонаправленной ткани из стекловолокна. Это обеспечивает возможность тиснения особенно глубоких структур без необходимости тиснения слоя подложки.
Для обеспечения возможности получения особенно высококачественных поверхностей, которые также являются стойкими по отношению к обычным чистящим материалам, предусмотрено, что, по крайней мере, слой, следующий за покрывающим слоем, декоративный слой, расположен с обеих сторон заготовки материала. В конечном счете, чувствительный декоративный слой защищен посредством покрывающего слоя, который обычно выполнен прозрачным; при этом покрывающий слой может быть пропитан слоем клея; это означает, пропитан аминосмолой, чтобы обеспечить постоянное соединение между покрывающим слоем, декоративным слоем и слоем подложки.
Когда желательна высокая износостойкость произведенных поверхностей заготовок материала, декоративные слои и/или покрывающие слои могут быть дополнительно обогащены износостойкими частицами. Износостойкие частицы обычно состоят из корунда, однако, также отвердевший меламин или стекло могут быть вкраплены в один из верхних слоев, чтобы таким образом сформировать более износостойкий и стойкий к повреждению слой.
Принципиальным вопросом являются материалы, включающие древесные волокна или деревянную стружку, как, например, MDF (древесно-волокнистая плита средней плотности), HDF (древесно-волокнистая плита высокой плотности), древесностружечная плита (ДСП), OSB (ориентируемая структурная доска) или фанера могут использоваться в качестве подложки. Качество и прочность заготовки материала являются важнейшими параметрами для использования заготовки в качестве деревянной заготовки материала для производства мебели.
Кроме того, целью данного изобретения является получение новой плиты пресса, которая может использоваться для производства заготовок материала. Чтобы манипулировать плитами пресса во время процесса прессования и, в частности, во время сборки, насколько возможно простой, и, чтобы обеспечить точное выравнивание тиснения заготовки материал на верхней и нижней стороне, предусмотрено, что плита пресса включает поверхностную структуру, формирующуюся симметричной в продольном и/или поперечном направлении и начинающуюся в центре. Симметричная конфигурация предусматривает использование плит пресса, независимо от их позиционной ориентации внизу и вверху, без риска дефектного тиснения из-за неправильно установленных плит пресса.
Заявляемое изобретение поясняется следующими чертежами,
где
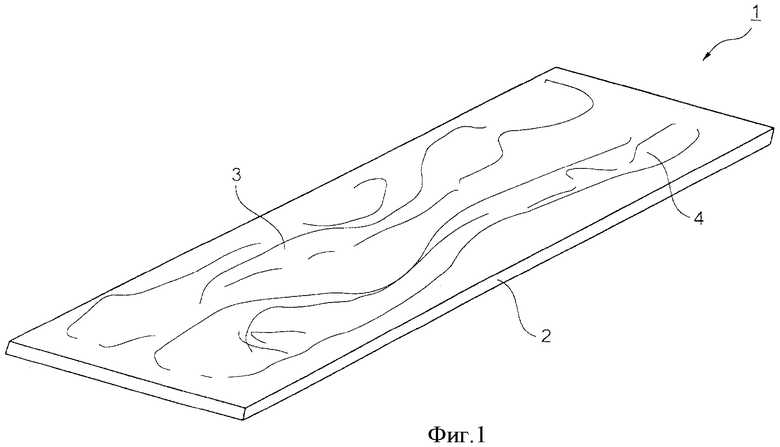
фиг.1 иллюстрирует объемное изображение заготовки материала;
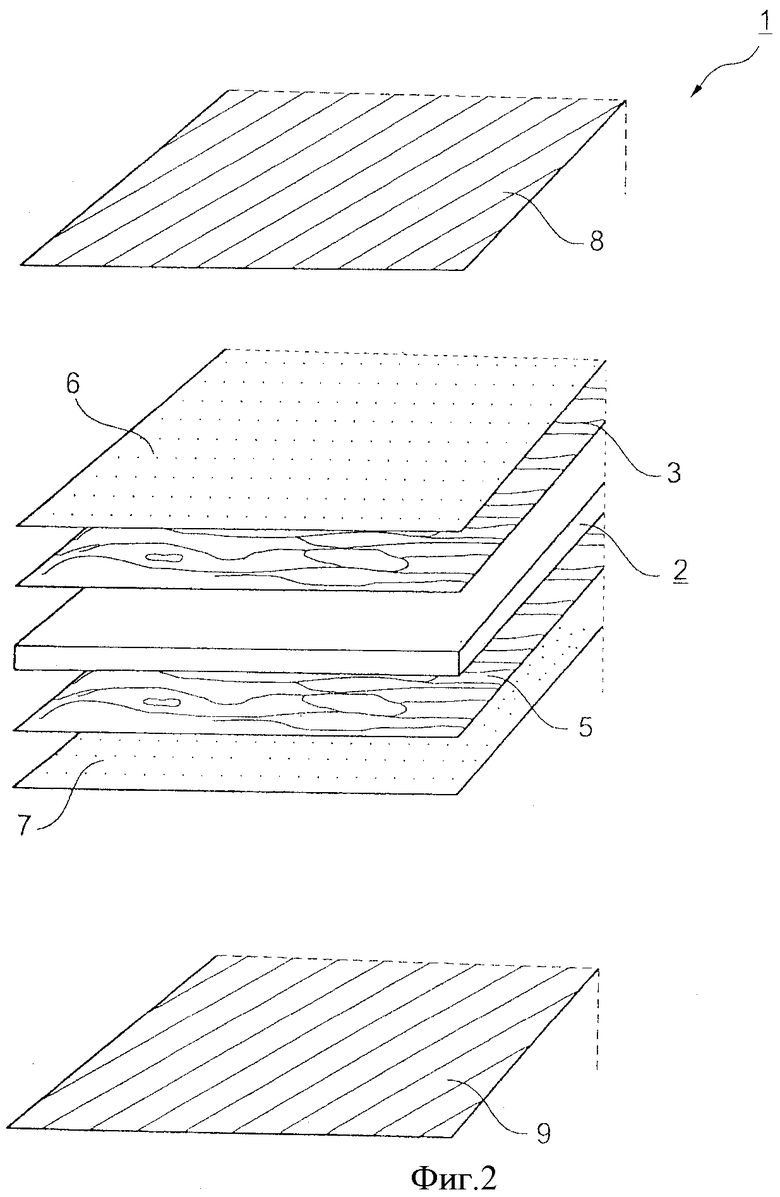
фиг.2 иллюстрирует объемное покомпонентное изображение заготовки материала и точно выровненный декоративный оттиск; и
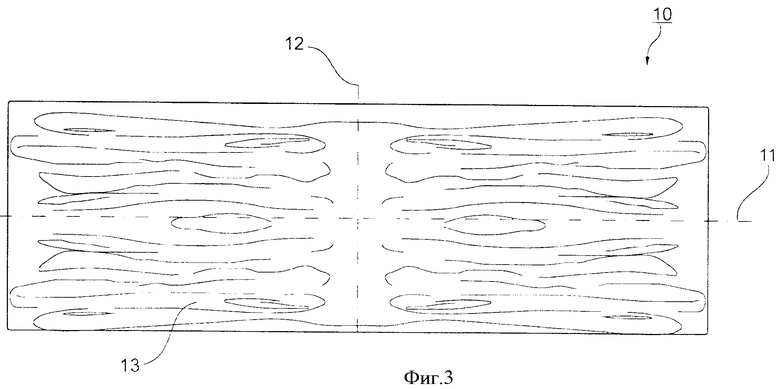
фиг.3 иллюстрирует вид сверху симметричной плиты пресса для производства заготовки материала.
Позициями на чертежах обозначены:
1 заготовка материала
2 подложка
3 декоративный слой
4 рисунок текстуры древесины
5 декоративный слой
6 покрывающий слой
7 покрывающий слой
8 покрывающий слой
9 покрывающий слой
10 плита пресса
11 центральная продольная ось
12 поперечная центральная ось
13 структура
Фиг.1 иллюстрирует объемное изображение заготовки материала 1, которая состоит из центрального слоя подложки 2 и, по крайней мере, одного декоративного слоя 3, расположенного на верхней стороне. В иллюстрируемом варианте осуществления изобретения примерная структура древесины 4 показана для формирования декоративного слоя 3. Конечно, любой декоративный рисунок может использоваться для осуществления этой заготовки материала 1.
Фиг.2 иллюстрирует заготовку материала 1, выполненную согласно фиг.1 в объемном покомпонентном изображении. Из этой иллюстрации видно, что заготовка материала 1 состоит из центрального слоя подложки 2, на который в начальной стадии были наложены промежуточные слои (на чертеже не показаны) сверху и снизу. Далее идут декоративные слои 3, 5 и покрывающие слои 6, 7. Декоративные слои 3, 5 имеют зеркальный симметричный рисунок, чтобы создать впечатление цельного куска древесины, после окончания производства заготовки материала 1. Сами декоративные слои 3, 5 снабжены покрывающими слоями 6, 7, что, вследствие нагревания во время процесса прессования, приводит к неподвижному постоянному соединению между покрывающими и декоративными слоями, и также между декоративными слоями и промежуточными слоями, и между промежуточными слоями и слоем подложки 2. Промежуточные слои способствуют особенно глубокому тиснению структур, в то время как покрывающие слои 6, 7 одновременно обеспечивают достаточную защиту поверхностей от моющих средств и т.д. Однако нет никакой необходимости выполнять покрывающие слои 6, 7 или дополнительные покрывающие слои 8, 9, в случае если только декоративный слой будет использоваться как внешний слой согласно требованиям клиента.
Кроме того, имеется возможность изменить последовательность слоев, например, первоначально слой клея может быть помещен на слой подложки 2, затем идут декоративные слои 3, 5 и впоследствии накладываются покрывающие слои 6, 7 и 8, 9. Кроме того, слои клея могут быть расположены между отдельными слоями, где сами слои не пропитаны аминосмолой, и где слои клея обеспечивают соединение после нагревания и отвердевания. В данном случае последовательность определенных слоев не имеет значения; важным является то, что декоративный слой, независимо от того, в каком положении в последовательности слоев он установлен, имеет точно выровненный контур рисунка.
Фиг.3 показывает симметричную плиту пресса 10 вид сверху, где плита пресса имеет симметричную структура 13 вдоль ее центральной продольной оси 11 и вдоль ее центральной поперечной оси 12. Таким образом, структура 13 зеркально отображена в других соответствующих секторах, что обеспечило существенное преимущество, состоящее в том, что плита пресса 10 может использоваться в любом желательном положении в качестве верхней и нижней плиты пресса, без риска того, что структуры сформируются выровненными не точно поверх друг друга в законченной заготовке материала.
Изобретение относится к заготовке материала и к плите пресса для заготовки материала. Заготовка материала включает, по крайней мере, один центральный слой подложки и декоративный слой, выполненный, по крайней мере, на одной стороне слоя подложки. Декоративный слой расположен с обеих сторон изготавливаемой заготовки материала, и обеспечивается точное тиснение, где структуры с обеих сторон заготовки материала сформированы точно выровненными. Изобретение позволяет повысить качество заготовки. 2 н. и 9 з.п. ф-лы, 3 ил.
1. Заготовка материала (1), в частности, для производства мебели, включающая, по крайней мере, одну центральную подложку (2) и декоративный слой (3, 5), выполненный, по крайней мере, на одной стороне подложки (2), отличающаяся тем, что декоративный слой (3, 5) расположен на обеих сторонах заготовки материала (1) с обеспечением точного тиснения, при котором структуры на обеих сторонах заготовки материала (1) являются точно выровненными.
2. Заготовка материала (1) по п.1, отличающаяся тем, что декоративный слой (3, 5) состоит, по крайней мере, из декоративной бумаги и тиснения на передней и на задней сторонах заготовки материала.
3. Заготовка материала (1) по п.2, отличающаяся тем, что декоративная бумага и тиснение включают симметричную структуру (13), которая начинается в центре и простирается в продольном и поперечном направлениях.
4. Заготовка материала (1) по п.1, отличающаяся тем, что она снабжена слоем клея, расположенным между подложкой (2) и декоративным слоем (3, 5), по крайней мере, с одной стороны, предпочтительно с обеих сторон.
5. Заготовка материала (1) по п.1, отличающаяся тем, что она снабжена промежуточным слоем, расположенным между подложкой (2) и декоративным слоем (3, 5), по крайней мере, с одной стороны, предпочтительно с обеих сторон.
6. Заготовка материала по п.2, отличающаяся тем, что она снабжена покрывающим слоем (6, 7, 8, 9), расположенным поверх декоративного слоя (3, 5).
7. Заготовка материала (1) по п.1, отличающаяся тем, что декоративные слои (3, 5) и/или покрывающие слои (6, 7, 8, 9) включают износостойкие частицы.
8. Заготовка материала (1) по п.1, отличающаяся тем, что, по крайней мере, ряд слоев из покрывающего слоя (6, 7, 8, 9), декоративного слоя (3) и промежуточного слоя выполнены на обеих сторонах заготовки материала (1).
9. Заготовка материала (1) по п.6, отличающаяся тем, что покрывающие слои (6, 7, 8, 9) выполнены прозрачными.
10. Заготовка материала (1) по п.1, отличающаяся тем, что заготовка материала (1) состоит из волокнистых материалов, таких как MDF, HDF, древесно-стружечная плита, OSB и фанера.
11. Плита пресса для изготовления заготовки материала (1), отличающаяся тем, что она включает поверхностную структуру (13), сформированную симметрично относительно центра плиты пресса и симметрично продолженную в продольном и/или в поперечном направлении.
| Способ облицовки плит из древесных материалов | 1976 |
|
SU622700A1 |
| Способ изготовления щитового паркета | 1990 |
|
SU1791163A1 |
| Способ получения ферментативного протеолитического препарата из плесневого гриба Аспергиллус террикола для приготовления бактериологических питательных сред | 1951 |
|
SU95046A1 |
| DE 2903359 A1, 07.08.1980 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОЙ ПАНЕЛИ ДЛЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ | 1993 |
|
RU2102249C1 |
| Кисть для бритья | 1934 |
|
SU40952A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ | 2004 |
|
RU2290386C2 |
| Декоративная панель | 1988 |
|
SU1729827A1 |
| KR 20080076180 A, 20.08.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОФАНЕРОВАННОЙ ЩИТОВОЙ ДВЕРИ | 2004 |
|
RU2347055C2 |

