Изобретение относится к области радиографии. В частности, оно применимо к вращающимся анодным рентгеновским трубкам и будет описано с конкретной ссылкой на них.
Вращающиеся анодные рентгеновские трубки включают огнеупорную металлическую мишень в форме диска, свойствами которой являются высокая температура, высокая прочность, хорошая теплопроводность и хорошая теплоемкость. Вращающиеся аноды в рентгеновских устройствах подвергаются сильному механическому напряжению от вращения анодов и в сканерах КТ от вращения гентри. Кроме того, аноды подвергаются напряжению из-за термомеханических стрессов, вызванных процессом генерации рентгеновских лучей. Рентгеновские лучи генерируются в результате бомбардировки электронами фокального пути анода, которая нагревает фокальную точку до высокой температуры, достаточной для испускания рентгеновских лучей. Большая часть энергии, прилагаемой к фокальной точке, превращается в теплоту, которую необходимо проконтролировать. Локализованное нагревание фокальной точки из-за бомбардировки электронами зависит от угла цели, диаметра фокального пути, размера фокальной точки, частоты вращения, прикладываемой мощности и свойств металла (таких как теплопроводность, плотность и удельная теплоемкость). Температуры фокальных точек и термомеханические стрессы контролируют посредством регулирования вышеперечисленных переменных. Протоколы рентгеновских трубок ограничены возможностью модифицировать эти переменные, обусловленные ограничениями свойств материалов.
Рентгеновские трубки с огнеупорным металлическим анодным диском ограничены механическими свойствами материала подложки, а также способностью материала отводить тепло от локализованного объема, прилежащего к фокальной точке. Было предложено заменить огнеупорную металлическую подложку вращающимся анодом из армированного углеродным волокном углеродного (CFC) композита. Аноды из CFC дают возможность приспособить матрицу для максимизации механической прочности материала подложки. Однако все еще остается проблема с возможностью удаления локализованной теплоты от фокальной точки и фокального пути.
Например, было предложено использовать химическое осаждение из паровой фазы (CVD) тантала (Та) для получения слоя из карбида тантала (ТаС) на подложке из композита CFC с последующим CVD вольфрама (W) или вольфрама-рения (W-Re) для формирования фокального пути. Этот процесс является не только дорогостоящим, но и ненадежным. Химическое осаждение из паровой фазы формирует столбчатую металлургическую структуру, аналогичную листьям травы. Когда такая структура начинает растрескиваться или разрушаться, трещины легко распространяются по столбчатой структуре до углеродной подложки, разрушая рентгеновскую трубку.
В данной заявке описана комбинация нанесения электролитического покрытия и вакуумного плазменного напыления для создания подложки анода из CFC, устраняющей вышеперечисленные и прочие проблемы.
В соответствии с одним аспектом анод включает углеродную или керамическую подложку. Огнеупорный слой из карбида металла покрывает по меньшей мере участок фокального пути на подложке. Слой из пластичного огнеупорного металла покрывает карбидный слой по меньшей мере на участке фокального пути. Напыленный в вакууме слой из тяжелых огнеупорных металлов покрывает слой из пластичного огнеупорного металла по меньшей мере на участке фокального пути.
В соответствии с другим аспектом разработана рентгеновская трубка, которая включает вакуумную оболочку, анод, описанный в предыдущем абзаце, мотор для вращения анода и катод.
В соответствии с другим аспектом разработано визуализирующее устройство, включающее гентри, рентгеновскую трубку, описанную в предыдущем абзаце, и детектор излучения, установленный на гентри поперек участка для исследований со стороны рентгеновской трубки.
В соответствии с другим аспектом разработан способ изготовления вышеописанного анода. Получают углеродную или керамическую подложку и гальваническим способом покрывают ее пластичным огнеупорным металлом, формируя карбидный слой и пластичный металлический слой по меньшей мере на участке фокального пути. По меньшей мере участок фокального пути подвергают вакуумному плазменному напылению тяжелым металлом, формируя нанесенный вакуумным плазменным распылением слой из тяжелого огнеупорного металла.
В соответствии с другим аспектом разработан способ применения вышеописанного анода. Анод вращается, и электроны испускаются катодом. Потенциал постоянного тока прикладывают между катодом и анодом для ускорения электронов, попадания на анод и генерирования рентгеновских лучей.
Одно преимущество заключается в превосходном металлургическом составе фокального пути.
Другое преимущество заключается в его экономической эффективности.
Следующее преимущество заключается в получении легкого анода, реализующего такие свойства, как высокая температура, высокая прочность, хорошая теплопроводность и хорошая теплоемкость.
Дальнейшие преимущества настоящего изобретения станут понятны рядовым специалистам в данной области техники после прочтения и понимания следующего подробного описания.
Настоящее изобретение может быть воплощено в виде различных компонентов и схем компонентов, а также различных стадий и комбинаций стадий. Чертежи предназначены только для иллюстрации предпочтительных вариантов воплощения и не должны рассматриваться как ограничивающие настоящее изобретение.
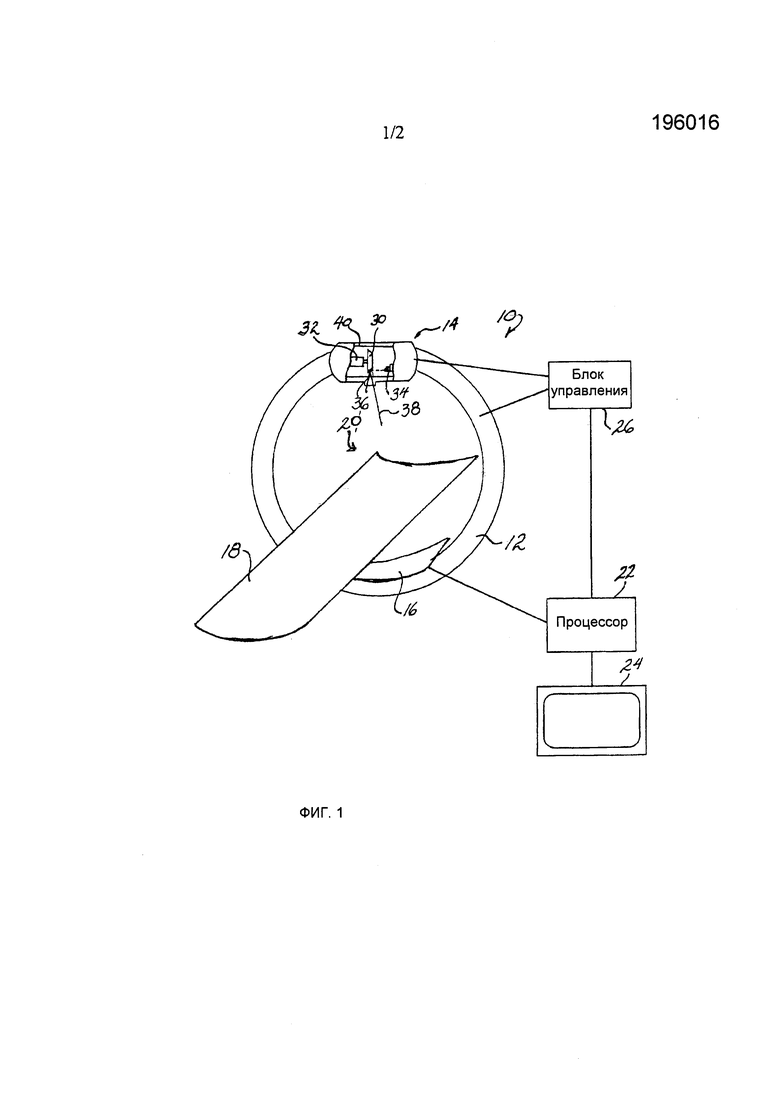
ФИГУРА 1 представляет собой схематическую иллюстрацию медицинской диагностической визуализирующей системы;
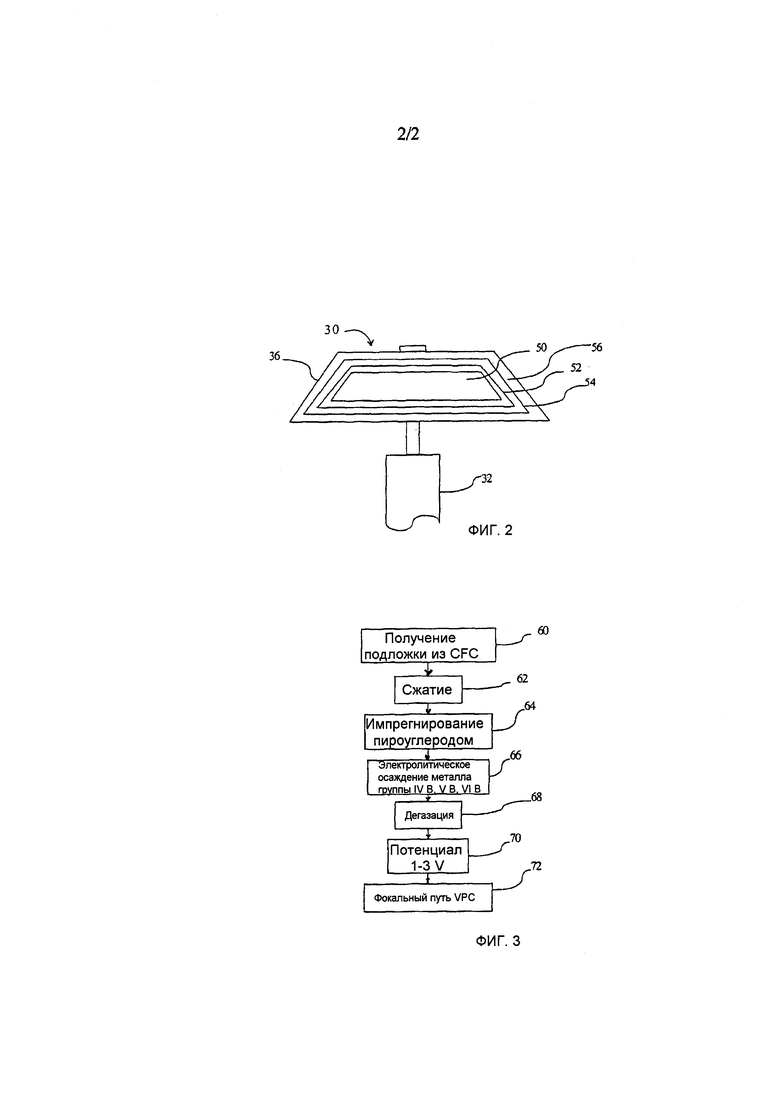
ФИГУРА 2 представляет собой подробный вид поперечного разреза вращающегося анода, показанного на ФИГУРЕ 1;
ФИГУРА 3 представляет собой блок-схему, иллюстрирующую процесс изготовления анода, показанного на ФИГУРЕ 2.
Как показано на ФИГУРЕ 1, диагностическая визуализирующая система 10 включает гентри 12, несущее рентгеновскую или гамма-лучевую трубку 14 и рентгеновский или гамма-детектор 16. Опора 18 для пациентов является разовой на участке 20 для исследований, расположенном между рентгеновской или гамма-лучевой трубкой 14 и детектором 16. Согласно одному варианту воплощения медицинская диагностическая визуализирующая система включает сканер КТ, в котором гентри 12, наряду с трубкой 14 и детектором 16, вращается вокруг участка 20 для исследований. Согласно другому варианту воплощения гентри 12 представляет собой агрегат с С-образным рычагом, который может быть расположен избирательно и/или вращаться вокруг объекта, расположенного на опоре 18 для объектов. Согласно другому варианту воплощения трубка и детектор являются частью стоматологической рентгеновской системы. Также предполагаются другие варианты воплощения, включающие системы контроля.
Процессор 22 получает электронные данные от детектора 16 и обрабатывает их, т.е. превращает данные в диагностические изображения в соответствующем формате для показа на мониторе 24. Блоком управления 26 оперирует клиницист, выбирающий рабочие параметры трубки, детектора и процессора и регулирующий получение диагностических изображений.
Рентгеновская или гамма-лучевая трубка 14 включает вращающийся анод 30, соединенный валом с мотором 32, который может сообщить аноду вращение на высоких скоростях. Катод 34, такой как нагретая нить накала, испускает пучок электронов, которые ускоряются под действием высокого электрического потенциала (источник электрического потенциала не показан), ударяясь о фокальный путь 36 анода и испуская пучок рентгеновских или гамма-лучей. Анод и катод заключены в вакуумную оболочку 40.
Как показано на ФИГУРЕ 2, анод 30 включает легкую подложку 50, такую как армированный углеродным волокном углеродный композит, углеродный композит, графитовая керамическая матрица или т.п. Слой 52 из огнеупорного металлического карбида, сформированный из огнеупорного металла группы IV B, V B или VI B, покрывает по меньшей мере лицевую сторону фокального пути подложки 50. В некоторых вариантах воплощения вся подложка покрыта карбидным слоем. В проиллюстрированном варианте воплощения карбидный слой формирует промежуточный слой между подложкой и нанесенным электролитическим способом пластичным огнеупорным слоем 54. Пластичный огнеупорный металл взаимодействует с углеродом до тех пор, пока углерод не будет огражден от пластичного огнеупорного слоя карбидным слоем, например, примерно толщиной в молекулу карбида. Нанесенный электролитическим способом пластичный огнеупорный металлический слой 54 покрывает карбидный слой по меньшей мере на фокальном пути 36. Пластичный огнеупорный слой опять же сформирован из металла группы IV B, V B или VI B. Типичные металлы включают ниобий (Nb), рений (Re), тантал (Та), хром (Cr), цирконий (Zr) и т.п. Толщина пластичного слоя составляет от 0,13 мм (0,005 дюймов) до 0,50 мм (0,02 дюйма). В одном варианте воплощения толщина пластичного слоя составляет 0,25 мм (0,01 дюйма). В одном варианте воплощения только фокальный путь 36 покрывают пластичным огнеупорным металлом. В другом варианте воплощения из-за стоимости маскировки других участков подложки всю подложку анода покрывают пластичным слоем. Необязательно, на поверхность могут быть нанесены несколько слоев пластичного огнеупорного металла, и, например, металл может быть заменен после формирования карбидного слоя.
По меньшей мере фокальный путь 36 покрывают нанесенным вакуумным плазменным напылением (VPS) слоем 56 из тяжелого огнеупорного металла, такого как сплав вольфрама-рения. Также могут быть использованы и другие тяжелые огнеупорные металлы, такие как вольфрам, молибден и т.п. Толщина огнеупорного слоя 56 из тяжелых металлов составляет от 0,50 мм (0,02 дюйма) до 2,03 мм (0,08 дюйма). Толщина слоев может быть больше, что влечет за собой более высокие затраты. Более тонкие слои являются более хрупкими и легче растрескиваются.
Как показано на ФИГУРЕ 3, блок 60 показывает, что первая стадия изготовления анода 30 включает получение легкой подложки 50, такой как подложка из тканого углеродного волокна, армированного углеродным волокном углеродного композита, графита, керамики, или иной легкой подложки. Подложка затем может быть уплотнена, например, сжатием (блок 62) и импрегнированием пироуглеродом (блок 64).
После получения подложки для анода на основе углерода электролитическим способом наносят по меньшей мере один фокальный путь (блок 66), используя металл с высокой температурой плавления, такой как металл группы из IV B, V B или VI B, например, ниобий, тантал, хром, цирконий и т.п., для защиты подложки 50 во время последующей стадии вакуумного плазменного напыления. Ниобий является предпочтительным, поскольку он облегчает нанесение металла гальваническим способом. Тантал может также оказаться предпочтительным. Для того чтобы избежать затрат на маскировку, вся подложка 50 может быть покрыта электролитическим способом. Нанесение электролитического покрытия с использованием металла с высокой температурой плавления может включать, например, нанесение электролитического покрытия на диск в такой ванне, как смесь фторида ниобия (NbF5), смесь фторидов щелочных металлов (NaF+KF) и фторида щелочноземельного метала (CaF2) при температуре на 10°С или более выше точки плавления смеси, но ниже 600°С. Во время процесса нанесения покрытия расплав, ванну для нанесения электролитического покрытия и любую подложку, подвергаемую нанесению электролитического покрытия, дегазируют (блок 68) при давлении, составляющем примерно 1/3 атмосферы, при этом поддерживают положительный потенциал анода (блок 70), например, на уровне 1-3 вольт, относительно расплава. Во время процесса нанесения электролитического покрытия ниобий или иной огнеупорный металл вначале формирует тонкий карбидный слой 52, а затем формирует пластичный металлический слой 54. Необязательно, первый огнеупорный металл может быть нанесен электролитическим способом с целью формирования карбидного слоя, а иной пластичный огнеупорный металл может быть нанесен электролитическим способом с целью формирования всего или части пластичного металлического слоя. Опять же, совместная толщина слоев из пластичного металла и карбида составляет примерно 0,25 мм (0,01 дюйма), однако она может варьироваться, например, от 0,13 до 0,50 мм (0,005-0,020 дюйма).
При осуществлении вакуумного плазменного напыления (блок 72) по меньшей мере фокальный путь 36 обрабатывают методом вакуумного плазменного напыления с использованием тяжелого огнеупорного металла, такого как сплав вольфрама-рения. Во время вакуумного плазменного напыления такому напылению подвергают только те участки подложки 50, которые были покрыты слоем 54 из пластичного огнеупорного металла. Вакуумное плазменное напыление напыляет тяжелый огнеупорный металл с силой, достаточной для того, чтобы повредить подложку 50 в том случае, если бы он распылялся непосредственно на подложку. Пластичный огнеупорный слой 54 защищает подложку во время вакуумного плазменного напыления на фокальный путь. Пластичный слой также обеспечивает пластичный переход между подложкой 50 и фокальным путем из тяжелого огнеупорного металла, при этом такой пластичный переход приводит в соответствие коэффициент теплового расширения тяжелого огнеупорного металла и подложки. Пластичный слой также способен сгладить небольшое несоответствие между коэффициентами теплового расширения. Карбидный слой 52 также блокирует миграцию углерода из подложки в тяжелый огнеупорный металл. Опять же, вакуумное плазменное напыление обеспечивает получение слоя 56 из тяжелого огнеупорного металла толщиной 0,50-2,03 мм (от 0,02 до 0,08 дюйма), предпочтительно от 1,00 до 1,52 мм (0,04-0,06 дюйма). Может быть также получена и другая толщина. Вакуумное плазменное напыление способно обеспечить получение более толстого слоя, однако оно является более затратным. По мере того, как нанесенный вакуумным плазменным напылением тяжелый огнеупорный металл становится более тонким, он проявляет все большую тенденцию к растрескиванию. Вакуумное плазменное напыление является предпочтительным благодаря его скорости, низкой стоимости и формированию слоистой микроструктуры в слое 56 из тяжелого огнеупорного металла.
Настоящее изобретение было описано со ссылкой на предпочтительные варианты его воплощения. Модификации и изменения могут представиться очевидными для специалистов после прочтения и понимания предыдущего подробного описания. Предполагается, что настоящее изобретение включает все такие модификации и изменения при условии, что они входят в объем прилагаемой формулы изобретения или ее эквивалентов.
Изобретение относится к области рентгеновской техники. Анод (30) формируют, используя углерод, такой как армированный углеродом углеродный композит или иную керамическую подложку (50). Пластичный огнеупорный металл наносят электролитическим способом на керамическую подложку для формирования слоя (52) из огнеупорного карбида металла и слоя (54) из пластичного огнеупорного металла по меньшей мере на участке (36) с фокальным путем. Тяжелый огнеупорный металл наносят плазменным вакуумным напылением на слой из пластичного огнеупорного металла для формирования нанесенного посредством плазменного напыления металлического слоя (56) из тяжелого огнеупорного металла по меньшей мере на участке с фокальным путем. Технический результат - повышение прочности и стабильности анода. 5 н. и 15 з.п. ф-лы, 3 ил.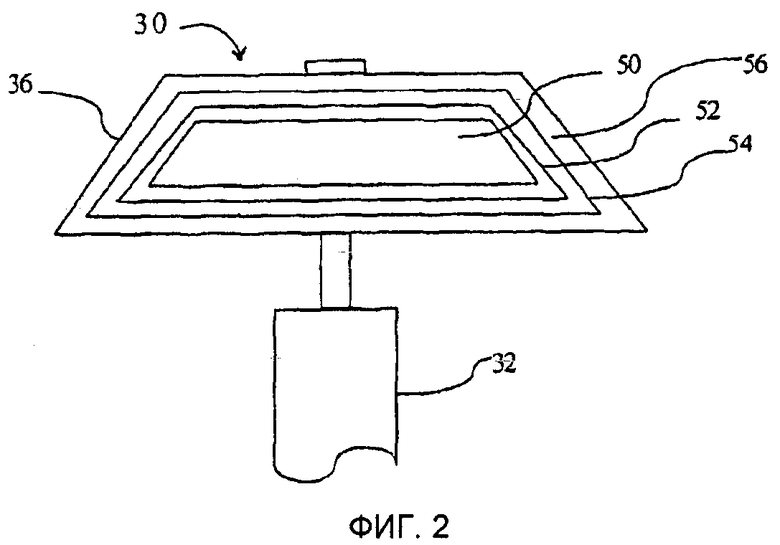
1. Анод (30), включающий:
углеродную или керамическую подложку (50);
нанесенный электролитическим способом слой (52) из огнеупорного карбида металла, покрывающий по меньшей мере участок (36) фокального пути подложки;
нанесенный электролитическим способом слой (54) из пластичного огнеупорного металла, покрывающий карбидный слой (52) по меньшей мере на участке фокального пути; и
нанесенный плазменным вакуумным напылением слой (56) из тяжелых огнеупорных металлов, покрывающий слой (54) из пластичного огнеупорного металла по меньшей мере на участке фокального пути.
2. Анод по п. 1, при этом нанесенный плазменным вакуумным напылением слой из тяжелых огнеупорных металлов представляет собой сплав вольфрама-рения.
3. Анод по любому из пп. 1, 2, при этом слой (54) из пластичного огнеупорного металла включает ниобий, а карбидный слой (52) включает карбид ниобия.
4. Рентгеновская трубка (14), включающая:
вакуумную оболочку (40);
анод по любому из пп. 1-3;
мотор (32) для вращения анода и
катод (34).
5. Визуализирующее устройство, включающее:
гентри (12);
рентгеновскую трубку (14) по п. 4, установленную на гентри; и
детектор излучения (16), установленный на гентри и расположенный поперек участка для исследований (20) со стороны рентгеновской трубки (14);
процессор, соединенный с детектором (16) для превращения сигналов от него в визуальное изображение; и
устройство отображения (24), на котором отображается визуальное изображение.
6. Способ изготовления анода (30) по любому из пп. 1-3, включающий:
формирование (60) углеродной или керамической подложки (50);
покрытие (66) электролитическим способом подложки пластичным огнеупорным металлом для формирования карбидного слоя (52) и слоя (54) из пластичного огнеупорного металла по меньшей мере на участке (36) фокального пути; и
вакуумное плазменное напыление по меньшей мере на участок (36) фокального пути тяжелого огнеупорного металла для формирования нанесенного вакуумным плазменным напылением слоя (54) из огнеупорного тяжелого металла.
7. Способ по п. 6, дополнительно включающий:
сжатие подложки; и
осуществление импрегнирования (64) подложки пироуглеродом.
8. Способ по любому из пп. 6 или 7, при этом на стадии нанесения электролитического покрытия пластичный огнеупорный металл выбран из группы IV В, V В или VI В.
9. Способ по п. 8, при этом пластичный огнеупорный металл включает ниобий.
10. Способ по п. 9, при этом нанесение электролитического покрытия включает электролитическое нанесение покрытия на подложку в смеси фторида ниобия (NbF5), смеси фторидов щелочных металлов (NaF+KF) и фторида щелочноземельного металла (CaF2) при температуре от температуры на 10°С выше точки плавления соляной ванны и ниже 600°С.
11. Способ по любому из пп. 6, 7, 9 или 10, при этом нанесенный методом вакуумного химического осаждения из паровой фазы тяжелый огнеупорный металл включает сплав вольфрама-рения.
12. Способ по п. 8, при этом нанесенный методом вакуумного химического осаждения из паровой фазы тяжелый огнеупорный металл включает сплав вольфрама-рения.
13. Способ по любому из пп. 6, 7, 9, 10 или 12, при этом стадия нанесения электролитического покрытия включает создание слоя толщиной от 0,13 мм (0,005 дюйма) до 0,50 мм (0,02 дюйма) из пластичного огнеупорного металла.
14. Способ по п. 8, при этом стадия нанесения электролитического покрытия включает создание слоя толщиной от 0,13 мм (0,005 дюйма) до 0,50 мм (0,02 дюйма) из пластичного огнеупорного металла.
15. Способ по п. 11, при этом стадия нанесения электролитического покрытия включает создание слоя толщиной от 0,13 мм (0,005 дюйма) до 0,50 мм (0,02 дюйма) из пластичного огнеупорного металла.
16. Способ по любому из пп. 6, 7, 9, 10, 12, 14 или 15, при этом стадия плазменного напыления обеспечивает получение слоя толщиной 1,00-1,52 мм (0,04-0,06 дюйма) из тяжелого огнеупорного металла.
17. Способ по п. 8, при этом стадия плазменного напыления обеспечивает получение слоя толщиной 1,00-1,52 мм (0,04-0,06 дюйма) из тяжелого огнеупорного металла.
18. Способ по п. 11, при этом стадия плазменного напыления обеспечивает получение слоя толщиной 1,00-1,52 мм (0,04-0,06 дюйма) из тяжелого огнеупорного металла.
19. Способ по п. 13, при этом стадия плазменного напыления обеспечивает получение слоя толщиной 1,00-1,52 мм (0,04-0,06 дюйма) из тяжелого огнеупорного металла.
20. Способ применения анода (30) по любому из пп. 1-3, включающий:
вращение анода (30);
испускание катодом электронов (34);
прикладывание потенциала постоянного тока между катодом и анодом для ускорения влияния электронов на анод и генерирования рентгеновских лучей.
| US 5204891 A, 20.04.1993 | |||
| WO 2008050298 A2, 02.05.2008 | |||
| US 4178413 A, 11.12.1979 | |||
| US 2009086920 А1, 02.04.2009 | |||
| US 6132812 А, 17.10.2000. |

