Изобретение относится к железнодорожному транспорту, в частности к опорам кузова вагона на тележку, и может быть использовано при ремонте и изготовлении тележек вагона.
Ближайшим прототипом заявляемого решения является подпятниковый узел тележки вагона, включающий подпятник и сталеполимерную вставку, состоящую из стальной сердцевины в форме тарели, имеющую отверстия по всей поверхности, и покрытие, нанесенное после обработки поверхности фосфатирующим составом методом контактного формования пастообразного композита, приготовленного в производственных условиях в виде двух компонентов - смоляной и отверждающей частей, равных по массе и объему (патент RU 2493990 С1).
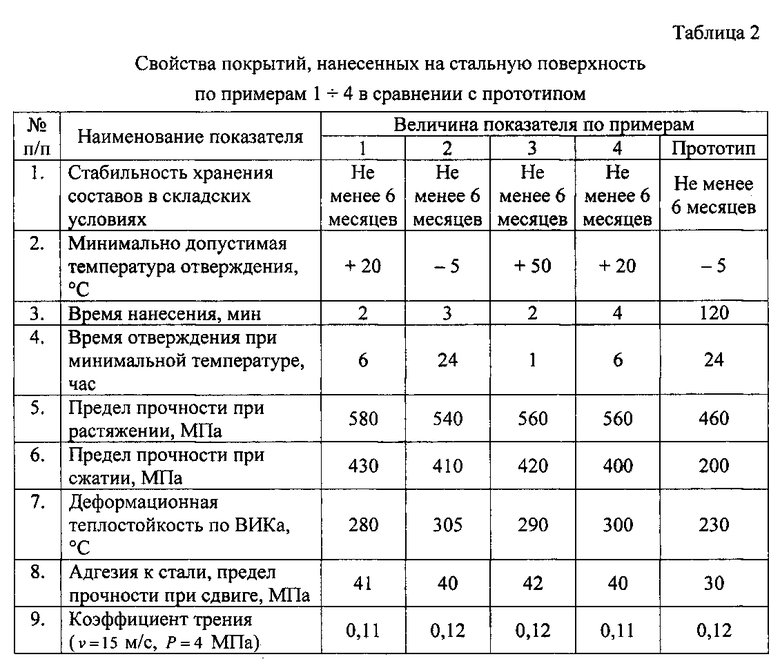
Недостатками прототипа являются сравнительно длительный цикл нанесения антифрикционного покрытия с применением ручного труда, а также недостаточно высокие прочностные показатели и деформационная теплостойкость покрытия.
Целью заявляемого изобретения является подпятник тележки вагона, содержащий сталеполимерную антифрикционную вставку, состоящую из стальной сердцевины, покрытой эпоксидным композитом, наносимым механизированным способом с использованием двухсоплового краскораспылителя, обеспечивающего повышение в десятки раз производительности труда при нанесении антифрикционного покрытия, возможность нанесения при любых погодных условиях и обладающего комплексом более высоких прочностных показателей и деформационной теплостойкости, что обеспечивает улучшенные эксплуатационные характеристики.
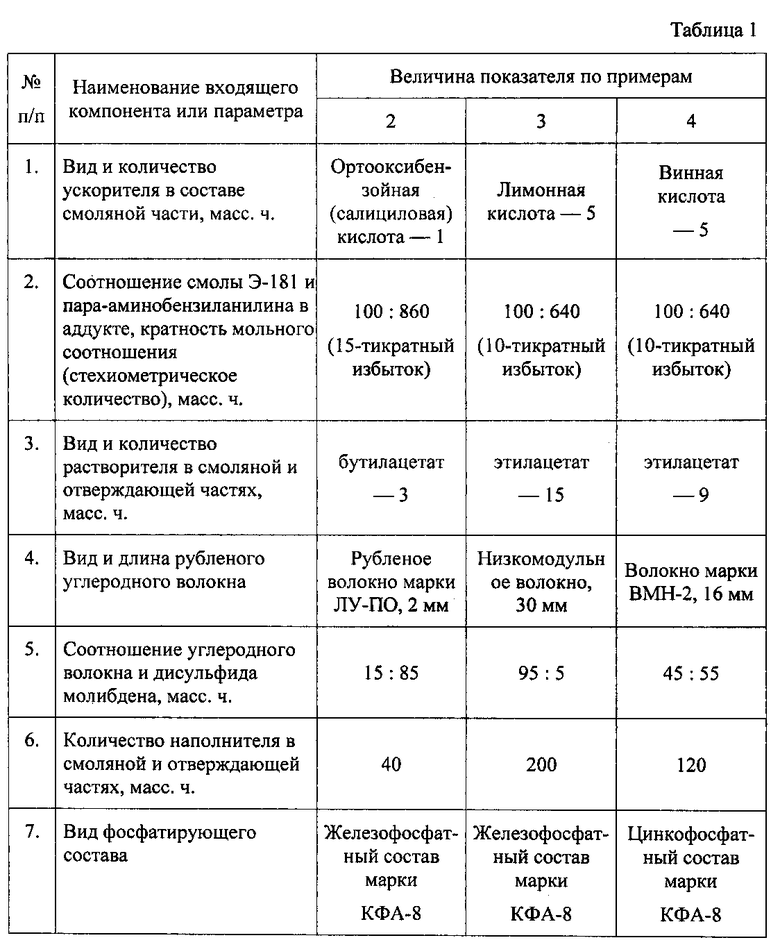
Поставленная цель достигается тем, что стальная сердцевина, обработанная фосфатирующим составом, покрывается антифрикционным составом - эпоксидным композитом, состоящим из двух частей - смоляной части на основе диглицидиланилина (промышленная марка - смола ЭА), с высокой удельной функциональностью (содержание эпоксидных групп 35%, в 1,5 раза выше, чем у наиболее распространенной смолы ЭД-20 или ее зарубежных аналогов), и ускорителя - оксикислоты (молочной, салициловой, лимонной и др.), который практически не взаимодействует со смолой - в количестве от 1 до 5 мас. ч. на 100 мас. ч. смолы, и отверждающей части - аддукта пара-аминобензиланилина с низковязким диглицидиловым эфиром полиэпихлоргидрина, который благодаря высокому стехиометрическому коэффициенту (при 10÷15-кратном избытке от стехиометрии пара-аминобензиланилина), как отвердителя, равному 2,8÷3,0, обеспечивает равенство объемов и массы смоляной и отверждающей частей композита, причем обе части содержат равные количества антифрикционных и одновременно высокопрочных армирующих наполнителей (от 40 мас. ч. до 200 мас. ч. на смоляную и отверждающую части), состоящих из смеси рубленого углеродного волокна длиной от 2 до 30 мм и дисульфида молибдена в соотношении от 15:85 до 95:5, а также малотоксичный растворитель (этилацетат или бутилацетат - в количествах от 3 до 15 мас. ч. на 100 мас. ч. исходной смоляной и отверждающей частей), облегчающий процесс нанесения и испаряющийся при отверждении антифрикционного слоя.
Состав композита и методы его нанесения впервые разработаны авторами как часть заявляемого изобретения.
Пример 1
Получение смоляной части композита
В реактор, снабженный быстроходной мешалкой, загружают 100 масс. ч. жидкой низковязкой эпоксидной смолы - диглицидиланилина (промышленная марка - смола ЭА), затем добавляют последовательно 3 масс. ч. молочной кислоты, 9 масс. ч. растворителя - бутилацетата, 45 масс. ч. дисульфида молибдена и 55 масс. ч. рубленого углеродного волокна марки ВМН-2 длиной 16 мм, и перемешивают 10 минут. Полученный состав упаковывают в герметичную тару.
Получение отверждающей части композита
В другой реактор загружают 780 масс. ч. (из расчета, превышающего стехиометрию в 12 раз) пара-аминобензиланилина (промышленная марка - «бензам АБА»), подогретого до +60°C, затем к нему добавляют 100 масс. ч. диглицидилового эфира полиэпихлоргидрина (содержащего 27% эпоксидных групп, промышленная марка - смола Э-181) и при перемешивании смесь выдерживают 15 минут, при этом образуется аддукт, к которому добавляют растворитель и наполнитель в тех же соотношениях, что и в смоляной части, т.е. аддукт:растворитель:двухкомпонентный наполнитель 103:9:100. Полученную отверждающую часть также упаковывают в герметичную тару.
Нанесение антифрикционного покрытия
Стальную поверхность перед нанесением антифрикционного композита предварительно обрабатывают фосфатирующим модификатором ржавчины на основе ортофосфорной кислоты марки СФ-1 (ПТУ 212-002-18817747-2001), после чего комплекты, состоящие из двух равных по массе и объему частей, каждый по отдельности перемешивают дрелью с насадкой и заливают два бачка двухсоплового краскораспылителя КРП СО 24А. Далее в течение 2 минут напыляют композит, который смешивается в факеле распыляемого материала (возможен вариант применения краскораспылителя с головкой внутреннего смешения). Нанесенный состав отверждается в течение 6 часов при +20°C. Допустимо отверждение состава в интервале от -5°C до +50°C и в условиях 100% влажности. Краскораспылитель с заполненными бачками может находиться в течение 4-х часов, а процесс нанесения покрытия может прерываться на несколько часов.
Примеры 2-М осуществляют аналогично примеру 1 с изменением параметров и применяемых соотношений в соответствии с таблицей 1. Свойства антифрикционных материалов, полученных по заявляемому способу, приведены в таблице 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА СТАЛЬНУЮ ПОВЕРХНОСТЬ | 2014 |
|
RU2580766C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА УПОРНЫЕ ПОВЕРХНОСТИ ПЯТНИКОВОГО УЗЛА | 2014 |
|
RU2574548C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2493990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ВСТАВОК ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2501690C2 |
| СТЕКЛОПЛАСТИК | 1994 |
|
RU2074094C1 |
| Способ получения высокопрочных, термо- и огнестойких сферопластиков | 2021 |
|
RU2768641C1 |
| Полимерная композиция для получения высокопрочных, термо- и огнестойких сферопластиков | 2021 |
|
RU2764442C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ ДЛЯ БИНАРНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2487904C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫТИЙ | 2013 |
|
RU2559457C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОПРОЧНЫХ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2010 |
|
RU2463386C2 |
Изобретение относится к железнодорожному транспорту, в частности к опорам кузова вагона на тележку, и может быть использовано при ремонте и изготовлении тележек вагона. Подпятниковый узел тележки вагона включает подпятник и сталеполимерную антифрикционную вставку. На стальную сердцевину вставки после обработки фосфатирующим составом двухсопловым краскораспылителем нанесен эпоксидный композит, состоящий из двух равных по массе и объему частей, подаваемых из разных сопел - эпоксидной смоляной и отверждающей, смешивающихся в процессе нанесения, первая из которых - смоляная - состоит из низковязкой смолы - диглицидиланилина и ускорителя отверждения - оксикислоты - в количестве от 1 до 5 мас.ч. на 100 мас.ч. смолы, а вторая - отверждающая - представляет собой нетоксичный жидкий аддукт, изготавливаемый взаимодействием пара-аминобензиланилина с диглицидиловым эфиром полиэпихлоргидрина при 10÷15-кратном избытке от стехиометрии пара-аминобензиланилина, позволяющим его использование со смоляной частью в равных по массе и объему количествах, при этом обе части содержат одинаковые количества антифрикционных наполнителей, от 40 мас.ч. до 200 мас.ч. на смоляную и отверждающую части, состоящие из смеси рубленого углеродного волокна длиной от 2 до 30 мм и дисульфида молибдена в соотношении от 15:85 до 95:5 и, дополнительно, растворители - этилацетат или бутилацетат - в количествах от 3 до 15 мас.ч. на 100 мас.ч. исходной смоляной и отверждающей частей, испаряющиеся в процессе нанесения и отверждения. Технический результат - повышение производительности труда при нанесении антифрикционного покрытия при любых погодных условиях, повышение прочностных показателей и деформационной теплостойкости, обеспечивающих улучшенные эксплуатационные характеристики. 2 табл., 1 пр.
Подпятниковый узел тележки вагона, включающий подпятник и сталеполимерную антифрикционную вставку, отличающийся тем, что на стальную сердцевину вставки после обработки фосфатирующим составом двухсопловым краскораспылителем нанесен эпоксидный композит, состоящий из двух равных по массе и объему частей, подаваемых из разных сопел - эпоксидной смоляной и отверждающей, смешивающихся в процессе нанесения, первая из которых - смоляная - состоит из низковязкой смолы - диглицидиланилина и ускорителя отверждения - оксикислоты - в количестве от 1 до 5 мас.ч. на 100 мас.ч. смолы, а вторая - отверждающая - представляет собой нетоксичный жидкий аддукт, изготавливаемый взаимодействием пара-аминобензиланилина с диглицидиловым эфиром полиэпихлоргидрина при 10÷15-кратном избытке от стехиометрии пара-аминобензиланилина, позволяющим его использование со смоляной частью в равных по массе и объему количествах, при этом обе части содержат одинаковые количества антифрикционных наполнителей, от 40 мас.ч. до 200 мас.ч. на смоляную и отверждающую части, состоящие из смеси рубленого углеродного волокна длиной от 2 до 30 мм и дисульфида молибдена в соотношении от 15:85 до 95:5 и, дополнительно, растворители - этилацетат или бутилацетат - в количествах от 3 до 15 мас.ч. на 100 мас.ч. исходной смоляной и отверждающей частей, испаряющиеся в процессе нанесения и отверждения.
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2493990C1 |
| Маловольфрамовая быстрорежущая сталь | 1941 |
|
SU61664A1 |
| Пятниковый узел | 1989 |
|
SU1726857A1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА | 2004 |
|
RU2263596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ ВСТАВОК ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 2012 |
|
RU2501690C2 |

