Изобретение может быть использовано при низкотемпературной пайке в жидком теплоносителе деталей мягкими припоями. Установка обеспечивает высокую производительность пайки каркасов для корпусов микросборок СВЧ-диапазона.
Известна установка для низкотемпературной пайки в паровой фазе. Конструкция состоит из трех камер. Каждая из камер заполнена парами нейтральной жидкости, нагреваемой внизу камеры соответствующими нагревателями. Нагрев при пайке может выполняться с использованием различных источников тепла. Процесс пайки проводится при постоянной температуре в неокислительной атмосфере[1]. Недостатками этой установки являются:
- сложность герметизации установки;
- большое энергопотребление;
- невозможность пайки объемных изделий, установка используется для пайки печатных плат.
Известна установка для пайки деталей мягкими припоями в жидком теплоносителе, принятая за прототип [2].
Установка имеет две ванны, каждая ванна снабжена индивидуальным нагревателем и терморегулятором для контроля температуры теплоносителя. Загрузка в ванну оправки, извлечение оправки из нее, перемещение от ванны к ванне, открытие и закрытие ванн крышками механизированы. В установке предусмотрена вытяжная вентиляция, а для конденсации паров изготовлено специальное устройство в виде двух трубчатых радиаторов, охлаждаемых водой.
Недостатками устройства являются:
- возможность возникновения термоудара при опускании оправки в горячий теплоноситель или при опускании горячей оправки в холодный теплоноситель;
- возможность частичного окисления спаиваемых поверхностей.
Техническим результатом изобретения является повышение качества пайки и, как следствие, надежности соединения деталей, что обеспечивает повышение процента выхода годных изделий.
Технический результат достигается тем, что установка низкотемпературной пайки в жидком теплоносителе содержит корпус с вытяжной вентиляцией, в котором установлены две ванны с устройствами подогрева, контроля и регулирования температуры, устройство для конденсации и механизм перемещения. Ванны установлены в герметичном корпусе, каждая ванна представляет собой камеру в виде куба, помещенную в кожух с теплоизоляцией, и закрыта крышкой с возможностью поворота, при этом устройства подогрева, выполненные в виде ТЭН-ов, расположены по одному на задней и передней стенке камеры и два на дне, внутрь камеры помещен измеритель температуры, на боковых стенках камеры первой ванны предварительного подогрева расположены форсунки, а в задней стенке кожуха выполнено отверстие для подачи азота, в камеру второй ванны для пайки залит жидкий теплоноситель, корпус установки закрыт герметичной верхней крышкой с подсветкой, а передняя стенка выполнена прозрачной с возможностью перемещения по вертикали, устройство конденсации представляет собой короб, расположенный над ваннами и выходящий за пределы корпуса, к которому крепится труба, подключенная через фланец сбоку к вентиляции и закрытая емкостью для сбора конденсата теплоносителя, которая соединена с камерой пайки отводом, при этом стенки трубы полые и имеют ребра на внутренней стороне, механизм перемещения выполнен в виде тельфера.
Подсветка может быть выполнена в виде ламп дневного света.
Ванны установлены в герметичном корпусе, что позволяет создавать в нем азотную среду, препятствующую окислению поверхностей паяемых деталей, что повышает качество пайки и надежность соединения.
Каждая ванна представляет собой камеру в виде куба, помещенную в кожух с теплоизоляцией, и закрыта крышкой с возможностью поворота, что позволяет сократить время нагрева припоя и уменьшить в полтора раза рассеивание теплового потока. Герметичная крышка создает замкнутый объем, что ускоряет нагрев.
Устройства подогрева, выполненные в виде ТЭН-ов и расположенные по одному снаружи камеры на задней и передней стенках и два на дне, обеспечивают эффективный нагрев камер.
На боковых стенках камеры ванны предварительного подогрева расположены форсунки, через которые в камеру поступает азот, что обеспечивает равномерный нагрев и медленное охлаждение оправки с паяемыми деталями, а следовательно, исключает возможность термоудара и коробление деталей.
В задней стенке кожуха ванны предварительного подогрева выполнено отверстие для подачи азота из сети в пространство между кожухом с теплоизоляцией и камерой, где азот эффективно прогревается.
Корпус установки закрыт герметичной верхней крышкой с подсветкой, а передняя стенка выполнена прозрачной с возможностью перемещения по вертикали, что обеспечивает удобство работы и наблюдения за процессом.
Устройство конденсации представляет собой короб, расположенный над ваннами и выходящий за пределы корпуса, к которому крепится труба, подключенная через фланец сбоку к вентиляции. Загрязненная смесь азота и воздуха выходит из корпуса.
Труба устройства конденсации закрыта емкостью для сбора конденсата теплоносителя. Емкость соединена с камерой пайки отводом для слива сконденсированного теплоносителя, исключая его потери.
Стенки трубы выполнены полыми и имеют внутри ребра. Пропуская холодную воду в полости стенок и за счет ребер, более эффективно охлаждаются пары теплоносителя.
Механизм перемещения выполнен в виде тельфера, управляемого и перемещаемого по направляющей от одной ванны к другой.
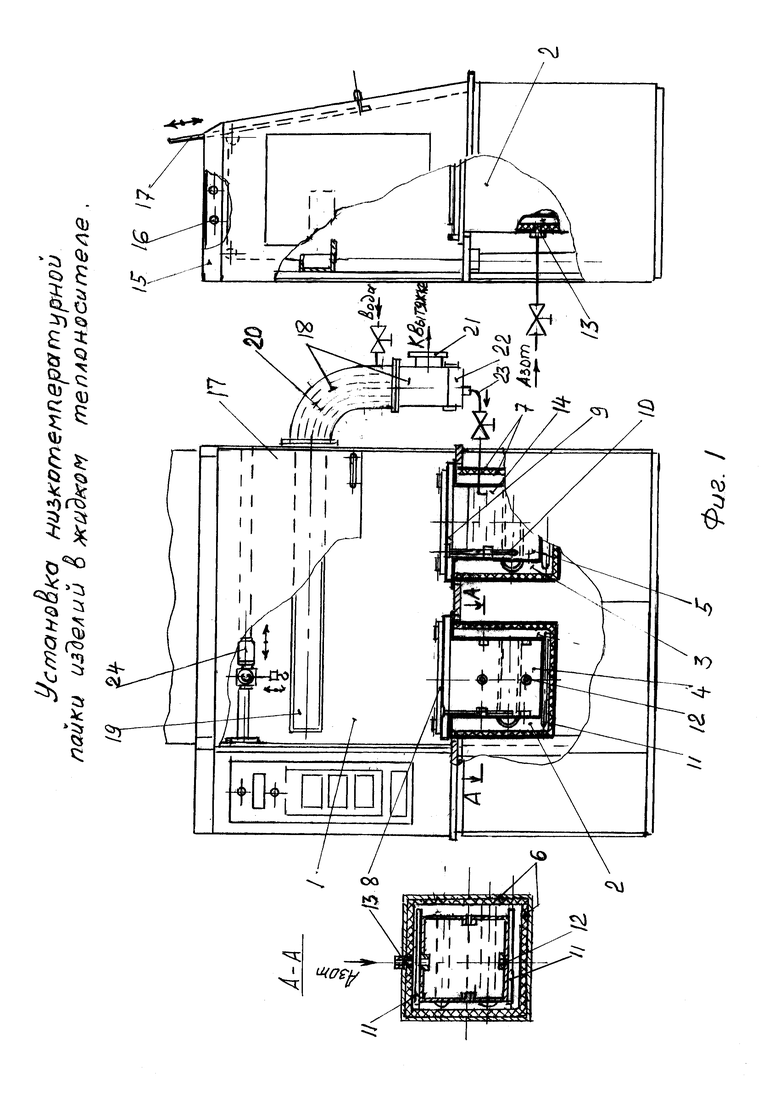
Установка низкотемпературной пайки в жидком теплоносителе поясняется фиг. 1.
На фиг. 1 представлена предлагаемая установка низкотемпературной пайки в жидком теплоносителе, где
герметичный корпус - 1,
ванна предварительного подогрева - 2,
ванна для пайки - 3,
камера ванны предварительного подогрева - 4,
камера ванны для пайки - 5,
кожух с теплоизоляцией ванны предварительного подогрева - 6,
кожух с теплоизоляцией ванны для пайки - 7,
крышка ванны предварительного подогрева - 8,
крышка ванны для пайки - 9,
измеритель температуры - 10,
ТЭН - 11,
форсунка - 12,
отверстие для подачи азота - 13,
теплоноситель - 14,
крышка корпуса - 15,
подсветка - 16,
передняя стенка корпуса - 17,
устройство конденсации - 18,
короб - 19,
труба с полыми стенками и ребрами - 20,
фланец - 21,
емкостью для сбора конденсата - 22,
отвод - 23
механизм перемещения - 24.
Пример
Ванна предварительного подогрева 2 и ванна для пайки 3 установлены на столешнице в герметичном корпусе 1, выполненном из листовой стали 10 толщиной 1,5 мм. Корпус 1 имеет верхнюю крышку 15 с подсветкой 16, выполненной двумя лампами дневного света, передняя стенка 17 прозрачная из оргстекла ТОСН толщиной 8 мм. Передняя стенка 17 перемещается вверх-вниз с помощью роликового механизма.
Над ваннами установлены короб 19, выполненный из листовой стали 10 толщиной 2 мм, и механизм перемещения 24 в виде тельфера с электроприводом. Тельфер перемещается по стальной направляющей в форме швеллера.
Обе ванны 2 или 3 имеют камеру 4 или 5, изготовленную из листовой нержавеющей стали 12Х18Н10Т толщиной 3 мм в виде куба размером 500×500×500 мм.
Каждая камера 4 или 5 установлена в кожух 6 или 7, выполненный из листовой нержавеющей стали 12Х18Н10Т толщиной 1, 5 мм, с теплоизоляцией из картона асбестового КАОН-1 толщиной 8 мм. Между камерой 4 и теплоизоляцией кожуха 6 расположены нагреватели ТЭНы 11. По одному на задней и передней стенках камеры 4 и два на дне камеры 4. ТЭН 11 имеет U-образную форму и мощность 1 кВт. То же самое между камерой 5 и кожухом 7.
На стенках камеры 4 установлены 8 форсунок 12 с проходным отверстием диаметром 3 мм. На задней стенке камеры 4 выполнено отверстие 13 диаметром 6 мм для подачи азота.
В камеру 5 залит теплоноситель 14 глицерин с активатором. Короб 19 является частью устройства конденсации паров 18, за пределами корпуса 1 он соединен с трубой 22, имеющей полые стенки и ребра на внутренней поверхности. Противоположный конец трубы 20 закрыт емкостью из нержавеющей стали для сбора конденсата 22, которая через кран связана отводом 23 с ванной 5. Труба 20 через фланец 21 подключена к вытяжной вентиляции.
Установка низкотемпературной пайки в жидком теплоносителе работает следующим образом.
Паяемые детали, между которыми уложен припой ПОС 61, зафиксированы в оправке. В корпусе 1 открыты передняя стенка 17 и крышка 8 ванны предварительного подогрева 2 и 9 ванны пайки 3. Тельфером 24 оправку загружают в камеру 4 ванны 2. В камеру 5 ванны пайки 3 заливают жидкий теплоноситель 14 (глицерин с добавками). Закрывают крышки 8 и 9, опускают стенку 17 корпуса 1. Включают ТЭНы 11 и через отверстие 13 в ванну 2 напускают азот. Оправка в ванне 2 нагревается до 150°C, а теплоноситель в ванне 3 - до 270°C. Открывают крышку 8. Оправку с помощью тельфера 24 перемещают и погружают в камеру 5 ванны 3. Закрывают крышку 9. Пайку проводят при температуре 230°C. Открывают крышку 9 и тельфером 24 вынимают оправку и выдерживают над ванной до полного стекания теплоносителя и кристаллизации припоя. Открывают крышку 8, и оправку переносят в камеру 4, в которую через форсунки 12 поступает азот из сети через отверстие 13. Оправка охлаждается при открытой крышке 8 до 65°C. Затем оправку вынимают тельфером 24 из камеры 4 и из установки. В камере 5 во время нагрева теплоносителя 14 происходит его обезвоживание при температуре 200°C в течение 20-40 мин, что не позволяет окисляться паяемым поверхностям.
На экспериментальной установке ЭХ2607 проводилась пайка деталей волноводов и других узлов антенного устройства, покрытых никелем. Достигнуто высокое качество пайки деталей.
Производительность возросла в полтора раза по сравнению с установкой без предварительного подогрева. Выход годных изделий вырос на 50%.
Источники информации
1. Япония, Заявка 63-30172, МКИ B23K 3/04, H05K 3/34
2. Корпачев М.Г. и др. Бесфлюсовая пайка деталей в жидком теплоносителе. - «Обмен опытом в радиопромышленности, 1982 г., выпуск 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ХИМИЧЕСКОЙ ОЧИСТКИ И СУШКИ ИЗДЕЛИЙ | 2014 |
|
RU2580259C1 |
| НИЗКОТЕМПЕРАТУРНАЯ КАМЕРА | 2006 |
|
RU2327087C1 |
| Мобильный комплекс по переработке промышленных нефтесодержащих отходов с помощью метода термической десорбции | 2021 |
|
RU2782208C1 |
| Устройство для комплексной активации древесины | 2024 |
|
RU2836200C1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ГЕЛИЙСОДЕРЖАЩИХ СМЕСЕЙ ОТ ПРИМЕСЕЙ | 1991 |
|
RU2009412C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВОДЫ ИЗ СНЕГА И/ИЛИ ЛЬДА | 2000 |
|
RU2164578C1 |
| УСТАНОВКА КАРБОНИЗАЦИИ ВОЛОКНИСТЫХ ВИСКОЗНЫХ МАТЕРИАЛОВ ДЛЯ ПОЛУЧЕНИЯ КОМБИНИРОВАННЫХ УГЛЕРОДНЫХ НИТЕЙ | 2012 |
|
RU2506356C1 |
| ПОГРЕБ С АККУМУЛЯТОРОМ ХОЛОДА | 2012 |
|
RU2494320C1 |
| Способ реализации конструкции ванны щелочного оксидирования стальных деталей | 2018 |
|
RU2701334C1 |
| Способ отбора и подготовки газовых проб для поточного анализа и технологическая линия для его осуществления | 2018 |
|
RU2692374C1 |
Изобретение может быть использовано при низкотемпературной пайке в жидком теплоносителе деталей мягкими припоями, в частности каркасов для корпусов микросборок СВЧ-диапазона. Камера каждой из двух ванн устройства выполнена в виде куба и размещена в кожухе с теплоизоляцией. Устройства подогрева расположены по одному на задней и передней стенке каждой камеры и два - на дне. На боковых стенках камеры ванны для предварительного подогрева деталей расположены форсунки для подачи в нее азота. В камеру ванны для пайки залит жидкий теплоноситель. Камеры размещены в корпусе установки, закрытом герметичной верхней крышкой с подсветкой. Передняя стенка корпуса выполнена прозрачной с возможностью перемещения по вертикали. К устройству конденсации прикреплена труба, подключенная через фланец к вентиляции и закрытая емкостью для сбора конденсата теплоносителя, соединенной отводом с камерой пайки. Техническим результатом изобретения является повышение качества пайки и, как следствие, надежности соединения деталей, что обеспечивает повышение выхода годных изделий. 1 з.п. ф-лы, 1ил.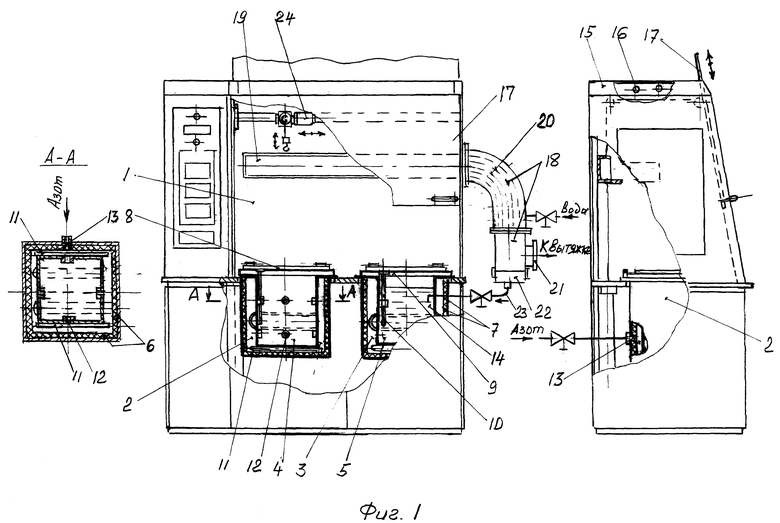
1. Установка для низкотемпературной пайки в жидком теплоносителе, содержащая корпус с вытяжной вентиляцией, в котором установлены две ванны с устройствами подогрева, контроля и регулирования температуры, устройство для конденсации теплоносителя и механизм перемещения деталей, отличающаяся тем, что одна ванна предназначена для предварительного подогрева деталей, а другая - для пайки, каждая из них представляет собой камеру в виде куба, помещенную в кожух с теплоизоляцией, и закрыта крышкой с возможностью ее поворота, при этом устройства подогрева выполнены в виде ТЭН-ов и расположены по одному на задней и передней стенках камер и два - на дне, причем на боковых стенках камеры ванны предварительного подогрева расположены форсунки для подачи в нее азота, в задней стенке кожуха упомянутой камеры выполнено отверстие для подачи азота в пространство между кожухом и камерой, а в камеру ванны для пайки залит жидкий теплоноситель, при этом упомянутые ванны установлены в корпусе, закрытом герметичной верхней крышкой с подсветкой, передняя стенка которого выполнена прозрачной с возможностью ее перемещения по вертикали, а устройство для конденсации теплоносителя выполнено в виде короба, расположенного над ваннами выходящим за пределы корпуса, к которому прикреплена труба с полыми стенками, имеющая ребра на внутренней поверхности, подключенная сбоку через фланец к вентиляции и закрытая емкостью для сбора конденсата теплоносителя, соединенной с камерой пайки отводом для слива конденсата, а механизм перемещения деталей выполнен в виде тельфера.
2. Установка по п. 1, отличающаяся тем, что подсветка выполнена в виде ламп дневного света.
| КОРПАЧЕВ М.Г | |||
| и др | |||
| Бесфлюсовая пайка деталей в жидком теплоносителе | |||
| Обмен опытом в радиопромышленности, 1982, выпуск 1 | |||
| Устройство для пайки и лужения радиоэлектронной аппаратуры | 1989 |
|
SU1738516A1 |
| Способ лужения изделия | 1976 |
|
SU662289A1 |
| US 4077467 A, 07.03.1978 | |||
| JPS 6330172 А, 08.02.1988. | |||

