(54) СПОСОБ ЛУЖЕНИЯ ИЗДЕЛИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки радиоэлементов к печатной плате | 1985 |
|
SU1299720A1 |
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| Припой для лужения и пайки керамики и стеклокерамики | 1976 |
|
SU612767A1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Устройство для лужения изделий | 1976 |
|
SU597517A1 |
| Способ контактной пайки изделий | 1977 |
|
SU727350A1 |
| Устройство для пайки и лужения радиоэлектронной аппаратуры | 1989 |
|
SU1738516A1 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| Способ лужения алюминия и его сплавов | 1989 |
|
SU1750881A1 |
1
Изобретение относится к радиоэлектронной промышленности и может быть применено преимущественно при производстве керамических конденсаторов.
Известен способ пайки, например печатных плат, погружением их в расплавленный припой, при этом погружение осуществляют до соприкосновения с поверхностью расплавленного припоя 1.
Этот способ не обеспечивает качества паяемых изделий, склонных к термоудару.
Известен способ пайки, включающий нанесение флюса, предварительный подогрев и нанесение припоя, при котором для предотвращения термического удара, возникающего при пайке узла из материалов, склонных к термоудару, предварительный подогрев осуществляют через слой нанесенного флюса 2.
Известный способ обеспечивает высокое качество паяемых изделий, однако не позволяет обрабатывать одновременно все рабочие торцы.
Целью изобретения является повышение производительности процесса путем одновременной обработки обоих торцов изделия.
Цель достигается тем, что флюс наносят на боковую поверхность конденсатора, а предварительный подогрев осуществляют контактным методом с вытеснением флюса с боковой поверхности на торцы конденсатора.
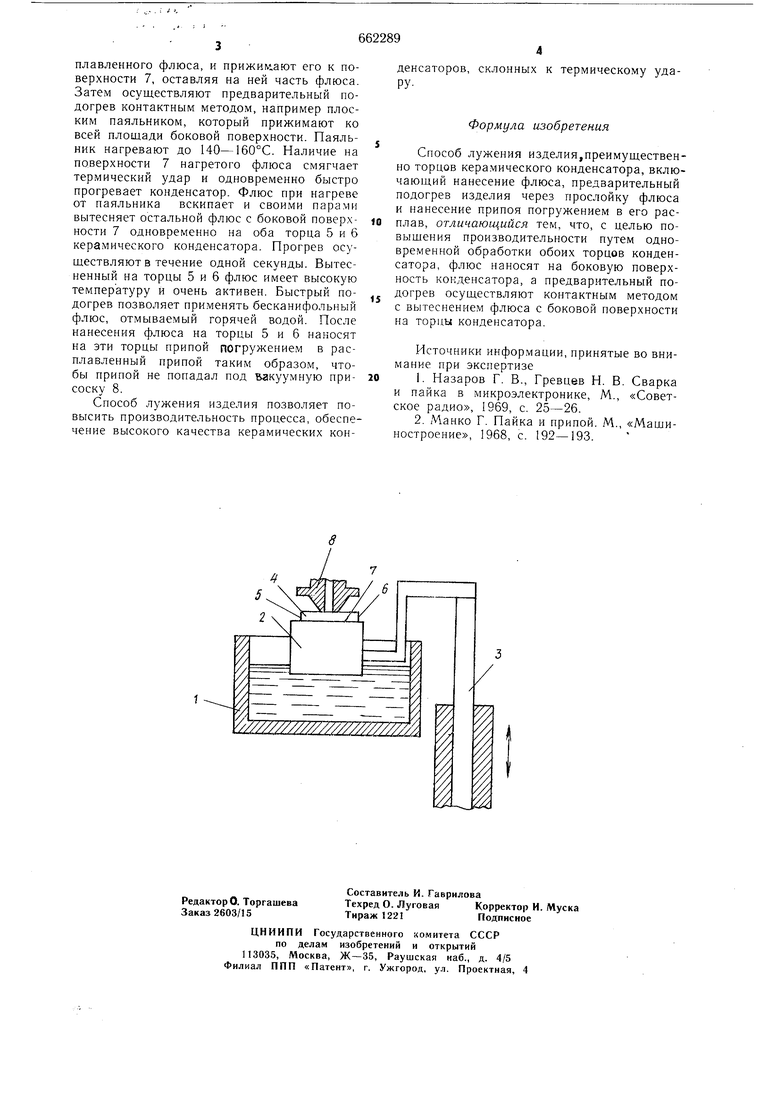
На чертеже показан механизм для нанесения дозированного количества флюса на боковую поверхность керамического конденсатора.
Механизм дозированного нанесения флюса содержит ванну 1 с расплавленным припоем, перемещающийся дозирующий цилиндр 2, связанный с рычагом 3. Изделие 4, имеющее торцы 5, 6 и боковую поверхность 7, зафиксировано вакуумной присоской 8.
Способ осуществляется следующим образом.
Вакуумной присоской 8 зажимают изделие 4. В нерабочем положении цилиндр 2 опускают в ванну 1. Перед нанесением флюса на боковую поверхность 7 рычагом 3 поднимают цилиндр 2, на поверхности которого находится дозированное количество расплавленного флюса, и прижимают его к поверхности 7, оставляя на ней часть флюса. Затем осуществляют предварительный подогрев контактным методом, например плоским паяльником, который прижимают ко всей площади боковой поверхности. Паяльник нагревают до 140-160°С. Наличие на по.верхности 7 нагретого флюса смягчает термический удар и одновременно быстро прогревает конденсатор. Флюс при нагреве от паяльника вскипает и своими парами вытесняет остальной флюс с боковой поверхности 7 одновременно на оба торца 5 и 6 керамического конденсатора. Прогрев осуществляют в течение одной секунды. Вытесненный на торцы 5 и 6 флюс имеет высокую температуру и очень активен. Быстрый подогрев позволяет применять бесканифольный флюс, отмываемый горячей водой. После нанесения флюса на торцы 5 и 6 наносят на эти торцы припой погружением в расплавленный припой таким образом, чтобы припой не попадал под вакуумную присоску 8.
Способ лужения изделия позволяет повысить производительность процесса, обеспечение высокого качества керамических кон
денсаторов, склонных к термическому удаРУФормула изобретения
Способ лужения изделия,преимущественно торцов кера.мического конденсатора, включающий нанесение флюса, предварительный подогрев изделия через прослойку флюса и нанесение припоя погружением в его расплав, отличающийся тем, что, с целью повыщения производительности путем одновременной обработки обоих торцов конденсатора, флюс наносят на боковую поверхность конденсатора, а предварительный подогрев осуществляют контактным методом с вытеснением флюса с боковой поверхности на торцы конденсатора.
Источники информации, принятые во внимание при экспертизе
