Настоящее изобретение относится к области ламинатов с алюминиевым барьерным слоем (ABL). В частности, настоящее изобретение относится к многослойному материалу, подходящему для формирования контейнеров, способных сохранять обычно "сложные в хранении" химические композиции, такие как краска для волос.
Ламинаты с алюминиевым барьерным слоем (ABL) хорошо известны как используемые для формирования туб и контейнеров, подходящих для хранения множества продуктов, таких как зубные пасты, продукты питания, кремы и различные составы для ухода за кожей и косметические составы. Некоторые продукты, однако, могут быть коррозионно-активными. Вследствие этого алюминий, необходимый из-за превосходных барьерных свойств, которые он обеспечивает, необходимо защищать от действия продукта. Составы перманентных красок для волос являются хорошим примером, и поскольку их можно хранить в алюминиевых тубах с усиленным внутренним защитным лаковым покрытием, они не подходят для стандартных туб из ABL-ламината. В таких продуктах корозионно-активный состав может фактически проникать посредством диффузии через внутренние полимерные слои, нанесенные для защиты алюминиевой фольги ABL, и разрушать находящиеся на поверхности соединения. Разрушающее воздействие на соединения может вызывать расслоение многослойного материала, повреждение запаянных областей и последующее повреждение упаковки.
По ряду причин, включая маркетинговое давление и вопросы стоимости, желательно иметь возможность хранить краску для волос в тубах из ABL-ламината, и это является целью настоящего изобретения.
Для получения тубы из ABL-ламината, в которой могут храниться такие агрессивные продукты, необходимо выполнять два ключевых требования, а именно, что продукт (1) не вытечет из контейнера перед использованием потребителем и (2) не будет иметь в противном случае контакт с атмосферой перед применением. Краска для волос, например, является очень чувствительной к воздействию воздуха и коррозионно-активной (обычно обладает pH приблизительно 12). Если краску для волос оставляют под воздействием воздуха, тогда она окисляется до черного цвета и становится как неприглядной для потребителей, так и, главным образом, перестает оптимально работать.
С учетом только этих ограничений будет возможно разработать надежный контейнер для таких продуктов. Однако, вследствие относительно низкой стоимости содержимого и одноразового типа контейнеров, важно, чтобы контейнеры не требовали дорогих материалов или сложных способов производства. Безусловно, для контейнеров однократного использования существует конкретное требование минимизировать использование любых излишних упаковочных материалов или стоимость.
Таким образом, существует потребность в многослойном материале и контейнерах, которые смогут преодолеть или, по меньшей мере, уменьшить некоторые или все проблемы, связанные с уровнем техники, или, по меньшей мере, обеспечить пригодную или оптимальную альтернативу.
Первым объектом настоящего изобретения является многослойный материал для формирования гибкого контейнера для хранения краски для волос или подобного, причем многослойный материал имеет первую поверхность, которая при использовании формирует внутреннюю поверхность контейнера, и вторую поверхность, которая при использовании формирует внешнюю поверхность контейнера, при этом многослойный материал содержит внутренний слой, внешний слой и промежуточный барьерный слой из металлической фольги, при этом внутренний слой находится на первой стороне поверхности барьерного слоя из металлической фольги, и при этом внешний слой находится на второй стороне поверхности барьерного слоя из металлической фольги, при этом многослойный материал имеет общую толщину самое большее 240 мкм, и при этом внутренний слой содержит полиэтилен и имеет среднюю плотность 0,92-0,94 г/см3.
Настоящее изобретение будет теперь описано более подробно. Далее различные аспекты/варианты осуществления настоящего изобретения определены более детально. Каждый аспект/вариант осуществления, определенный таким образом, можно объединить с любым другим аспектом/вариантом осуществления или аспектами/вариантами осуществления, если иное явно не указано. В частности, любой признак, указанный как предпочтительный или преимущественный, можно объединить с любым другим признаком или признаками, указанными как предпочтительные или преимущественные.
Как используется в данном документе, выражения "над", "внешний", "внутренний" и "под" и подобные, используемые относительно различных слоев, относятся к многослойному материалу с заданной самой верхней наружной поверхностью и заданной самой нижней внутренней (контактирующей с продуктом) поверхностью. Кроме того, эти выражения и выражение "на" не означают, что слои находятся обязательно в непосредственном контакте. Например, внутренний слой, являющийся "образованным на" барьерном слое из металлической фольги, не исключает наличие одного или нескольких других промежуточных слоев, расположенных между внутренним слоем и барьерным слоем из металлической фольги, или дополнительных слоев, предусмотренных под внутренним слоем (т.е. между внутренним слоем и продуктом).
Выражение "контейнер" используется в данном документе как относящееся к изделию, которое может содержать продукт. Такие продукты обычно представляют собой жидкости, гели или пасты. Предпочтительные контейнеры включают тубы и пакеты. Контейнер может дополнительно содержать крышку и при необходимости крепежные средства для крышки (такие как выступ) перед тем, как он формируется в пригодный коммерческий контейнер. Такие компоненты хорошо известны в уровне техники. Однако выражение используют в данном документе как относящееся к телу контейнера, которое содержит и контактирует с товарным продуктом. Предпочтительно контейнер служит для хранения краски для волос.
Выражение "гибкий", как используется в данном документе, описывает контейнер, который может сгибаться или который легко можно сгибать и который не разрушается (если его не сгибать слишком сильно). В данном документе в связи с контейнерами выражение "гибкий" означает, что если контейнер подвергают действию силы, например, путем заполнения жидкостью или путем приложения давления пальцем или рукой, он будет изменять свою форму без разрушения. Гибкий контейнер можно также рассматривать как являющийся "сжимаемым" контейнером.
Выражение "жестко зафальцованный" является выражением данной области техники и используется в данном документе как относящееся к способности ламината удерживать свою форму постоянно, если его согнули или сдавили, и не распрямляться обратно в несогнутое или несдавленное состояние. В качестве примера, лист алюминиевой фольги, если согнуть или придать форму изделия, удерживает такую форму и, таким образом, может рассматриваться как имеющий превосходные характеристики для жесткой фальцовки. С другой стороны, обычные пластмассовые пищевые оберточные материалы стремятся быстро отскочить, раскрыться или развернуться после того, как им придали форму изделия. Это является примером слабых характеристик для жесткой фальцовки. Поскольку многослойный материал содержит слои из фольги и пластика, свойство для жесткой фальцовки будет лежать между этими экстремальными значениями.
Туба согласно настоящему изобретению является особо подходящей для хранения "сложных в хранении" или "агрессивных" композиций. Они включают красители для волос (или краски для волос), являются химически реакционно-способными и обычно содержат один или несколько кислых, основных и/или окисляющих ингредиентов. Эти ингредиенты обычно попадают в химические классы неорганических гидроксидов, неорганических галогенидов и пероксидов. Неорганические гидроксиды включают гидроксид аммония, а также гидроксиды щелочных и щелочноземельных металлов (например, гидроксид калия и гидроксид кальция). Неорганические галогениды включают фториды, хлориды, бромиды и йодиды аммония и металлов, таких как переходные металлы, щелочные металлы и щелочноземельные металлы. Хлорид алюминия, хлорид калия и фторид аммония являются конкретными примерами. Пероксиды включают пероксид водорода, пероксид мочевины (карбамид) и пероксиды щелочных и щелочноземельных металлов (например, пероксид натрия). Типичные агрессивные продукты обладают значениями pH по меньшей мере приблизительно 4 (например, в диапазоне от приблизительно 1 до приблизительно 4 или от приблизительно 1 до приблизительно 3) или в ином случае значениями pH более чем приблизительно 9 (например, в диапазоне от приблизительно 10 до приблизительно 13 или от приблизительно 10 до приблизительно 12) и обычно более чем приблизительно 11 (например, в диапазоне от приблизительно 11 до приблизительно 14).
Авторы настоящего изобретения обнаружили, что доступные в настоящее время контейнеры для хранения сложных в хранении композиций, таких как краска для волос, являются неподходящими для этой цели. Это происходит потому, что контейнеры имеют лишние надстройки и требуют излишнего материала, чтобы убедиться, что не происходит утечки, расслоения или доступа кислорода. Таким образом, авторы настоящего изобретения искали альтернативный материал для формирования контейнера, который минимизирует количество необходимых комплектующих материалов для снижения стоимости, в то же время все еще обеспечивая эффективный контейнер.
Авторы настоящего изобретения обнаружили, что возможно достичь этого эффекта при помощи внутреннего слоя из полиэтилена со средней плотностью 0,92-0,94 г/см3. Предпочтительно внутренний слой также имеет толщину от 30 до 90 мкм.
Полиэтиленовые композиции для формирования слоев хорошо известны в данной области техники. В общем, полиэтилен является термопластичным полимером, состоящим из длинных цепей полимеризованных этиленовых мономеров. Полиэтилен классифицируют по нескольким различным категориям, основанным главным образом на его плотности и разветвлении. Механические свойства полиэтилена зависят значительно от переменных, таких как степень и тип разветвления, кристаллическая структура и молекулярный вес. В качестве примеров ПЭ высокой плотности (ПЭВП) определяется плотностью более чем или равной 0,941 г/см3. ПЭВП имеет низкую степень разветвления и таким образом более сильные межмолекулярные силы и предел прочности на разрыв. ПЭ средней плотности (ПЭСП) определяется диапазоном плотностей 0,926-0,940 г/см3. Линейный полиэтилен низкой плотности (ЛПЭНП) определяется диапазоном плотностей 0,915-0,925 г/см3. ЛПЭНП представляет собой главным образом линейный полимер со значительным числом коротких ответвлений, обычно полученный сополимеризацией этилена с короткоцепочечными альфа-олефинами (например, 1-бутен, 1-гексен и 1-октен). Полиэтилен низкой плотности (ПЭНП) определяется диапазоном плотностей 0,910-0,940 г/см3. ПЭНП имеет высокую степень коротко- и длинноцепочечного разветвления, что означает, что цепи не упаковываются в кристаллическую структуру одинаково. Это приводит к низкому пределу прочности на разрыв и увеличенной вязкости. Полиэтилен очень низкой плотности (ПЭОНП) определяется диапазоном плотностей 0,880-0,915 г/см3. Способы синтеза для получения всех этих композиций хорошо известны в данной области техники.
Предпочтительно многослойный материал имеет общую толщину самое большее 240 мкм, более предпочтительно от 150 до 240 мкм, более предпочтительно от 200 до 240 мкм и наиболее предпочтительно от 225 до 235 мкм. Авторы настоящего изобретения обнаружили, что если стенки контейнера слишком тонкие, тогда контейнер кажется непрочным конечному пользователю/потребителю и будет неподходящим. Таким образом, конечные потребители предпочитают, чтобы контейнер имел более толстые стенки. Предпочтительная толщина стенок снижает количество требуемого материала, в то же время обеспечивая удовлетворительную структуру, отвечающую требованиям потребителя.
Предпочтительно металлическая фольга представляет собой фольгу из алюминия или сплава алюминия. Предпочтительно слой из металлической фольги составляет от 5 до 30 микрон, более предпочтительно от 5 до 20 микрон и более предпочтительно от 15 до 9 микрон толщиной. Эта толщина обеспечивает достаточную прочность продукту-контейнеру и обеспечивает хорошую жесткую фальцовку данного ламината с менее чем 240 мкм общей толщины. Металлическая фольга и, в частности, алюминиевая фольга дорогая, поэтому используется минимальная подходящая толщина алюминия.
Согласно альтернативному варианту осуществления металлическая фольга представляет собой алюминиевую фольгу с толщиной от 20 до 30 микрон. Эта увеличенная толщина служит для улучшения характеристик для жесткой фальцовки тубы, хотя и при увеличении стоимости материала.
Контактирующая с продуктом сторона барьерного слоя из металлической фольги обеспечена слоем полиэтилена со средней плотностью 0,92-0,94 г/см3 и предпочтительно толщиной от 30 до 90 мкм. Этот слой находится предпочтительно в непосредственном контакте с продуктом. Этот слой также предпочтительно непосредственно приклеен к слою из металлической фольги одним связующим слоем.
Выражение "связующий слой" представляет собой слой, который расположен между двумя слоями с целью обеспечения того, что два слоя соединены друг с другом. Подходящие материалы для связующих слоев хорошо известны в данной области техники. Предпочтительным материалом связующего слоя является этиленакриловая кислота (ЭАК). Предпочтительный связующий слой имеет толщину от 20 до 40 микрон, более предпочтительно приблизительно 30 микрон.
Предпочтительно внутренний слой из полиэтилена составляет от 30 до 90 микрон толщиной, более предпочтительно от 30 до 70 микрон толщиной, более предпочтительно от 35 до 60 и наиболее предпочтительно от 35 до 45 микрон толщиной. Таким образом, толщина ламината от внутренней поверхности до барьерного слоя из металлической фольги минимизируется. Это предпочтительно, поскольку помогает снижать "скальпирование". Скальпирование является выражением в данной области для обозначения перехода ароматов и природных ингредиентов из продукта в полимерный материал, формирующий контейнер. В случае краски для волос скальпирующее воздействие может принимать форму обязательных компонентов состава, присутствующих только в незначительных количествах, которые абсорбируются в полиэтилене. Использование более тонкого слоя и также использование более плотного полиэтиленового слоя помогает снизить эту нежелательную потерю компонентов продукта.
Внутренний слой из полиэтилена имеет среднюю плотность 0,92-0,94 г/см3. Эта плотность является выбором из полиэтиленов средней плотности (ПЭСП). Предпочтительно средняя плотность внутреннего слоя составляет от 0,930 до 0,938 г/см3. Более предпочтительно средняя плотность внутреннего слоя составляет от 0,932 до 0,936 г/см3, например, равна 0,932 г/см3. Внутренний слой может быть образован или из одного материала из ПЭСП, или из двух или более слоев с различными плотностями, что обеспечивает средний диапазон плотности. Таким образом, внутренний слой может содержать ПЭВП и/или ПЭНП. Они могут быть перемешаны вместе или в комбинации с ПЭСП. Например, предпочтительный внутренний слой образован из смеси полиэтилена высокой плотности (ПЭВП) и полиэтилена низкой плотности (ПЭНП), например, 75% ПЭНП (плотность 0,921) и 25% ПЭВП (плотность 0,965). Предпочтительно внутренний слой состоит из полиэтилена.
Ламинаты для формирования внутреннего слоя согласно уровню техники основаны на ПЭНП или ПЭ с очень низкой плотностью (ПЭОНП). Фактически, при формировании тубы из ламината согласно уровню техники внутренний слой необходимо подвергать двум операциям термосварки. Во-первых, требуется обеспечить термосварку "продольного шва" тубы при производстве, при котором структуру многослойного полотна сворачивают в цилиндр и затем соединяют вместе с образованием непрерывной тубы (которую впоследствии режут по длине). Во-вторых, после того как тубу заполняют, ее необходимо закрыть термосваркой на конце тубы. В этой операции внутреннюю часть тубы нагревают и закрывают зажатием в тисках, к которым прикладывают давление. Использование этих материалов из полиэтилена низкой плотности содействует этим двум операциям.
Это позволяет проводить простую термосварку тубы в ее конфигурацию контейнера. Однако авторы настоящего изобретения обнаружили, что такие ламинаты приводят к нежелательным уровням скальпирования, утечки и доступа воздуха, если используются в присутствии таких сложных в хранении продуктов. Авторы настоящего изобретения обнаружили, что если взамен используют ПЭВП, тогда запайки, образованные при формировании контейнера, скорее повреждаются, и преимущества настоящего изобретения не наблюдают.
Не желая ограничиваться какой-либо теорией, авторы настоящего изобретения обнаружили, что внутренний слой, описанный в данном документе, дает улучшенную химическую стойкость или сниженную диффузию продукта по сравнению с обычными слоями из ПЭНП. Как следствие, существует сниженный риск воздействия на металлическую фольгу на поверхности контакта и сниженная диффузия кислорода в продукт. Кроме того, существует приемлемое обратное всасывание и низкая стоимость.
"Обратное всасывание" представляет собой явление, наблюдаемое в тубах, изготовленных из содержащих пластмассы материалов. Когда тубу сдавливают, пластмасса подвергается упругой деформации, и когда тубу отпускают, пластмассовый материал будет стремиться вернуться в его начальную форму. Это будет создавать перепад давления внутри тубы, и как результат по площади отверстия тубы продукт всасывается обратно в тубу, за которым следует воздух, если обратное всасывание достаточно сильное для освобождения площади отверстия. Обратное всасывание воздуха в контейнер может вызывать окисление и порчу любого продукта в нем. Наличие частичного вакуума в контейнере может содействовать доступу кислорода через запайки, которые образуют контейнер.
Предпочтительно связующий слой склеивает внутренний слой с барьерным слоем из металлической фольги.
Неожиданно, использование одного внутреннего (ПЭСП-типа) слоя предпочтительно. Использование одного относительно тонкого связующего слоя также предпочтительно. Следовательно, количество мягкого полимера (материал связующего слоя) на внутренней стороне поверхности снижается. Логически можно было бы ожидать, что мягкий материал был преимуществом, поскольку "мягкий" слой растекается при формировании запайки и служит для защиты открытого конца металлической фольги от коррозии, вызываемой продуктом. Обрезанная кромка является известным чувствительным участком. Неожиданно, внутренний слой, раскрытый в данном документе, как обнаружили, достаточен для этой цели.
Предпочтительно многослойный материал дополнительно содержит внешний слой на второй стороне поверхности металлического барьерного слоя, при этом внешний слой обеспечивает пригодную для печатания поверхность. Наличие пригодного для печатания внешнего слоя важно для способствования маркировке и продаже продукта. Предпочтительный пригодный для печатания слой содержит один или несколько слоев из полиэтилена, склеенных связующим слоем с барьерным слоем из металлической фольги. Предпочтительно внешний слой содержит соэкструдированную пленку из ПЭНП и ПЭВП. Наиболее предпочтительно внешний слой является белым или, самое большее, слегка окрашенным для увеличения видимости последующего печатного изображения. Предпочтительно внешний слой состоит из полиэтилена.
Относительно внешнего слоя на второй стороне поверхности барьерного слоя из металлической фольги, композиция и форма этого слоя не критичны для настоящего изобретения. Однако внешний слой служит для защиты слоя из фольги от физического воздействия, для обеспечения объема или тела пленки и для обеспечения графических изображений, цвета и других форм печати. Согласно предпочтительному варианту осуществления на внешнем слое обеспечено печатное изображение и/или текст.
Авторы настоящего изобретения обнаружили, что желательно для внешнего слоя иметь толщину от 100 до 180 микрон, более предпочтительно от 120 до 130 микрон. Внешний слой предпочтительно присоединен к барьерному слою из металлической фольги посредством связующего слоя. Связующий слой составляет предпочтительно от 10 до 30 микрон толщиной и наиболее предпочтительно приблизительно 20 микрон толщиной.
Согласно одному варианту осуществления внешний слой может содержать наполнитель. Предпочтительные наполнители включают карбонат кальция. Наличие наполнителя - карбоната кальция служит для улучшения характеристик для жесткой фальцовки без излишнего увеличения стоимости производства. Использование наполнителей, подходящих количеств и техник для включения наполнителей в полиэтиленовые слои хорошо известны в данной области техники. Предпочтительно наполнитель добавляют в тело внешнего слоя, расположенного на расстоянии от внешней поверхности многослойного материала.
Особенно предпочтительный многослойный материал для формирования гибкого контейнера для хранения краски для волос имеет центральный барьерный слои из алюминиевой фольги. Барьерный слой из алюминиевой фольги имеет на первой стороне (сторона, обращенная к продукту) внутренний слой, приклеенный одним связующим слоем (25-35 микрон). Внутренний слой содержит полиэтилен и имеет толщину от 35 до 45 мкм и среднюю плотность от 0,93 до 0,938 г/см3. Барьерный слой из алюминиевой фольги имеет на второй стороне (сторона, обращенная к потребителю) внешний слой, содержащий внешнюю белую пленку, соэкструдированную из ПЭНП/ПЭВП, 85-95 микрон на слое из ПЭНП 35-45 микрон, приклеенную к барьерному слою из алюминиевой фольги одним связующим слоем 15-25 микрон. Барьерный слой из алюминиевой фольги составляет предпочтительно от 10 до 15 микрон. Многослойный материал имеет общую толщину приблизительно 230 микрон. Более предпочтительно многослойный материал состоит из упомянутых выше слоев и никаких других.
Согласно предпочтительному варианту осуществления внутренний слой представляет собой 75% ЛПЭНП (линейный ПЭНП) Dowlex 3010™, 25% ПЭВП Dow 8007™; связующие слои представляют собой ЭАК Dow Primacor 3330™; внешний слой представляет собой ПЭНП Equistar NA204-000™.
Вторым объектом настоящего изобретения является контейнер для хранения краски для волос, при этом контейнер содержит многослойный материал, описанный в данном документе. Многослойный материал используют для формирования тела контейнера. Предпочтительно контейнер находится в форме, сходной с тубой для зубной пасты, хотя и общий объем тубы предпочтительно меньше, чем для стандартной тубы для зубной пасты, т.е. объем, достаточный для 25-100 мл продукта.
Третьим объектом настоящего изобретения является контейнер для краски для волос, содержащий контейнер, описанный в данном документе, и содержащий краску для волос. Краски для волос хорошо известны, и контейнер должен сохранять любую подходящую краску для волос.
Четвертым объектом настоящего изобретения является туба для зубной пасты, содержащая многослойный материал, описанный в данном документе, и содержащая средство для чистки зубов. Конфигурация данной тубы особенно предпочтительна для хранения чувствительных к действию воздуха и/или влаги композиций зубных паст или составов зубных паст, содержащих фторид олова. Фторид олова, как хорошо известно, реагирует с алюминиевой фольгой на любой незащищенной кромке и/или посредством диффузии через внутренний слой. Зубные пасты (средство для чистки зубов) хорошо известны, и контейнер должен сохранять любую подходящую зубную пасту.
Предпочтительно вышеуказанные контейнеры представляют собой контейнеры однократного использования. Однако известно, что даже для упаковки однократного использования некоторые потребители будут пытаться распределять продукт на по меньшей мере два применения, при этом часы или даже дни проходят между каждым использованием. Преимущественно, снижение обратного всасывания и улучшение жесткой фальцовки может позволить потребителям делать несколько применений без окисления состава и потери качества продукта между использованиями. Т.е сжатый контейнер остается в значительной мере сжатым и, таким образом, воздух не будет значительно всасываться обратно в тубу или контейнер. Предпочтительно, однако, чтобы контейнер представлял собой контейнер многократного использования. Такие контейнеры пригодны для использования в парикмахерских салонах или, например, для использования с зубными пастами (средствами для чистки зубов). Минимизация обратного всасывания позволяет сохранять продукт без кислорода и в оптимальном состоянии.
Пятым объектом настоящего изобретения является способ формирования контейнера, способ предусматривает сгибание многослойного материала, описанного в данном документе, в желаемую конфигурацию и термосварку соединенных внахлест кромок для формирования контейнера. Техники формирования таких контейнеров хорошо известны в данной области техники, например, EP 0321172 раскрывает технику формирования контейнеров, включая тубы для зубной пасты.
Шестым объектом настоящего изобретения является применение многослойного материала, как описано в данном документе, для формирования контейнера для краски для волос или тубы для зубной пасты.
Настоящее изобретение будет теперь описано дополнительно со ссылками на сопровождающие графические материалы, обеспеченные в качестве примера, на которых:
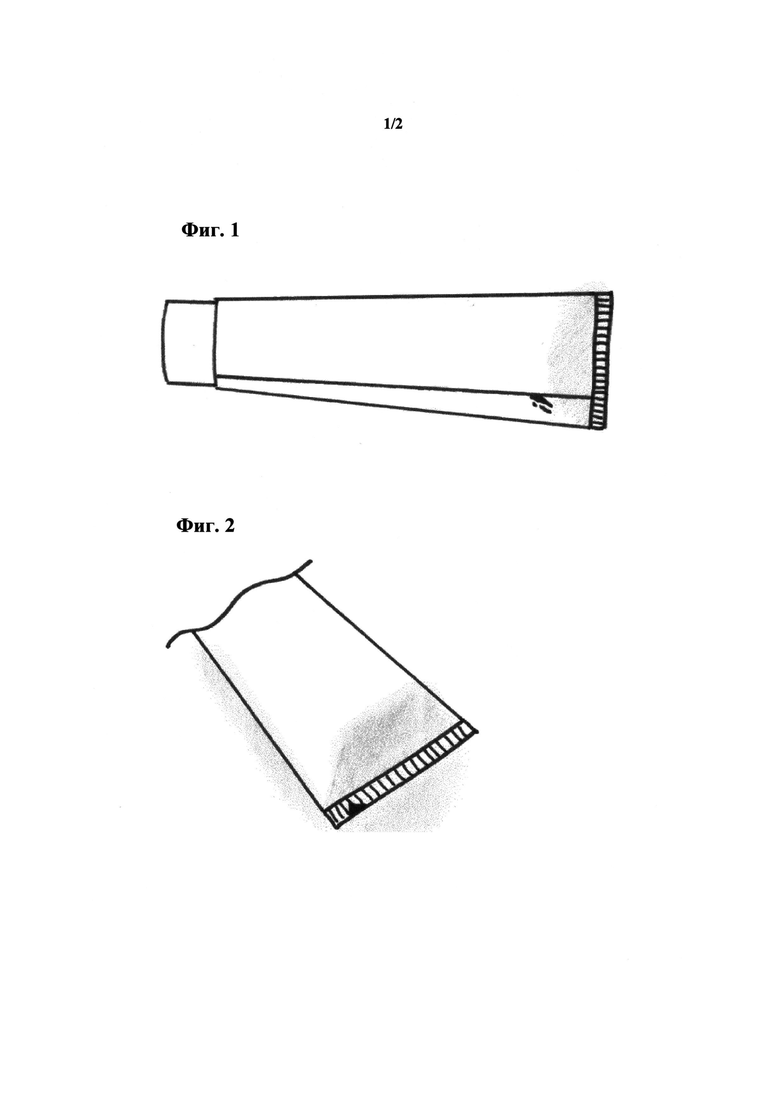
на Фиг.1 показана обычная сжимаемая туба, подходящая для хранения композиции краски для волос или зубной пасты. Тело тубы сформировано из ламината с алюминиевым барьерным слоем. Один конец снабжен выступом и крышкой, конец был закрыт волнообразными параллельными складками. Изображенная туба подвергалась расслоению на сгибе (продольная запайка), и окрашивание очевидно (правая нижняя часть рисунка),
на Фиг.2 показан конец обычной сжимаемой тубы, подходящей для хранения композиции краски для волос или зубной пасты. Показанная туба допускала расслоение на конечных волнообразных параллельных складках, и окрашивание очевидно (левая нижняя часть рисунка),
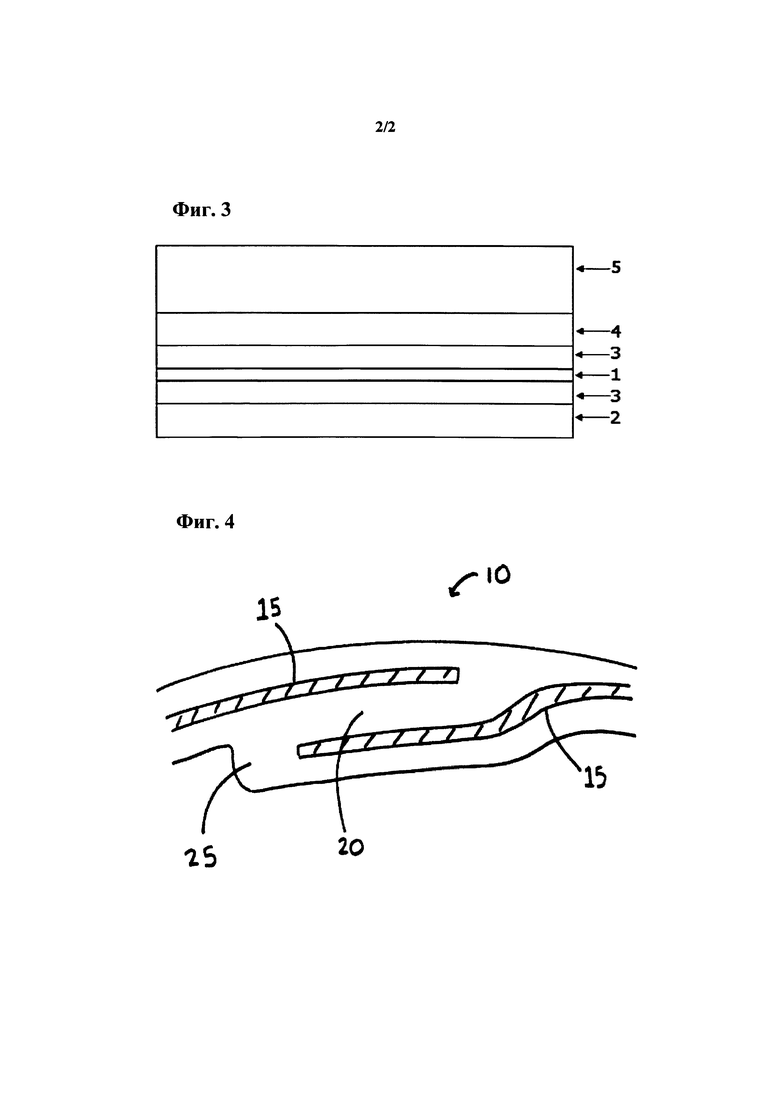
на Фиг.3 показана схематическая диаграмма слоев, которые формируют ламинат согласно настоящему изобретению,
на Фиг.4 показан эскиз соединения внахлест, которое образовано, когда туба (10) сделана из ламинатного полотна. Алюминиевые концы (15) алюминиевой фольги соединены внахлест с образованием соединенного внахлест участка (20). Некоторый избыточный материал выдавливается сверху соединенного внахлест участка 20 с образованием полимерного "растекающегося" участка (25). Преимущественно, этот участок защищает внутренний алюминиевый конец от коррозии вследствие контакта с содержимым тубы.
Предпочтительный ламинат теперь будет описан со ссылкой на Фиг.3. Алюминиевая фольга (1) обеспечена слоем (2) из ПЭСП на первой стороне для образования внутренней стороны при формировании тубы. Слой (2) из ПЭСП присоединен связующим слоем (3). На внешней стороне соэкструдированная из ПЭНП/ПЭВП пленка (5) приклеена к алюминиевой фольге (1) слоем (4) из ПЭНП и связующим слоем (3). Общая толщина слоя составляет 229 микрон, включая: 13 микрон алюминиевой фольги (1), 41 микрон слоя (2) из ПЭСП, приклеенного 28 микронами связующего слоя (3); 89 микрон соэкструдированной из ПЭНП/ПЭВП пленки (5), приклеенной 38 микронами слоя (4) из ПЭНП и 20 микронами связующего слоя (3).
Предпочтительно слой из ПЭСП (2) представляет собой 75% ЛПЭНП (линейный ПЭНП) Dowlex 3010™, 25% ПЭВП Dow 8007™; связующие слои (3) представляют собой ЭАК Dow Primacor 3330™; слой из ПЭНП (4) представляет собой ПЭНП Equistar NA204-000™.
Результат настоящего изобретения продемонстрирован следующими неограничивающими примерами.
Тубы данного раскрытия и сравнительные тубы из обычного многослойного материала были сделаны и протестированы путем непосредственного контакта с агрессивными продуктами - краской для волос (коммерческие продукты, закупленные на полках магазинов или различных торговых марок и композиций). Это включало получение туб из различных исследуемых полотен (многослойных материалов), заполнение туб продуктом - краской для волос, их запайку и хранение до 3 месяцев при 45°C. В различные периоды времени тубы получали, прорезали и опустошали. Внутреннюю часть полотен туб оценили на коррозию визуальным осмотром; т.е. сцепление продольного шва, анализ с сульфатом меди для обнаружения непокрытого алюминия, целостность шва на конце.
Обнаружили, что обычные тубы, полученные с внутренним слоем из ПЭНП, были неудовлетворительными из-за доступа кислорода в тубу или в продольном шве, или в шве на конце тубы. Это два участка, где существует небольшой или нет никакого перехлеста алюминиевой фольги полотна, и они образуют две "слабые зоны", где защита обеспечивается только полимером. ПЭНП, как оказалось, позволяет слишком большому количеству кислорода перемещаться в тубу, вызывая катастрофическое окисление состава краски для волос и последующее изменение цвета состава.
В отличие от этого, тубы настоящего раскрытия усиливают эти слабые зоны и позволяют снизить скорость диффузии кислорода. Следовательно, наблюдалась улучшенная защита состава. Переход на ПЭСП конкретной плотности производится для обеспечения улучшенной защиты, достаточной, по меньшей мере, для прохождения процедур тестирования на соответствие продукта.
Обратное всасывание тубы согласно данному изобретению и сравнительной тубы также тестировали. Это выполняли с помощью аппарата с водяным столбом. Тубы наполовину опустошали, соединяли с водяным столбом, при этом все еще сжатые, и затем тубу отпускали. Обычное полотно показало обратное всасывание 60 мм воды (диаметр тубы 0,7 мм), полотно согласно изобретению показало обратное всасывание, сниженное на 50%, т.е. 30 мм.
Материальные затраты также были сравнимы, и было обнаружено, что снижение толщины полотна, снижающейся от 280 (сравнительный) до 230 мкм (согласно изобретению), приводило к 18% снижению в использовании материала.
Тубы также получали с полотном (многослойным материалом) согласно настоящему изобретению, за исключением того, что внутренний слой представлял собой ПЭНП вместо ПЭСП. Их тестировали таким же образом и показали повреждение вследствие окисления состава краски для волос в двух слабых зонах, т.е. зонах концевой запайки и продольного шва. Это наблюдается по обесцвечиванию состава краски для волос и перемещению продукта - краски для волос через эти участки наружу, приводя к видимому обесцвечиванию тубы. В общем, это обесцвечивание, видимое на внешней стороне тубы, является главным образом явлением, видимым в продольном шве, а не шве на конце.
Ламинат согласно настоящему изобретению химически совместим с краской для волос (агрессивная, pH продукта приблизительно 12, окисляющаяся), исключает доступ кислорода в контейнер, который может приводить к окислению состава и значительному изменению цвета, имеет минимальную толщину для снижения стоимости на рынке, который является очень чувствительным к изменению цен. Кроме того, авторы настоящего изобретения обнаружили, что ламинат значительно снижает "обратное всасывание" в тубу, которое в ином случае может вызывать разрушение состава краски для волос путем окисления.
При введении элементов настоящего раскрытия или их предпочтительных вариантов осуществления формы единственного числа и выражение "указанный" предназначены для обозначения наличия одного или более элементов. Выражения "содержащий", "включающий" и "имеющий" предназначены быть включающими и означают то, что могут быть дополнительные элементы, отличные от перечисленных элементов.
Вышеприведенное подробное описание было предусмотрено с целью пояснения и иллюстрации и не предназначено для ограничения объема приложенной формулы изобретения. Много вариантов в имеющихся предпочтительных вариантах осуществления, проиллюстрированных в данном документе, будут очевидны для специалиста в данной области техники и остаются в объеме приложенной формулы изобретения и их эквивалентов.
Настоящее изобретение относится к области ламинатов, в частности к многослойному материалу, подходящему для формирования контейнеров, способных сохранять обычно "сложные в хранении" химические композиции, такие как краски для волос, зубные пасты, продукты питания, кремы, составы для ухода за кожей и косметические составы. Многослойный материал имеет первую поверхность, которая при использовании образует внутреннюю поверхность контейнера, и вторую поверхность, которая при использовании образует внешнюю поверхность контейнера. При этом многослойный материал содержит внутренний слой, внешний слой и промежуточный барьерный слой из металлической фольги, причем внутренний слой находится на первой стороне поверхности барьерного слоя из металлической фольги, и при этом внешний слой находится на второй стороне поверхности барьерного слоя из металлической фольги, при этом многослойный материал имеет общую толщину самое большее 240 мкм, и при этом внутренний слой содержит полиэтилен, имеющий среднюю плотность 0,92-0,94 г/см3. Технический результат изобретения заключается в получении многослойного материала и контейнеров из него, которые не требуют использования дорогих материалов или сложных способов производства, а также могут быть предназначены как для однократного, так и для многократного использования. 6 н. и 13 з.п. ф-лы, 4 ил.
1. Многослойный материал для формирования гибкого контейнера, где многослойный материал имеет первую поверхность, которая при использовании образует внутреннюю поверхность контейнера, и вторую поверхность, которая при использовании образует внешнюю поверхность контейнера, при этом многослойный материал содержит внутренний слой, внешний слой и промежуточный барьерный слой из металлической фольги, при этом внутренний слой находится на первой стороне поверхности барьерного слоя из металлической фольги, а внешний слой находится на второй стороне поверхности барьерного слоя из металлической фольги, при этом многослойный материал имеет общую толщину самое большее 240 мкм, а внутренний слой содержит полиэтилен и имеет среднюю плотность 0,92-0,94 г/см3.
2. Многослойный материал по п.1, в котором внутренний слой имеет толщину от 30 до 90 мкм.
3. Многослойный материал по п.1, в котором внутренний слой имеет толщину от 35 до 40 мкм.
4. Многослойный материал по любому из пп.1-3, в котором средняя плотность внутреннего слоя составляет от 0,930 до 0,938 г/см3.
5. Многослойный материал по любому из пп.1-3, в котором многослойный материал имеет общую толщину от 225 до 235 мкм.
6. Многослойный материал по любому из пп.1-3, в котором связующий слой склеивает внутренний слой с барьерным слоем из металлической фольги.
7. Многослойный материал по любому из пп.1-3, в котором внутренний слой содержит полиэтилен высокой плотности и/или полиэтилен низкой плотности.
8. Многослойный материал по любому из пп.1-3, в котором внешний слой обеспечивает пригодную для печатания поверхность.
9. Контейнер для хранения краски для волос, содержащий многослойный материал по любому из пп.1-8.
10. Контейнер по п.9, представляющий собой контейнер многократного использования.
11. Контейнер по п.9, представляющий собой контейнер однократного использования.
12. Контейнер для краски для волос, содержащий контейнер по п.9 и краску для волос.
13. Контейнер по п.12, представляющий собой контейнер многократного использования.
14. Контейнер по п.12, представляющий собой контейнер однократного использования.
15. Контейнер для зубной пасты, содержащий многослойный материал по любому из пп.1-8 и средство для чистки зубов.
16. Контейнер по п.15, представляющий собой контейнер многократного использования.
17. Контейнер по п.15, представляющий собой контейнер однократного использования.
18. Способ формирования контейнера, при этом способ предусматривает сгибание многослойного материала по любому из пп.1-8 в желаемую конфигурацию и термосварку соединенных внахлест кромок для формирования контейнера.
19. Применение многослойного материала по любому из пп.1-8 для формирования контейнера для краски для волос или контейнера для зубной пасты.
| JP 2003054589 A1, 26.02.2003 | |||
| ТРУБА ТЕМПЕРАТУРНОЙ СТРАТИФИКАЦИИ | 2011 |
|
RU2468309C1 |
| БАРЬЕРНЫЙ МАТЕРИАЛ | 1998 |
|
RU2184656C2 |
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ С ВЫСОКОЙ ТЕПЛОСТОЙКОСТЬЮ, НИЗКИМ СОДЕРЖАНИЕМ ЭКСТРАГИРУЕМЫХ ГЕКСАНОМ ВЕЩЕСТВ И РЕГУЛИРУЕМЫМ МОДУЛЕМ УПРУГОСТИ | 1995 |
|
RU2171263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ЗАПЕЧАТЫВАЮЩИХ ЭЛЕМЕНТОВ, А ТАКЖЕ ЕГО ПРИМЕНЕНИЕ | 2006 |
|
RU2379183C2 |

