Настоящее изобретение относится к сжимаемым трубчатым контейнерам, образованным из получаемого экструзией с раздувом пленочного полимерного материала или из получаемого экструзией с раздувом пленочного многослойного полимерного материала и, в частности, к сжимаемым трубчатым контейнерам, включающим боковой сварной шов или соединение. Предпочтительно получаемые экструзией с раздувом пленочный полимерный материал или пленочные многослойные полимерные материалы являются термопластичными материалами и могут включать в себя слой материала, имеющего хорошие барьерные свойства.
Термопластичные материалы широко применяются для упаковки из-за их низкой стоимости и легкости преобразования в самые различные формы. Однако большинство термопластичных материалов страдают от такого недостатка как сравнительно плохой барьер для газов и паров. Упаковка, имеющая плохие барьерные свойства от газов, является особенно нежелательной для упаковки таких чувствительных к кислороду материалов, как продукты питания, которые должны хранится в неохлаждаемых условиях. Также нежелательно, чтобы упаковка имела плохие барьерные свойства по отношению к парам, когда предметы для упаковки чувствительны к парам воды, например, такие как продукты питания и кондитерские изделия, которые теряют свое качество, когда они становятся влажными и когда упакованные изделия включают в себя ароматизирующие компоненты, которые диффундируют через упаковочный материал и в результате теряют аромат.
Термопластичные контейнеры, которые используются для хранения и поставки ароматизированных материалов, например, зубной пасты, должны хранить эти материалы в течение длительных периодов, например до трех лет без существенной потери их аромата.
Проблемы проникновения газов и паров, ухудшения и потери ароматизации были уменьшены путем применения ламинатов или композитов, содержащих барьерные слои. Известным термопластичным материалом с хорошими барьерными свойствами является этиленвиниловый спирт (EVOH), который обычно используется в виде тонкого слоя, размещенного между слоями других термопластичных материалов, обычно полиолефиновых материалов. Другими известными материалами с хорошими барьерными свойствами по отношению к проникновению паров являются полиамиды, аморфные полиамиды (APA), полиакрилонитрил и продукты полимеризации алифатических кетонов и алюминиевая фольга.
В качестве альтернативы EVOH или другим подобным барьерным слоям в термопластичные материалы вводились пластинчатые наполнители, такие как тальк, слюда и т.п., используемые для улучшения барьерных свойств ламинатов или композитов.
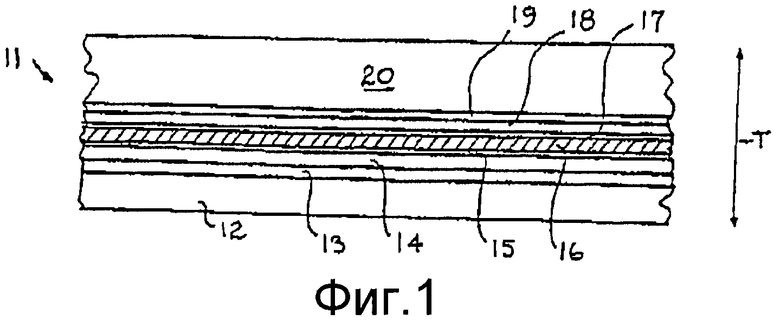
Типичный ламинат известного уровня техники, имеющий расположенный в средине барьерный слой, показан на Фиг.1, который будет более подробно описан ниже. Также известны ламинаты, имеющие барьерный слой, расположенный асимметрично внутри различных слоев материала.
Хотя все эти известные ламинатные или композитные структуры имеют эффективные свойства барьерного слоя, заявитель обнаружил, что эти и другие известные ламинатные и композитные структуры (с барьерными слоями или без них) страдают от проблемы деформации (овальности), когда их затем обрабатывают для изготовления сжимаемых трубчатых контейнеров, например тюбиков для зубной пасты. Деформация или овальность сжимаемых трубчатых контейнеров является проблемой как с точки зрения обращения (складирования или хранения пустых трубчатых контейнеров, например, сжатия и т.д.), так и последующих операций заполнения (недостаточное/более медленное время заполнения, например, наличие пустот, закупорок и т.д.). Деформация или проблема с овальностью возникает из-за того, что отдельные слои известных ламинатных или композитных структур искривляются и/или изгибаются при обработке и приводят к образованию асимметричных структур, и в результате каждый из отдельных слоев или каждая из групп слоев в ламинатной или композитной структуре проявляет свою картину напряжений, отличающуюся от картины напряжений в соседних слоях, т.е. в каждом слое, существует различный профиль полос молекулярной ориентации, что приводит к «несбалансированной молекулярной ориентации» соответствующих слоев или групп слоев.
Кроме того, заявитель обнаружил, что некоторые более агрессивные ингредиенты (например, поверхностно-активные вещества), когда их упаковывают, приводят к тому, что известные ламинатные и композитные структуры (с барьерными слоями или без них) проявляют такие недостатки, как растрескивание и/или расслоение слоев из-за наличия в них механических напряжений.
Основным фактором, способствующим всем вышеупомянутым проблемам, является то, что каждый слой или группа слоев, используемых для формирования ламинатной или композитной структуры, образуется из слоев отдельных полимерных материалов, имеющих различные профили молекулярной ориентации, при этом каждый из них проявляет отдельную картину напряжений, отличающуюся от картины напряжений в соседних слоях. Эти индивидуальные профили молекулярной ориентации и картины напряжений возникают в результате процессов быстрого нагревания и охлаждения, которые наблюдаются во время изготовления каждого слоя или группы слоев. Кроме того, обычно при изготовлении различных слоев или групп слоев используются разные процессы, одинаковые процессы в разное время (часто с разными партиями или источниками сырьевых материалов) или различные производственные линии (даже в разных географических местоположениях). В результате индивидуальные профили молекулярной ориентации и картины напряжений каждого слоя или группы слоев не согласуются или не уравновешиваются по всей полученной ламинатной или композитной структуре. Когда полученная ламинатная или композитная структура затем обрабатывается для изготовления сжимаемых трубчатых контейнеров, некоторые из этих несогласованных или несбалансированных индивидуальных профилей молекулярной ориентации и/или напряжений, свойственные для каждого слоя, снимаются, освобождая конкурирующие силы, которые вызывают деформацию или овальность в ламинатной или композитной структуре, и могут вредно повлиять на формирование трубки.
Настоящее изобретение решает эту проблему, используя преимущества существующей альтернативной технологии изготовления, а именно технологии экструзии с раздувом пленок для получения полимерных материалов или многослойных полимерных материалов, у которых слои не проявляют конфликтующих профилей молекулярной ориентации и/или картин напряжений. Вместо этого каждый слой или группа слоев имеет сходный профиль молекулярной ориентации, что приводит к «сбалансированной молекулярной ориентации» во всех соответствующих слоях или в группах слоев. Профиль молекулярной ориентации каждого слоя необязательно упорядочен в какой-либо определенной или заданной манере, просто каждый слой или группа слоев проявляет одинаковый профиль молекулярной ориентации (т.е. ориентационный профиль воспроизводится в каждом слое структуры). В результате соответствующие слои не проявляют конкурирующих сил или напряжений. Кроме того, эти получаемые экструзией с раздувом пленочные полимерные материалы или многослойные полимерные материалы могут иметь по меньшей мере сравнимые барьерные свойства, как у известных ламинатных или композитных структурах, описанных выше. Полученный экструзией с раздувом пленочный полимерный материал или многослойный полимерный материал может быть сформирован в трубку, имеющую боковой сварной шов или соединение, посредством использования общеизвестных технологий изготовления ламинатной трубки. Предпочтительно получаемый экструзией с раздувом пленочный полимерный материал или многослойный полимерный материал не требует последующего этапа ламинирования перед его формированием в виде трубки, включающей боковой сварной шов или соединение. Помимо этого заявитель обнаружил, что сжимаемые трубчатые контейнеры в соответствии с настоящим изобретением проявляют чрезвычайно повышенную стойкость к упаковываемым более агрессивным ингредиентам (таким как поверхностно-активные вещества) и не проявляют такой недостаток, как растрескивание из-за напряжений и/или расслоение слоев, даже когда их тестировали в течение длительных промежутков времени при повышенных уровнях воздействия агрессивных веществ. Это позволяет упаковывать более агрессивные ингредиенты, используя складываемые трубчатые контейнеры в соответствии с настоящим изобретением.
В соответствии с первым аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер, включающий боковую стенку, сформированную из полимерного материала, изготовленного из получаемой экструзией с раздувом пленки без последующего этапа ламинирования, при этом боковая стенка включает в себя продольный сварной шов или соединение.
Предпочтительно полимерным материалом является многослойный полимерный материал, изготовленный в виде получаемой экструзией с раздувом пленки.
Преимущественно многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
Предпочтительно полимерный материал включает в себя от одного до двадцати слоев, более предпочтительно от одного до десяти слоев. Преимущественно многослойный полимерный материал включает в себя восемь или девять слоев.
Предпочтительно многослойный полимерный материал включает в себя слой линейного полиэтилена средней плотности (LMDPE), слой полиэтилена высокой плотности (HDPE), связующий слой, барьерный слой, еще один связующий слой, еще один слой полиэтилена высокой плотности и еще один слой линейного полиэтилена средней плотности.
Альтернативно, многослойный полимерный материал включает в себя слой полиэтилена средней плотности, слой полиэтилена высокой плотности, еще один слой полиэтилена высокой плотности, слой полиэтилена малой плотности, связующий слой, барьерный слой, еще один связующий слой, еще один слой полиэтилена высокой плотности и еще один слой полиэтилена средней плотности.
Предпочтительно полимерный материал или многослойный полимерный материал имеет толщину от 100 до 500 микронов, более предпочтительно от 150 до 350 микронов, даже более предпочтительно от 200 до 300 микронов.
Преимущественно полимерный материал или многослойный полимерный материал имеет толщину по существу 250 микронов.
Альтернативно, многослойный полимерный материал включает в себя слой полиэтилена средней плотности по существу толщиной 30 микронов, слой полиэтилена высокой плотности толщиной по существу 20 микронов, еще один слой полиэтилена высокой плотности толщиной по существу 55 микронов, слой полиэтилена малой плотности толщиной по существу 20 микронов, связующий слой толщиной по существу 12,5 микронов, барьерный слой толщиной по существу 15 микронов, еще один связующий слой толщиной по существу 12,5 микронов, еще один слой полиэтилена высокой плотности толщиной по существу 25 микронов и еще один слой полиэтилена средней плотности толщиной по существу 60 микронов.
Предпочтительно по меньшей мере один барьерный слой включает в себя этиленвиниловый спирт (EVOH).
Альтернативно по меньшей мере один барьерный слой включает в себя аморфный полиамид (APA).
Альтернативно по меньшей мере один барьерный слой включает в себя Barex (фирм. название сополимера акрилонитрила и метилакрилата).
Альтернативно по меньшей мере один барьерный слой включает в себя термопластичную смолу или материал, наполненный пластинчатым наполнителем. Предпочтительно пластинчатый наполнитель включает в себя одно или более из таких веществ как глины, слюда, графит, монтмориллонит или тальк. Более предпочтительно пластинчатый наполнитель включает в себя тальк высокой чистоты.
В соответствии с другим аспектом настоящего изобретения предлагается полимерный материал, изготовленный в виде получаемой экструзией с раздувом пленки и используемый для изготовления сжимаемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение.
Предпочтительно многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
В соответствии с другим аспектом настоящего изобретения предлагается многослойный полимерный материал, изготовленный в виде получаемой экструзией с раздувом пленки и используемый для изготовления складываемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение.
Предпочтительно многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
В соответствии с другим аспектом настоящего изобретения предлагается использование полимерного материала или многослойного полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки, для изготовления складываемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение.
В соответствии с другим аспектом настоящего изобретения предлагается способ формирования сжимаемого трубчатого контейнера, включающего боковой сварной шов или соединение, при этом способ включает в себя этапы:
- захвата по меньшей мере одной ленты получаемого экструзией с раздувом пленочного полимерного материала или многослойного полимерного материала;
- формирования этой по меньшей мере одной ленты в удлиненную контейнерную форму с перекрывающими друг друга или стыкующимися краями; и
- сваривания и соединения краев вместе.
Предпочтительно поперечное сечение по меньшей мере части удлиненной контейнерной формы является по существу круглым или овальным.
Альтернативно поперечное сечение по меньшей мере части удлиненной контейнерной формы является по существу многогранным. Предпочтительно поперечное сечение по меньшей мере части удлиненной контейнерной формы является по существу квадратным с краями, сформированными сгибанием.
Предпочтительно получаемый экструзией с раздувом пленочный многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
В соответствии с другим аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер, включающий боковой сварной шов или соединение и сформированный по меньшей мере частично из многослойного полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки, при этом многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
В соответствии с другим аспектом настоящего изобретения предлагается применение сжимаемого трубчатого контейнера для упаковки предметов личного обихода или продуктов питания.
Предпочтительно сжимаемый трубчатый контейнер используется для упаковки зубной пасты или продуктов типа зубной пасты.
В соответствии с другим аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки, при этом боковая стенка включает в себя продольный сварной шов или соединение.
Предпочтительно полимерный материал является многослойным полимерным материалом, изготовленным в виде получаемой экструзией с раздувом пленки.
В соответствии с другим аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из многослойного полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки, при этом боковая стенка включает в себя продольный сварной шов или соединение, и каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль молекулярной ориентации.
Предпочтительно многослойный полимерный материал изготавливается в виде получаемой экструзией с раздувом пленки без последующего этапа ламинирования.
В соответствии с другим аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из многослойного полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки, при этом боковая стенка включает в себя продольный сварной шов или соединение, и каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль напряжений.
Предпочтительно многослойный полимерный материал изготавливается в виде получаемой экструзией с раздувом пленки без последующего этапа ламинирования.
В соответствии с другим аспектом настоящего изобретения предлагается сжимаемый трубчатый контейнер по существу такой, как описан выше, со ссылкой на приведенные чертежи или показанный на них.
В соответствии с другим аспектом настоящего изобретения предлагается использование полимерного материала или многослойного полимерного материала, изготовленного в виде получаемой экструзией с раздувом пленки так, как по существу описано выше со ссылкой на приведенные чертежи, или так, как показано на них.
В соответствии с другим аспектом настоящего изобретения предлагается способ формирования сжимаемого трубчатого контейнера, включающего в себя боковой сварной шов такой, как по существу описан выше со ссылкой на приведенные чертежи, или такой, как показано на них.
Теперь только посредством примера будут описаны предпочтительные варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи, на которых:
Фиг.1 - схематичное изображение структуры ламината известного уровня техники;
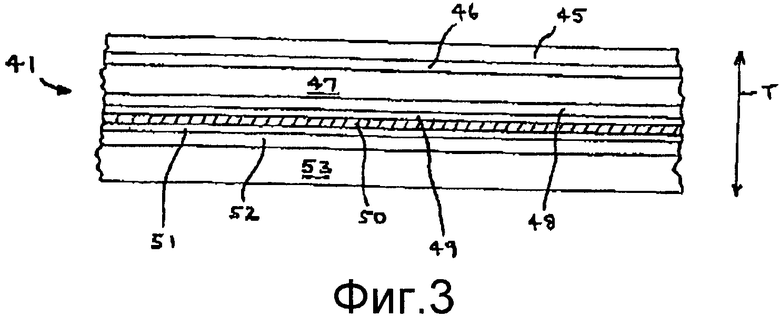
Фиг.2 - схематичное изображение первого получаемого экструзией с раздувом пленочного многослойного полимерного материала в соответствии с настоящим изобретением; и
Фиг.3 - схематичное изображение второго получаемого экструзией с раздувом пленочного многослойного полимерного материала в соответствии с настоящим изобретением.
Первый известный ламинат 11, показанный на Фиг.1, имеет общую толщину Т около 300 микронов и включает в себя большое число слоев 12-20, при этом внутренний слой обозначается как слой 12, а наружный слой - как слой 20. Ламинат 11 формируется экструзионным ламинированием или клеевым ламинированием. Внутренний слой 12 включает в себя линейный полиэтилен средней плотности (LMDPE), имеющий толщину около 75 микронов, и соседний наружный слой 13 включает в себя полиэтилен малой плотности (LDPE), имеющий толщину около 20 микронов. С внешней стороны от слоя 13 находится слой 14 из линейного полиэтилена малой плотности (LLDPE), имеющий толщину около 20 микронов, который связан с барьерным слоем 16 (заштрихованным для облегчения распознавания) из этиленвинилового спирта (EVON) посредством связующего слоя 15. Слой 15 обычно включает в себя полиэтилен с функциональным малеиновым ангидридом толщиной около 5 микронов, и барьерный слой 16 имеет толщину около 15-25 микронов. С внешней стороны барьерного слоя 16 находится связующий слой 17, слой 18 из линейного полиэтилена малой плотности и слой 19 из полиэтилена малой плотности, которые по существу идентичны соответственно слоям 15, 14 и 13. Наружный слой 20 является слоем из полиэтилена средней плотности, имеющим толщину около 110 микронов.
В результате названного выше производственного процесса, используемого для формирования ламинатной структуры (экструзионного ламинирования), отдельные картины напряжений (вызванных молекулярной ориентацией) возникают в каждом слое, которые отличаются от картин напряжений в соседних слоях. Эти отдельные картины напряжений возникают в результате процессов быстрого нагревания и охлаждения во время получения и формования каждого слоя ламинатной структуры. Заявитель обнаружил, что при последующей обработке ламинатной структуры для изготовления сжимаемых трубчатых контейнеров некоторые из этих конфликтующих отдельных напряжений ослабляются, что вызывает искривление, которое вредно влияет на формирование трубки. Полученные трубки могут страдать от овальности и от других искажений, которые в конце концов могут ухудшить структурную целостность трубки. Проблемы с овальностью в свою очередь влияют на процессы автоматизированной упаковки, перемещения и заполнения, которые ограничивают скорость проведения этапа заполнения и снижают общую эффективность процесса формирования и заполнения трубки. Помимо этого некоторые содержащиеся более агрессивные ингредиенты (такие, как поверхностно-активные вещества) вызывают у этих известных ламинатных и композитных структур (с барьерными слоями или без них) такие недостатки, как растрескивание из-за напряжений и/или расслоение слоев.
Теперь со ссылкой на Фиг.2 показан семислойный полимерный материал 31, соответствующий первому варианту осуществления настоящего изобретения, который формируется с использованием технологии экструзии с раздувом пленки. Семислойный полимерный материал 31 формируется совместной экструзией семи композиций из полимерных материалов в виде горячих расплавов через матрицу, и экструдированные расплавы вытягиваются и растягиваются дутьем на них охлаждающих потоков воздуха. Горячие расплавленные композиции совместно экструдируются в виде трубки, которая вытягивается охлаждающим потоком воздуха и пережимается на заданной длине для формирования цилиндрического пузыря. При образовании пузыря из раздуваемой пленки полимерные слои охлаждаются до тех пор, пока они не достигают достаточной прочности в расплаве для стабилизации пузыря и предотвращения его дальнейшего расширения. Точка, при которой пузырь из раздутой пленки охладился в достаточной степени для изменения своего состояния от нестабильного, когда пузырь может быть расширен, до состояния, когда пузырь стабилизируется, называется линией промерзания. Когда пузырь из раздутой пленки охладился, тогда его сминают в заданном месте прижимными роликами, и семислойный полимерный материал 31 наматывается на катушку, барабан и т.п. Это приводит к тому, что раздутый пленочный семислойный полимерный материал 31 будет иметь одинаковую толщину.
Технология раздувания пленки и производственное оборудование хорошо известны в этой области техники. Например, фирма Brampton Engineering из шт. Онтарио в Канаде (www.be-ca.com) изготавливает системы изготовления пленок экструзией с раздувом, подходящие для использования в производстве состоящего из пленок, получаемого экструзией с раздувом многослойного полимерного материала, применяемого в настоящем изобретении.
Семислойный полимерный материал 31 имеет общую толщину Т около 250 микронов и от внутренней части до наружной включает в себя слои 32-38. Внутренний слой 32 (который контактирует с упакованным продуктом) является слоем из линейного полиэтилена средней плотности (LMPDE) толщиной от 25 до 35 микронов. Соседний внешний слой 33 из полиэтилена высокой плотности (HDPE) толщиной от 15 до 50 микронов связан с барьерным слоем 35 посредством связующего слоя 34. Барьерный слой 35 является слоем EVOH или слоем аморфного полиамида. Барьерный слой 35 имеет толщину от около 10 до 15 микронов и связующий слой 34 имеет толщину от около 5 до 10 микронов. С внешней стороны барьерного слоя 35 находится второй связующий слой 36 толщиной от около 5 до 10 микронов, внешний слой 37 из полиэтилена высокой плотности (HDPE) имеет толщину от около 50 до 190 микронов и внешний слой 38 из линейного полиэтилена средней плотности (LMPDE) имеет толщину от около 25 до 35 микронов. Внешний слой 38 является наружным слоем и на нем можно печатать.
Все напряжения, присутствующие в каждом из слоев, образующих пленочный семислойный полимерный материал, выровнены или сбалансированы в результате полимерной цепной/молекулярной ориентации каждого слоя. Каждый слой или группа слоев имеет сходный профиль молекулярной ориентации, что приводит к «сбалансированной молекулярной ориентации» во всех соответствующих слоях или группах слоев. Профиль молекулярной ориентации каждого слоя необязательно должен быть упорядочен или ориентирован каким-нибудь определенным или заданным образом. Просто каждый слой или группа слоев проявляет одинаковый профиль молекулярной ориентации (т.е. профиль ориентации воспроизводится в каждом слое структуры). В результате соответствующие слои не проявляют конкурирующих картин напряжений, которые приводят к любым значительным искривлениям или к проблемам с овальностью.
Полоска или полоски из семислойного полимерного материала 31 затем используются для формирования сжимаемых трубчатых контейнеров. Лента или ленты сворачиваются в круглую или овальную формы с нахлестываемыми или стыкующимися краями ленты, которые свариваются или соединяются вместе для формирования по существу гибкой трубки с круглым или овальным поперечным сечением. В результате равномерной полимерной/молекулярной цепной ориентации каждого слоя устраняется вредное влияние искривлений или овальности.
На Фиг.3 показан девятислойный полимерный материал в соответствии со вторым вариантом осуществления настоящего изобретения, который снова формируется с использованием технологии получения пленки экструзией с раздувом. Девятислойный полимерный материал 41 имеет общую толщину Т около 250 микронов. Он формируется совместной экструзией девяти композиций из полимерных материалов как горячих расплавов через матрицу при одновременном вытягивании и растягивании экструдируемых расплавов дутьем на них потоков охлаждающего воздуха, так и при первом воплощении, описанном выше. Девятислойный полимерный материал 41 включает в себя внутренний слой 53 (который контактирует с пакуемым продуктом) из линейного полиэтилена малой плотности (LLDPE) толщиной около 60 микронов, слой 52 из полиэтилена высокой плотности (HDPE) толщиной около 25 микронов, связующий слой 51 толщиной около 12,5 микронов, барьерный слой 50 из EVOH толщиной около 15 микронов, еще один связующий слой 49 толщиной около 12,5 микронов, слой 48 из полиэтилена малой плотности (LDPE) толщиной около 20 микронов, слой 47 из полиэтилена высокой плотности (HDPE) толщиной около 55 микронов, слой 46 из полиэтилена высокой плотности (HDPE) толщиной около 20 микронов и наружный слой 45 из линейного полиэтилена малой плотности (LLDPE) толщиной около 30 микронов. Наружный слой 45 является внешней поверхностью, на которой можно печатать. Соседние слои из аналогичного материала могут альтернативно быть обеспечены как один более толстый слой (например, два соседних слоя 47 и 46 из полиэтилена высокой плотности, HDPE, описанные выше, могут быть обеспечены в виде только одного слоя полиэтилена высокой плотности, HDPE).
Затем снова формируются сжимаемые трубчатые контейнеры из ленты или лент из девятислойного полимерного материала 31. Лента или ленты сворачиваются в круглую или овальную форму с нахлестываемыми или стыкующимися краями ленты, которые свариваются или соединяются вместе для формирования гибкой трубки с круглым или овальным поперечным сечением. Из-за равномерной полимерной/молекулярной цепной ориентации каждого слоя устраняются вредные влияния искривлений или овальности.
Предпочтительный полиэтилен высокой плотности - HDPE, имеет плотность по меньшей мере 0,95/см2 и показатель текучести расплава от 4 до 10 г/10 мин, предпочтительно от 5 до 8 г/10 мин (нагрузка 2160 г при 190°С), измеренные в соответствии с ISO/IEC 1133.
Предпочтительный линейный полиэтилен малой плотности - LLDPE, имеет плотность 0,92/см2 и показатель текучести расплава 1,0 (нагрузка 2160 г при 190°С), измеренные в соответствии с ASTM D1238.
Другой предпочтительный полиэтилен высокой плотности - HDPE, имеет плотность 0,96г/см2 и показатель текучести расплава 1,2 (нагрузка 2160 г при 190°С), измеренные в соответствии с ASTM D1238.
Еще один предпочтительный полиэтилен высокой плотности - HDPE, имеет плотность 0,96г/см2 и показатель текучести расплава 0,95 (нагрузка 2160 г при 190°С), измеренные в соответствии с ASTM D1238.
Предпочтительный связующий слой имеет плотность 0,91г/см2 и показатель текучести расплава 1,7 (нагрузка 2160 г при 190°С), измеренные в соответствии с ASTM D1238.
Предпочтительный EVOH имеет плотность 1,17г/см2 и показатель текучести расплава 1,7 (нагрузка 2160 при 190°С), измеренные в соответствии с ASTM D1238.
Еще один предпочтительный полиэтилен высокой плотности - HDPE, имеет плотность 0,95г/см2 и показатель текучести расплава 0,95 (нагрузка 2160 г при 190°С), измеренные в соответствии с ASTM D1238.
Другой предпочтительный линейный полиэтилен малой плотности - LLDPE, имеет плотность 0,94г/см2 и показатель текучести расплава 2,5 (нагрузка 2160 при 190°С), измеренные в соответствии с ASTM D1238.
Сжимаемые трубчатые контейнеры в соответствии с настоящим изобретением испытывались для сравнения с трубками известного уровня техники, используемыми как контрольные для оценки стойкости к растрескиванию из-за напряжений и округлости.
Испытания для проверки стойкости к растрескиванию из-за напряжений основывались на следующих тестовых процедурах:
i) пережимание каждого конца трубки (используя ручной пережимающий аппарат 1484);
ii) кондиционирование трубок при 22-24°С и при 46-54% влажности в течение по меньшей мере 4 часов перед испытанием;
iii) при необходимости, заполнение каждой трубки Synperonic N;
iv) нанесение на наружную поверхность трубки Synperonic N;
v) размещение трубок в запаянном пластиковом пакете. Помещение пакета в печь при температуре 60°С на 15 дней;
vi) исследование наружной поверхности каждые 3 дня на какое-либо указание ее повреждения из-за напряжений. Отступление от этого не разрешается;
vii) при необходимости, надрезание пакета в конце 15 дней и исследование внутренних поверхностей.
Испытывались два комплекта из сорока сжимаемых трубчатых контейнеров в соответствии с настоящим изобретением (комплект GF1 и комплект GF1/1) и два комплекта из сорока контрольных трубок известного уровня техники (комплект 300/15 и комплект 300/25). Результаты были следующие:
Из этих результатов должно быть очевидно, что сжимаемые трубки, соответствующие настоящему изобретению, совсем не показали растрескивания из-за напряжений, в сравнении с растрескиванием, которому подвергались все контрольные трубки, соответствующие известному уровню техники.
Испытание на проверку округлости проводилось замером на Smartscope в соответствии с ASME Y14.5 (стандарт Американского Общества инженеров-механиков).
Испытывались комплект из ста сжимаемых трубчатых контейнеров в соответствии с настоящим изобретением (комплект GF1/1) и два комплекта из ста контрольных трубок известного уровня техники (комплект PBL Ламинат 1 и комплект PBL Ламинат 2). Результаты были следующие:
Из этих результатов должно быть очевидно, что складываемые трубки в соответствии с настоящим изобретением показали улучшенную округлость в сравнении с контрольными трубками по известному уровню техники.
Из предшествующего должно быть ясно, что настоящее изобретение может быть реализовано с использованием многих различных форм полимерного материала или многослойного полимерного материала из пленки, полученной экструзией с раздувом. Различные типы и сорта пластиков могут быть использованы для конструирования полученной экструзией с раздувом пленки, и толщина каждого слоя может различаться таким образом, как это подходит. Слои могут иметь симметричную конструируемую форму с возможным барьерным слоем в центре. Альтернативно слои могут быть расположены асимметрично, при этом возможный барьерный слой располагается ближе к наружному или к внутреннему слою конструкции. Это дает возможность использовать полученную экструзией с раздувом пленку любым образом, что обеспечивает гибкость в производстве сжимаемых трубчатых контейнеров.
Предпочтительно полученная экструзией с раздувом пленка будет включать в себя по меньшей мере один слой, который функционирует как барьерный слой. Также предпочтительно, чтобы полученная экструзией с раздувом пленка включала в себя по меньшей мере один слой, но не больше двадцати слоев. Особенно предпочтительно, чтобы полученная экструзией с раздувом пленка включала в себя девять слоев.
Предпочтительно барьерным слоем является слой из термопластичного материала EVOH или аморфного полиамида (APA). Барьерный слой может быть Barex.
Альтернативно или дополнительно может быть использован наполнитель с пластинчатой структурой. Наполнителем с пластинчатой структурой может являться любой из большого разнообразия слоистых наполнителей, предпочтительно такой, в котором пластинки расслаиваются под воздействием сдвигающего усилия, когда наполнитель смешивается с термопластичной смолой перед обработкой и особенно когда смесь наполнителя и термопластичной смолы подвергается совместной экструзии. Подходящие слоистые наполнители включают в себя глины, слюду, графит, монтмориллонит и тальк. Тальк является особенно предпочтительным слоистым наполнителем из-за его способности легко расслаиваться при сдвигающем усилии.
Особенно предпочтительные сорта талька для использования в настоящем изобретении продаются компанией Richard Baker Harrison Group (Англия) под торговой маркой MAGSIL, и особенно предпочтительным сортом талька является «Magsil Osmanthus», который расслаивается при обработке с образованием пластинок, имеющих среднее отношение ширины к высоте от 16 до 30 и минимальное отношение равное 5.
Высокое сдвиговое усилие, которому подвергаются частицы наполнителя в соответствии с настоящим изобретением, может прикладываться различными способами. Особенно предпочтительно прикладывать высокое сдвигающее усилие во время смешивания перед совместной экструзией горячих расплавов таким образом, чтобы осуществлялось расслаивание частиц наполнителя перед совместной экструзией. Также может осуществляться дальнейшее расслаивание во время этапа формования. Однако в основном предпочтительно осуществлять большую часть расслоения во время операции смешивания, при этом предпочтительной операцией смешивания является использование двухшнекового экструдера или смесителя Бэнбёри (Banbury).
Помимо расслоения частиц наполнителя в основном предпочтительно проводить совместную экструзию смолы с наполнителем в условиях, при которых частицы наполнителя становятся ориентированными таким образом, что их большая сторона существенно совмещается с поверхностью формовок. Это особенно эффективно достигалось при совместной экструзии горячих расплавов и также приводило к особенно эффективному расслоению частиц наполнителя, что тем самым приводило к особенно хорошему барьеру для молекул ароматизаторов.
Хотя настоящее изобретение особенно полезно в производстве тюбиков для зубной пасты, специалисты в этой области техники должны понимать, что такие тюбики в конечном счете могут быть использованы для любой цели.
Преимущественно получаемый экструзией с раздувом пленочный полимерный материал или многослойный полимерный материал не требует последующего этапа ламинирования перед своим формованием в трубку, включающую боковой сварной шов или соединение.
Хотя выше были описаны несколько вариантов выполнения сжимаемого трубчатого контейнера, один, или более, или все описанные признаки (и/или заявленные в прилагаемых пунктах формулы изобретения) могут обеспечиваться по отдельности или в любой комбинации в любом из вариантов осуществления. Как таковые, любой один или больше этих признаков может быть удален, замещен и/или добавлен к любой из комбинаций признаков, описанной и/или заявленной. Для устранения сомнений любой из признаков любого варианта осуществления может быть скомбинирован с любым другим признаком из любого из вариантов осуществления.
Хотя предпочтительные варианты осуществления настоящего изобретения были описаны выше и проиллюстрированы чертежами, они представлены только в качестве примеров и не являются ограничивающими. Специалистам в этой области техники должно быть ясно, что возможны многие альтернативы в пределах изобретения, как изложено в прилагаемых пунктах формулы изобретения.
Настоящее изобретение относится к сжимаемым трубчатым контейнерам, сформированным из получаемого экструзией с раздувом пленочного многослойного полимерного материала без последующей стадии ламинирования, и в частности к сжимаемому трубчатому контейнеру, включающему в себя боковую стенку, которая включает в себя продольный сварной шов или соединение, причем многослойный полимерный материал имеет толщину 150 - 350 микронов, более предпочтительно 200 - 300 микронов. Каждый слой многослойного полимерного материала использует преимущества по существу аналогичного или сбалансированного профиля молекулярной ориентации. Настоящее изобретение также относится к способу формирования такого контейнера. Контейнеры по изобретению имеют улучшенную овальность без растрескивания из-за напряжений. 11 н. и 18 з.п. ф-лы, 3 ил., 2 табл.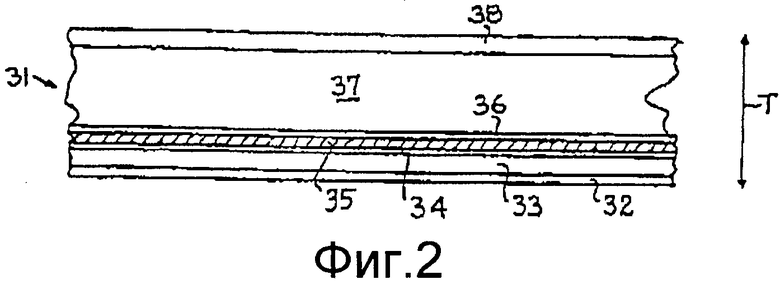
1. Сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из многослойного полимерного материала, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом боковая стенка включает в себя продольный сварной шов или соединение, и многослойный полимерный материал имеет толщину 150-350 микронов, более предпочтительно 200-300 микронов.
2. Контейнер по п.1, в котором многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
3. Контейнер по п.1 или 2, в котором многослойный полимерный материал включает в себя до двадцати слоев.
4. Контейнер по п.1 или 2, в котором многослойный полимерный материал включает в себя до десяти слоев.
5. Контейнер по п.1 или 2, в котором многослойный полимерный материал включает в себя восемь слоев.
6. Контейнер по п.1 или 2, в котором многослойный полимерный материал включает в себя девять слоев.
7. Контейнер по п.1 или 2, в котором многослойный полимерный материал включает в себя слой линейного полиэтилена средней плотности, слой полиэтилена высокой плотности, связующий слой, барьерный слой, еще один связующий слой, еще один слой полиэтилена высокой плотности и еще один слой линейного полиэтилена средней плотности.
8. Контейнер по п.2, в котором многослойный полимерный материал включает в себя слой полиэтилена средней плотности, слой полиэтилена высокой плотности, еще один слой полиэтилена высокой плотности, слой полиэтилена малой плотности, связующий слой, барьерный слой, еще один связующий слой, еще один слой полиэтилена высокой плотности и еще один слой полиэтилена средней плотности.
9. Контейнер по п.1 или 2, в котором многослойный полимерный материал имеет толщину по существу 250 микронов.
10. Контейнер по п.8, в котором многослойный полимерный материал включает в себя слой полиэтилена средней плотности толщиной по существу 30 микронов, слой полиэтилена высокой плотности толщиной по существу 20 микронов, еще один слой полиэтилена высокой плотности толщиной по существу 55 микронов, слой полиэтилена малой плотности толщиной по существу 20 микронов, связующий слой толщиной по существу 12,5 микронов, барьерный слой толщиной по существу 15 микронов, еще один связующий слой толщиной по существу 12,5 микронов, еще один слой полиэтилена высокой плотности толщиной по существу 25 микронов и еще один слой полиэтилена средней плотности толщиной по существу 60 микронов.
11. Контейнер по п.9, в котором многослойный полимерный материал включает в себя слой линейного полиэтилена малой плотности толщиной по существу 30 микронов, слой полиэтилена высокой плотности толщиной по существу 20 микронов, еще один слой полиэтилена высокой плотности толщиной по существу 55 микронов, слой полиэтилена малой плотности толщиной по существу 20 микронов, связующий слой толщиной по существу 12,5 микронов, барьерный слой толщиной по существу 15 микронов, еще один связующий слой толщиной по существу 12,5, еще один слой полиэтилена высокой плотности толщиной по существу 25 микронов и еще один слой линейного полиэтилена малой плотности толщиной по существу 60 микронов.
12. Контейнер по п.2, в котором по меньшей мере один барьерный слой включает в себя этиленвиниловый спирт (EVOH).
13. Контейнер по п.2, в котором по меньшей мере один барьерный слой включает в себя аморфный полиамид (АРА).
14. Применение многослойного полимерного материала, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, для изготовления сжимаемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение, при этом многослойный полимерный материал имеет толщину 150-350 микронов, более предпочтительно 200-300 микронов.
15. Способ формирования сжимаемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение, при этом способ включает в себя этапы:
- захвата по меньшей мере одной ленты многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования,
- формирования по меньшей мере одной ленты в удлиненную контейнерную форму с нахлестываемыми или стыкующимися краями; и
- сваривания или соединения краев вместе.
16. Способ по п.15, в котором поперечное сечение по меньшей мере части удлиненной контейнерной формы является по существу круглым или овальным.
17. Способ по п.15, в котором поперечное сечение по меньшей мере части удлиненной контейнерной формы является многогранным.
18. Способ по п.15 или 17, в котором поперечное сечение по меньшей мере части удлиненной контейнерной формы является по существу квадратным с краями, формируемыми сгибанием.
19. Способ по любому из пп.15-17, в котором получаемый экструзией с раздувом пленочный многослойный полимерный материал включает в себя по меньшей мере один барьерный слой.
20. Сжимаемый трубчатый контейнер, включающий в себя боковой сварной шов или соединение и сформированный по меньшей мере частично из многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом многослойный полимерный материал также включает в себя по меньшей мере один барьерный слой.
21. Применение сжимаемого трубчатого контейнера по любому из пп.1-13 или 20 для упаковки предметов личного обихода.
22. Применение сжимаемого трубчатого контейнера по одному из пп.1-13 или 20 для упаковки продуктов питания.
23. Применение сжимаемого трубчатого контейнера по любому из пп.1-13 или 20 для упаковки зубной пасты или продуктов типа зубной пасты.
24. Сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом боковая стенка включает в себя продольный сварной шов или соединение, и каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль молекулярной ориентации.
25. Способ формирования сжимаемого трубчатого контейнера, включающего в себя боковой сварной шов или соединение, при этом способ включает в себя этапы:
- захвата по меньшей мере одной ленты многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль молекулярной ориентации;
- формирования по меньшей мере одной ленты в удлиненную контейнерную форму с нахлестываемыми или стыкующимися краями; и
- сваривания или соединения краев вместе.
26. Сжимаемый трубчатый контейнер, включающий в себя боковую стенку, сформированную из многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом боковая стенка включает в себя продольный сварной шов или соединение, и каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль напряжений.
27. Способ формирования сжимаемого трубчатого контейнера, включающего боковой сварной шов или соединение, при этом способ включает в себя этапы:
- захвата по меньшей мере одной ленты пленочного многослойного полимерного материала, имеющего толщину 150-350 микронов, более предпочтительно 200-300 микронов, полученного в виде пленки, изготовленной экструзией с раздувом без последующей стадии ламинирования, при этом каждый слой многослойного полимерного материала имеет по существу аналогичный или сбалансированный профиль напряжений;
- формирования по меньшей мере одной ленты в удлиненную контейнерную форму с нахлестываемыми или стыкующимися краями; и
- сваривания или соединения краев вместе.
28. Контейнер по п.2, в котором по меньшей мере один барьерный слой включает в себя термопластичную смолу или материал, наполненный пластинчатым наполнителем.
29. Контейнер по п.28, в котором пластинчатый наполнитель включает в себя любой один или более из глин, слюды, графита, монтмориллонита или талька.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| WO 00/58076 A1, 05.10.2000 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

