Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к инструменту регулирования внутренней поверхности, оправке, стержню, стану горячей прокатки, пресс-валковой прошивной машине и волочильной машине.
Настоящая заявка имеет приоритет заявки на патент Японии № 2012-185032, поданной 24 августа 2012, раскрытие которой включено здесь путем ссылки.
Уровень техники
[0002] Прошивная машина и раскатный стан (стан для раскатки труб на оправке) широко используются в качестве стана горячей прокатки для изготовления бесшовной металлической трубы. Прошивная машина включает пару наклонных валков и оправку. Оправка расположена на линии прокатки между парой наклонных валков. В прошивной машине трубная заготовка толкается к оправке при вращении в периферийном направлении круглой заготовки, трубная заготовка прошивается, и, таким образом, образуется полая трубная гильза (полая заготовка). Если необходимо, после прошивной машины расположен раскатный стан. Подобно прошивной машине раскатный стан включает пару наклонных валков и оправку. Раскатный стан протягивает полую трубную заготовку, и, таким образом, диаметр полой трубной заготовки увеличивается, а ее толщина утончается.
[0003] Оправки, введенные в прошивную машину, и раскатный стан поддерживаются в заданном положении стержнем (стержнем оправки). Стержень продолжается к линии прокатки, и задний конец стержня закреплен крепежным устройством, например, упорным блоком или блоком извлечения во время горячей прокатки (во время прошивки прошивной машиной и во время удлинения раскатным станом).
[0004] Задний конец оправки соединен с наконечником стержня. В общем задний конец оправки имеет охватывающий винт, а наконечник стержня имеет резьбовое отверстие. В дополнение наконечник стержня ввинчен в задний конец оправки, и, таким образом, оправка и стержень соединены друг с другом. Таким образом, далее это называется инструмент регулирования внутренней поверхности, в котором оправка и стержень соединены друг с другом за одно целое. То есть инструмент регулирования внутренней поверхности регулирует форму внутренней поверхности трубной заготовки (которая представляет собой полую трубную заготовку).
[0005] При горячей прокатке трубной заготовки и полой трубной заготовки, имеющих высокую температуру, оправка получает высокую температуру и высокое контактное давление от трубной заготовки и полой трубной заготовки. Соответственно, поверхность оправки изнашивается или заедает. Если прошивка выполняется множество раз, участок оправки может разрушаться. Если для прошивки используется разрушенная оправка, на внутренней поверхности горячекатанной трубной заготовки или полой трубной заготовки легко образуются царапины. Соответственно, разрушенная оправка заменяется новой оправкой.
[0006] При замене оправки, оправка, ввинченная в стержень, поворачивается и извлекается из стержня, и новая оправка ввинчивается в стержень и соединяется со стержнем. В это время, если оправка и стержень расположены не коаксиально друг с другом и вращаются, происходит нарушение зацепления между резьбами охватываемого винта и охватывающего винта. Если происходит нарушение зацепления, оправка не извлекается из стержня, и оправка не ввинчивается в стержень. В результате оправку сложно заменять.
[0007] Описанный ниже патентный документ 1 раскрывает способ замены оправки для предотвращения вышеописанного нарушения зацепления.
[0008] В описанном ниже патентном документе 1 всегда при вращении оправки оправка перемещается назад и вперед, и определяются угол вращения и положение оправки, подходящие для исключения нарушения зацепления. Более того, оправка дополнительно вращается с использованием определенного значения.
Документ известного уровня техники
Патентный документ
[0009] Патентный документ 1: Нерассмотренная заявка на патент Японии, первая публикация №. 2008-229648
Сущность изобретения
Проблемы, решаемые изобретением
[0010] В способе замены оправки, раскрытом в патентном документе 1, для того, чтобы исключить нарушение зацепления, должны быть определены угол вращения и положение оправки, и работа по замене является сложной, или время замены увеличивается. То есть в связанном уровне техники замена оправки относительно стержня является трудной, и обслуживание затрудняется. При учете эффективности производства или обслуживания во время прошивки предпочтительно, что замена оправки относительно стержня является легко выполняемой.
[0011] Настоящее изобретение выполнено с учетом вышеописанных обстоятельств, и его задача заключается в том, чтобы позволять простую замену оправки относительно стержня и упрощать обслуживание.
Средства решения проблемы
[0012] Настоящее изобретение вводит следующие средства решения проблем и достижения связанной задачи.
(1) Согласно аспекту настоящего изобретения обеспечен инструмент регулирования внутренней поверхности, включающий: стержень; оправку, которая соединена со стержнем с возможностью отсоединения; и соединительный элемент, который соединяет оправку и стержень с помощью магнитной силы, в котором один из оправки и стержня включает стержнеобразный участок, который продолжается в аксиальном направлении одного из них, другой из оправки и стержня включает соединительное отверстие, которое продолжается в аксиальном направлении другого из них и в которое вставляется стержнеобразный участок, а соединительный элемент представляет собой постоянный магнит, который прикреплен по меньшей мере к одному стержнеобразному участку и соединительному отверстию.
Согласно этой конфигурации, так как оправка и стержень соединены друг с другом с помощью магнитной силы, прикрепление и отсоединение (замена) оправки относительно стержня выполняется легко, и в результате обслуживание выполняется легче.
[0013] (2) В инструменте регулирования внутренней поверхности согласно пункту (1) формы сечения стержнеобразного участка и соединительного отверстия могут представлять собой окружности.
Согласно этой конфигурации оправка может свободно вращаться вокруг аксиального направления. В результате, например, даже когда оправка принимает внешнюю силу в периферийном направлении, такую как кручение от трубной заготовки, соединительный участок между оправкой и стержнем не разрушается легко.
[0014] (3) В инструменте регулирования внутренней поверхности согласно пункту (1) или (2), соединительный элемент может быть прикреплен по меньшей мере к одной из внешней периферийной поверхности стержнеобразного участка и внутренней периферийной поверхности соединительного отверстия.
Согласно этой конфигурации, например, так как соединительный элемент расположен на участке, который не получает легко высокую температуру от трубной заготовки, соединительный элемент может жестко соединять оправку и стержень.
[0015] (4) В инструменте регулирования внутренней поверхности согласно пункту (3) когда соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка, соединительное отверстие может быть образовано в ферромагнитном корпусе, который по меньшей мере является участком одного из оправки и стержня, а когда соединительный элемент прикреплен к внутренней периферийной поверхности соединительного отверстия, по меньшей мере стержнеобразный участок одного из оправки и стержня может быть образован ферромагнитным корпусом.
Согласно этой конфигурации оправка и стержень могут быть дополнительно жестко соединены друг с другом.
[0016] (5) В инструменте регулирования внутренней поверхности согласно пункту (4) когда соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка, один или более соединительных элементов могут быть расположены вокруг оси одного из оправки и стержня на внешней периферийной поверхности стержнеобразного участка, а когда соединительный элемент прикреплен к внутренней периферийной поверхности соединительного отверстия, один или более соединительных элементов могут быть расположены вокруг оси другого из оправки и стержня на внутренней периферийной поверхности соединительного отверстия.
Согласно этой конфигурации оправка и стержень могут быть дополнительно жестко соединены друг с другом.
[0017] (6) В инструменте регулирования внутренней поверхности согласно пункту (4) или (5), когда соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка, соединительный элемент может быть прикреплен в положении на расстоянии от конца стержнеобразного участка, а когда соединительный элемент прикреплен к внутренней периферийной поверхности соединительного отверстия, соединительный элемент может быть прикреплен в положении на расстоянии от открытого конца соединительного отверстия.
Например, во время горячего изготовления трубы (во время прошивки прошивной машиной или во время протягивания раскатным станом) или т.п. оправка легко принимает внешнюю силу в аксиальном направлении оправки от трубной заготовки. Согласно конфигурации по пункту (6), так как соединительный элемент не вступает легко в контакт с нижней поверхностью соединительного отверстия, соединительный элемент не легко разрушается.
[0018] (7) В инструменте регулирования внутренней поверхности согласно любому одному из пунктов (3)-(6), по меньшей мере на одной из внешней периферийной поверхности стержнеобразного участка и внутренней периферийной поверхности соединительного отверстия может быть образована канавка, и соединительный элемент может быть установлен в канавке так, что между поверхностью соединительного элемента и открытой поверхностью канавки образуется зазор.
Согласно этой конфигурации, так как соединительный элемент не выступает наружу из канавки, например, во время соединения, горячего изготовления трубы или т.п., соединительный элемент не легко разрушается.
[0019] (8) В инструменте регулирования внутренней поверхности согласно пункту (1) или (2), соединительный элемент может быть прикреплен по меньшей мере к одной из концевой поверхности стержнеобразного участка и нижней поверхности соединительного отверстия.
Согласно этой конфигурации, например, так как соединительный элемент расположен на участке, который не легко получает высокую температуру от трубной заготовки, соединительный элемент может жестко соединять оправку и стержень.
[0020] (9) В инструменте регулирования внутренней поверхности согласно пункту (8), когда соединительный элемент прикреплен к концевой поверхности стержнеобразного участка, соединительное отверстие может быть образовано в ферромагнитном корпусе, который по меньшей мере является участком одного из оправки и стержня, а когда соединительный элемент прикреплен к нижней поверхности соединительного отверстия, по меньшей мере стержнеобразный участок одного из оправки и стержня может быть образован ферромагнитным корпусом.
Согласно этой конфигурации оправка и стержень могут быть дополнительно жестко соединены друг с другом.
[0021] (10) В инструменте регулирования внутренней поверхности согласно пункту (9) по меньшей мере на одной из концевой поверхности стержнеобразного участка и нижней поверхности соединительного отверстия может быть образовано установочное отверстие, и соединительный элемент может быть вставлен в установочное отверстие так, что между поверхностью соединительного элемента и открытой поверхностью установочного отверстия образуется зазор.
Согласно этой конфигурации, так как соединительный элемент не выступает наружу из установочного отверстия, например, во время соединения, горячего изготовления трубы или т.п., соединительный элемент не легко разрушается.
[0022] Согласно другому аспекту настоящего изобретения обеспечена оправка, которая соединена со стержнем с возможностью отсоединения, включающая: стержнеобразный участок или соединительное отверстие, которое продолжается в аксиальном направлении оправки; и соединительный элемент, который соединяет стержень и оправку с помощью магнитной силы, причем соединительный элемент представляет собой постоянный магнит, который прикреплен к стержнеобразному участку или соединительному отверстию.
[0023] (12) В оправке согласно пункту (11) форма сечения стержнеобразного участка или соединительного отверстия может представлять собой окружность.
[0024] (13) В оправке согласно пункту (11) или (12) соединительный элемент может быть прикреплен к внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия.
[0025] (14) В оправке согласно пункту (13) один или более соединительных элементов могут быть расположены вокруг оси оправки на внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия.
[0026] (15) В оправке согласно пункту (13) или (14), когда соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка, соединительный элемент может быть прикреплен в положении на расстоянии от конца стержнеобразного участка, а когда соединительный элемент прикреплен к внутренней периферийной поверхности соединительного отверстия, соединительный элемент может быть прикреплен в положении на расстоянии от открытого конца соединительного отверстия.
[0027] (16) В оправке согласно любому одному из пунктов (13)-(15) на внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия может быть образована канавка, и соединительный элемент может быть установлен в канавке так, что между поверхностью соединительного элемента и открытой поверхностью канавки образуется зазор.
[0028] (17) В оправке согласно пункту (11) или (12) соединительный элемент может быть прикреплен к концевой поверхности стержнеобразного участка или нижней поверхности соединительного отверстия.
[0029] (18) В оправке согласно пункту (17) на концевой поверхности стержнеобразного участка или нижней поверхности соединительного отверстия может быть образовано установочное отверстие, и соединительный элемент может быть вставлен в установочное отверстие так, что между поверхностью соединительного элемента и открытой поверхностью установочного отверстия образуется зазор.
[0030] (19) Согласно еще одному аспекту настоящего изобретения обеспечен стержень, который соединен с оправкой с возможностью отсоединения, включающий: стержнеобразный участок или соединительное отверстие, которое продолжается в аксиальном направлении стержня; и соединительный элемент, который соединяет стержень и оправку с помощью магнитной силы, причем соединительный элемент представляет собой постоянный магнит, который прикреплен к стержнеобразному участку или соединительному отверстию.
[0031] (20) В стержне согласно пункту (19) форма сечения стержнеобразного участка или соединительного отверстия может представлять собой окружность.
[0032] (21) В стержне согласно пункту (19) или (20) соединительный элемент может быть прикреплен к внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия.
[0033] (22) В стержне согласно пункту (21) один или более соединительных элементов могут быть расположены вокруг оси стержня на внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия.
[0034] (23) В стержне согласно пункту (21) или (22), когда соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка, соединительный элемент может быть прикреплен в положении на расстоянии от конца стержнеобразного участка, а когда соединительный элемент прикреплен к внутренней периферийной поверхности соединительного отверстия, соединительный элемент может быть прикреплен в положении на расстоянии от открытого конца соединительного отверстия.
[0035] (24) В стержне согласно любому одному из пунктов (21)-(23) на внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия может быть образована канавка, и соединительный элемент может быть установлен в канавке так, что между поверхностью соединительного элемента и открытой поверхностью канавки образуется зазор.
[0036] (25) В стержне согласно пункту (19) или (20) соединительный элемент может быть прикреплен к концевой поверхности стержнеобразного участка или нижней поверхности соединительного отверстия.
[0037] (26) В стержне согласно пункту (25) на концевой поверхности стержнеобразного участка или нижней поверхности соединительного отверстия может быть образовано установочное отверстие, и соединительный элемент может быть вставлен в установочное отверстие так, что между поверхностью соединительного элемента и открытой поверхностью установочного отверстия образуется зазор.
[0038] (27) Согласно еще одному аспекту настоящего изобретения обеспечен стан горячей прокатки для изготовления бесшовной металлической трубы, включающий: пару наклонных валков и инструмент регулирования внутренней поверхности согласно любому одному из пунктов (1)-(10).
[0039] (28) Согласно еще одному аспекту настоящего изобретения обеспечена пресс-валковая прошивная машина для изготовления бесшовный металлической трубы, включающая: контейнер и инструмент регулирования внутренней поверхности согласно любому одному из пунктов (1)-(10).
[0040] (29) Согласно еще одному аспекту настоящего изобретения обеспечена волочильная машина для изготовления бесшовной металлической трубы, включающая: суженную волоку; зажимной патрон и инструмент регулирования внутренней поверхности согласно любому одному из пунктов (1)-(10).
Технические эффекты изобретения
[0041] Согласно аспектам замена оправки относительно стержня выполняется легко, и обслуживание может быть выполнено легче.
Краткое описание чертежей
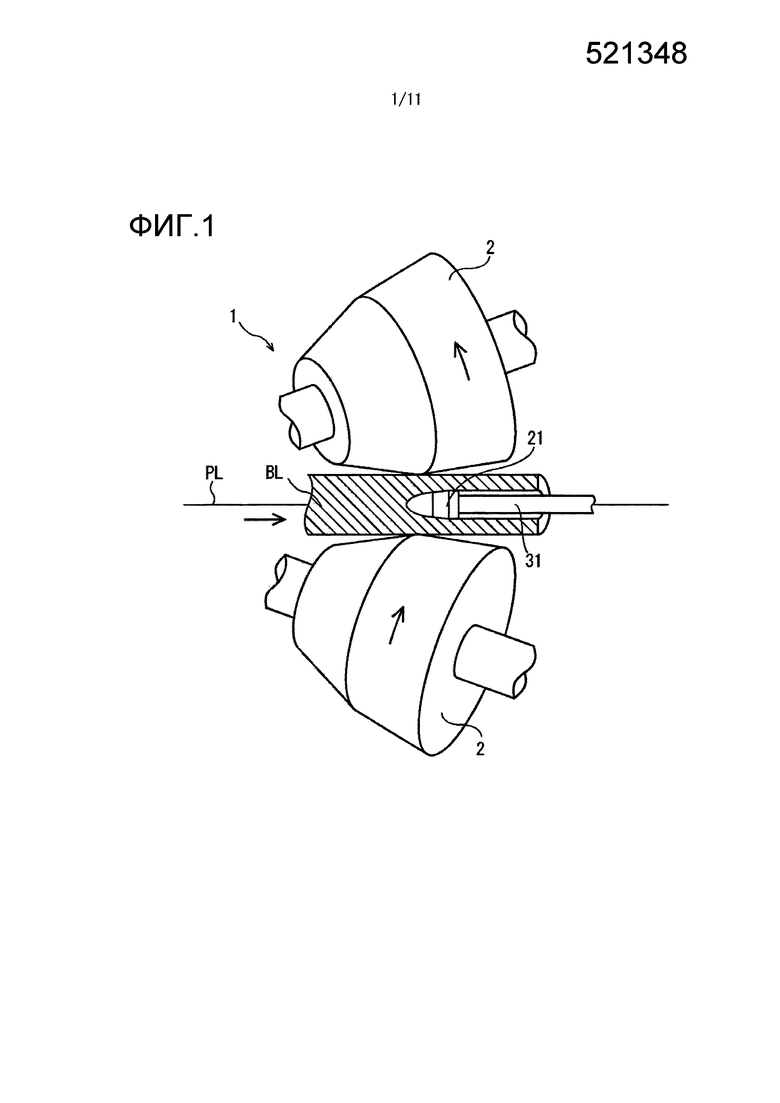
[0042] Фиг. 1 представляет собой схематический вид, показывающий конфигурацию прошивной машины согласно первому варианту выполнения настоящего изобретения.
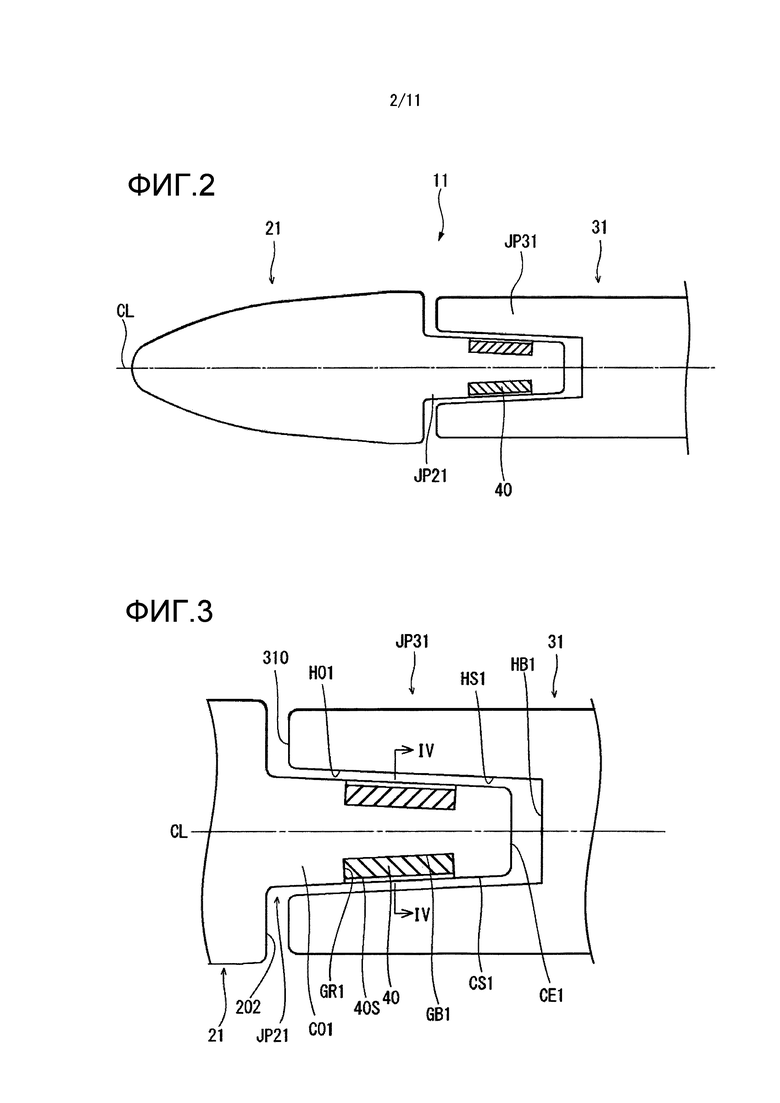
Фиг. 2 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) на Фиг. 1.
Фиг. 3 представляет собой вид в продольном сечении соединительного участка инструмента регулирования внутренней поверхности (оправки и стержня) на Фиг. 2.
Фиг. 4 представляет собой вид в сечении, взятом вдоль линии IV-IV на Фиг 3.
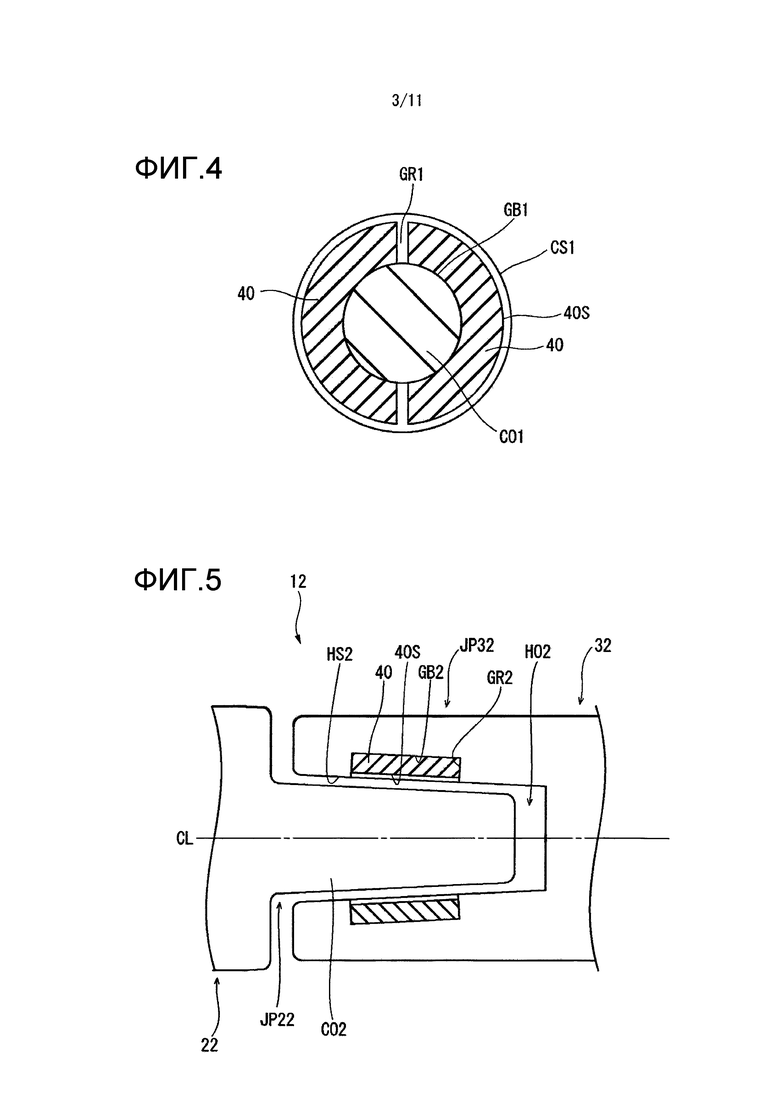
Фиг. 5 представляет собой вид в продольном сечении соединительного участка инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно второму варианту выполнения настоящего изобретения.
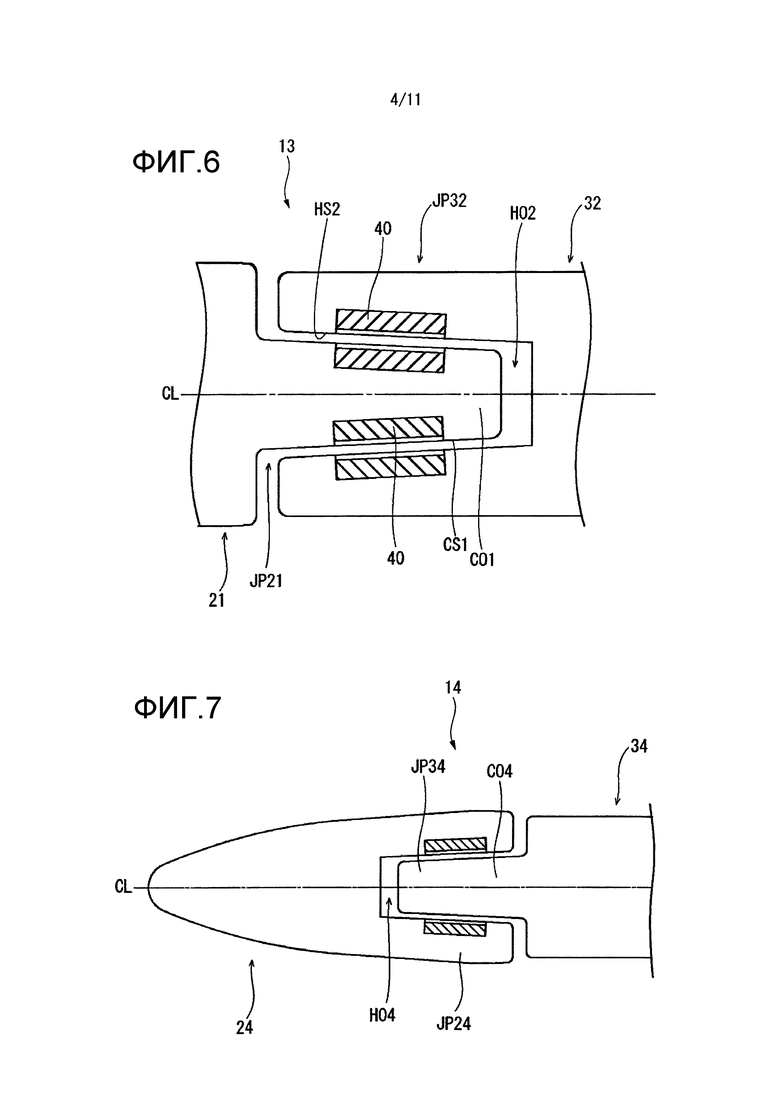
Фиг 6 представляет собой вид в продольном сечении соединительного участка инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно третьему варианту выполнения настоящего изобретения.
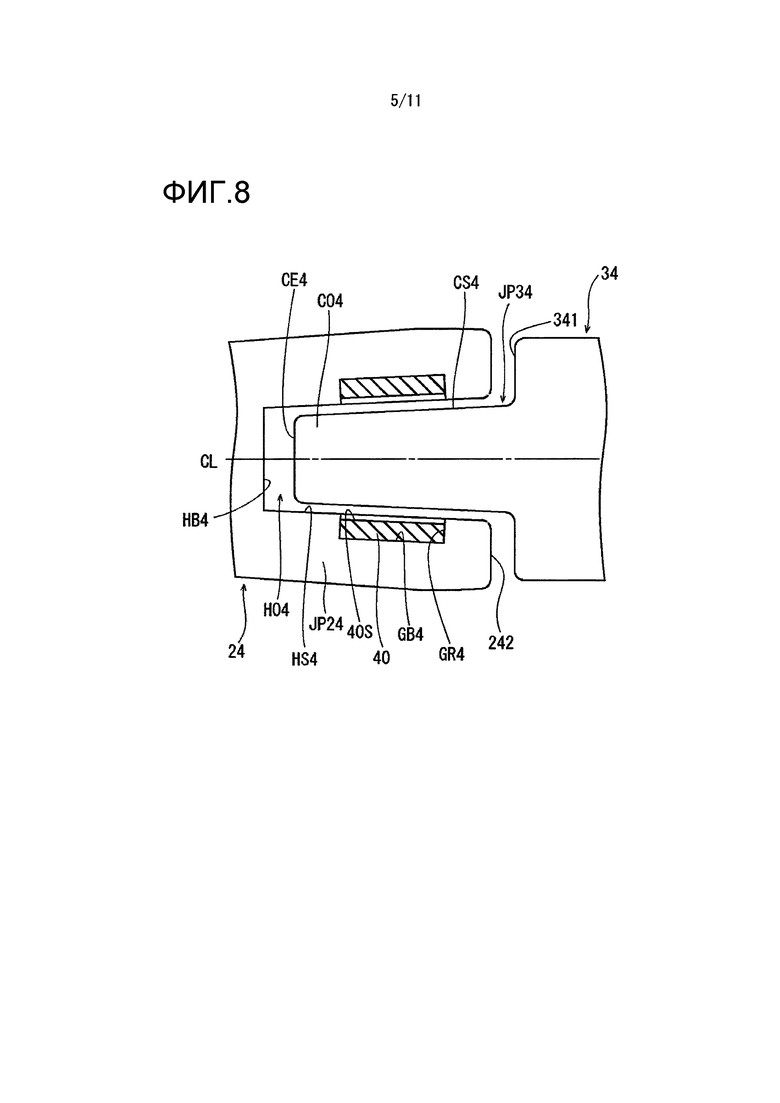
Фиг. 7 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно четвертому варианту выполнения настоящего изобретения.
Фиг. 8 представляет собой вид в продольном сечении соединительного участка инструмента регулирования внутренней поверхности (оправки и стержня) на Фиг. 7.
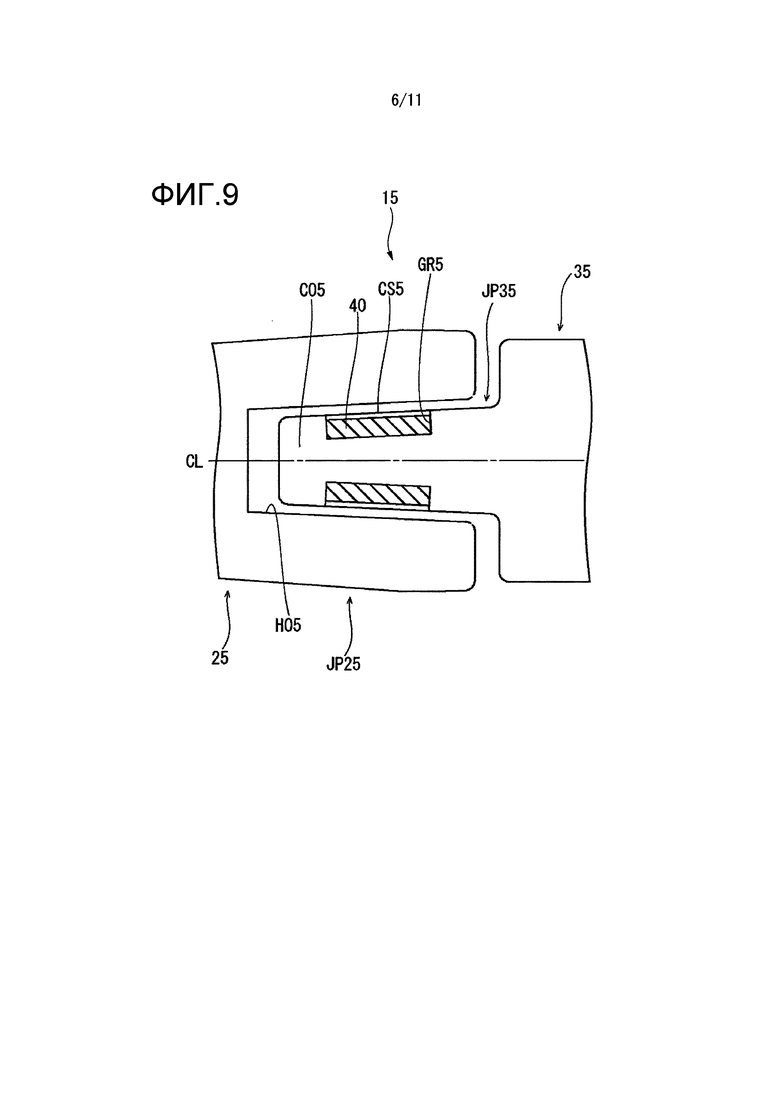
Фиг. 9 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно пятому варианту выполнения настоящего изобретения.
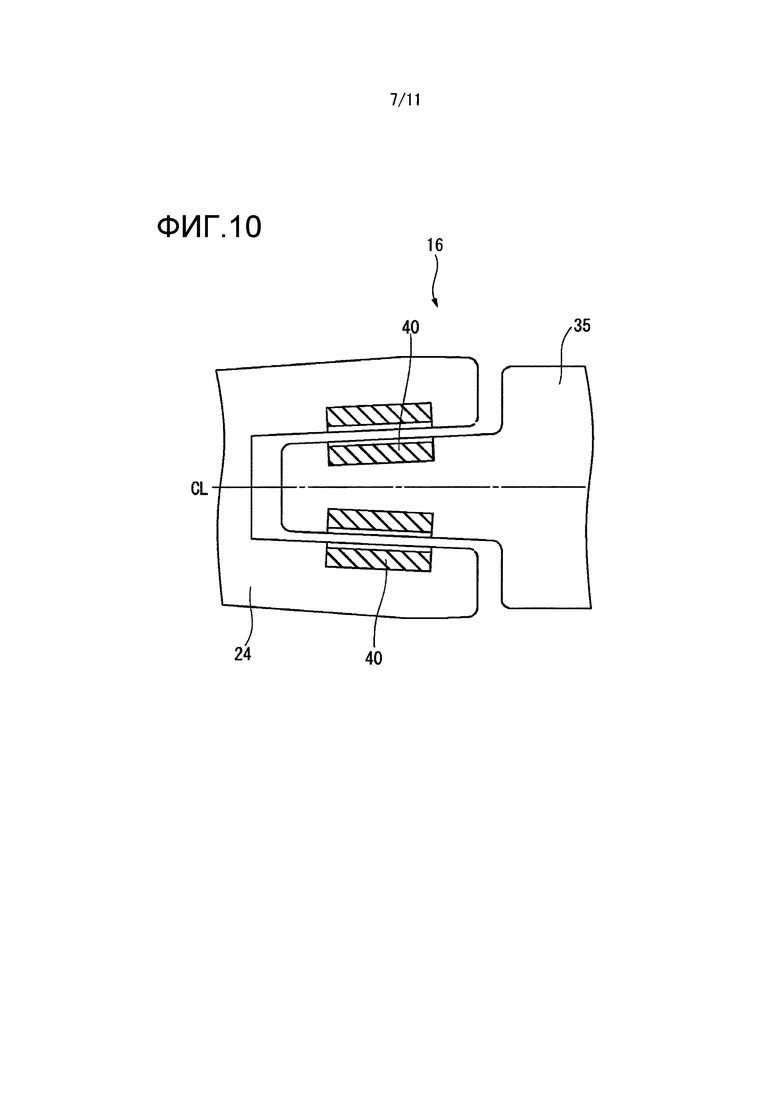
Фиг. 10 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно шестому варианту выполнения настоящего изобретения.
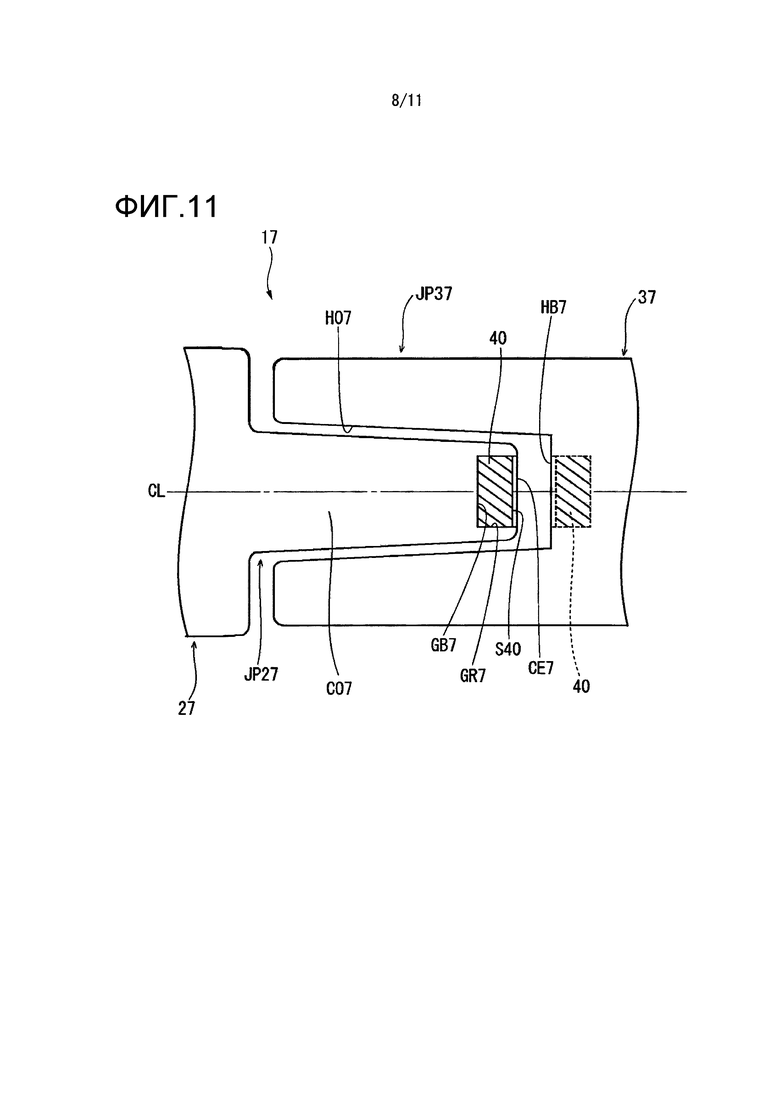
Фиг. 11 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно седьмому варианту выполнения настоящего изобретения.
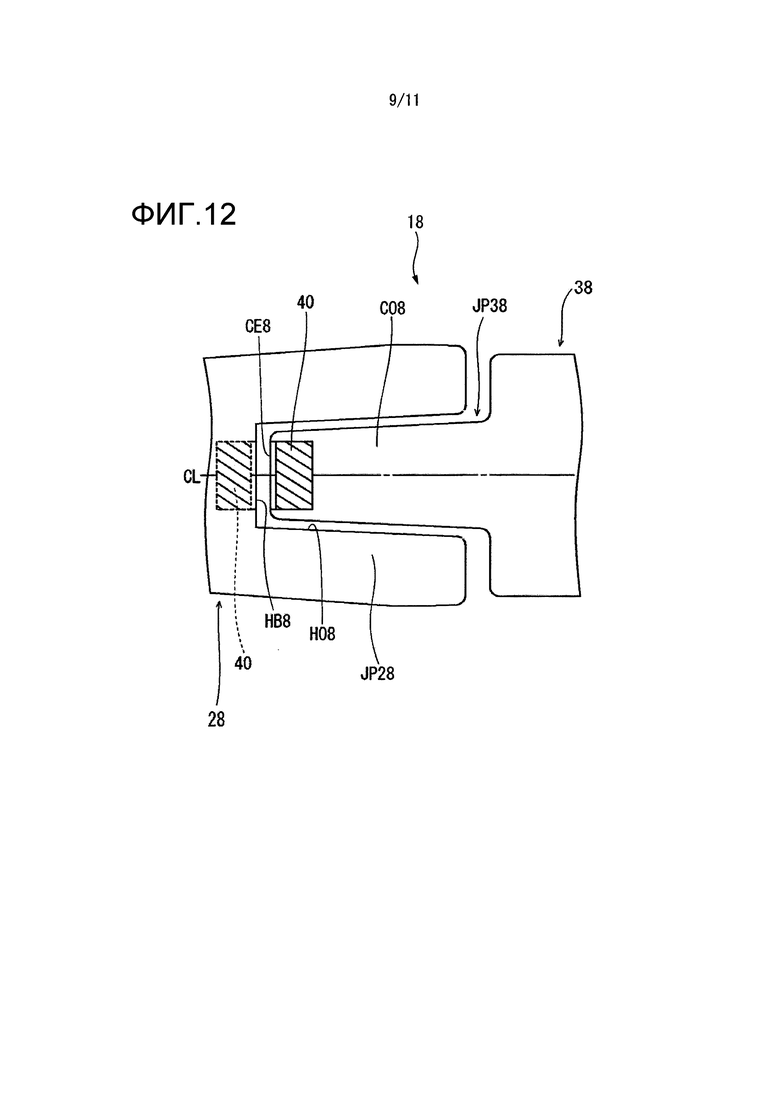
Фиг. 12 представляет собой вид в продольном сечении инструмента регулирования внутренней поверхности (оправки и стержня) прошивной машины согласно восьмому варианту выполнения настоящего изобретения.
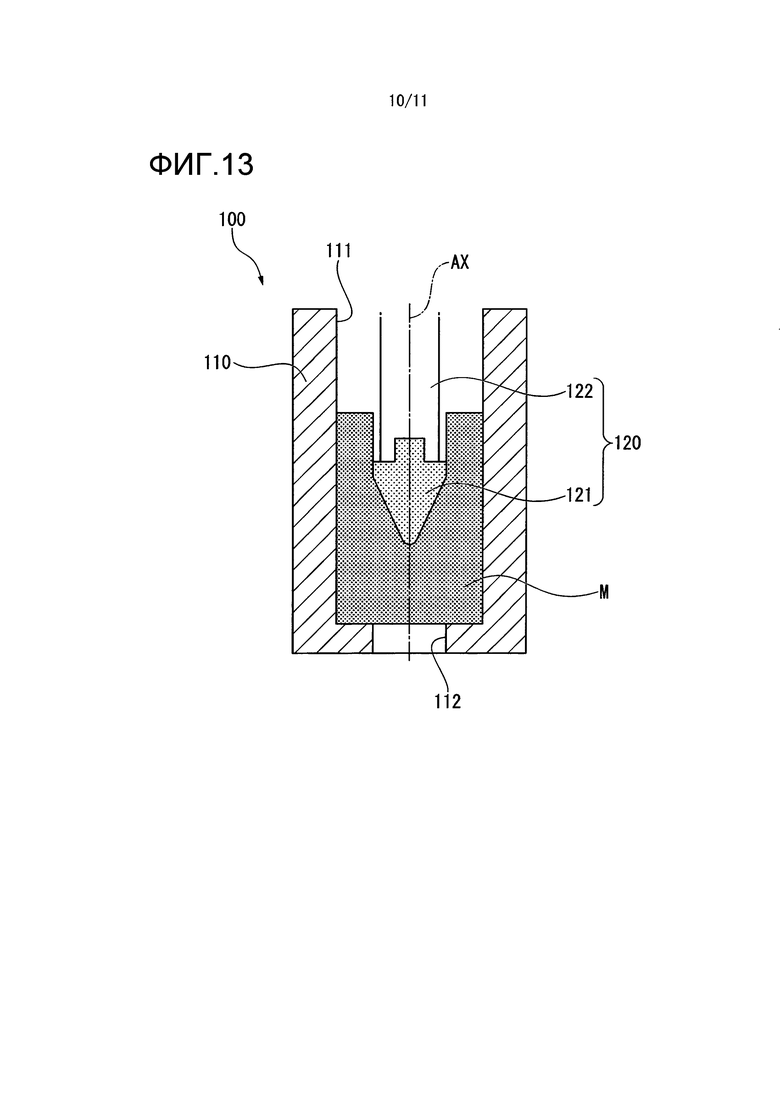
Фиг. 13 представляет собой вид, показывающий пример конфигурации пресс-валковой прошивной машины согласно настоящему варианту выполнения.
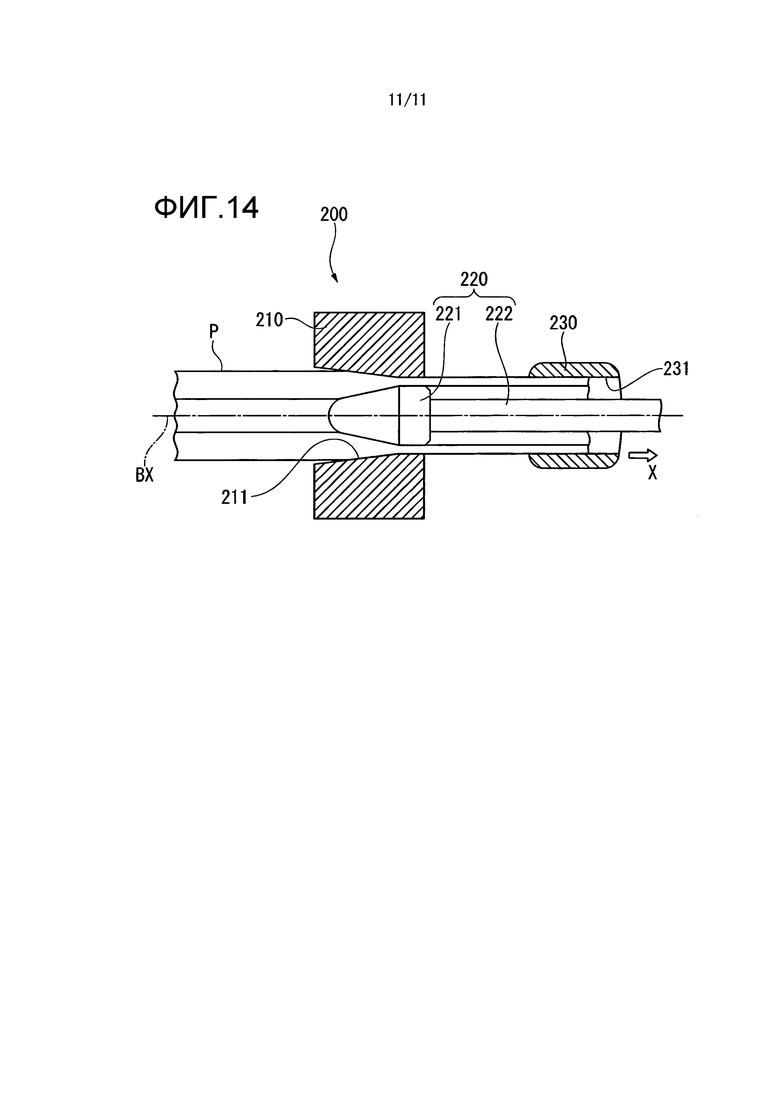
Фиг. 14 представляет собой вид, показывающий пример конфигурации волочильной машины согласно настоящему варианту выполнения.
Варианты выполнения изобретения
[0043] Далее будут подробно описаны варианты выполнения настоящего изобретения со ссылкой на чертежи. Одинаковыми ссылочными позициями на чертежах обозначены одинаковые участки или соответствующие участки, и их описания опущены.
[0044] Далее будет подробно описан стан горячей прокатки для изготовления бесшовной металлической трубы настоящего варианта выполнения. В нижеследующих описаниях в качестве стана горячей прокатки для изготовления бесшовной металлической трубы как пример описана прошивная машина. Однако раскатный стан, который представляет собой такой же стан горячей прокатки, также имеет такую же конфигурацию как прошивная машина.
[0045] Первый вариант выполнения
Конфигурация стана горячей прокатки для изготовления бесшовной металлической трубы
Фиг. 1 представляет собой общий вид конфигурации прошивной машины 1, которая представляет собой стан горячей прокатки для изготовления бесшовной металлической трубы согласно первому варианту выполнения. Как показано на Фиг. 1, прошивная машина 1 включает пару наклонных валков 2 и инструмент 11 регулирования внутренней поверхности. Инструмент 11 регулирования внутренней поверхности включает оправку 21 и стержень 31. То есть в инструменте 11 регулирования внутренней поверхности оправка 21 и стержень 31 соединены друг с другом за одно целое, и форма внутренней поверхности трубной заготовки BL, описанной ниже, регулируется инструментом регулирования внутренней поверхности.
[0046] Пара наклонных валков 2 расположена вокруг линии PL прокатки. Наклонные валки 2 прокатывают трубную заготовку BL при вращении трубной заготовки в периферийном направлении. Наклонные валки 2 могут быть конического типа или цилиндрического типа.
[0047] Оправка 21 расположена на линии PL прокатки между парой наклонных валков 2.
[0048] Стержень 31 имеет форму стержня и расположен на линии PL прокатки. Оправка 21 соединена с наконечником стержня 31. Стержень 31 поддерживает оправку 21 на линии PL прокатки.
[0049] Когда трубная заготовка BL прошивается прошивной машиной 1, оправка 21 толкается к центру трубной заготовки BL, прошивает трубную заготовку BL и образует полую трубную заготовку.
[0050] Оправка 21 и стержень 31
Фиг. 2 представляет собой вид в продольном сечении инструмента 11 регулирования внутренней поверхности (оправки 21 и стержня 31). Более того, вид в продольном сечении означает сечение, включающее ось CL оправки 21 и стержня 31.
[0051] Как показано на Фиг. 2, форма сечения внешней периферийной поверхности оправки 21 представляет собой окружность и внешний диаметр наконечника оправки 21 меньше, чем диаметр заднего конца. Например, как показано на Фиг. 2, оправка 21 имеет форму гильзы. Однако форма оправки 21 не ограничивается формой на Фиг. 2.
[0052] Как показано на Фиг. 2, оправка 21 включает соединительный участок JP21 на заднем конце, а стержень 31 включает соединительный участок JP31 на переднем конце. На Фиг. 2 соединительный участок JP21 включает соединительный элемент 40. Соединительный элемент 40 соединяет с возможностью отсоединения соединительный участок JP21 с соединительным участком JP31 с помощью магнитной силы. Соответственно, оправка 21 поддерживается стержнем 31.
[0053] Соединительный участок JP21 и соединительный участок JP31
Фиг. 3 представляет собой увеличенный вид соединительных участков JP21 и JP31 на Фиг 2. Как показано на Фиг. 3, один из соединительных участков JP21 и JP31 включает стержнеобразный участок C01, а другой включает соединительное отверстие H01. На Фиг. 3 соединительный участок JP21 включает стержнеобразный участок C01, а соединительный участок JP31 включает соединительное отверстие H01. То есть в первом варианте выполнения оправка 21 включает стержнеобразный участок C01, и стержень 31 включает соединительное отверстие H01, в которое вставляется стержнеобразный участок C01.
[0054] В дополнение на Фиг. 3 соединительный участок JP21 и соединительный участок JP31 расположены с зазором между ними. Однако соединительный участок JP21 и соединительный участок JP31 могут быть соединены друг с другом, соединительный участок JP21 вступает в контакт с соединительным участком JP31. На чертежах настоящего описания для удобства описания между соединительными участками обеспечен зазор.
[0055] Стержнеобразный участок C01 продолжается в направлении оси CL от задней концевой поверхности 202 оправки 21. Фиг. 4 представляет собой вид в сечении, взятом вдоль линии IV-IV на Фиг 3. Как показано на Фиг. 4, форма сечения стержнеобразного участка C01 представляет собой окружность. Как показано на Фиг. 3 и 4, стержнеобразный участок C01 включает внешнюю периферийную поверхность CS1 и концевую поверхность CE1 в качестве поверхностей.
[0056] Соединительное отверстие H01 образовано на передней концевой поверхности 310 стержня 31 и продолжается в направлении оси CL. Форма сечения соединительного отверстия H01 представляет собой окружность, и соединительное отверстие включает внутреннюю периферийную поверхность HS1 и нижнюю поверхность HB1 в качестве поверхностей.
[0057] Стержнеобразный участок C01 вставляется в соединительное отверстие H01. Когда стержнеобразный участок C01 вставляется в соединительное отверстие H01, внешняя периферийная поверхность CS1 противопоставлена внутренней периферийной поверхности HS1, а концевая поверхность CE1 противопоставлена нижней поверхности HB1. На Фиг. 3 внешний диаметр стержнеобразного участка C01 постепенно уменьшается по направлению к концевой поверхности CE1. То есть стержнеобразный участок C01 имеет суженную форму. Подобным образом внутренний диаметр соединительного отверстия H01 постепенно уменьшается по направлению к нижней поверхности HB1 и форма соединительного отверстия H01 представляет собой обратно суженную форму. Соответственно, стержнеобразный участок C01 легко вставляется в соединительное отверстие H01.
[0058] Соединительный элемент 40 прикреплен к внешней периферийной поверхности CS1 стержнеобразного участка C01 и соединяет стержнеобразный участок C01 с соединительным отверстием H01 с помощью магнитной силы. Соответственно, оправка 21 и стержень 31 соединены друг с другом с возможностью отсоединения.
[0059] Соединительный элемент 40 представляет собой магнит, а конкретнее представляет собой постоянный магнит. При этом материал по меньшей мере соединительного участка JP31 в стержне 31 представляет собой магнитный корпус, а конкретнее представляет собой ферромагнитный корпус.
[0060] Таким образом, в прошивной машине оправка 21 может быть соединена со стержнем 31 с возможностью отсоединения с использованием магнитной силы соединительного элемента 40. В связанном уровне техники, когда оправка и стержень соединены друг с другом винтом, как описано выше, может возникать нарушение зацепления между резьбами охватываемого винта и резьбового отверстия и, таким образом, работа по замене оправки может являться сложной. В первом варианте выполнения оправка 21 и стержень 31 соединены друг с другом с помощью магнитной силы соединительного элемента 40. В результате отказ зацепления или подобное соединительного участка не возникает, и прикрепление и отсоединение (замена) оправки 21 относительно стержня 31 могут быть легко выполнены.
[0061] Так как соединительные участки JP21 и JP31 имеют простые конструкции (стержнеобразный участок C01 и соединительное отверстие H01), соединительные участки JP21 и JP31 не легко разрушаются во время прошивки.
[0062] В соединительных участках JP21 и JP31, так как оправка 21 соединена со стержнем 31 с помощью магнитной силы (и так как формы сечения стержнеобразного участка C01 и соединительного отверстия H01 представляют собой формы окружности), оправка 21 может свободно вращаться вокруг оси CL во время прошивки. В результате, например, даже когда оправка 21 принимает внешнюю силу в периферийном направлении, такую как кручение от трубной заготовки BL, соединительные участки JP21 и JP31 не легко разрушаются.
[0063] Соединительный элемент 40, имеющий магнитную силу, прикреплен к оправке 21. Соответственно, материал оправки 21 может представлять собой неферромагнитный корпус. Немагнитный высокопрочный теплостойкий материал, включающий сплав на основе Nb или сплав на основе Mo, может быть использован в качестве материала оправки 21. Однако материал оправки 21 может представлять собой ферромагнитный корпус.
[0064] Поверхность наконечника оправки 21 и участок внешнего слоя вблизи нее получают высокую температуру от трубной заготовки BL, и температура становится высокой температурой приблизительно 1000°C во время прошивки. Однако в других областях, кроме участка внешнего слоя, температура составляет менее или равна 300°C даже во время прошивки. Особенно, температура области периферии соединительных участков JP21 и JP31 составляет менее 200°C. Соответственно, соединительный элемент 40 имеет магнитную силу даже во время прошивки, и оправка 21 соединена со стержнем 31 с помощью магнитной силы.
[0065] Как описано выше, оправка 21 может быть заменена в любое время из-за возникновения эрозии или подобного. В первом варианте выполнения прикрепление и отсоединение (замена) оправки 21 относительно стержня 31 легко выполняются. В результате снижение эффективности прокатки из-за замены оправки может быть уменьшено, и обслуживания может быть выполнено более легко.
[0066] Как показано на Фиг. 3 и 4, на внешней периферийной поверхности CS1 стержнеобразного участка C01 образована канавка GR1. Канавка GR1 продолжается вокруг оси CL и включает нижнюю поверхность GB1 канавки. На Фиг. 4, множество соединительных элементов 40 прикреплены к канавке GR1. Соответственно, множество соединительных элементов 40 расположены вокруг оси CL. В результате область, которая подвержена воздействию магнитной силы, увеличивается, и, таким образом, сила соединения увеличивается. Соединительный элемент 40 прикреплен к канавке GR1 широко известным способом. Например, соединительный элемент 40 может быть прикреплен к канавке GR1 горячей посадкой, или может быть установлен в канавке GR1 с использованием связующего агента. Соединительный элемент 40 может быть прикреплен к канавке GR1 с использованием крепежных элементов, например, винта или болта. На Фиг. 4 на канавке GR1 расположены два соединительных элемента 40, имеющих форму дуги. Однако могут быть расположены три или более соединительных элементов 40, имеющих форму дуги. Более того, один или более соединительных элементов 40 могут быть расположены на канавке GR1.
[0067] Как показано на Фиг. 4, предпочтительно, соединительный элемент 40 расположен внутри внешней периферийной поверхности CS1, которая представляет собой поверхность стержнеобразного участка C01. Конкретнее, поверхность 40S соединительного элемента 40, установленного в канавку GR1, расположена ближе к стороне нижней поверхности GB1 канавки, чем к внешней периферийной поверхности CS1. Другими словами, предпочтительно, соединительный элемент 40 установлен в канавке GR1 так, что между поверхностью 40S соединительного элемента 40 и открытой поверхностью (поверхностью, которая находится на одном уровне с внешней периферийной поверхностью CS1 стержнеобразного участка C01) канавки GR1 создается зазор.
В этой конфигурации соединительный элемент 40 не выступает наружу из внешней периферийной поверхности CS1. Соответственно, когда оправка 21 прикреплена к стержню 31, соединительный элемент 40 не легко вступает в контакт с внутренней периферийной поверхностью HS1 соединительного отверстия H01. В результате во время соединения или во время прошивки могут быть предотвращены трещины или разрушения соединительного элемента 40.
[0068] Как показано на Фиг. 3, предпочтительно, соединительный элемент 40 прикреплен в положении на расстоянии от заднего конца (задней концевой поверхности CE1) стержнеобразного участка C01. Согласно этой конфигурации во время соединения соединительный элемент 40 не вступает в контакт с нижней поверхностью HB1 соединительного отверстия H01, а вместо этого задняя концевая поверхность CE1 вступает в контакт с нижней поверхностью HB1.
[0069] Во время прошивки оправка 21 толкается к трубной заготовке BL. В это время оправка 21 принимает сильную внешнюю силу в направлении оси CL. Оправка 21 прижимается к стержню 31 внешней силой.
[0070] Если соединительный элемент 40 прикреплен к заднему концу внешней периферийной поверхности CS1 (заднему концу стержнеобразного участка C01) и соединительный элемент 40 вступает в контакт с нижней поверхностью HB1 во время соединения, соединительный элемент 40 прижимается к нижней поверхности HB1 внешней силой и легко разрушается.
[0071] Как показано на Фиг. 3, если соединительный элемент 40 прикреплен в положении на расстоянии от заднего конца внешней периферийной поверхности CS1, внешняя сила, приложенная в направлении оси CL во время прошивки, прикладывается к задней концевой поверхности CE1 и не легко прикладывается к соединительному элементу 40. В результате соединительный элемент не легко разрушается.
[0072] Второй вариант выполнения
В первом варианте выполнения соединительный элемент 40 прикреплен к стержнеобразному участку C01. Однако соединительный элемент 40 может быть прикреплен к соединительному отверстию H01.
[0073] Фиг. 5 представляет собой вид в продольном сечении соединительного участка (соединительного участка между оправкой 22 и стержнем 32) инструмента 12 регулирования внутренней поверхности в прошивной машине второго варианта выполнения. Другие конфигурации прошивной машины второго варианта выполнения являются такими же, как прошивная машина 1 первого варианта выполнения.
[0074] Как показано на Фиг. 5, оправка 22 включает соединительный участок JP22 на заднем конце, а другие конфигурации являются такими же, как оправка 21. Соединительный участок JP22 включает стержнеобразный участок C02. По сравнению со стержнеобразным участком C01, в стержнеобразном участке C02 на внешней периферийной поверхности CS2 не образована канавка, и соединительный элемент 40 не прикреплен к канавке. Другие конфигурации стержнеобразного участка C02 являются такими же, как стержнеобразный участок C01.
[0075] Стержень 32 включает соединительный участок JP32 на переднем конце. Другие конфигурации являются такими же, как стержень 31. Соединительный участок JP32 включает соединительное отверстие H02. По сравнению с соединительным отверстием H01 в соединительном отверстии H02 на внутренней периферийной поверхности HS2 образована канавка GR2, и соединительный элемент 40 установлен в канавку GR2. Другие конфигурации соединительного отверстия H02 являются такими же, как соединительное отверстие H01.
[0076] То есть во втором варианте выполнения вместо внешней периферийной поверхности CS2 стержнеобразного участка C02 множество (количество может составлять один или более) соединительных элементов 40 прикреплены к внутренней периферийной поверхности HS2 соединительного отверстия H02. Соответственно, материал соединительного участка JP22 (стержнеобразный участок C02) представляет собой ферромагнитный корпус.
[0077] Подобно первому варианту выполнения соединительные участки JP22 и JP32, имеющие вышеописанную конфигурацию, также могут соединять оправку 22 со стержнем 32 с помощью магнитной силы.
[0078] Канавка GR2 продолжается вокруг оси CL. Соответственно, множество соединительных элементов 40 расположены вокруг оси CL. В результате область, которая подвержена воздействию магнитной силы, увеличивается, и, таким образом, сила соединения увеличивается. Подобно первому варианту выполнения во втором варианте выполнения, предпочтительно, соединительный элемент 40 расположен внутри внутренней периферийной поверхности HS2. То есть поверхность 40S соединительного элемента расположена ближе к стороне нижней поверхности GB2 канавки, чем к внутренней периферийной поверхности HS2. Другими словами, предпочтительно, соединительный элемент 40 установлен в канавке GR2 так, что между поверхностью 40S соединительного элемента 40 и открытой поверхностью (поверхностью, которая находится на одном уровне с внутренней периферийной поверхностью HS2 соединительного отверстия H02) канавки GR2 образуется зазор.
[0079] Третий вариант выполнения
Фиг. 6 представляет собой вид в продольном сечении соединительного участка (соединительный участок между оправкой 21 и стержнем 32) инструмента 13 регулирования внутренней поверхности в прошивной машине третьего варианта выполнения. Как показано на Фиг. 6, инструмент 13 регулирования внутренней поверхности третьего варианта выполнения включает оправку 21 и стержень 32. В этом случае соединительный участок между оправкой 21 и стержнем 32 выполнен из соединительного участка JP21 и соединительного участка JP32. То есть в третьем варианте выполнения соединительные элементы 40 прикреплены и к внешней периферийной поверхности CS1 стержнеобразного участка C01 и к внутренней периферийной поверхности HS2 соединительного отверстия H02.
[0080] Соединительный элемент 40 внешней периферийной поверхности CS1 и соединительный элемент 40 внутренней периферийной поверхности HS2 расположены противоположно друг другу и, таким образом, расположены с возможностью притягиваться друг к другу. Соответственно, оправка 21 соединена со стержнем 32 с помощью магнитной силы. В третьем варианте выполнения в качестве материалов соединительного участка JP21 и соединительного участка JP32 может быть использован немагнитный материал.
[0081] Четвертый вариант выполнения
В вариантах выполнения с первого по третий оправки 21 и 22 включают стержнеобразные участки C01 и C02, а стержни 31 и 32 включают соединительные отверстия H01 и H02. Однако даже когда стержень включает стержнеобразный участок C0, а оправка включает соединительное отверстие H0, могут быть получены технические результаты подобные вариантам выполнения с первого по третий.
[0082] Фиг. 7 представляет собой вид в продольном сечении инструмента 14 регулирования внутренней поверхности (оправки 24 и стержня 34) в прошивной машине четвертого варианта выполнения. Как показано на Фиг. 7, соединительный участок JP24 оправки 24 включает соединительное отверстие H04. С другой стороны, соединительный участок JP34 стержня 34 включает стержнеобразный участок C04.
[0083] Фиг. 8 представляет собой увеличенный вид соединительных участков JP24 и JP34 на Фиг 7. Как показано на Фиг. 8, соединительное отверстие H04 продолжается в направлении оси CL от заднего конца поверхности 242 оправки 24 и включает внутреннюю периферийную поверхность HS4 и нижнюю поверхность HB4 в качестве поверхностей. Стержнеобразный участок C04 продолжается в направлении оси CL от передней поверхности 341 стержня 34 и включает внешнюю периферийную поверхность CS4 и переднюю концевую поверхность CE4 в качестве поверхностей. Во время соединения стержнеобразный участок C04 вставляется в соединительное отверстие H04. Предпочтительно, передняя концевая поверхность CE4 приходит в контакт с нижней поверхностью HB4. Канавка GR4, продолжающаяся вокруг оси CL, образована на внутренней периферийной поверхности HS4. Множество (количество может составлять 1) соединительных элементов 40 установлены в канавке GR4.
[0084] Таким образом, также в случае, когда соединительный участок JP24 (который представляет собой оправку 24) включает соединительное отверстие H04, а соединительный участок JP34 (который представляет собой стержень 34) включает стержнеобразный участок C04 подобно другим вариантам выполнения, оправка 24 может быть соединена со стержнем 34 с помощью магнитной силы соединительного элемента 40. В четвертом варианте выполнения материал стержня 34, в котором не обеспечен соединительный элемент 40, представляет собой ферромагнитный корпус.
[0085] Предпочтительно, соединительный элемент 40 расположен внутри внутренней периферийной поверхности HS4. То есть поверхность 40S соединительного элемента 40 расположена ближе к стороне нижней поверхности канавки GR4, чем к внутренней периферийной поверхности HS4. Другими словами, предпочтительно соединительный элемент 40 установлен в канавке GR4 так, что между поверхностью 40S соединительного элемента 40 и открытой поверхностью (поверхность, которая находится на одном уровне с внутренней периферийной поверхностью HS4 соединительного отверстия H04) канавки GR4 образуется зазор.
[0086] Пятый вариант выполнения
Фиг. 9 представляет собой вид в продольном сечении соединительного участка (соединительный участок между оправкой 25 и стержнем 35) инструмента 15 регулирования внутренней поверхности в прошивной машине пятого варианта выполнения.
[0087] Как показано на Фиг. 9, соединительный участок JP25 оправки 25 включает соединительное отверстие H05. Соединительный участок JP35 стержня 35 включает стержнеобразный участок C05.
[0088] По сравнению с четвертым вариантом выполнения в пятом варианте выполнения соединительный элемент 40 не прикреплен к соединительному отверстию H05, но прикреплен к стержнеобразному участку C05. Канавка GR5, продолжающаяся вокруг оси CL, образована на внешней периферийной поверхности CS5 стержнеобразного участка C05, и соединительный элемент 40 установлен в канавку GR5. В пятом варианте выполнения материал оправки 25 представляет собой ферромагнитный корпус.
[0089] Шестой вариант выполнения
Как показано на Фиг. 10, инструмент 16 регулирования внутренней поверхности прошивной машины согласно шестому варианту выполнения может включать оправку 24 и стержень 35. В этом случае соединительный элемент 40, прикрепленный к оправке 24, и соединительный элемент 40, прикрепленный к стержню 35, расположены противоположно друг другу во время соединения, и, таким образом, расположены с возможностью притягиваться друг к другу.
[0090] Как описано в вариантах выполнения с первого по шестой, один из соединительного участка оправки и соединительного участка стержня включает стержнеобразный участок C0, а другой включает соединительное отверстие H0. Более того, соединительный элемент 40 может быть прикреплен по меньшей мере к одному из стержнеобразного участка C0 и соединительного отверстия H0. Более того, когда соединительный элемент 40 прикреплен к любому одному из стержнеобразного участка C0 и соединительного отверстия H0, материал соединительного участка, отличающегося от соединительного участка, к которому прикреплен соединительный элемент 40, может представлять собой ферромагнитный корпус. Оправка и стержень, включающие соединительный участок, легко соединяются друг с другом с возможностью отсоединения.
[0091] Седьмой вариант выполнения
В вариантах выполнения с первого по шестой соединительный элемент 40 прикреплен по меньшей мере к одной из внешней периферийной поверхности CS стержнеобразного участка C0 и внутренней периферийной поверхности HS соединительного отверстия H0. Однако соединительный элемент 40 может быть прикреплен к другим участкам.
[0092] Фиг. 11 представляет собой вид в продольном сечении соединительного участка (соединительного участка между оправкой 27 и стержнем 37) инструмента 17 регулирования внутренней поверхности прошивной машины согласно седьмому варианту выполнения. Как показано на Фиг. 11, соединительный участок JP27 оправки 27 включает стержнеобразный участок C07. Соединительный участок JP37 стержня 37 включает соединительное отверстие H07.
[0093] Стержнеобразный участок C07 вставлен в соединительное отверстие H07. В то же время задняя концевая поверхность CE7 стержнеобразного участка C07 противопоставлена нижней поверхности HB7 соединительного отверстия H07. Предпочтительно, задняя концевая поверхность CE7 вступает в контакт с нижней поверхностью HB7.
[0094] Соединительный элемент 40 прикреплен к задней концевой поверхности CE7 стержнеобразного участка C07. В этом случае, например, соединительный элемент 40 образован в форме пластины. Множество (количество может составлять один) соединительных элементов 40 могут быть прикреплены к соединительному отверстию H07. На задней концевой поверхности CE7 образовано установочное отверстие GR7, включающее нижнюю поверхность GB7. Соединительный элемент 40 расположен в установочном отверстии GR7 и прикреплен усадочным соединением, связующим агентом или т.п.
[0095] То есть в седьмом варианте выполнения соединительный элемент 40 прикреплен к задней концевой поверхности CE7 стержнеобразного участка C07. В этом случае материал соединительного участка JP37 стержня 37 представляет собой ферромагнитный корпус. Также в этом случае оправка 27 может быть соединена со стержнем 37 с помощью магнитной силы соединительного элемента 40.
[0096] Предпочтительно соединительный элемент 40 расположен внутри задней концевой поверхности CE7. Конкретнее, поверхность 40S (поверхность, которая противопоставлена нижней поверхности HB7) соединительного элемента 40 расположена ближе к стороне нижней поверхности GB7 установочного отверстия GR7, чем к задней концевой поверхности CE7. Другими словами, предпочтительно соединительный элемент 40 установлен в установочное отверстие GR7 так, что между поверхностью 40S соединительного элемента 40 и открытой поверхностью (поверхностью, которая находится на одном уровне с задней концевой поверхностью CE7 стержнеобразного участка C07) установочного отверстия GR7 образуется зазор.
Как описано выше, оправка 27 принимает сильную внешнюю силу в направлении оси CL во время прошивки. Соответственно, задняя концевая поверхность CE7 сильно прижимается, когда вступает в контакт с нижней поверхностью HB7. Если соединительный элемент 40 выступает наружу из задней концевой поверхности CE7, соединительный элемент 40 вступает в контакт с нижней поверхностью HB7. Соответственно, соединительный элемент 40 может разрушаться во время прошивки. Если поверхность 40S соединительного элемента 40 расположена внутри задней концевой поверхности CE7, разрушение соединительного элемента 40 может быть предотвращено.
[0097] Как показано пунктирной линией на Фиг. 11, соединительный элемент 40 не прикреплен к задней концевой поверхности CE7, но может быть прикреплен к нижней поверхности HB7 соединительного отверстия H07. В этом случае установочное отверстие для вставки соединительного элемента 40 образовано в нижней поверхности HB7. В этом случае материал соединительного участка JP27 (стержнеобразного участка C07) оправки 27 представляет собой ферромагнитный корпус.
[0098] Более того, соединительные элементы 40 могут быть прикреплены и к задней концевой поверхности CE7 стержнеобразного участка C07 и к нижней поверхности HB7 соединительного отверстия H07. В этом случае, предпочтительно, соединительный элемент 40 задней концевой поверхности CE7 и соединительный элемент 40 нижней поверхности HB7 расположены противоположно друг другу и расположены с возможностью притягиваться друг к другу.
[0099] Восьмой вариант выполнения
Как показано на Фиг. 12, инструмент 18 регулирования внутренней поверхности прошивной машины согласно восьмому варианту выполнения включает оправку 28 и стержень 38. Соединительный участок JP28 оправки 28 включает соединительное отверстие H08 вместо стержнеобразного участка C0, а соединительный участок JP38 стержня 38 включает стержнеобразный участок C08 вместо соединительного отверстия H0. В дополнение соединительный элемент 40 прикреплен по меньшей мере к одной из передней концевой поверхности CE8 стержнеобразного участка C08 и нижней поверхности HB8 соединительного отверстия H08. Более того, по меньшей мере материал соединительного участка, отличающегося от соединительного участка, к которому прикреплен соединительный элемент 40, представляет собой ферромагнитный корпус. Подобно седьмому варианту выполнения в этом случае также оправка 28 соединена со стержнем 38 с помощью магнитной силы.
[0100] То есть один из соединительного участка оправки и соединительного участка стержня может включать стержнеобразный участок C0, другой может включать соединительное отверстие H0, и соединительный элемент 40 может быть прикреплен по меньшей мере к одной из концевой поверхности CE стержнеобразного участка C0 и нижней поверхности HB соединительного отверстия H0. Более того, по меньшей мере материал соединительного участка, отличающегося от соединительного участка, к которому прикреплен соединительный элемент 40, может представлять собой ферромагнитный корпус.
[0101] В вариантах выполнения с первого по восьмой форма сечения стержнеобразного участка C0 представляет собой окружность. Однако форма сечения стержнеобразного участка C0 может представлять собой не окружность, а, например, может представлять собой многоугольник или эллипс. В этом случае, хотя главный элемент может не являться свободно вращаемым подобно вариантам выполнения с первого по восьмой, оправка соединена со стержнем с возможностью отсоединения.
[0102] Более того, стержнеобразный участок C0 и соединительное отверстие H0 могут иметь не суженную форму. Например, стержнеобразный участок C0 может иметь кольцевую стержнеобразную форму.
[0103] В вариантах выполнения с первого по восьмой соединительный участок включает множество соединительных элементов 40. Однако соединительный участок может включать только один соединительный элемент 40.
[0104] В вариантах выполнения с первого по восьмой прошивная машина представляет собой пример стана горячей прокатки для изготовления бесшовной металлической трубы. Стан горячей прокатки для изготовления бесшовной металлической трубы не ограничен прошивной машиной, и также включает раскатный стан, который имеет такую же конфигурацию, как прошивная машина. Соответственно, если раскатный стан, который представляет собой стан горячей прокатки для изготовления бесшовной металлической трубы, включает вышеописанный инструмент регулирования внутренней поверхности (оправку и стержень), вышеописанные технические результаты могут быть получены.
[0105] В дополнение инструмент регулирования внутренней поверхности (оправка и стержень) настоящего изобретения не ограничен станом горячей прокатки и, например, может быть применен к пресс-валковой прошивной машине, волочильной машине или т.п. Пресс-валковая прошивная машина включает конфигурацию для изготовления бесшовной стальной трубы на основании процесса изготовления труб Южина, который представляет собой один из процессов изготовления бесшовной стальной трубы.
[0106] Фиг. 13 показывает пример конфигурации пресс-валковой прошивной машины. Как показано на Фиг. 13, пресс-валковая прошивная машина 100 включает полый цилиндрический контейнер 110 и инструмент 120 регулирования внутренней поверхности, который расположен во внутреннем пространстве контейнера 110.
[0107] Первый открытый участок 111 обеспечен на одном конце контейнера 110, а второй открытый участок 112, имеющий меньший диаметр, чем первый открытый участок 111, обеспечен на другом конце контейнера 110. Второй открытый участок 112 обеспечен так, что центр второго открытого участка совпадает с центральной осью AX контейнера 110.
[0108] Инструмент 120 регулирования внутренней поверхности включает оправку 121 и стержень 122. Конфигурация инструмента 120 регулирования внутренней поверхности, то есть конфигурации оправки 121 и стержня 122, может включать любую конфигурацию вариантов выполнения с первого по восьмой.
[0109] Инструмент 120 регулирования внутренней поверхности расположен во внутреннем пространстве контейнера 110 так, что ось инструмента регулирования внутренней поверхности (оси оправки 121 и стержня 122) совпадает с центральной осью AX контейнера 110. Более того, инструмент 120 регулирования внутренней поверхности расположен так, что оправка 121 направлена во второй открытый участок 112 контейнера 110. В дополнение инструмент 120 регулирования внутренней поверхности может перемещаться вдоль центральной оси AX контейнера 110. Более того, диаметр второго открытого участка 112 контейнера 110 является большим, чем диаметр оправки 121.
[0110] В пресс-валковой прошивной машине 100, выполненной как описано выше, заготовка M размещена во внутреннем пространстве контейнера 110 от первого открытого участка 111 контейнера 110. В состоянии, когда заготовка M размещена в контейнере 110, инструмент 120 регулирования внутренней поверхности перемещается от стороны первого открытого участка 111 по направлению к стороне второго открытого участка 112 вдоль центральной оси AX контейнера 110 и проходит через (проникает) второй открытый участок 112.
[0111] В результате заготовка M выдавливается из второго открытого участка 112, и образуется стальная труба. Эта стальная труба (которая представляет собой заготовку M, выдавленную из второго открытого участка 112) имеет внутренний диаметр, который является таким же, как диаметр оправки 121, и внешний диаметр, который является таким же, как диаметр второго открытого участка 112.
[0112] При этом Фиг. 14 показывает пример конфигурации волочильной машины. Как показано на Фиг. 14, волочильная машина 200 включает суженную волоку 210, инструмент 230 регулирования внутренней поверхности и зажимной патрон 230. Суженная волока 210 включает первое сквозное отверстие 211, имеющее сечение в виде окружности. Первое сквозное отверстие 211 имеет диаметр, который постепенно уменьшается с одной стороны (левой стороны на Фиг. 14) суженной волоки 210 к другой стороне (правой стороне на Фиг. 14). То есть, как показано на Фиг. 14, если смотреть от направления, ортогонального центральной оси BX первого сквозного отверстия 211, внутренняя периферийная поверхность первого сквозного отверстия 211 имеет суженную форму.
[0113] Инструмент 220 регулирования внутренней поверхности включает оправку 221 и стержень 222. Конфигурация инструмента 220 регулирования внутренней поверхности, то есть конфигурации оправки 221 и стержня 222, может включать любую конфигурацию вариантов выполнения с первого по восьмой.
[0114] Инструмент 220 регулирования внутренней поверхности расположен так, что ось инструмента регулирования внутренней поверхности (оси оправки 221 и стержня 222) совпадает с центральной осью BX первого сквозного отверстия 211. Более того, инструмент 220 регулирования внутренней поверхности расположен так, что оправка 221 размещена со стороны минимального диаметра первого сквозного отверстия 211 к первому сквозному отверстию 211. В дополнение минимальный диаметр первого сквозного отверстия 211 является большим, чем диаметр оправки 221.
[0115] Зажимной патрон 230 включает второе сквозное отверстие 231, сечение которого представляет собой окружность, а диаметр является постоянным. Зажимной патрон 230 расположен так, что центральная ось второго сквозного отверстия 231 совпадает с центральной осью BX первого сквозного отверстия 211. Более того, зажимной патрон 230 может перемещаться вдоль центральной оси BX первого сквозного отверстия 211. В дополнение диаметр второго сквозного отверстия 231 зажимного патрона 230 является таким же, как минимальный диаметр первого сквозного отверстия 211 суженной волоки 210.
[0116] В волочильной машине 200, выполненной как описано выше, в состоянии, когда расположен инструмент 220 регулирования внутренней поверхности, труба P, которая представляет собой заготовку, вставляется со стороны максимального диаметра первого сквозного отверстия 211 суженной волоки 210 по направлению к стороне минимального диаметра. Наконечник трубы P, изображенный со стороны минимального диаметра первого сквозного отверстия 211 суженной волоки 210, зажат (закреплен) зажимным патроном 230. В состоянии, когда наконечник трубы P закреплен зажимным патроном 230, зажимной патрон 230 перемещается в направлении X на Фиг. 14.
[0117] В результате толщина трубы P утончается, и образуется требуемая стальная труба. Эта стальная труба (которая представляет собой трубу P, изображенную со стороны суженной волоки 210) имеет внутренний диаметр, который является таким же, как диаметр оправки 221, и внешний диаметр, который является таким же, как минимальный диаметр первого сквозного отверстия 211.
[0118] Варианты выполнения настоящего изобретения описаны выше. Однако вышеописанные варианты выполнения представляют собой только примеры для иллюстрации настоящего изобретения. Соответственно, настоящее изобретение не ограничено только вышеописанными вариантами выполнения, и вышеописанные варианты выполнения могут быть, соответственно, преобразованы в пределах объема охраны изобретения.
Краткое описание ссылочных позиций
[0119] 1: Прошивная машина
100: Пресс-валковая прошивная машина
200: Волочильная машина
11-18, 120 и 220: Инструмент регулирования внутренней поверхности
21, 22, 24, 25, 27, 28, 121 и 221: Оправка
31, 32, 34, 35, 37, 38, 122 и 222: Стержень
40: Соединительный элемент
C01, C02, С04, C05, C07 и C08: Стержнеобразный участок
H01, H02, H04, H05, H07 и H08: Соединительное отверстие
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ПОЛУЧЕНИЯ ТРУБ В ГОРЯЧЕМ СОСТОЯНИИ | 2013 |
|
RU2592334C1 |
| ПРОШИВНАЯ УСТАНОВКА, ОПРАВКА, ИСПОЛЬЗУЮЩАЯСЯ ДЛЯ ПРОШИВНОЙ УСТАНОВКИ, И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ | 2012 |
|
RU2590459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СТАН ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ОПРАВКЕ И ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2599931C2 |
| УСТРОЙСТВО ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ ШИН | 2011 |
|
RU2505422C1 |
| СПОСОБ ПРИКРЕПЛЕНИЯ ТОНКОГО ЦИЛИНДРИЧЕСКОГО ЭЛЕМЕНТА К ФОРМОВОЧНОМУ СТЕРЖНЮ, СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО КОНТЕЙНЕРА И ФОРМОВОЧНЫЙ СТЕРЖЕНЬ | 2011 |
|
RU2537598C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2593812C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2019 |
|
RU2799425C2 |
| СБОРНАЯ МАТРИЦА ЭКСТРУЗИОННОГО ПРЕССА | 2013 |
|
RU2652671C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2710785C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2689560C1 |
Изобретение относится к инструментам для регулирования внутренней поверхности при изготовлении бесшовной металлической трубы. Инструмент содержит стержень, оправку, которая соединена со стержнем с возможностью отсоединения, и соединительный элемент, который соединяет оправку и стержень посредством магнитной силы. При этом один из оправки или стержня имеет стержнеобразный участок, который расположен в аксиальном направлении оправки или стержня, а другой из оправки или стержня имеет соединительное отверстие, которое расположено в аксиальном направлении другого из оправки или стержня и выполнено с возможностью размещения в нем стержнеобразного участка. Соединительный элемент выполнен в виде постоянного магнита, который прикреплен по меньшей мере к одному из стержнеобразного участка и соединительного отверстия. Технический результат заключается в упрощении замены оправки. 6 н. и 5 з.п. ф-лы, 14 ил.
1. Инструмент для регулирования внутренней поверхности при изготовлении бесшовной металлической трубы, содержащий
стержень,
оправку, которая соединена со стержнем с возможностью отсоединения, и
соединительный элемент, который соединяет оправку и стержень посредством магнитной силы,
при этом один из оправки или стержня включает стержнеобразный участок, который расположен в аксиальном направлении одного из оправки или стержня, а другой из оправки или стержня имеет соединительное отверстие, которое расположено в аксиальном направлении другого из оправки или стержня и выполнено с возможностью размещения в нем стержнеобразного участка,
при этом соединительный элемент выполнен в виде постоянного магнита, который прикреплен по меньшей мере к одному из стержнеобразного участка и соединительного отверстия.
2. Инструмент по п. 1, в котором стержнеобразный участок и соединительное отверстие имеют сечение в форме окружности.
3. Инструмент по п. 1 или 2, в котором соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка и/или внутренней периферийной поверхности соединительного отверстия.
4. Инструмент по п. 3, в котором
при прикреплении соединительного элемента к внешней периферийной поверхности стержнеобразного участка одного из оправки или стержня в ферромагнитном корпусе по меньшей мере участка другого из оправки или стержня образовано соединительное отверстие и
при прикреплении соединительного элемента к внутренней периферийной поверхности соединительного отверстия одного из оправки или стержня по меньшей мере стержнеобразный участок другого из оправки и стержня образован ферромагнитным корпусом.
5. Оправка инструмента по любому из пп. 1-4, которая соединена со стержнем с возможностью отсоединения, содержащая
стержнеобразный участок или соединительное отверстие, которое расположено в аксиальном направлении оправки, и
соединительный элемент для соединения стержня и оправки посредством магнитной силы,
при этом соединительный элемент выполнен в виде постоянного магнита, который прикреплен к стержнеобразному участку или соединительному отверстию оправки.
6. Оправка по п. 5, в которой стержнеобразный участок или соединительное отверстие имеют сечение в форме окружности.
7. Оправка по п. 5 или 6, в которой соединительный элемент прикреплен к внешней периферийной поверхности стержнеобразного участка или внутренней периферийной поверхности соединительного отверстия.
8. Стержень инструмента по любому из пп.1-4, который соединен с оправкой с возможностью отсоединения, содержащий
стержнеобразный участок или соединительное отверстие, которое расположено в аксиальном направлении стержня, и
соединительный элемент для соединения стержня и оправки посредством магнитной силы,
при этом соединительный элемент выполнен в виде постоянного магнита, который прикреплен к стержнеобразному участку или соединительному отверстию стержня.
9. Стан горячей прокатки для изготовления бесшовной металлической трубы, содержащий пару наклонных валков и инструмент по любому из пп.1-4.
10. Пресс-валковая машина для изготовления бесшовной металлической трубы, содержащая контейнер и инструмент по любому из пп.1-4.
11. Волочильная машина для изготовления бесшовной металлической трубы, содержащая суженную волоку, зажимной патрон и инструмент по любому из пп.1-4
| JP 2009125785 A, 11.06.2009 | |||
| Устройство для подачи оправки трубопрокатного стана | 1986 |
|
SU1395398A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1976 |
|
SU740318A1 |
| JP 2008229648 A, 02.10.2008. | |||

