ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящая заявка испрашивает приоритет и преимущество заявки на патент Швеции № 1851054.5, поданной 5 сентября 2018 г., озаглавленной «СПОСОБ И СИСТЕМА СБОРКИ КОРОБКИ», которая полностью включена в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к системе и способу сборки коробки и системе и способу изготовления коробки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Сборка коробок из шаблонов коробок, например, в транспортной и упаковочной отраслях, может производиться вручную и/или с помощью некоторых сборочных инструментов. Эти инструменты могут, например, содержать вакуумные инструменты для захвата определенных частей шаблона коробки, при складывании других частей, таких как, например, дно коробки. При автоматической сборке коробок могут возникнуть проблемы, например, когда коробки разных размеров должны быть собраны с использованием одних и тех же инструментов, и/или если стенки коробок не настолько устойчивы, как требуется, например, из-за сгибов, предусмотренных в шаблонах, из-за фальцовки гармошкой при хранении материала шаблона.
Транспортная и упаковочная индустрии часто используют картонажное и прочее оборудование для обработки листового материала, которое преобразует листовые материалы в шаблоны коробки. Одним преимуществом такого оборудования является то, что грузоотправитель может подготовить коробки требуемых размеров по мере надобности вместо хранения запаса стандартных, предварительно изготовленных коробок различных размеров. Следовательно, грузоотправитель может исключить необходимость прогнозировать свои потребности к конкретным размерам коробок, а также хранить готовые коробки стандартных размеров. Вместо этого, грузоотправитель может хранить одну или несколько кип фальцованного гармошкой материала, который можно использовать для создания коробок различного размера на основе требований к размеру конкретной коробки во время каждой отгрузки. Это позволяет грузоотправителю уменьшить пространство для хранения, которое обычно требуется для периодически используемых отгрузочных материалов, а также уменьшить потери и затраты, связанные с неточным процессом прогнозирования требований к размеру коробок, поскольку отправляемые изделия и их соответствующие размеры время от времени меняются.
В дополнение к снижению неэффективности, связанной с хранением предварительно изготовленных коробок различных размеров, создание коробок нестандартного размера также снижает стоимость упаковки и доставки. По оценкам, в отрасли выполнения заказов, отправляемые изделия обычно упаковываются в коробки, которые примерно на 65% больше, чем отправляемые изделия. Коробки, которые являются слишком большими для конкретного изделия, стоят дороже, чем коробки, изготовленные по индивидуальному размеру для изделия, из-за стоимости лишнего материала, использованного для изготовления коробки большего размера. Когда изделие упаковывается в негабаритную коробку, наполнитель (например, стирофом, гранулированный упаковочный наполнитель, бумага, надувные подушки и т.п.) часто помещается в коробку для предотвращения перемещения изделия внутри коробки и предотвращения продавливания коробки в том случае, когда прикладывается давление (например, когда коробки закрываются лентой или укладываются в стопку). Эти наполнители еще больше увеличивают стоимость упаковки товара в негабаритной коробке.
Коробки, размеры которых подогнаны под конкретный продукт, также уменьшают стоимость доставки, связанную с доставкой изделий, по сравнению с доставкой изделий в коробках большого размера. Транспортное средство, заполненное коробками, которые на 65% больше, чем упакованные изделия, намного менее экономично в эксплуатации, чем транспортное средство, заполненное коробками, изготовленными по индивидуальному размеру, чтобы соответствовать упакованным изделиям. Другими словами, транспортное средство, заполненное упаковками нестандартного размера, может нести значительно большее количество упаковок, что может уменьшить количество транспортных средств, необходимых для отправки такого же количества изделий. Соответственно, в дополнение или в качестве альтернативы, для расчета стоимости доставки на основе веса упаковки, на цены доставки часто влияет размер отгруженной упаковки. Таким образом, уменьшение размера упаковки изделия может снизить стоимость доставки изделия. Даже если цены на доставку не рассчитываются на основе размера упаковок (например, только на основе веса упаковок), использование упаковок нестандартного размера может снизить затраты на доставку, поскольку меньшие упаковки нестандартного размера будут весить меньше, чем негабаритные упаковки из-за использования меньшей упаковки и наполнителя.
Типичная система изготовления шаблона коробки включает в себя преобразующую часть, которая режет, делает надрезы и/или сгибает листовой материал для образования шаблона коробки. Листовой материал может подаваться в систему из кип, сфальцованных гармошкой. Хранение фальцованного гармошкой листового материала устраняет нежелательные сгибы при фальцовке для шаблонов коробок. Эти сгибы могут быть проблемой при сборке коробок, особенно если используются инструменты для автоматической сборки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение усовершенствованного способа и системы для сборки коробок.
Еще одной задачей изобретения является обеспечение способа и системы для сборки коробок, которая является автоматизированной и гибкой.
Это достигается в способе и системе для сборки коробок согласно независимому пункту формулы изобретения.
В одном аспекте изобретения предусмотрен способ для сборки коробки из шаблона коробки. Указанный способ включает этапы, при которых:
- складывают два первых нижних клапана и два вторых нижних клапана шаблона коробки, при этом первые и вторые нижние клапаны будут составлять дно коробки, когда она будет собрана, и причем два первых нижних клапана являются противостоящими друг друга, и два вторых нижних клапана являются противостоящими друг другу в коробке когда она собрана;
- прикрепляют шаблон коробки к рамке;
- поворачивают рамку для обертывания шаблона коробки вокруг рамки.
В другом аспекте изобретения, предусмотрена система сборки коробки для сборки коробки из шаблона коробки. Упомянутая система сборки коробки содержит:
- рамку;
- крепежное устройство, присоединенное к рамке и сконфигурированное для прикрепления рамки к первому концу шаблона коробки, которая должна быть собрана;
- систему управления, соединенную с рамкой и сконфигурированную для вращения рамки для обертывания шаблона коробки, прикрепленного к рамке, вокруг рамки;
- первое направляющее устройство, расположенное в системе сборки коробки, для складывания двух первых нижних клапанов и двух вторых нижних клапанов шаблона коробки до того, как шаблон коробки будет обернут вокруг рамки, причем первый и второй нижние клапаны будут составлять дно коробки, когда она собрана, при этом два первых нижних клапана являются противостоящими друг другу, и два вторых нижних клапана являются противостоящими друг другу в коробке, когда она собрана.
Таким образом, достигается надежный процесс сборки коробок. Благодаря складыванию нижних клапанов перед обертыванием коробки вокруг рамки, можно избежать возможных проблем со стабильностью боковых стенок коробки, возникающих, например, из-за способа хранения листового материала, например, фальцованных кип или рулонов. При обертывании шаблона коробки вокруг рамки, складки фальцовки или нестабильность материала, вызванная хранением в рулоне, иногда могут привести к тому, что боковые углы шаблона коробки не будут плотно прилегать к рамке, как планировалось. Когда нижние клапаны складываются перед обертыванием, стабильность шаблона коробки будет намного лучше, и проблемы во время обертывания, которые могут быть вызваны складками фальцовки, будут намного меньше.
Еще одной задачей изобретения является обеспечение усовершенствованного способа и системы для изготовления коробок.
Это достигается посредством способа изготовления коробок из листового материала, причем упомянутый способ включает этапы, при которых:
- изготавливают шаблоны коробок из листового материала;
- собирают шаблоны коробок согласно способу сборки как описано выше.
Это также достигается посредством системы изготовления коробок, содержащей:
- по меньшей мере, один вход для приема листового материала;
- по меньшей мере, одну преобразующую часть, выполненную с возможностью приема листового материала и преобразования листового материала в шаблоны коробок согласно данным инструкциям;
- по меньшей мере, одну систему сборки коробки, как описано выше, которая выполнена с возможностью сборки шаблонов коробок, по меньшей мере, подаваемых из одной преобразующей части.
Таким образом, коробки могут быть изготовлены эффективно. Автоматизированная или частично автоматизированная сборка коробок может быть предусмотрена рядом с системой изготовления коробок.
В одном варианте осуществления изобретения, этап складывания двух первых нижних клапанов и двух вторых нижних клапанов включает складывание двух первых нижних клапанов на величину, отличную от степени складывания двух вторых нижних клапанов. Таким образом, шаблон коробки может быть обернут вокруг рамки без столкновения нижних клапанов.
В одном варианте осуществления изобретения, этап складывания первого и второго нижних клапанов шаблона коробки содержит продвижение шаблона коробки через подающую часть системы сборки коробки к раме так, чтобы первое направляющее устройство, предусмотренное в подающей части, заставляло первый и второй нижние клапаны складываться между 60 и 90 градусами относительно прилегающей части боковой стенки шаблона коробки.
В одном варианте осуществления изобретения, способ дополнительно включает этап, выполняемый перед обертыванием шаблона коробки вокруг рамки, при котором:
- складывают два первых верхних клапана и два вторых верхних клапана шаблона коробки, при этом первые и вторые верхние клапаны будут составлять верх коробки, когда она будет собрана и закрыта, причем два первых верхних клапана являются противостоящими друг другу, и два вторых верхних клапана являются противостоящими друг другу в коробке, когда она сложена, при этом первые и вторые верхние клапаны сложены относительно прилегающей части боковой стенки шаблона коробки и в противоположном направлении по сравнению со складыванием нижних клапанов.
В одном варианте осуществления изобретения, способ дополнительно включает этап, при котором:
- регулируют размер рамки согласно размеру шаблона коробки до того, как шаблон коробки будет обернут вокруг рамки.
Тем самым, коробки различных размеров могут быть собраны.
В одном варианте осуществления изобретения, этап регулировки размера рамки содержит управление размером рамки посредством системы управления, соединенной с рамкой, при этом указанная регулировка содержит управление системой контроля расстояниями между четырьмя угловыми стойками, предусмотренными в рамке.
В одном варианте осуществления изобретения, способ дополнительно включает этап, при котором:
- регулируют положение первого и, возможно, также второго направляющего устройства подающей части системы сборки коробки до того, как шаблон коробки продвигается через подающую часть, при этом указанное положение регулируется согласно высоте боковых стенок шаблона коробки, причем высота соответствует высоте окончательно собранной коробки.
В одном варианте осуществления изобретения, система сборки коробки дополнительно содержит продвигающее устройство в подающей части системы сборки коробки для продвижения шаблона коробки по пути подающей части к рамке, при этом рамка выполнена на выходной стороне подающей части, причем первое направляющее устройство предусмотрено для подающей части так, что первое направляющее устройство будет заставлять первые и вторые нижние клапаны складываться между 60 и 90 градусами относительно прилегающей части боковой стенки шаблона коробки, когда шаблон коробки подается через подающую часть.
В одном варианте осуществления изобретения, система сборки коробки дополнительно содержит, по меньшей мере, один привод для подающей части, сконфигурированный для обеспечения дополнительной степени складывания либо двух первых нижних клапанов, либо двух вторых нижних клапанов, когда шаблон коробки подается через подающую часть.
В одном варианте осуществления изобретения система сборки коробки дополнительно содержит второе направляющее устройство в подающей части системы сборки коробки, сконфигурированное для складывания двух первых верхних клапанов и двух вторых верхних клапанов шаблона коробки перед обертыванием шаблона коробки вокруг рамки, при этом первые и вторые верхние клапаны будут составлять верх коробки, когда она будет собрана и закрыта, причем два первых верхних клапана являются противостоящими друг другу, и два вторых верхних клапана являются противостоящими друг другу в коробке, когда она сложена, при этом первые и вторые верхние клапаны сложены относительно прилегающей части боковой стенки шаблона коробки и в противоположном направлении по сравнению со складыванием нижних клапанов.
Дополнительные варианты осуществления описаны в зависимых пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
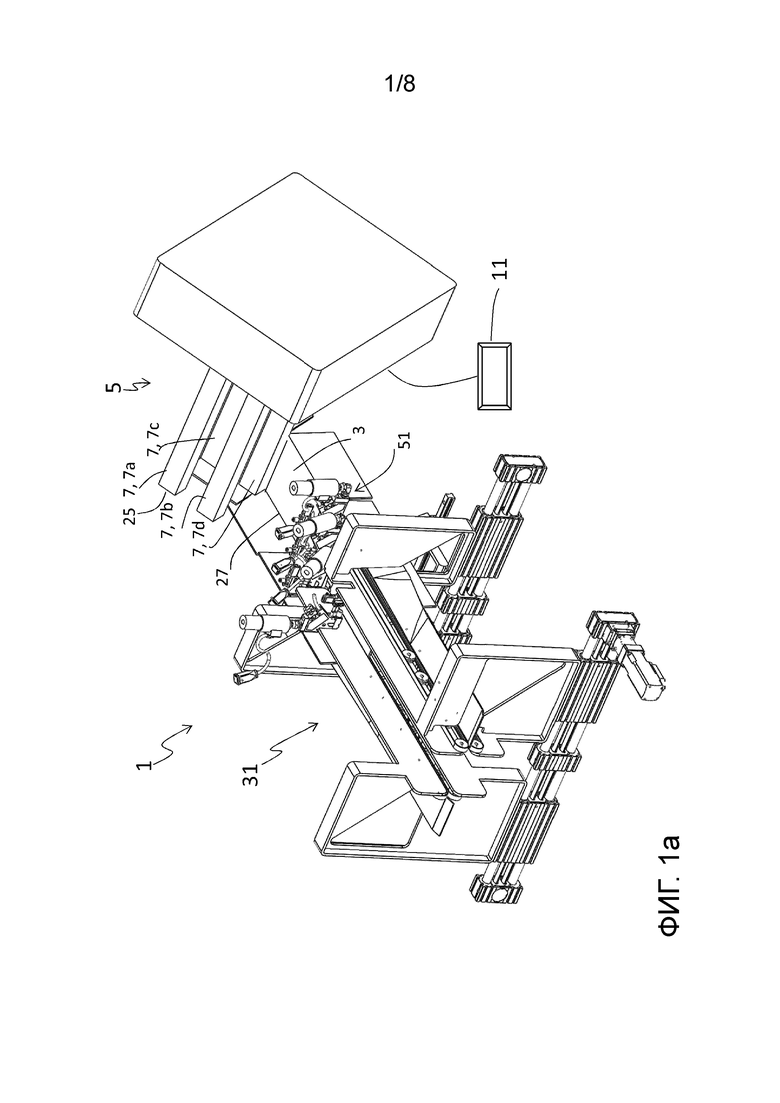
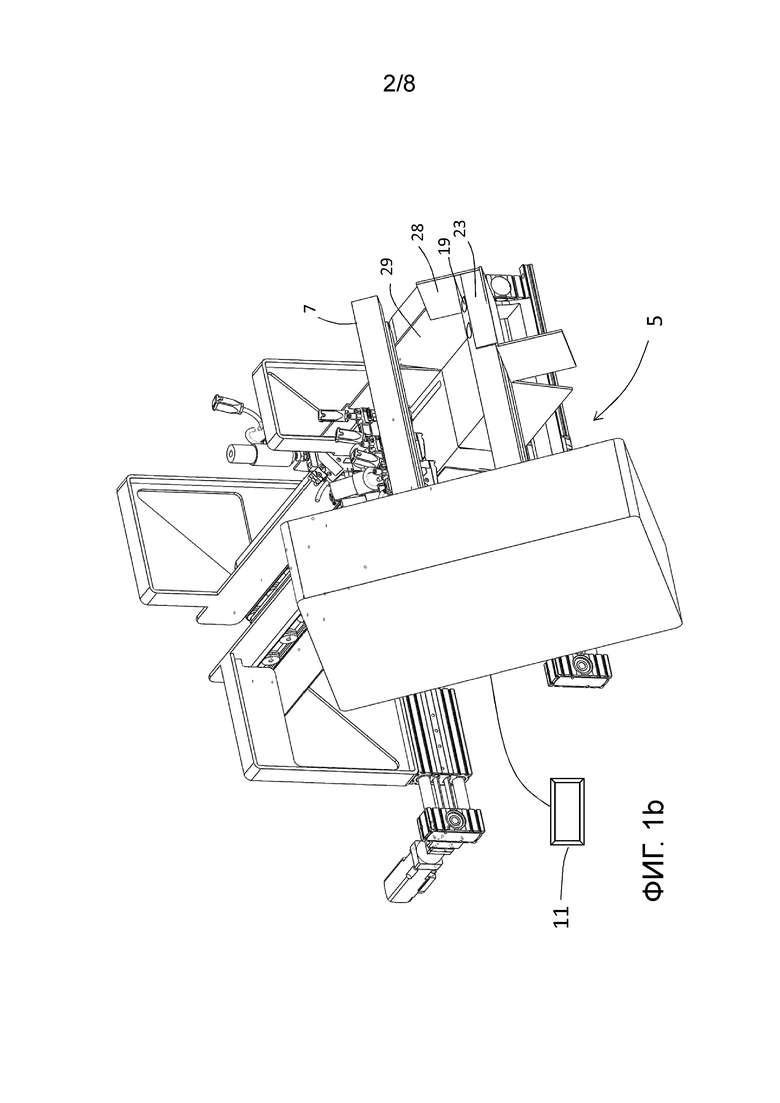
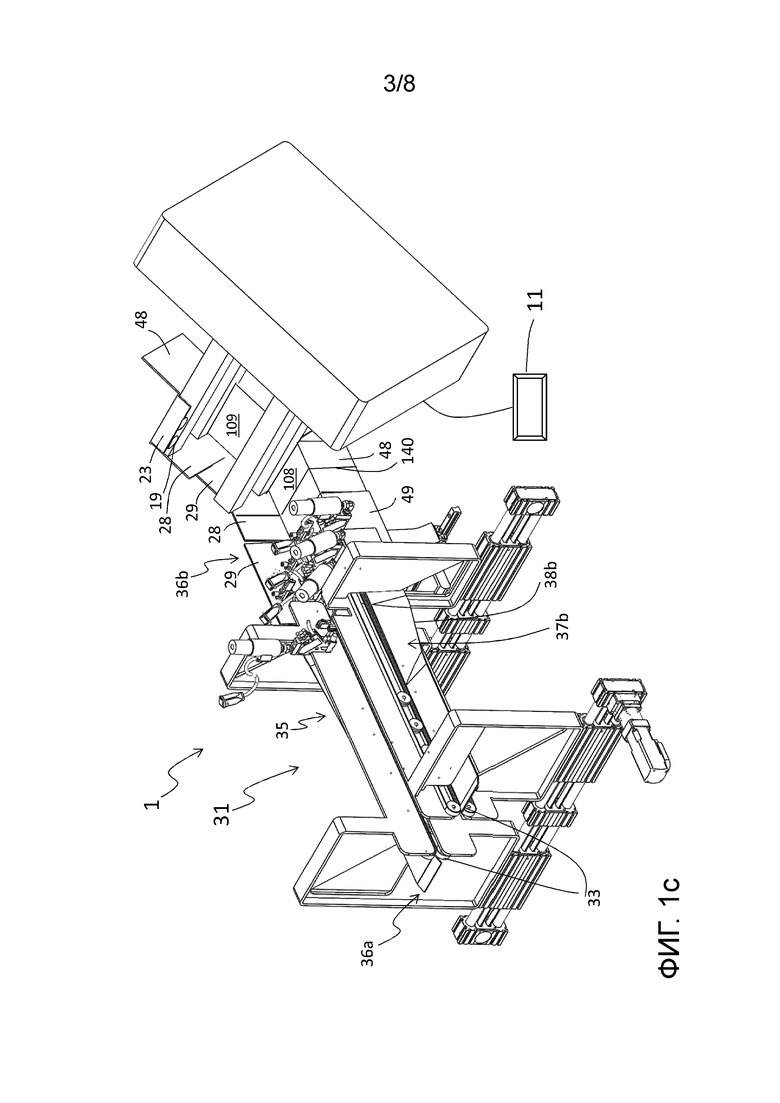
Фигуры 1а-1с представляют собой виды в изометрии системы сборки коробки согласно одному варианту осуществления изобретения.
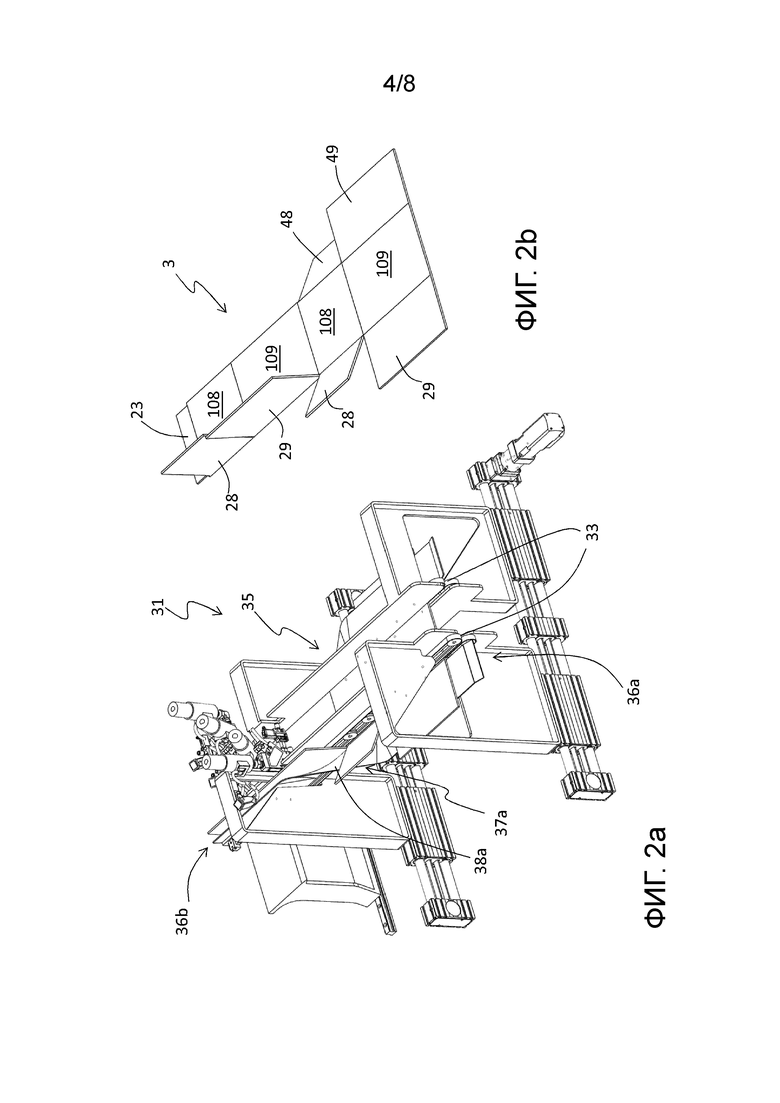
Фиг.2а представляет собой вид в изометрии одной части системы сборки коробок, показанной на фигурах 1а-1с.
Фиг.2b схематично показывает форму шаблона коробки, на его пути через систему сборки коробки, которая показана на фиг.2а.
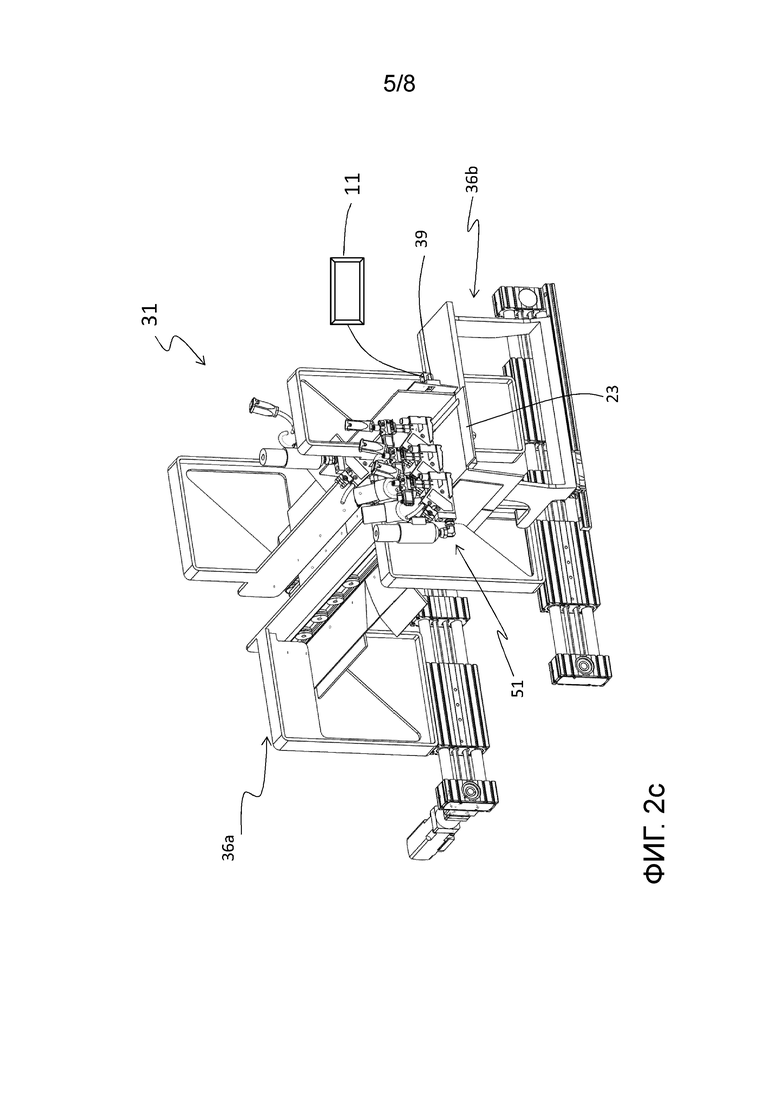
Фиг.2с представляет собой вид в изометрии той же части системы сборки коробки, что и на фиг.2а, но с другой стороны.
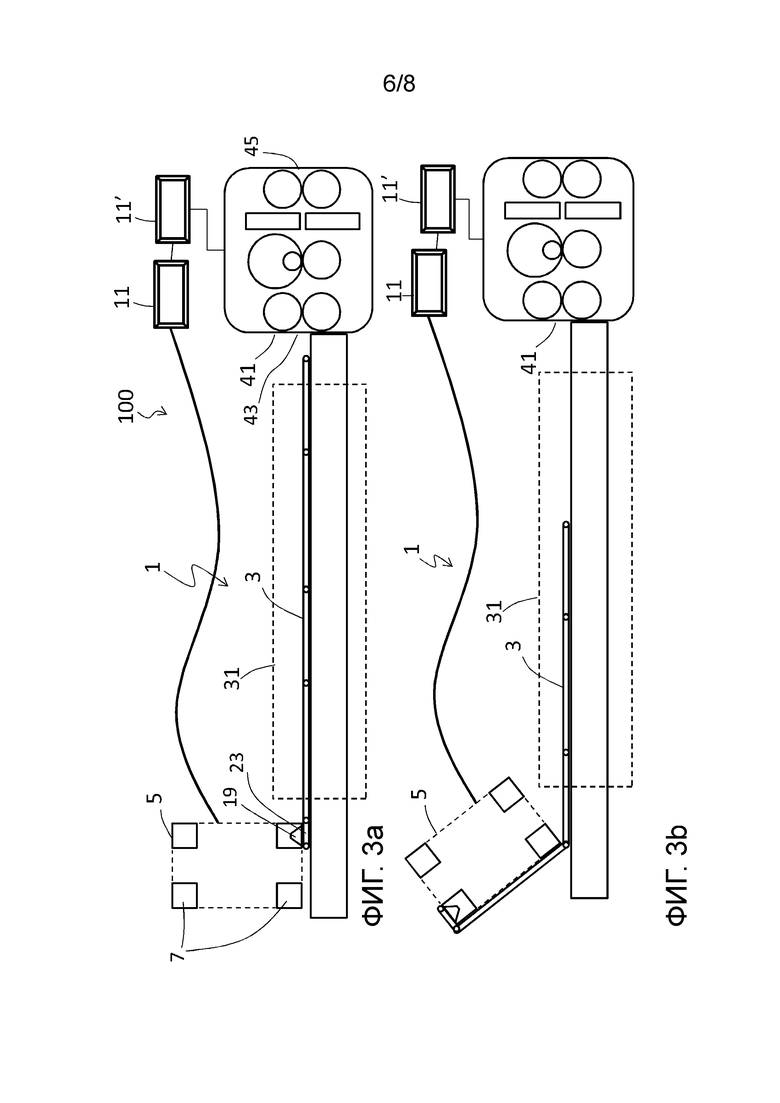
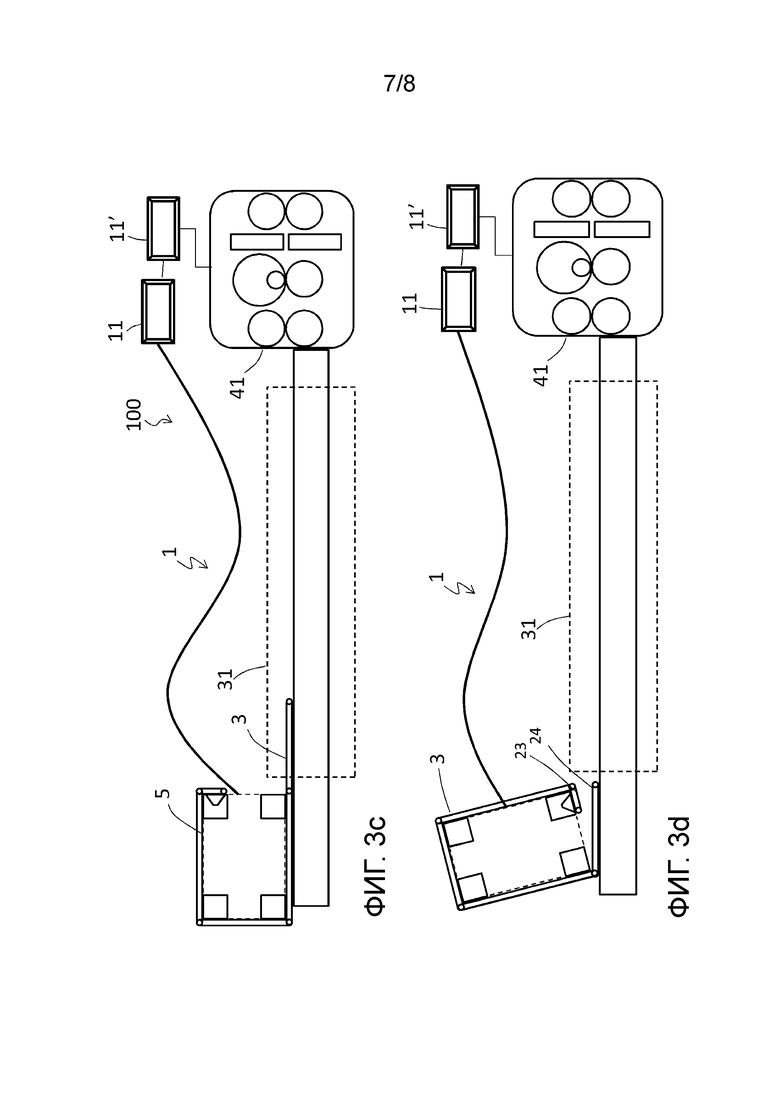
Фигуры 3a-3d схематично показывают систему изготовления коробки согласно одному варианту осуществления изобретения в четырех различных положениях для обертывания коробки вокруг рамки.
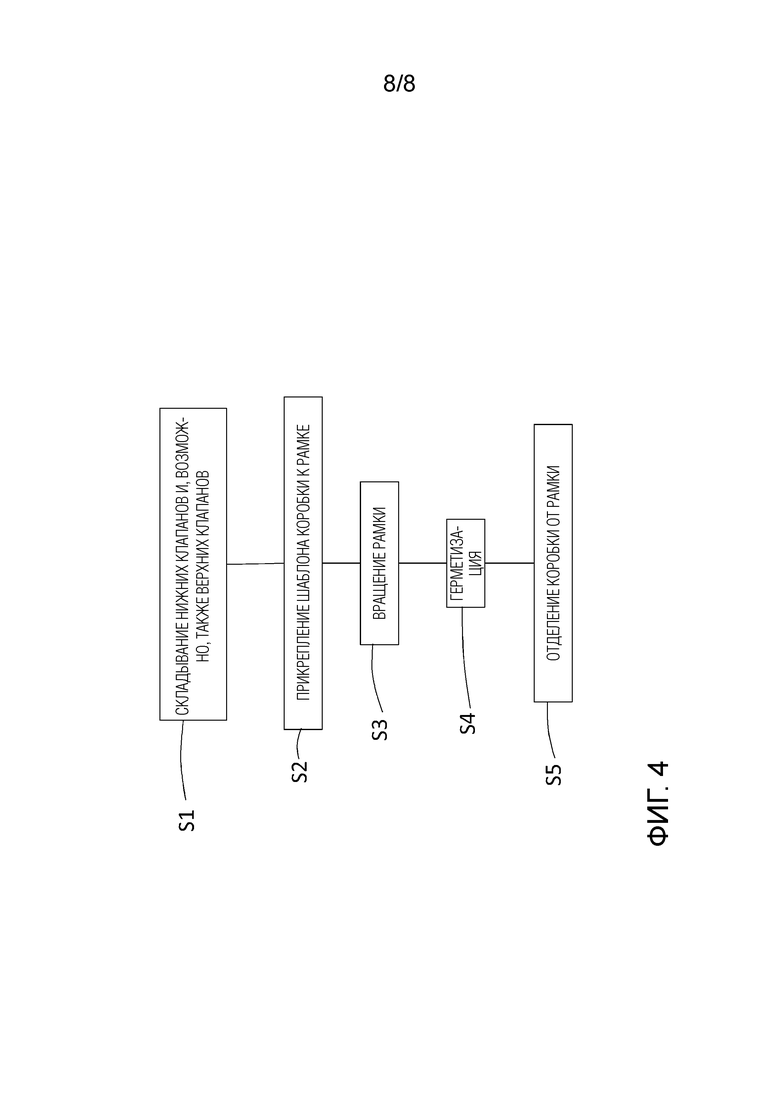
фиг.4 представляет собой блок-схему способа согласно одному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Согласно изобретению, предусмотрены система сборки коробки и способ для сборки коробки из шаблонов коробок. Система 1 сборки коробки согласно одному варианту осуществления изобретения показана на фигурах 1 и 2. Кроме того, предусмотрены система изготовления коробки и способ изготовления коробки из листового материала. Система 100 изготовления коробки, содержащая систему 1 сборки коробки согласно одному варианту осуществления изобретения, схематично показана на фигурах 3a-3d.
Способ и система согласно изобретению, могут применяться для различных типов коробок, например, так называемого стандартного контейнера с прорезями, RSC, также называемого Fefco 201 или Американская коробка, или контейнера с половинными прорезями HSC, также называемого Fefco 200.
Фигуры 1a-1c схематично показывают систему 1 сборки коробки согласно одному варианту осуществления изобретения в различных видах и различных положениях. Система 1 сборки коробок содержит рамку 5 и систему 11 управления, соединенную с указанной рамкой 5. Рамка 5 содержит, в этом варианте осуществления, регулируемые части 7, которые определяют размер рамки 5. В этом варианте осуществления изобретения, регулируемые части 7 содержат четыре угловых стойки 7, а система 11 управления сконфигурирована для управления положением указанных угловых стоек 7 в соответствии с различными размерами шаблона коробки, то есть в соответствии с различными размерами коробок, которые должны быть собраны. Четыре угловые стойки 7 расположены так, что они образуют прямоугольную форму, соответствующую прямоугольной форме коробки, которая должна быть собрана. Каждая угловая стойка 7 будет в одном варианте осуществления изобретения расположена в углу между двумя боковыми стенками собираемой коробки. Регулировка размера рамки в одном варианте осуществления изобретения может заключаться в том, чтобы регулировать расстояния между угловыми стойками, при этом расстояния соответствуют ширине и длине коробки, которая должна быть собрана. В этом варианте осуществления изобретения, по меньшей мере, одна из угловых стоек 7 содержит крепежное устройство 19, к которому может быть прикреплен первый конец 23 шаблона 3 коробки во время обертывания шаблона коробки вокруг рамки 5. Это может быть, например, присоска или зажим, который может быть управляемым из системы 11 управления. В варианте осуществления, показанном на фигурах 1a-1с, первый конец 23 шаблона коробки представляет собой клеевой контакт, предусмотренный для образования части соединения изготовителя. Однако в другом варианте осуществления изобретения, соединение изготовителя внахлест не является обязательным, а вместо этого может быть предусмотрено соединение изготовителя от края до края с использованием ленточного уплотнения. В этом случае, первый конец 23 шаблона коробки, который прикреплен к одной из угловых стоек 7, не является клеевым контактом, а просто самым внешним концом шаблона коробки.
В этом варианте осуществления изобретения, система 11 управления сконфигурирована для управления положением рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. Система 11 управления может управлять крепежным устройством 19, имеющимся, по меньшей мере, на одной из угловых стоек 7 для прикрепления к первому концу 23 шаблона 3 коробки, который должен быть собран. Система 11 управления выполнена с возможностью вращения рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5.
Система 1 сборки коробки содержит, кроме того, подающую часть 31, которая сконфигурирована для подачи рамы 5 с шаблоном 3 коробки. Подающая часть 31 может быть предусмотрена в прямом соединении с системой изготовления шаблона коробки, например, непосредственно на выходе 43 из преобразующей части 41 системы изготовления шаблона коробки. Это схематично проиллюстрировано на фигурах 3a-3d, где проиллюстрирована система 100 изготовления коробки. Система 100 изготовления коробки содержит преобразующую часть 41 и систему 1 сборки коробки, расположенную в соединении с выходом 43 преобразующей части 41. Листовой материал подается в преобразующую часть 41 через вход 45 преобразующей части 41, например, из листового материала, хранящегося в фальцованных гармошкой кипах (не показаны). Таким образом, шаблон 3 коробки передается из преобразующей части 41 в подающую часть 31 системы 1 сборки коробки. Подающая часть 31 только схематично показана на фигурах 3a-3d, но более подробно показана на фигурах 1 и 2. Подающая часть 31 содержит продвигающее устройство 33, которое выполнено с возможностью продвижения шаблона 5 коробки по пути 35 к рамке 5. Путь 35 представляет собой поверхность, на которой должен лежать шаблон 3 коробки, при этом путь 35 проходит между входной стороной 36a подающей части 31 и выходной стороной 36b подающей части, причем выходная сторона 36b расположена в соединении с рамкой 5. Согласно изобретению, подающая часть 31 системы 1 сборки коробки содержит первое направляющее устройство 37a, расположенное в системе для складывания двух первых нижних клапанов 28 и двух вторых нижних клапанов 29 шаблона 3 коробки перед тем, как шаблон коробки обертывается вокруг рамки 5. Первые и вторые нижние клапаны 28, 29 будут составлять дно коробки, когда она собрана, и при этом два первых нижних клапана 28 являются противостоящими друг другу в коробке, когда она собрана, и могут также называться второстепенными клапанами, а два вторых нижних клапана 29 в собранной коробке являются противостоящими друг друга и могут быть названы главными клапанами.
Первое направляющее устройство 37a лучше всего видно на фиг.2a, и в этом варианте осуществления оно представляет собой изогнутый листовой металл, который предусмотрен вдоль пути 35 и содержит направляющую поверхность 38a, которая изогнута и которая будет заставлять первые и вторые нижние клапаны 28, 29 к изгибу вверх на величину между 60 и 90 градусами или, в одном варианте осуществления, на 80-90 градусов относительно плоскости, в которой размещена прилегающая часть 108, 109 боковой стенки шаблона 3 коробки при перемещении через подающую часть 31. Таким образом, первый и второй нижние клапаны 28, 29 будут изгибаться относительно прилегающей части шаблона 3 коробки во время подачи шаблона 3 коробки через подающую часть 31 к рамке 5.
Таким образом, нижние клапаны 28, 29 являются уже сложенными, когда шаблон 3 коробки достигает рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. Это удобно, потому что любые возможные складки фальцовки в шаблоне коробки, вызванные хранением листового материала в z-образных складках, могут сделать стороны коробки менее устойчивыми и прочными, чем стороны без складок. При сборке коробок, такие складки могут вызвать проблемы, особенно когда коробки собираются автоматически. Путем первого складывания нижних клапанов 28, 29, стороны коробки, содержащие складки фальцевания гармошкой, будут стабилизированы, и сборка коробок будет облегчена, т.е. будет достигнута более надежная и устойчивая система сборки коробки. Другие способы хранения, такие как, например, рулоны листового материала, также могут вызвать нестабильность боковых стенок. Складывание нижних клапанов согласно изобретению также в этом случае повысит устойчивость боковых стенок.
В одном варианте осуществления изобретения, кроме того, в подающей части 31 предусмотрен, по меньшей мере, один привод 39. Этот привод 39 может быть виден на фиг.2c. Привод 39 соединен с системой 11 управления и сконфигурирован для обеспечения дополнительной степени складывания либо двух первых нижних клапанов 28, либо двух вторых нижних клапанов 29. Таким образом, либо два первых нижних клапана 28 будут во время обертывания шаблона 3 коробки вокруг рамки 5 расположены внутри двух вторых нижних клапанов 29, либо наоборот. Это подходит для того, чтобы обеспечить удобное обертывание шаблона коробки без столкновения нижних клапанов 28, 29. Система 11 управления будет знать, какой из нижних клапанов 28, 29 в настоящее время находится в положении, в котором имеется привод 39, и может, таким образом, управлять приводом 39, чтобы складывать только первые или вторые нижние клапаны 28, 29 на дополнительную величину. Дополнительная величина может составлять, например, несколько градусов. На Фигуре 2b, шаблон 3 коробки показан в том виде, в каком он находится в одном конкретном положении во время его прохождения через подающую часть 31. В этом положении один из первых нижних клапанов 28а только что был отогнут на дополнительную величину приводом 39, что можно видеть по тому, что он сложен больше, чем второй нижний клапан 29, который расположен прилегающим. Другой первый нижний клапан 28b только что начал сгибаться посредством первого направляющего устройства 37a.
В этом варианте осуществления, но не обязательно, подающая часть 31 системы 1 сборки коробки дополнительно содержит второе направляющее устройство 37b (лучше всего видно на фиг.1c), которое является аналогичным первому направляющему устройству 37a, но перевернуто. Т.е. второе направляющее устройство 37b может быть изогнутым листовым металлом, который предусмотрен вдоль пути 35 и содержит направляющую поверхность 38b, которая изогнута и которая заставляет первый и второй верхние клапаны 48, 49 изгибаться вниз относительно плоскости, в которой прилегающая часть 108, 109 боковой стенки шаблона 3 коробки расположена при перемещении через подающую часть 31. Таким образом, первый и второй верхние клапаны 48, 49 будут изгибаться относительно прилегающей части боковой стенки шаблона 3 коробки во время подачи шаблона 3 коробки через подающую часть 31 к рамке 5.
Таким образом, два первых верхних клапана 48 и два вторых верхних клапана 49 шаблона 3 коробки складываются до того, как шаблон 3 коробки будет обернут вокруг рамки 5. Первый и второй верхние клапаны 48, 49 будут составлять верхнюю часть коробки, когда она собрана и закрыта, и при этом два первых верхних клапана 48 являются противостоящими друг друга, и два вторых верхних клапана 49 являются противостоящими друг друга в коробке, когда она собрана. Первые и вторые верхние клапаны 48 49 сложены в противоположном направлении по сравнению со складыванием нижних клапанов 28, 29. Степень складывания верхних клапанов может составлять между 0 и 180 градусов. Также небольшое складывание будет повышать устойчивость. Складывание верхних клапанов также дает дополнительные преимущества, такие как более легкое заполнение сложенной коробки, более легкую транспортировку сложенной коробки к станции заполнения, а угловые стойки 7 рамки 5 не должны быть слишком длинными для удержания коробки при обертывании вокруг рамки.
Система 1 сборки коробки содержит, кроме того, в одном варианте осуществления изобретения устройство 51 склеивания, сконфигурированное для обеспечения приклеивания к первому концу 23 или второму концу 24 шаблона 3 коробки для герметизации соединения изготовителя, и к первому или второму нижним клапанам 28, 29 до того, как шаблон коробки 3 будет полностью обернут вокруг рамки 5. Система 1 сборки коробки может также содержать сжимающее устройство, сконфигурированное для сжатия первых нижних клапанов 28 по направлению ко вторым нижним клапанам 29 для герметизации дна.
Как описано выше, соединение изготовителя и дно коробки могут быть заклеены, например, лентой или клеем, перед тем, как рамка 5 будет удалена из собранной коробки и использована для сборки новой коробки.
В этом варианте осуществления изобретения рамка содержит четыре угловых стойки 7a, 7b, 7c, 7d. Если, например, собирается контейнер с обычными прорезями, RSC или контейнер с половинными прорезями, HSC, каждая из четырех угловых стоек 7a-7d будет предусмотрена во внутреннем углу каждой коробки между двумя боковыми стенками коробки. Кроме того, расстояние между первой одной угловой стойкой 7а и второй одной угловой стойкой 7b соответствует ширине окончательно собранной коробки, а расстояние между первой угловой стойкой 7а и третьей угловой стойкой 7с соответствует длине окончательно собранной коробки. При регулировке размера рамки, меняются расстояния между угловыми стойками, которые соответствуют длине и ширине окончательно собранной коробки. Подающая часть 31 системы 1 сборки коробки также может быть адаптирована для различных размеров шаблона коробки. Положение первого и второго направляющих 37а, 37b устройств будет регулироваться согласно высоте боковых стенок 108, 109 шаблона коробки, которая соответствует высоте окончательно собранной коробки. Также как описано выше, по меньшей мере, одна из угловых стоек 7 содержит крепежное устройство 19, к которому может быть прикреплен первый конец 23 шаблона 3 коробки во время обертывания шаблона коробки вокруг рамки 5. В варианте осуществления, показанном на фигурах 1-3, первый конец 23 шаблона коробки представляет собой клеевой контакт, предусмотренный для образования части соединения изготовителя. Однако, как описано выше, первый конец 23 не обязательно должен быть клеевым контактом.
Кроме того, в этом варианте осуществления можно видеть, что система 11 управления сконфигурирована для доставки рамки 5 к шаблону 3 коробки с дистальным концом 25 рамки 5, по существу, в соответствии с нижними линиями 27 сгиба шаблона 3 коробки, так что дно может быть сложено, сохраняя при этом рамку 5 внутри обернутого шаблона коробки.
В этом варианте осуществления изобретения, система 11 управления выполнена с возможностью управления положением и ориентацией рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5. Система 11 управления может управлять крепежным устройством 19, предусмотренным, по меньшей мере, на одной из угловых стоек 7 для прикрепления к первому концу 23 шаблона 3 коробки, который должен быть собран. Система 11 управления дополнительно в этом варианте осуществления выполнена с возможностью вращения рамки 5 для обертывания шаблона 3 коробки вокруг рамки 5.
Фиг.3d схематично показывает систему 1 сборки коробки в положении, когда шаблон 3 коробки практически обмотан вокруг рамки 5. В этом варианте осуществления, когда клеевой контакт предусмотрен в качестве первого конца 23 шаблона 3 коробки, который прикреплен к крепежному устройству 19 рамы 5, клей наносится либо на клеевой контакт, либо на второй конец 24 шаблона 3 коробки, который будет сопрягаться с клеевым контактом 23, когда шаблон коробки полностью обернут вокруг рамки. Уплотнение между клеевым контактом 23 и вторым концом 24 шаблона коробки называется соединением изготовителя. Таким образом, в этом варианте осуществления изобретения, способ содержит этап уплотнения соединения изготовителя перед тем, как рамка отделяется от шаблона коробки. Таким образом, система сборки коробки содержит, как описано выше, устройство 51 склеивания. Устройство 51 склеивания соединено с системой 11 управления и управляется системой 11 управления для подачи клея в шаблон коробки для герметизации соединения изготовителя и дна. Клей подается либо на первый, либо на второй конец шаблона коробки и либо на первые, либо на вторые нижние клапаны 28, 29, когда они проходят устройство 51 склеивания на своем пути через подающую часть 31.
На фиг.4 показана блок-схема способа сборки коробки согласно одному варианту осуществления изобретения. Этапы способа кратко описаны ниже. Большинство этапов способа уже подробно описаны выше.
S1: Складывание первого и второго нижних клапанов 28, 29 относительно прилегающей части 108, 109 боковой стенки шаблона 3 коробки. Складывание может быть между 60 и 90 градусами, и в одном варианте осуществления между 80 и 90 градусами. При желании, также верхние клапаны 48, 49 могут быть сложены, однако в направлении, противоположном складыванию нижних клапанов. Соответственно, этот этап складывания нижних клапанов 28, 29 также включает складывание двух первых нижних клапанов 28 на величину, отличную от степени складывания двух вторых нижних клапанов 29.
S2: Присоединение первого конца 23 шаблона 3 коробки к рамке 5 системы 1 сборки коробки.
S3: Вращение рамки 5 для обертывания шаблона 3 коробки вокруг рамки.
S4: Герметизация соединения изготовителя и дна коробки перед ее отделением от рамки. Герметизация может содержать обеспечение приклеивания к первому концу 23 или второму концу 24 шаблона коробки, и либо к первым, либо ко вторым нижним клапанам 28, 29 и, возможно, также обеспечение сжатия первого и второго нижних клапанов по направлению друг к другу и сжатия соединения изготовителя.
S5: Отделение собранной коробки от рамки так, чтобы другая коробка могла быть собрана.
Согласно другому аспекту изобретения, предусмотрен способ изготовления коробок из листового материала. Листовой материал может быть, например, картоном или гофрированным картоном. Способ включает этапы, при которых:
- изготавливают шаблоны коробок, возможно, разных размеров из листового материала;
- собирают шаблоны коробок согласно любому одному из вариантов осуществления способа сборки коробок как описано выше.
Способ может дополнительно содержать начальный этап подачи листового материала в систему изготовления шаблона коробки из пачек фальцованного гармошкой листового материала. Когда шаблоны коробок изготавливаются из фальцованного гармошкой материала, такого как, например, фальцованного гармошкой гофрированный картон, сгибы будут выполнены в шаблонах коробок и в других местах, отличных от предназначенных, называемых здесь складками фальцовки гармошкой. С этими складками фальцовки гармошкой может быть проблематично обращаться при сборке коробок, потому что стенки коробки могут не вести себя как стенки без таких складок фальцовки гармошкой. Они могут складываться вдоль складки фальцовки гармошкой, а не вдоль намеченных линий сгиба. Обеспечение складывания углов в предназначенных положениях имеет решающее значение для обеспечения правильной сборки коробки. Использование рамки и способ обертывания шаблонов коробок вокруг рамки для сборки коробок будут особенно подходящими и улучшают процессы сборки шаблонов коробок, содержащих складки фальцовки гармошкой, то есть шаблонов коробок, обеспечиваемых в различных размерах по требованию из фальцованного гармошкой листового материала. Такая складка 140 фальцовки гармошкой показана в шаблоне 3 коробки, который собирается системой 1 сборки коробки, показанной на фиг.1с. Листовой материал также может быть подан в систему изготовления шаблона коробки из рулонов листового материала или из любого другого хранилища листового материала. Гофрированный картон, обеспечиваемый в рулонах, может быть, например, однофазным гофрированным картоном. Хранение листового материала на рулонах может вызвать нестабильность боковых стенок, и поэтому использование рамки и способа складывания дна перед обертыванием шаблонов коробок вокруг рамки для сборки коробок будет выгодным также при использовании листового материала, полученного из таких рулонов.
Согласно одному варианту осуществления изобретения, способ изготовления коробок дополнительно включает синхронизацию системы 11 управления системы 1 сборки коробки с системой 11' управления преобразующей частью 41, так что обертывание шаблона 3 ящика вокруг рамки 5 синхронизируется с преобразованием листового материала в шаблон коробки в преобразующей части 41, в результате чего весь процесс от листового материала до собранной коробки является непрерывным процессом. Эти две системы 11, 11’ управления могут также быть объединены в одну систему управления.
Согласно другому аспекту изобретения, предусмотрена система 100 изготовления коробки. Такая система изготовления коробки уже схематично описана на фигурах 3a-3d. Система изготовления коробки содержит:
- по меньшей мере, один вход 45 для приема листового материала;
- по меньшей мере, одну преобразующую часть 41, сконфигурированную для приема указанного листового материала и преобразования указанного листового материала в шаблоны коробок разных размеров согласно данным инструкциям;
- по меньшей мере, одну систему 1 сборки коробки, как описано выше, сконфигурированную для сборки шаблонов коробок, выполненную, по меньшей мере, с одной частью 41 преобразователя.
В одном варианте осуществления изобретения, указанный, по меньшей мере, один вход 45 сконфигурирован для приема указанного листового материала из пачек фальцованного гармошкой листового материала, как описано выше.
В одном варианте осуществления изобретения, система 11 управления системы 1 сборки коробки синхронизирована или интегрирована с системой управления преобразующей части 41 так, что обертывание шаблона 3 коробки вокруг рамки 5 синхронизировано с преобразованием листового материала в шаблон коробки в преобразующей части 41, посредством чего весь процесс от листового материала до собранной коробки является непрерывным процессом.
Система 11 управления системы 1 сборки коробки дополнительно содержит процессор и компьютерную программу, которая при запуске на процессоре заставляет систему 11 управления выполнять способ для сборки коробок, как описано выше.
Изобретение дополнительно содержит компьютерную программу, содержащую машиночитаемый код, который при запуске на процессоре в системе 11 управления системы 1 сборки коробки согласно изобретению заставляет систему управления выполнять способ сборки коробки в соответствии с изобретением, как описано выше.
Группа изобретений относится к способу для изготовления коробок и способу для сборки коробок из шаблона (3) коробки, а также к системе сборки коробки и системе изготовления коробки. Способ сборки коробок включает этапы, при которых складывают два первых нижних клапана и два вторых нижних клапана шаблона коробки. Первые и вторые нижние клапаны выполнены с возможностью образования дна коробки в ее собранном виде. Два первых нижних клапана расположены напротив друг друга, и два вторых нижних клапана расположены напротив друг друга в коробке в ее собранном виде. Далее регулируют размер рамки согласно размеру шаблона коробки и прикрепляют шаблон коробки к рамке. После регулировки размера рамки вращают рамку для обертывания шаблона коробки вокруг рамки. Техническим результатом является создание автоматизированной и гибкой системы сбора коробок. 5 н. и 24 з.п. ф-лы, 11 ил.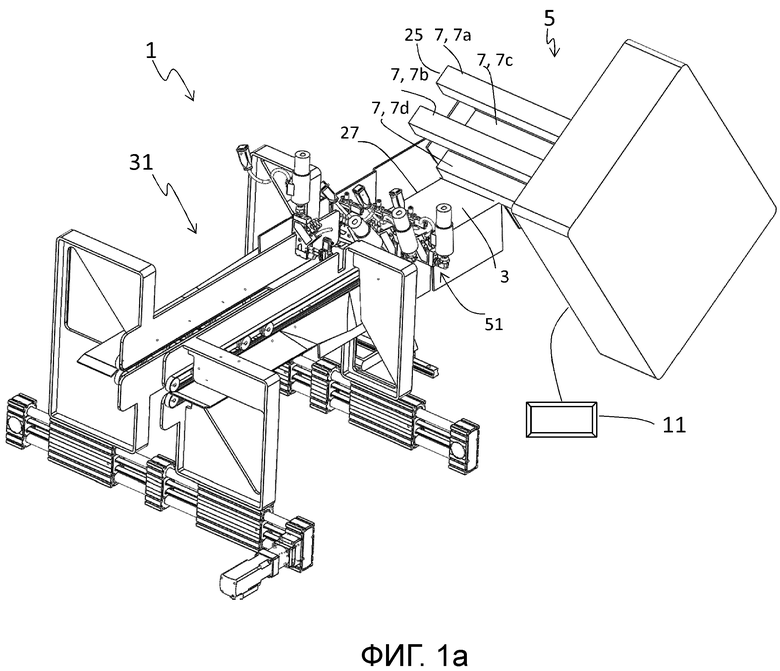
1. Способ сборки коробки из шаблона коробки, содержащий этапы, при которых:
- складывают два первых нижних клапана и два вторых нижних клапана шаблона коробки, при этом первые и вторые нижние клапаны выполнены с возможностью образования дна коробки в ее собранном виде, причем два первых нижних клапана расположены напротив друг друга и два вторых нижних клапана расположены напротив друг друга в коробке в ее собранном виде;
- регулируют размер рамки согласно размеру шаблона коробки;
- прикрепляют шаблон коробки к рамке и
- после регулировки размера рамки вращают рамку для обертывания шаблона коробки вокруг рамки.
2. Способ по п.1, в котором при складывании двух первых нижних клапанов и двух вторых нижних клапанов складывают два первых нижних клапана на первую величину и складывают два вторых нижних клапана на вторую величину, отличающуюся от первой величины.
3. Способ по любому из пп.1, 2, в котором при складывании первого и второго нижних клапанов шаблона коробки продвигают шаблон коробки через подающую часть системы сборки коробки к раме так, что первое направляющее устройство, имеющееся в подающей части, заставляет первый и второй нижние клапаны складываться между 60 и 90 градусами относительно прилегающей части боковой стенки шаблона коробки.
4. Способ по любому из пп.1-3, в котором перед вращением рамки для обертывания шаблона коробки вокруг рамки способ дополнительно включает этап, при котором:
- складывают два первых верхних клапана и два вторых верхних клапана шаблона коробки, при этом первые и вторые верхние клапаны выполнены с возможностью образования верха коробки в ее собранном и закрытом состоянии, причем два первых верхних клапана расположены напротив друг друга и два вторых верхних клапана расположены напротив друг друга в коробке в ее собранном состоянии, при этом первые и вторые верхние клапаны сложены относительно прилегающей части боковой стенки шаблона коробки и в противоположном направлении по сравнению со складыванием нижних клапанов.
5. Способ по любому из пп.1-4, дополнительно включающий герметизацию соединения изготовителя и дна коробки перед отделением собранной коробки от рамки.
6. Способ по п.5, в котором при герметизации соединения изготовителя и дна коробки наносят клей на первый или второй концы шаблона коробки и на первый или второй нижние клапаны до того, как шаблон коробки полностью обернут вокруг рамки, и сжимают соединение изготовителя, а также прижимают первые нижние клапаны по направлению ко вторым нижним клапанам для герметизации дна.
7. Способ по любому из пп.1-6, в котором при прикреплении шаблона коробки к рамке прикрепляют первый конец шаблона коробки к одной из четырех угловых стоек, имеющихся в рамке.
8. Способ по п.1, в котором при регулировке размера рамки управляют размером рамки посредством системы управления, соединенной с рамкой, при регулировке управляют расстояниями между четырьмя угловыми стойками, имеющимися в рамке.
9. Способ по любому из пп.1-8, дополнительно включающий этап, при котором
- регулируют положение первого направляющего устройства и второго направляющего устройства подающей части системы сборки коробки до того, как шаблон коробки пройдет через подающую часть, при этом указанное положение регулируют согласно высоте боковых стенок шаблона коробки, причем высота соответствует высоте окончательно собранной коробки.
10. Способ по любому из пп.1-9, согласно которому дополнительно располагают дальний конец рамки по существу выровненным с линиями сгиба клапана дна шаблона коробки таким образом, чтобы дно можно было сложить при сохранении рамки внутри обернутого шаблона коробки.
11. Система сборки коробки из шаблона коробки, содержащая:
- рамку;
- крепежное устройство, соединенное с рамкой и выполненное для прикрепления рамки к первому концу шаблона собираемой коробки;
- систему управления, соединенную с рамкой и выполненную с возможностью вращения рамки для обертывания шаблона коробки, прикрепленного к рамке, вокруг рамки; и
- первое направляющее устройство, расположенное в системе сборки коробки для складывания двух первых нижних клапанов и двух вторых нижних клапанов шаблона коробки до того, как шаблон коробки обернут вокруг рамки, причем первый и второй нижние клапаны выполнены с возможностью образования дна коробки в ее собранном состоянии, при этом два первых нижних клапана являются противостоящими друг другу и два вторых нижних клапана расположены напротив друг друга в коробке в ее собранном состоянии.
12. Система п.11, дополнительно содержащая продвигающее устройство в подающей части системы сборки коробки для продвижения шаблона коробки по пути подающей части к рамке, при этом рамка расположена на выходной стороне подающей части, причем первое направляющее устройство расположено относительно подающей части с возможностью приложения силы для складывания первых и вторых нижних клапанов между 60 и 90 градусами относительно прилегающей части боковой стенки шаблона коробки при подаче шаблона коробки через подающую часть.
13. Система по п.12, дополнительно содержащая по меньшей мере один привод для подающей части, выполненный с возможностью обеспечения дополнительной величины складывания двух первых нижних клапанов либо двух вторых нижних клапанов при подаче шаблона коробки через подающую часть.
14. Система по п.11, дополнительно содержащая второе направляющее устройство в подающей части системы сборки коробки, выполненное с возможностью складывания двух первых верхних клапанов и двух вторых верхних клапанов шаблона коробки перед обертыванием шаблона коробки вокруг рамки, при этом первые и вторые верхние клапаны выполнены с возможностью образования верха коробки в ее собранном и закрытом состоянии, причем два первых верхних клапана расположены напротив друг друга и два вторых верхних клапана расположены напротив друг друга в коробке в ее собранном состоянии, при этом первые и вторые верхние клапаны выполнены с возможностью их складывания относительно прилегающих частей боковой стенки шаблона коробки и в противоположном направлении по сравнению со складыванием нижних клапанов.
15. Система по любому из пп.11-14, дополнительно содержащая устройство для склеивания, выполненное с возможностью подачи клея на первый или второй конец шаблона коробки и по меньшей мере на один из первых или вторых нижних клапанов до того, как шаблон коробки полностью обернут вокруг рамки.
16. Система по любому из пп.11-15, в которой рамка содержит регулируемые части, определяющие размер рамки, а система управления выполнена с возможностью регулирования размера рамки путем регулировки регулируемых частей согласно размеру шаблона собираемой коробки.
17. Система по п.16, в которой регулируемые части рамки содержат четыре угловые стойки, при этом система управления выполнена с возможностью управления положением угловых стоек для различных размеров собираемой коробки.
18. Система по п.17, в которой каждая угловая стойка расположена в углу между двумя боковыми стенками обернутой коробки и регулировка размера рамки обеспечивается посредством регулировки расстояний между угловыми стойками, причем расстояния соответствуют ширине и длине собираемой коробки.
19. Система по п.17 или 18, в которой по меньшей мере одна из угловых стоек содержит крепежное устройство для прикрепления к нему первого конца шаблона коробки при обертывании шаблона коробки вокруг рамки.
20. Система по любому из пп.11-19, в которой система управления выполнена с возможностью обеспечения рамки для шаблона коробки с удаленным концом рамки, по существу выровненным с линиями сгиба дна шаблона коробки, так что дно имеет возможность его складывания с сохранением рамки внутри обернутого шаблона коробки.
21. Система по любому из пп.11-20, в которой система управления выполнена с возможностью управления положением первого направляющего устройства и второго направляющего устройства подающей части системы сборки коробки до продвижения шаблона коробки через подающую часть, при этом указанное положение регулируется согласно высоте боковых стенок шаблона коробки, причем высота соответствует высоте окончательно собранной коробки.
22. Система по любому из пп.11-21, в которой система управления содержит процессор и компьютерную программу, которая при запуске на процессоре заставляет систему управления выполнять способ по любому из пп.1-10.
23. Машиночитаемый носитель с компьютерной программой, содержащей машиночитаемый код, который при запуске на процессоре в системе управления системы сборки коробки заставляет систему управления выполнять способ по любому из пп.1-10.
24. Способ изготовления коробок из листового материала, включающий этапы, при которых:
- изготавливают шаблоны коробок из листового материала и
- складывают шаблоны коробок согласно способу по любому одному из пп.1-10.
25. Способ по п.24, согласно которому далее подают листовой материал в преобразующую часть системы изготовления коробки из пачек фальцованного гармошкой листового материала или из рулонов листового материала.
26. Способ по п.25, согласно которому далее синхронизируют систему управления системы сборки коробки с системой управления преобразующей частью, так что обертывание шаблона коробки вокруг рамки синхронизируется с преобразованием листового материала в шаблон коробки в преобразующей части, посредством чего весь процесс от листового материала до собранной коробки является непрерывным процессом.
27. Система изготовления коробки, содержащая:
- по меньшей мере один вход для приема листового материала;
- по меньшей мере одну преобразующую часть, выполненную с возможностью приема листового материала и преобразования листового материала в шаблоны коробок согласно заданным инструкциям и
- по меньшей мере одну систему сборки коробки согласно одному из пп.11-22, выполненную с возможностью сборки шаблонов коробок, подаваемых по меньшей мере из одной преобразующей части.
28. Система по п.27, в которой по меньшей мере один вход выполнен с возможностью приема листового материала из пачек фальцованного гармошкой листового материала или из рулонов листового материала.
29. Система п.27 или 28, в которой система управления системы сборки коробки синхронизирована или интегрирована с системой управления преобразующей части так, что обертывание шаблона коробки вокруг рамки синхронизировано с преобразованием листового материала в шаблон коробки в преобразующей части, посредством чего весь процесс от листового материала до собранной коробки является непрерывным процессом.
| Транзисторный преобразователь | 1981 |
|
SU983946A1 |
| US 2012122640 A1, 17.05.20212 | |||
| МОЗАИЧНОЕ ПРОИЗВОДСТВО УПАКОВОЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2600917C2 |
| Машина для изготовления заготовок упаковочных коробок из картонного полотна | 1981 |
|
SU1121156A1 |
| СТАНОК-ПОЛУАВТОМАТ ДЛЯ СКЛЕИВАНИЯ КАРТОННЫХ ЗАГОТОВОК | 2005 |
|
RU2287432C2 |
| WO 2015173744 A1, 19.11.2015. | |||

