Настоящее раскрытие в основном относится к поддерживающим конструкциям или несущим конструкциям подвесных потолков, то есть к поддерживающим конструкциям для плит или панелей, размещенных под обычным потолком и присоединенных к обычному потолку с помощью так называемых подвесок, стальных стержней, проволоки, реек или других соединительных изделий.
Поддерживающие конструкции подвесных потолков содержат опорный каркас, предназначенный для поддержки или крепления панелей или плит, в котором опорный каркас включает в себя металлические рейки, соединенные и пересекающиеся в специальных узлах, образуя подходящую сетку, которая образует опорный план панелей или плит подвесного потолка.
Еще более конкретно, настоящее раскрытие относится к металлической рейке и способу обработки металлической рейки.
Известно, что металлическая рейка для поддерживающих конструкций подвесных потолков является изделием удлиненной формы, имеющей Т-образное, или U-образное или C-образное сечение, или другие Т-образные сечения, который получают путем сгибания листового металла, для получения двух перекрывающихся участков листового металла, с целью образования участков листового металла, которые являются смежными и/или расположены бок о бок.
На практике металлическая рейка включает в себя по меньшей мере два участка листового металла, или стенки, расположенные бок о бок и перекрывающиеся в продольном направлении рейки.
Известна также необходимость использования для изготовления металлических реек листовых металлов из наиболее легкого материала и с наименьшей толщиной, чтобы как можно меньше влиять на вес и стоимость поддерживающей конструкции.
Однако использование легких материалов часто несовместимо с возможностью обеспечения достаточной механической прочности и устойчивости металлического рейки в деле. В частности, было отмечено, что металлическая рейка, изготовленная описанным выше способом, в котором две стенки листового металла расположены бок о бок в продольном направлении, испытывает кручение относительно продольной оси под нагрузкой. Понятно, что такая тенденция к кручению негативно влияет на механические характеристики.
В основе настоящего раскрытия лежит понимание изобретателем, что тенденция к кручению вызывается в основном тенденцией к проскальзыванию двух участков листового металла относительно друг друга. Следовательно, для уменьшения тенденции к кручению и увеличения жесткости рейки в продольном направлении, задумано блокировать скольжение частей листового металла. Некоторые решения по соединению двух частей листового металла могут включать в себя пайку или сварку. Однако, такие технологии очень дороги и должны время от времени адаптироваться к типу изготавливаемой рейки, то есть к форме, размеру и материалу металлической рейки.
Настоящее раскрытие вытекает из технической проблемы обеспечения металлической рейки подвесного потолка и способа обработки металлической рейки, которые позволят преодолеть недостатки, упомянутые выше, и/или для достижения других преимуществ или отличительных особенностей.
Такая техническая проблема может быть решена с помощью металлической рейки по независимому п.1, поддерживающей конструкции подвесного потолка по п.9 и способа обработки по п.10.
Конкретные варианты осуществления предмета настоящего раскрытия изложены в соответствующих зависимых пунктах формулы изобретения.
В частности, в соответствии с настоящим раскрытием, для стыковки или соединения по меньшей мере двух участков листового металла, выполняется частичный надрез двух участков листового металла, для получения полу-надрезанных частей двух участков листового металла, причем такие полу-надрезанные части выступают, по меньшей мере частично в направлении второго из двух участков листового металла и создавать взаимодействие. На практике два участка рейки из листового металла, расположенные бок о бок, имеют насечку, образующую частично надрезанные части, которые, в результате надреза оказываются сдвинутыми в направлении другого участка листового металла. На практике, надрезы выполнены так, что частично надрезанная часть одного из двух участков листового металла выступает в направлении второго участка листового металла. В некоторых вариантах осуществления, оба участка листового металла, расположенные бок о бок, демонстрируют надрезы, образующие частично надрезанные части, которые выступают в противоположном направлении, и создают взаимодействие.
В объеме настоящего раскрытия, выражение "полу-надрезанный" означает, например, процесс образования по меньшей мере в одном участке листового металла "частично надрезанных частей", таким образом, частично присоединенных к остальной части рейки, причем область соединения, где полу-надрезанная часть деформирована по отношению к остальной части рейки, образует своего рода линию шарнира.
В соответствии с настоящим раскрытием, для противодействия кручению рейки и для получения рейки с удовлетворительной крутильной жесткости, надрезы расположены или проходят вдоль поперечного направления рейки, то есть в поперечном направлении по отношению к продольному направлению (направлению длинной стороны), например, в направлении короткой стороны. Поперечное направление может быть перпендикулярным или наклонным по отношению к продольному направлению рейки, и, фактически, оно является направлением, которое «перекрещивает» или «пересекает» продольное направление. Поперечное направление может быть прямым или волнистым или криволинейным.
В частности, продление надрезов в поперечном направлении является таким, чтобы создавать взаимодействие между участками листового металла, проходящими в этом поперечном направлении. Как отмечено выше, такое взаимодействие частей в упомянутом направлении является наиболее эффективным для предотвращения или уменьшения кручения металлической рейки.
В некоторых вариантах осуществления, надрезы или частично надрезанные части могут быть выполнены таким образом, что выступ в направлении другого участка листового металла и относительное взаимодействие не распространяется в поперечном направлении по всей высоте полу-сдвинутой части. На практике, полу-сдвинутая часть может только частично выступать в направлении другого участка листового металла, например, в соответствии с упомянутой областью линии шарнира или деформированной области. В некоторых вариантах осуществления, такие области линии шарнира совпадают с угловой областью полу-надрезанной части.
Надрезы выполнены попарно и расположены на противоположных сторонах рейки ступенчато для образования пар частично надрезанных и взаимодействующих частей, которые чередуются в продольном направлении. На практике, в некоторых вариантах осуществления, каждый из по меньшей мере двух участков листового металла, имеет пару смежных надрезов. Пары надрезов расположены ступенчато по два в упомянутом продольном направлении и с противоположных сторон. Такие надрезы определяют чередующийся в противоположных направлениях сдвиг пар частично надрезанных частей. Данный чередующийся сдвиг позволяет получить увеличенное взаимодействие между частями.
Пары, таким образом, поочередно сдвинуты в направлении одного участка листового металла и другого участка листового металла. Таким образом, выполняется ряд полу-надрезов, определяющих линию взаимодействия или линию стыка.
В альтернативном варианте осуществления, надрезы выполняются на одной и той же одиночной рейки, следовательно, только на одном из двух участков листового металла, так, чтобы образовать пары чередующихся последовательных надрезов по меньшей мере на одном из по меньшей мере двух участков листового металла, что имеет результатом частичный надрез или деформацию другого участка листового металла. Отсюда следует, что в данном варианте осуществления, пары надрезов чередуются с участками без надрезов.
Линия стыка может быть непрерывной или прерывистой линией. Может также обеспечиваться несколько линий швов.
В одном варианте осуществления, выполнены надрезы, имеющие глубину, по меньшей мере равную половине толщины соответствующего участка листового металла.
В одном варианте осуществления, выполнены надрезы, имеющие глубину меньше, чем половина толщины соответствующего участка листового металла.
В дополнительном варианте осуществления, выполнены надрезы, имеющие глубину больше, чем половина толщины соответствующего участка листового металла, и позволяющие иметь удовлетворительное взаимодействие.
Другие признаки и рабочие режимы предмета настоящего раскрытия будут очевидны из последующего подробного описания их предпочтительных вариантов осуществления, приведенного в качестве неограничивающего примера. Однако, должно быть понятно, что каждый вариант осуществления предмета настоящего раскрытия может иметь одно или более преимуществ, перечисленных выше; в любом случае не требуется, чтобы каждый вариант осуществления одновременно имел все перечисленные преимущества.
Далее делается обращение к фигурам прилагаемых чертежей, на которых:
- Фиг. 1 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с одним вариантом осуществления настоящего раскрытия;
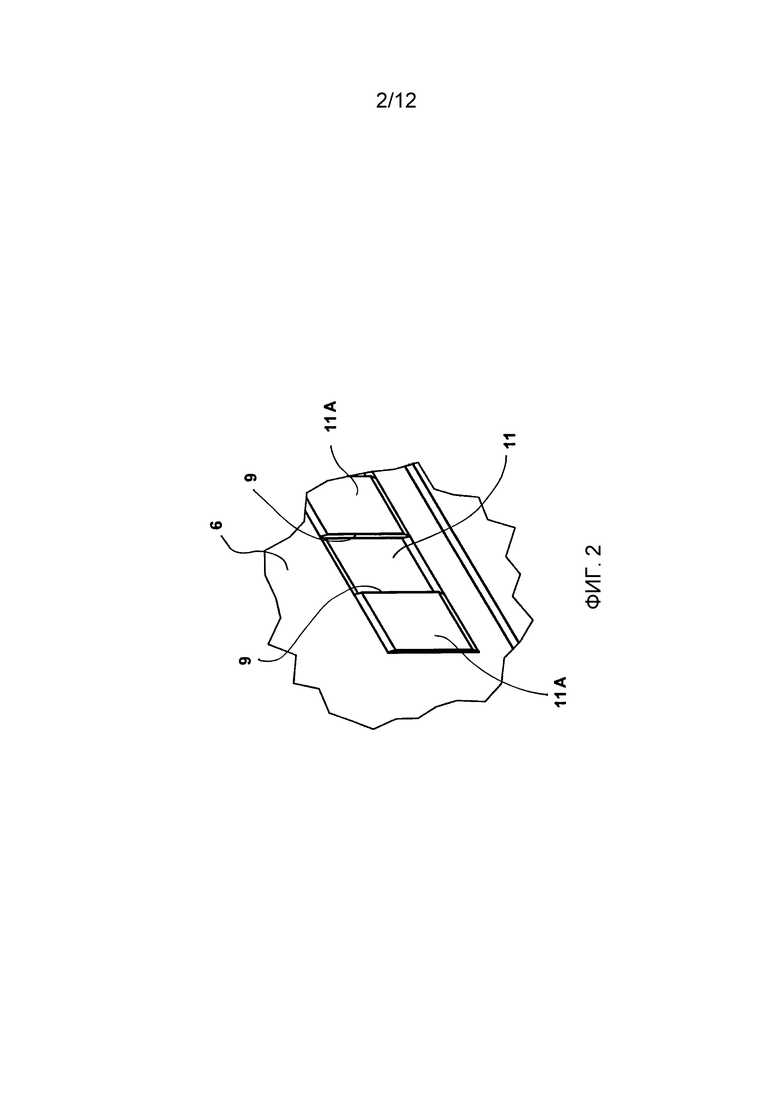
- Фиг. 2 показывает вид детали II на Фиг. 1;
- Фиг. 3 показывает вид сбоку рейки поддерживающей конструкции подвесных потолков, в соответствии с одним вариантом осуществления настоящего раскрытия;
- Фиг. 4 показывает вид сечения вдоль линии IV-IV на Фиг. 3;
- Фиг. 5 показывает вид детали V на Фиг. 4 в большем масштабе;
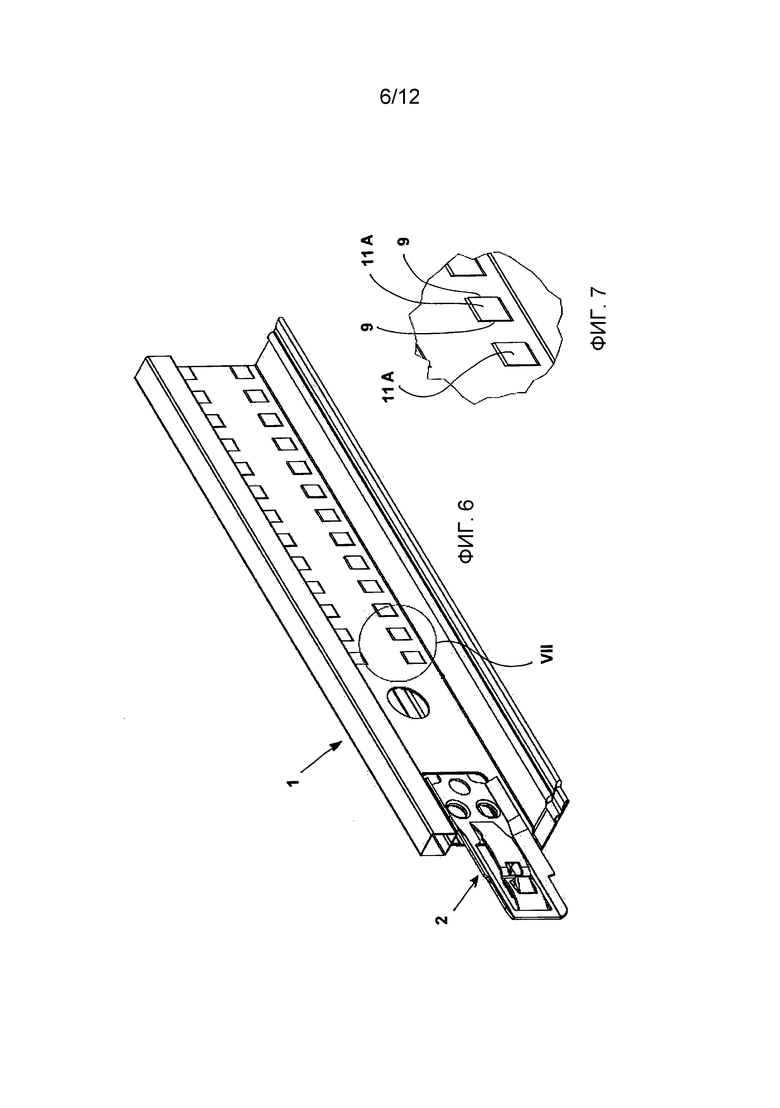
- Фиг. 6 показывает вид в перспективе рейки поддерживающей конструкции подвесных потолков, в соответствии с дополнительным вариантом осуществления настоящего изобретения;
- Фиг. 7 показывает вид детали VII на Фиг. 6;
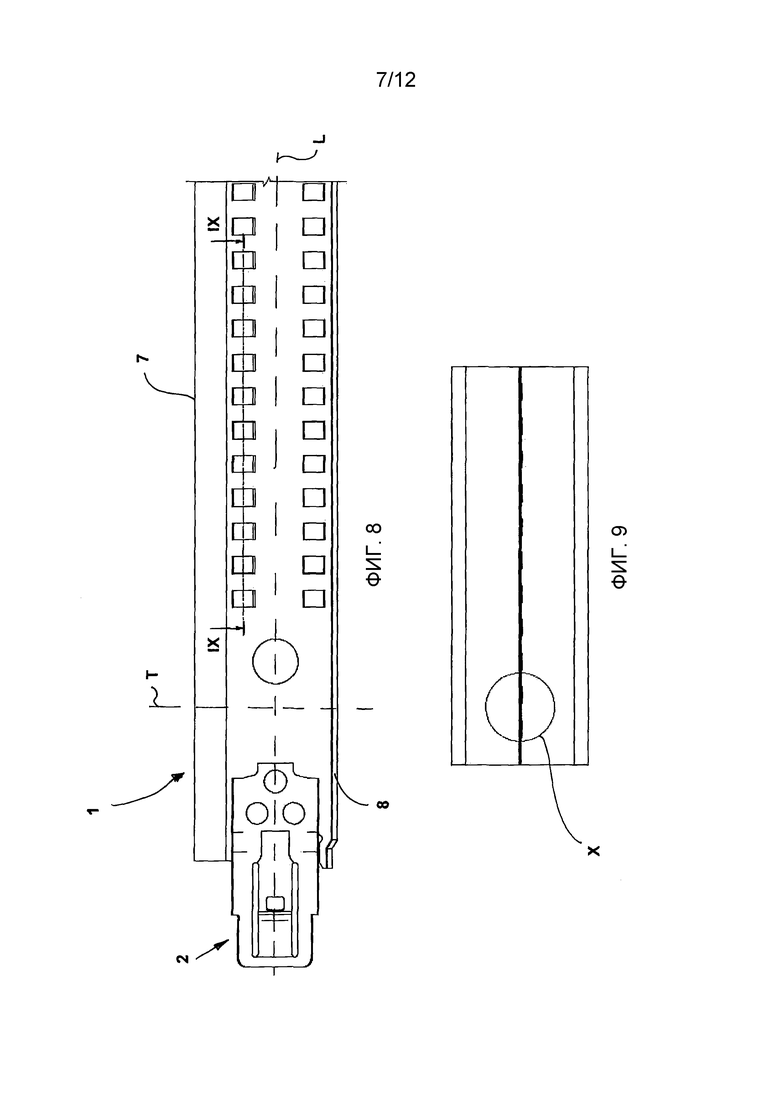
- Фиг. 8 показывает вид сбоку рейки поддерживающей конструкции подвесных потолков, в соответствии с дополнительным вариантом осуществления, не являющегося частью настоящего раскрытия;
- Фиг. 9 показывает вид сечения вдоль линии IX-IX на Фиг. 8;
- Фиг. 10 показывает вид детали X на Фиг. 9 в увеличенном масштабе;
- Фиг. 11-13 показывает виды сечений рейки в соответствии с соответствующими вариантами осуществления настоящего раскрытия;
- Фиг. 14-19 показывают соответствующие виды в перспективе реек для поддерживающей конструкции подвесных потолков, в соответствии с дополнительным вариантом осуществления настоящего раскрытия.
Со ссылкой на прилагаемые фигуры, рейка для выполнения опорного каркаса поддерживающей конструкции подвесного потолка, в соответствии с некоторыми вариантами осуществления настоящего раскрытия, обозначена ссылочной позицией 1. Рейка выполнена с возможностью присоединения к другой металлической рейке 1 с помощью фиксатора 2, прикрепленного к одному концу металлической рейки 1. Например, более конкретно, фиксатор 2 может вставляться в паз (не показан) второй металлической рейки 1 для сцепления с краем, образующим паз металлической рейки 1 для создания стыка между двумя металлическими рейками 1.
В примере, металлическая рейка 1 имеет Т-образное сечение, и получается путем сгибания листового металла, чтобы получить перекрытие по меньшей мере двух участков 5, 6 листового металла. Металлическая рейка 1 может отличаться от проиллюстрированной рейки, например, иметь отличающееся сечение, например, C-образное или U-образное сечение, или даже дополнительно отличающееся T-образное сечение.
Важным с точки зрения объема настоящего раскрытия является то, что металлическая рейка 1 должна включать в себя по меньшей мере два участка 5, 6 листового металла, или стенки, расположенные бок о бок и/или перекрывающиеся, как показано, например, на Фиг. 5. Два участка 5, 6 листового металла могут быть соединены друг с другом.
Металлическая рейка 1 проходит в преимущественном направлении, также называемом продольным направлением, которое обозначено пунктирной линией на Фиг. 3 и в невостребованном варианте осуществления на Фиг. 8 и обозначено ссылочной буквой L. Другими словами, металлическая рейка является удлиненным телом, в котором различают длинную сторону, проходящую в упомянутом продольном направлении, и короткую сторону, проходящую перпендикулярно к длинной стороне.
Что касается данного продольного направления L металлической рейки 1, то оно может быть определено, как поперечное направление T (которое, глядя на Фиг. 3 и 8, проходит от длинной стороны к другой длиной стороне рейки), которое проходит поперек, перекрещивает или пересекается с продольным направлением, и в результате проходит от нижней области 8 (первая длинная сторона) металлического рейки 1 к верхней области 7 металлической рейки 1.
Такое поперечное направление T может подразумевать направление, ортогональное продольному направлению L, или подразумевать направление, проходящее под углом, и образующее острый угол с продольным направлением L и направлением короткой стороны рейки. Наклонное поперечное направление T указано на Фиг. 17 и 18. Поперечное направление T может быть частично криволинейным, как показано на Фиг. 19, или полностью криволинейным.
В соответствии с одним аспектом настоящего раскрытия, по меньшей мере один из двух участков 5, 6 листового металла включает в себя одну или более полу-надрезанных областей, то есть не полностью надрезанные области, в которых полу-надрез проходит в поперечном направлении T металлической рейки 1. Более конкретно, по меньшей мере один из двух участков 5, 6 листового металла включает в себя одну или более частей 10, 10A, 11, 11A, частично сдвинутых через частичный надрез, то есть через один или более надрезов 9, которые определяют сдвиг с изгибом данной части 10, 10A, 11, 11A участка 5, 6 листового металла в направлении другого участка 5, 6 листового металла. Такая часть 10, 10A, 11, 11A участка 5, 6 листового металла сдвинута так, чтобы выступать и взаимодействовать с другим участком 5, 6 листового металла. Другими словами, надрезы 9, выполненные в поперечном направлении T, являются такими, чтобы определять сдвиг или изгиб частично надрезанной части 10, 10A, 11, 11A по меньшей мере одного из участков 5, 6 листового металла в направлении другого участка 5, 6 листового металла и последующий выступ в направлении другого участка 5, 6 листового металла.
Следует отметить, что взаимодействие полу-надрезанной части в направлении другого участка листового металла может происходить во всех надрезах 9, или только в изгибаемой зоне, например, в угловой зоне полу-надрезанной части.
На практике, один из двух участков 5, 6 листового металла включает в себя часть 10, 10A, 11, 11A, которая при частичном надрезе, сдвигается в направлении другого участка 5, 6 листового металла. Из этого следует, что частично надрезанная часть 10, 10A, 11, 11A одного из участков 5, 6 листового металла способна взаимодействовать с другим участком 5, 6 листового металла, и такое взаимодействие происходит или распространяется преимущественно в поперечном направлении T.
Взаимодействие в данном поперечном направлении T позволяет минимизировать возможность кручения металлической рейки 1 вокруг оси, параллельной продольному направлению L по отношению к рейке с одинаковым материалом и толщиной листового металла или другими свойствами металлической рейки, такими как предел упругости и предел прочности при растяжении. Другими словами, распространение надрезов 9 в поперечном направлении металлической рейки 1 определяет выполнение полу-сдвинутых частей, выступающих в упомянутом поперечном направлении. Такие полу-сдвинутые части тем самым создают выступы в поперечном направлении и последующее взаимодействие, которое способно создать эффективное препятствие скольжению между двумя участками 5, 6 листового металла, и, следовательно, эффективное противодействие кручению рейки вокруг оси, параллельной продольному направлению L.
В некоторых вариантах осуществления, один из которых показан в качестве примера на Фиг. 1-5, каждый из двух участков 5, 6 листового металла содержит надрезы 9, образующие частично сдвинутые части 10, 10A, 11, 11A, то есть полученные с помощью частичного надреза.
В частности, каждый участок 5, 6 листового металла имеет пару смежных надрезов 9, при этом каждая из упомянутых пар надрезов 9 образует часть 10, 10A, 11, 11A (полу-сдвинутую или полу-надрезанную часть 10, 10A, 11, 11A).
В варианте осуществления на Фиг. 1-5, пары надрезов 9 одного из двух участков 5, 6 листового металла, чередуются (ступенчато) относительно пары надрезов второго из двух участков листового металла. Другими словами, надрезы 9 выполнены попарно, поочередно на одной и на другой стороне рейки, для образования пар ступенчатых надрезов. На практике, два участка 5, 6 листового металла имеют пары смежных/ступенчатых надрезов в упомянутом продольном направлении L и на противоположных сторонах. Такие надрезы 9 определяют чередующийся сдвиг пары частично надрезанных частей в противоположных направлениях, как показано на Фиг. 5. Данный чередующийся сдвиг позволяет получить усиленное взаимодействие между частями.
Из этого следует что, со ссылкой на Фиг. 5, в соответствии с некоторыми аспектами настоящего раскрытия, каждый из упомянутых участков 5, 6 листового металла имеет толщину S так, что направление пересечения толщины S является толщиной сечения DS. Частично надрезанные части 10, 10A, 11, 11A на Фиг. 5 совмещены в упомянутом толщине сечения DS и сдвинуты попарно в толщине сечения DS по отношению к смежной области соответствующего участка 5, 6 листового металла. В частности, частично надрезанные части 10, 10A, 11, 11A попарно сдвинуты в толщине сечения DS и одна из частично сдвинутых частей 10A, 11A выступает в наружном направлении по отношению к упомянутой толщине S и образует свободную область в упомянутой толщине S. Другие из упомянутых частично надрезанных частей 10, 11 расположены по меньшей мере частично в свободной области толщины S одного участка 5, 6 листового металла, для создания взаимодействия в продольном направлении и в поперечном направлении. Такое взаимодействие позволяет получить удовлетворительную блокировку кручения.
Следует отметить что, в примерном варианте осуществления на Фиг. 5, пары частей 10, 11A и 11, 10A в рейке 1 следуют друг за другом смежно без прерывания.
В некоторых вариантах осуществления, не образующих часть настоящего изобретения, таких, как проиллюстрированы с помощью примера на Фиг. 6-10, только один из двух участков 5, 6 листового металла включает в себя надрезы 9, образующие частично надрезанные части 1 (сдвинутые по частичному надрезу), которые определяют сдвиг и возможный надрез соответствующей части 11A другого участка листового металла.
В частности, взятый в отдельности участок 5, 6 листового металла имеет, например, одну или более пар смежных надрезов 9, причем каждая из упомянутых пар надрезов 9 образует пары частей 10, 11A. В примерном варианте осуществления, пары надрезов 9 одного из двух участков 5, 6 листового металла выполнены с интервалами в продольном направлении с постоянным шагом, или с определенным шагом, для образования множества пар надрезов 9. На практике можно отметить, что пары частей 10, 11A следуют одна за другой с регулярными интервалами. Что касается геометрии частей, описанных выше, пары частей 10, 11A чередуются с частями 110, 111 двух участков 5, 6 листового металла, которые не надрезаны, то есть не подверглись обработке.
Шаг между последующими парами 10, 110, 11A, 111, обозначенный на Фиг. 10 как I, соответствует, например, взаимному расстоянию между двумя надрезами 9 каждой пары. Другими словами, пары надрезов 9 выполнены только на одной стороне рейки с более или менее регулярными интервалами. В данном варианте осуществления, надрезы 9 определяют сдвиг частей 10, 11A в одинаковом направлении.
Отсюда следует, что, со ссылкой на Фиг. 10, в соответствии с некоторыми аспектами настоящего раскрытия, каждый из упомянутых участков 5, 6 листового металла имеет толщину S так, что направление пересечения толщины S является толщиной сечения DS. Частично надрезанные части 10, 11A на Фиг. 10 совмещены в упомянутой толщине сечения DS и сдвинуты попарно в толщине сечения DS по отношению к смежной области соответствующего участка 5, 6 листового металла. В частности, частично надрезанные части 10, 11A сдвинуты попарно в направлении толщины S, и одна из частично сдвинутых частей 11A выступает в наружном направлении по отношению к упомянутой толщине S и образует свободную область в упомянутой толщине S. Другая из упомянутых частей 10 расположена по меньшей мере частично в свободной области толщины S для создания взаимодействия между участками 5, 6 листового металла.
В других вариантах осуществления, не показанных на чертежах, также можно обеспечить сочетание двух предыдущих вариантов осуществления, в которых пары надрезов 9 могут выполняться с интервалами в продольном направлении с постоянным шагом, или с определенным шагом, как в варианте осуществления на Фиг. 10, и в то же время, чередуясь на одном и на другом участке 5, 6 листового металла, как в варианте осуществления на Фиг. 5.
Из этого следует, что, в некоторых вариантах осуществления, например, проиллюстрированных, надрезы 9 образуют последовательность или ряды полу-надрезанных частей 10, 10A, 11, 11A, которые чередуются непрерывно или с интервалами, образуя линии полу-надрезов. Такую линию полу-надрезов в области рейки также называют линией стыка или швом.
Линия стыка 15 или линия полу-надреза может, в свою очередь, быть непрерывной, как показано на Фиг. 1, Фиг. 6, Фиг. 17, Фиг. 18 или Фиг. 19, или может быть ломаной линией, или прерывистой линией, как показано на Фиг. 14, Фиг. 15 или Фиг. 16.
Кроме того, в соответствии с дополнительными аспектами настоящего раскрытия, один из которых проиллюстрирован, металлическая рейка 1 может включать в себя один или более рядов или линий полу-надрезов 15, расположенных на двух разных уровнях в упомянутом поперечном направлении, образованных между нижней областью 8 и верхней областью 7, как показано в качестве примера на Фиг. 14, Фиг. 15 или Фиг. 16.
Более того, в частности, для регулировки и контроля степени взаимодействия между первым участком листового металла 5 и вторым участком листового металла 6, для каждого из вариантов осуществления настоящего раскрытия, описанных выше или их комбинации, можно регулировать глубину надреза 9 по отношению к толщине S или высоте участка 5, 6 листового металла рейки.
Например, в варианте осуществления на Фиг. 5 или в варианте осуществления на Фиг. 11, каждый надрез 9 проходит на глубину, меньшую или равную половине толщины S участка 5, 6 листового металла.
Например, в варианте осуществления на Фиг. 12 каждый надрез 9 проходит на глубину равную толщине S участка 5, 6 листового металла.
Например, в варианте осуществления на Фиг. 13 каждый надрез 9 проходит на глубину большую, чем толщина S участка 5, 6 листового металла.
Следует понимать, что проникновение или глубина надреза 9 по отношению к толщине выбирается в соответствии силой взаимодействия (и, следовательно, способностью фиксации при кручении) между двумя участками 5, 6 листового металла, и зависит от толщины каждого участка 5, 6 листового металла, от материала участка 5, 6 листового металла, от его предела упругости и от его прочности на растяжение или от наличия возможности обработки имеющихся поверхностей участков 5, 6 листового металла.
Способ обработки, предназначенный для обработки металлической рейки 1 в соответствии с примерным вариантом осуществления настоящего раскрытия, проиллюстрирован далее. Такой способ может быть использован для получения любой из описанных выше реек.
Обеспечена металлическая рейка 1 имеющая, например, T-образное сечение или другое сечение, и полученная сгибанием листового металла, чтобы получить пару перекрывающихся участков или стенок 5, 6 из листового металла.
Один, оба или более участков или стенок 5, 6 из листового металла подвергаются частичному надрезу с помощью устройства, известного специалисту в данной области техники, пригодного для выполнения частичного надреза листового металла.
Выполняется частичный надрез, чтобы выполнить ступенчатые пары надрезов 9 на противоположных сторонах двух участков 5 листового металла, на одном из двух участков 5, 6 листового металла в направлении второго из двух участков 5, 6 листового металла, например, видимых на Фиг. 5, или пары надрезов 9 на регулярных расстояниях только на одном из двух участков 5, 6 листового металла, как на Фиг. 10, или пары надрезов, по любому из вариантов осуществления на Фиг. 14-19. Данные надрезы 9 проходят, то есть направлены в поперечном направлении T металлической рейки 1.
Более конкретно, полу-надрез выполняется так, чтобы образовать пары полу-надрезанных частей 10, 10A, 11, 11A, которые в примерном варианте осуществления на Фиг. 5 непрерывно чередуются в продольном направлении, и пары частей 10, 11A, которые в примерном варианте осуществления на Фиг. 10, не образующем часть настоящего изобретения, расположены с регулярными интервалами в продольном направлении. Благодаря полу-надрезу в поперечном направлении, определяется взаимное пересечение двух участков 5, 6 листового металла в поперечном направлении и в продольном направлении, которое предотвращает их взаимное проскальзывание.
Следует отметить, что форму или профиль частей 10, 10А, 11, 11 не следует считать важными для настоящего раскрытия. Могут быть обеспечены многочисленные формы или различные профили полу-сдвинутых частей, как показано на Фиг. 14-19. Важно, чтобы полу-надрез выполнялся в соответствии с уровнем техники, для того, чтобы значительно уменьшить любые зазоры, возникающие при изготовлении, и обеспечить взаимодействие между частями.
Предмет настоящего изобретения описан со ссылкой на предпочтительные варианты его осуществления. Понятно, что могут быть и другие варианты, относящиеся к той же концепции изобретения, все из которых подпадают под объем защиты формулы изобретения, изложенной далее в данном документе.









Изобретение относится к рейке поддерживающей конструкции подвесного потолка и к рабочему процессу обработки рейки. Рейка имеет удлиненную форму в продольном направлении (L) и включает в себя по меньшей мере два участка (5, 6) листового металла, расположенные бок о бок или перекрывающиеся, находящиеся в контакте или соединенные один с другим вдоль упомянутого продольного направления (L). В рейке образовано поперечное направление (T), проходящее трансверсально или пересекающее упомянутое продольное направление (L). По меньшей мере один из участков (5, 6) листового металла имеет надрезы (9), образующие частично надрезанные части (10, 10A, 11, 11A), причем частично надрезанная часть (10, 10A, 11, 11A ) по меньшей мере одного из участков (5, 6) листового металла выступает в направлении второго из упомянутых участков (5, 6) листового металла, определяя взаимодействие частей, и при этом размещаются надрезы (9), направленные или проходящие вдоль упомянутого поперечного направления (T). 3 н. и 7 з.п. ф-лы, 19 ил.
1. Металлическая рейка (1) для поддерживающей конструкции подвесного потолка, при этом упомянутая рейка является удлиненной в продольном направлении (L) и включает в себя по меньшей мере два участка (5, 6) листового металла, расположенные бок о бок или перекрывающиеся, находящиеся в контакте или плотно прилегающие друг к другу вдоль упомянутого продольного направления (L),
причем в упомянутой рейке (1) определено поперечное направление (T), проходящее поперек или пересекающее упомянутое продольное направление (L),
при этом каждый из упомянутых участков (5, 6) листового металла имеет толщину (S) листа с направлением (DS) толщины,
причем оба упомянутые по меньшей мере два участка листового металла имеют надрезы (9), которые расположены, направлены или проходят вдоль упомянутого продольного направления (Т), и
упомянутые надрезы (9) образуют между собой частично надрезанные части (10, 10A, 11, 11A), где частично надрезанная часть (10, 10A, 11, 11A) одного из участков (5, 6) листового металла выступает в направлении второго из упомянутых участков (5, 6) листового металла для определения взаимодействия частей, пары частично надрезанных частей (10, 10A, 11, 11A) двух участков (5, 6) листового металла перекрыты и сдвинуты попарно вдоль направления (DS) толщины относительно смежной области соответствующих участков (5, 6) листового металла;
причем из каждой пары сдвинутых, частично нарезанных частей (10, 10A, 11, 11A) одна частично нарезанная часть (10, 10A, 11, 11A) одного участка (5, 6) листового металла выдается наружу относительно упомянутой толщины (S) листа и образует свободную область в упомянутой толщине (S) листа одного участка (5, 6) листового металла, и другая частично надрезанная часть (10, 10A, 11, 11A) другого из упомянутых участков (5, 6) листового металла расположена по меньшей мере частично в упомянутой свободной области толщины (S) одного из участков (5, 6) листового металла, создавая взаимодействие между двумя участками (5, 6) листового металла в поперечном направлении (Т), и при этом смежные в продольном направлении пары перекрытых, частично надрезанных частей (10, 10А, 11) присутствуют и поочередно сдвигаются в противоположных направлениях, чтобы поочередно выступать в продольном направлении от одного участка (5) листового металла и от другого участка (6) листового металла.
2. Металлическая рейка (1) по п. 1, в которой множество частично надрезанных частей (10, 11A) отстоят друг от друга с интервалами в продольном направлении (L).
3. Металлическая рейка (1) по п. 2, в которой неизмененные части (110, 111) участков (5, 6) листового металла помещены между частично надрезанными частями (10, 11A).
4. Металлическая рейка (1) по любому из предшествующих пунктов, содержащая множество упомянутых надрезов (9), расположенных бок о бок для образования линии стыка, причем упомянутые надрезы (9) расположены отстоящими группами, образуя прерывистую линию.
5. Металлическая рейка (1) по п. 1, содержащая множество упомянутых надрезов (9), расположенных бок о бок для образования линии стыка, причем линия стыка является непрерывной линией стыка.
6. Металлическая рейка (1) по п. 5, в которой упомянутая линия стыка проходит вдоль упомянутого продольного направления (L).
7. Металлическая рейка (1) по п. 1, содержащая одинарный листовой металл, согнутый на себя для образования перекрывающихся стенок, причем упомянутые два участка (5, 6) листового металла являются стенками из упомянутого листового металла.
8. Металлическая рейка (1) по п. 1, в которой упомянутая металлическая рейка (1) является Т-образной.
9. Поддерживающая конструкция подвесного потолка, включающая в себя металлическую рейку (1) по любому из пп. 1-8.
10. Способ обработки, предназначенный для изготовления металлической рейки (1), по одному из пп. 1-8, в котором способ обработки содержит следующие этапы:
- обеспечение рейки, удлиненной в продольном направлении (L) и включающей в себя по меньшей мере два участка (5, 6) листового металла, расположенные бок о бок в контакте друг с другом вдоль упомянутого продольного направления (L), и
- резка, по меньшей мере частичная, упомянутых участков (5, 6) листового металла в поперечном направлении (T) относительно, или пересекая упомянутое продольное направление, для образования двух частично надрезанных частей (10, 10A, 11, 11A) в соответствии с упомянутым поперечным направлением (T),
при этом по меньшей мере один из упомянутых участков (5, 6) листового металла надрезают так, что частично надрезанная часть выступает в направлении другого из упомянутых участков (5, 6) листового металла и/или взаимодействует с ним, и
- причем каждый из упомянутых металлических участков (5, 6) имеет толщину (S) с направлением (DS) толщины, и два участка (5, 6) листового металла надрезают совместно по толщине для образования перекрывающихся пар частично надрезанных частей (10, 10A, 11, 11A), и
при этом в результате надреза каждой перекрывающейся пары частично надрезанных частей (10, 10A, 11, 11A) одна из упомянутых частично надрезанных частей (10, 10A, 11, 11A) одного из упомянутых участков (5, 6) листового металла сдвигается в упомянутом направлении (DS) толщины в направлении другого из упомянутых участков (5, 6) листового металла и размещается в свободной области толщины (S) другого участка (5, 6) листового металла для создания взаимодействия между двумя участками (5, 6) листового металла в поперечном направлении, причем первые надрезы (9) выполняют на первом участке листового металла для образования первой пары продольно смежных частично надрезанных частей (10, 10A, 11, 11A) и вторые надрезы выполняют на другом участке листового металла для образования второй пары продольно смежных частично надрезанных частей (10, 10A, 11, 11A), так чтобы упомянутая первая пара и упомянутая вторая пара продольно смежных частично надрезанных частей (10, 10A, 11, 11A) поочередно сдвигались в противоположных направлениях, чтобы поочередно выступать в продольном направлении из первого участка листового металла и из второго участка листового металла.
| БАЛКА ДЛЯ ПОДВЕСНОГО ПОТОЛКА С ЛИСТАМИ СУХОЙ ШТУКАТУРКИ | 2003 |
|
RU2303682C2 |
| Устройство слежения за информационной дорожкой дискового носителя информации | 1984 |
|
SU1167649A1 |
| Приспособление к ткацкому станку для кругового движения челнока | 1927 |
|
SU16605A1 |
| Многопостовое сварочное устройство | 1948 |
|
SU78934A1 |

