Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления полос для защиты кромок из керамического материала, например полос для защиты кромок, выполненных с отделкой поверхности, аналогичной отделке плиток, соединенных с ними.
Уровень техники
Как известно в строительной сфере, в некоторых точках стыка между различными уровнями поверхностей, покрытых плитками или подобными листовыми элементами, используют полосы для защиты кромок, представляющие собой фасонные полосы из металла, пластмассы или керамического материала, которые покрывают линию стыка, например, на внутренних или наружных углах между смежными плитками.
Полосы для защиты кромок, выполненные из керамического материала, обычно имеют лицевую поверхность, которая является как можно более похожей на лицевую поверхность плиток или напоминает поверхность плиток, соединяемых указанными полосами, так чтобы максимально уменьшить разницу в цвете между прерывистыми поверхностями, соединенными указанной полосой для защиты кромок.
В данной сфере существует необходимость создания указанных полос, имеющих лицевые поверхности по возможности похожие на лицевые поверхности плиток, с которыми соединяют эти полосы.
Кроме того, в данной сфере существует также необходимость создания такого способа изготовления полос для защиты кромок, который является как можно более доступным, быстрым и точным.
Настоящее изобретение направлено на решение технической проблемы по устранению упомянутых недостатков известного уровня техники в рамках простого, рационального и доступного решения.
Такие технические проблемы решаются благодаря признакам изобретения, раскрытым в независимом пункте формулы изобретения. В зависимых пунктах формулы изложены предпочтительные и/или особенно предпочтительные аспекты настоящего изобретения.
Раскрытие сущности изобретения
Согласно настоящему изобретению, в частности, предложен способ изготовления полос для защиты кромок из керамического материала, содержащий этапы, на которых
- размещают листовое изделие из керамического материала, причем указанное листовое изделие вытянуто вдоль продольной оси и имеет лицевую поверхность,
- надрезают лицевую поверхность листового изделия вдоль двух отдельных плоскостей надреза, параллельных друг другу и ортогональных к лицевой поверхности, причем каждая из указанных плоскостей надреза пересекает лицевую поверхность листового изделия вдоль линии надреза, параллельной продольной оси листового изделия,
- разрезают листовое изделие вдоль двух плоскостей резания, каждая из которых пересекает плоскость надреза вдоль линии резания, параллельной линиям надреза, и которые взаимно сходятся в линию пересечения, находящуюся в толще листового изделия, и
- отделяют по существу призматическую полосу для защиты кромок от листового изделия, причем полоса для защиты кромок содержит участок лицевой поверхности, являющийся внутренним относительно линий надреза.
Благодаря такому решению может быть изготовлена полоса для защиты кромок, имеющая функциональную форму и отделку поверхности (лицевой поверхности), соответствующую одному из листов.
Предпочтительно каждая плоскость резания может быть наклонена под углом 45° относительно лицевой поверхности.
Благодаря такому решению плоскости резания перпендикулярны друг другу и обеспечивают образование установочных поверхностей полосы для защиты кромок, являющихся удобными и функциональными для их использования.
Указанный способ, например, содержит этап определения расстояния между линиями надреза как функции от толщины листового изделия.
Более подробно, расстояние между линиями резания может быть рассчитано по формуле
d = k * h * √2
где d - расстояние между линиями резания, k - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, h - толщина листового изделия.
Благодаря такому решению ширина участка лицевой поверхности, заключенного в полосе для защиты кромок, является такой, что указанный участок лицевой поверхности может полностью стыковаться с двумя лицевыми поверхностями керамических листов или других перпендикулярных или параллельных элементов.
Предпочтительно глубина надреза вдоль каждой плоскости надреза может составлять от 1,5 мм до 3 мм.
Кроме того, указанный способ может содержать этап определения глубины резания вдоль каждой плоскости резания как функции от толщины листового изделия.
Более подробно, например, глубину резания вдоль каждой плоскости резания вычисляют по формуле
p = y * h
где р - глубина резания вдоль каждой плоскости резания, y - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, h - толщина листового изделия.
В частности, может быть предусмотрено пересечение разрезов друг с другом, так чтобы сразу отделять полосу для защиты кромок от остальной части листового изделия, или предпочтительно может быть предусмотрено, чтобы разрезы не пересекались друг с другом и полоса для защиты кромок все еще оставалась прикрепленной посредством перемычки к остальной части листового изделия, таким образом обеспечивая возможность отрывания полосы в дальнейшем, так чтобы предотвратить случайные разломы указанной полосы для защиты кромок.
В предпочтительном варианте осуществления перед этапом резания указанный способ может содержать этап удаления верхнего слоя, содержащего другой участок лицевой поверхности, являющийся наружным относительно линий надреза.
Благодаря такому решению этап резания может осуществляться более удобным образом и с меньшей опасностью случайного разлома полосы для защиты кромок.
Предпочтительно глубина указанного удаления может быть по существу равна 1 мм.
Например, этап отделения полосы для защиты кромок от остальной части листового изделия осуществляют путем распространения хрупкого излома вдоль линии излома, по существу совпадающей с линией пересечения плоскостей резания или расположенной вблизи нее.
Благодаря такому решению полосу для защиты кромок отделяют от остальной части листового изделия удобным и безопасным образом, более эффективным с точки зрения уменьшения количества брака и дефектов указанной полосы.
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения станут более понятны после изучения следующего описания, представленного в виде неограничивающего примера со ссылкой на прилагаемые чертежи.
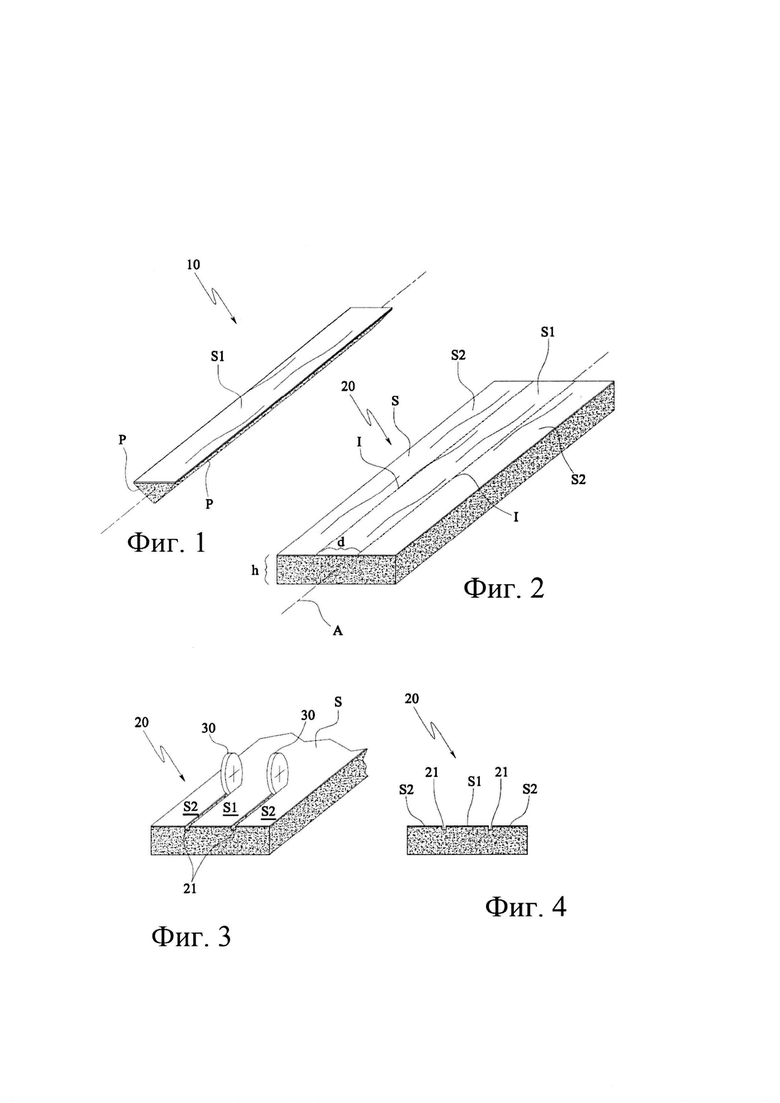
Фиг. 1 представляет собой схематическую аксонометрическую проекцию полосы для защиты кромок, полученной способом согласно настоящему изобретению.
Фиг. 2 представляет собой схематическую аксонометрическую проекцию листового изделия, из которого посредством резания получают полосу для защиты кромок, изображенную на фиг. 1.
Фиг. 3 представляет собой схематическую аксонометрическую проекцию первого этапа надрезания согласно предложенному способу изготовления полосы для защиты кромок.
Фиг. 4 представляет собой схематический вид спереди полуобработанного листового изделия в конце первого этапа надрезания согласно предложенному способу.
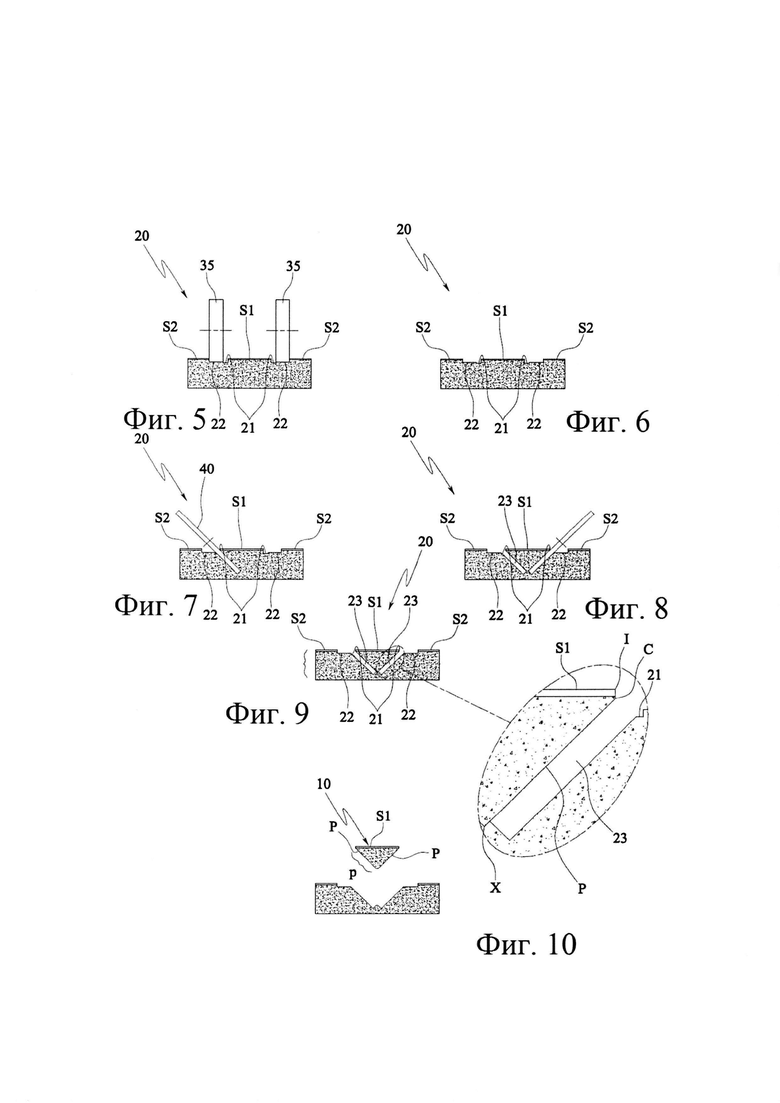
Фиг. 5 представляет собой схематический вид спереди второго этапа удаления согласно предложенному способу изготовления полосы для защиты кромок.
Фиг. 6 представляет собой схематический вид спереди полуобработанного листового изделия в конце второго этапа удаления согласно предложенному способу.
Фиг. 7 и 8 представляют собой схематические виды спереди, иллюстрирующие третий этап резания согласно предложенному способу изготовления полосы для защиты кромок.
Фиг. 9 представляет собой вид спереди полуобработанного листового изделия в конце третьего этапа резания согласно предложенному способу.
Фиг. 10 представляет собой вид спереди полуобработанного листового изделия в конце четвертого этапа отделения согласно предложенному способу, и полосы для защиты кромок, полученной после четвертого этапа отделения.
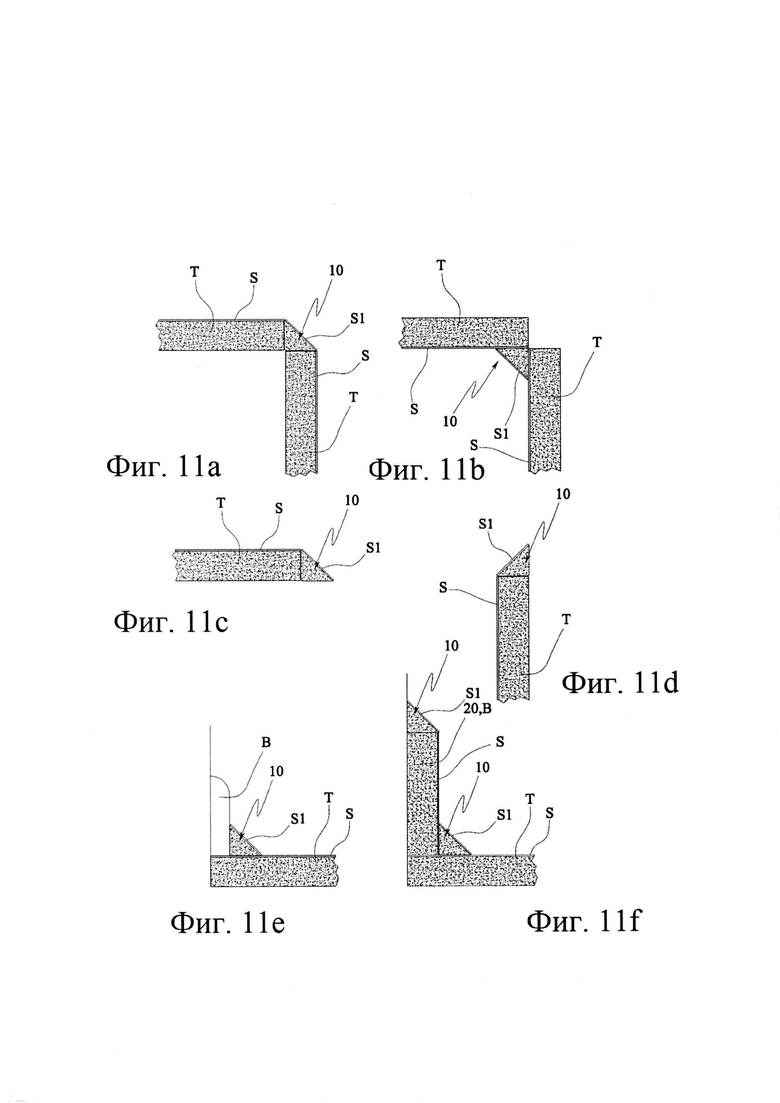
Фиг. 11a-11f представляют собой схематические виды возможных установочных конфигураций полосы для защиты кромок, изображенной на фиг. 1.
Осуществление изобретения
Со ссылкой на чертежи описан способ изготовления полос для защиты кромок, в целом обозначенных на чертежах номером позиции 10 и выполненных из керамического (или подобного) материала, например глазурованного материала.
Например, способ изготовления представляет собой способ изготовления, который обеспечивает возможность вырезания полосы 10 для защиты кромок из листового изделия, в целом обозначенного на чертежах номером позиции 20, например, из керамического листа (или плитки) или его (ее) части, например, имеющей большие размеры.
В этом примере листовое изделие 20 получают путем предварительного продольного вырезания продольной полосы керамического (или подобного) материала из листа, имеющего большие размеры, например, имеющего длину, равную длине продольной полосы, и ширину, большую, чем ширина указанной продольной полосы.
Поэтому, например, листовое изделие 20 имеет удлиненную (и плоскую) форму с по существу прямой продольной осью А.
Листовое изделие 20 представляет собой твердое тело (из глазурованного материала), имеющее по существу форму параллелепипеда, с (достаточно большой) установочной (не лицевой) поверхностью и противоположной (достаточно большой) по существу плоской лицевой поверхностью S.
Листовое изделие 20 имеет толщину h (или высоту), заданную расстоянием между лицевой поверхностью S и противостоящей установочной поверхностью.
Длина листового изделия 20 (обычно) намного больше его ширины, а ширина, в свою очередь, намного больше толщины.
Например, толщина h составляет по существу более 0,8 см, например, от 0,8 мм до 3 см.
Ширина листового изделия 20, полученного, например, путем предварительного продольного вырезания, составляет по существу более 1,5 см, например, от 2 см до 4 см.
Например, длина листового изделия 20 равна длине керамического листа, из которого оно получено.
Например, лицевая поверхность S листового изделия 20 декорирована или отделана слоем, по меньшей мере поверхностным слоем (или всей толщей материала) с художественным оформлением, например, полученным путем цифровой печати или глазурования, известным специалисту в этой области техники.
Художественное оформление (и/или лицевая поверхность S) может быть плоским или структурированным, в зависимости от листового изделия 20.
Фактически, художественное оформление лицевой поверхности S листового изделия 20 представляет собой часть (или участок) художественного оформления керамического листа, из которого получено листовое изделие, и поэтому является полностью идентичным и соответствует художественному оформлению керамических листов из множества керамических листов, из которых получают листовое изделие 20.
Способ изготовления (и получения) из листового изделия 20 полосы 10 для защиты кромок, согласно описанному выше, выполняют следующим образом.
В указанном способе, во-первых, надрезают лицевую поверхность S листового изделия 20 вдоль двух отдельных плоскостей надреза, которые параллельны друг другу и ортогональны лицевой поверхности S, и каждая из которых пересекает лицевую поверхность S листового изделия 20 вдоль линии I надреза (показана пунктиром на фиг. 2), параллельной продольной оси А листового изделия 20.
Фактически, в ходе этапа надрезания лицевую поверхность S разделяют на первый участок S1 внутренней лицевой поверхности S, расположенный между двумя линиями I надреза (заключенный между указанными линиями вдоль направления, ортогонального продольной оси А), и два противостоящих вторых участка S2 лицевых (или периферических) поверхностей, расположенных снаружи относительно линий I надреза.
Ширина первого участка S1 задана (минимальным) расстоянием d между линиями I надреза.
В указанном способе, в частности, определяют расстояние между линиями I надреза как функцию от толщины h исходного листового изделия 20 (то есть толщины листа (листов), из которого (которых) получают листовое изделие 20 и для установки на которые предназначена изготавливаемая полоса для защиты кромок).
Более подробно, расстояние между линиями I надреза вычисляют по следующей формуле:
d = k * h * √2
где d - расстояние между линиями надреза, k - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, предпочтительно от 0,8 до 1, h - толщина листового изделия 20.
Например, глубину надреза вдоль каждой плоскости надреза ограничивают таким образом, чтобы разрезать все художественное оформление (то есть надрез проходит на толщину, по меньшей мере равную толщине художественного оформления на лицевой поверхности S) и, возможно, немного глубже, например, на глубину не более половины толщины листового изделия 20.
Например, глубина надреза вдоль каждой плоскости надреза составляет от 1,5 мм до 3 мм.
Например, этап надрезания выполняют, как показано на фиг. 3, с помощью пары первых вращающихся режущих шлифовальных камней 30, например алмазных режущих шлифовальных камней.
Указанные два первых режущих шлифовальных камня 30 расположены, например, коаксиально и/или параллельно.
Как вариант, указанные два первых режущих шлифовальных камня 30 могут быть смещены друг относительно друга так, что их оси вращения не будут коаксиальны относительно друг друга, и в этом случае профиль резания каждого первого режущего шлифовального камня 30 является, например, коническим и определяет плоскость надреза (а также противоположную, наклонную по отношению к ней плоскость надреза), как описано выше.
Первые режущие шлифовальные камни 30 имеют уменьшенную толщину, например, от 1,5 мм до 2,5 мм.
Расстояние между первыми режущими шлифовальными камнями 30, то есть расстояние между поверхностями, обращенными друг к другу, может быть отрегулировано в зависимости от необходимого расстояния d между линиями I резания.
Фактически, на этапе надрезания листовое изделие 20 продвигают на транспортировочной поверхности (например, роликовой поверхности) вдоль направления подачи, (горизонтального и) ортогонального оси вращения первых режущих шлифовальных камней 30, причем продольная ось А параллельна указанному направлению подачи.
В конце этапа надрезания в листовом изделии 20 выполнено два надреза 21 (имеющих указанную глубину и разнесенных на указанное расстояние d) на лицевой поверхности S, разделяющих первый участок S1 и два вторых участка S2.
Надрезы 21 проходят вдоль всего листового изделия 20, то есть они имеют длину, равную длине листового изделия 20.
Фактически, сторона каждого надреза 21 ограничивает сторону первого участка S1 лицевой поверхности S.
Указанная сторона имеет управляемую плоскостность, например, согласно ограниченным допускам, так чтобы обеспечить высокую линейность линии I надреза и, следовательно, высокую равномерность наружной кромки первого участка S1 лицевой поверхности S.
Предложенный способ обеспечивает опциональное удаление поверхностного слоя с листового изделия 20, причем поверхностный слой содержит по меньшей мере часть второго участка S2 лицевой поверхности S, расположенной снаружи относительно линий I надреза.
В частности, указанный способ обеспечивает удаление наружного слоя для каждого второго участка S2.
Например, удаляемый кортикальный слой примыкает к соответствующему надрезу 21, и удаление кортикального слоя по существу расширяет верхнюю часть надреза 21 в направлении к наружной стороне листового изделия 20 на определенную ширину, равную ширине указанного поверхностного слоя.
Например, ширина удаляемого поверхностного слоя составляет по существу от 1,5 мм до 4,6 мм.
Например, ширина удаляемого поверхностного слоя меньше всей ширины второго участка S2.
Предпочтительно глубина удаления каждого верхнего слоя составляет от 0,8 мм до 1,2 мм, предпочтительно 1 мм.
Например, этап удаления указанных кортикальных слоев выполняют, как показано на фиг. 5, с помощью пары вторых вращающихся режущих шлифовальных камней 35, например алмазных режущих шлифовальных камней.
Указанные два вторых режущих шлифовальных камня 35 являются, например, коаксиальными.
Например, каждый второй режущий шлифовальный камень 35 состоит из множества шлифовальных камней, объединенных с чередованием в одну структуру.
Вторые режущие шлифовальные камни 35 имеют толщину, например, от 1,5 мм до 4,6 мм.
Расстояние между вторыми режущими шлифовальными камнями 35, то есть расстояние между поверхностями, обращенными друг к другу, может регулироваться в зависимости от расстояния d между линиями I резания и шириной надреза 21, причем фактически расстояние между вторыми режущими шлифовальными камнями 35 равно расстоянию d между линиями I надреза и в два раза больше ширины надреза 21.
Фактически, в ходе этапа удаления листовое изделие 20 продвигают на транспортировочной поверхности (например, роликовой поверхности) вдоль направления подачи, (горизонтального и) ортогонального оси вращения вторых режущих шлифовальных камней 35, причем продольная ось А параллельна указанному направлению подачи.
В конце этапа удаления в листовом изделии 20 выполнено два канала 22 (имеющих указанную глубину и отстоящих друг от друга на указанное расстояние), каждый из которых расположен на соответствующем втором участке S2 лицевой поверхности S.
Каждый канал 22 расширяет верхнюю часть соответствующего надреза 21 в направлении к наружной стороне листового изделия 20 (вдоль направления, ортогонального продольной оси А), то есть в направлении от первого участка S1.
Каналы 22 проходят вдоль всего листового изделия 20, то есть имеют длину, равную длине листового изделия 20 и соответствующих надрезов 21.
Затем в указанном способе разрезают листовое изделие 20 вдоль двух плоскостей резания, причем в каждой плоскости резания находится плоскость, пересекающая соответствующую плоскость надреза вдоль линии С резания (см. увеличенный фрагмент на фиг. 9), параллельной соответствующей линии I надреза.
Например, каждая линия С резания (по существу прямая) параллельна линии I надреза и лежит в соответствующей плоскости надреза.
Фактически, каждая линия С резания может совпадать с соответствующей линией I надреза или, предпочтительно, может отличаться от нее.
Каждая линия I надреза по существу (непрерывно) перекрывает соответствующую линию С резания.
Плоскости резания наклонены друг к другу (каждая из них является наклонной) относительно плоскостей надреза.
В частности, плоскости резания проходят под углом друг к другу (предпочтительно) до линии X пересечения, параллельной линиям С резания и линиям I надреза (которые параллельны продольной оси А листового изделия 20) и находящейся в толще листового изделия 20, то есть расположенной внутри объема тела листового изделия.
Фактически, плоскости резания проходят так, что они ограничивают выпуклую часть, заданную внутри относительно указанных плоскостей и содержащую первую поверхность S1, причем указанная выпуклая часть имеет поперечное сечение (относительно любой плоскости, ортогональной продольной оси А листового изделия 20) по существу треугольной или пятиугольной формы с наибольшим основанием, образованным на первом участке S1 лицевой поверхности S, и расположенной напротив него вершиной, обращенной к внутренней части тела листового изделия 20, то есть обращенной к установочной поверхности листового изделия.
Такая выпуклая часть является той частью, которая образует полосу 10 для защиты кромок, как будет описано ниже.
После резания указанную выпуклую часть отделяют от вогнутой части листового изделия 20, которая после выполнения способа станет, например, отбракованной частью изделия 20.
В этом примере поперечное сечение выпуклой части является по существу пятиугольным и состоит из указанного наибольшего основания, двух коротких сторон, противостоящих относительно указанного наибольшего основания, перпендикулярного к ним, и заданных в каждой плоскости надреза (линия, соединяющая линию I надреза и линию С резания), и двух длинных сторон, противостоящих относительно указанного наибольшего основания и сходящихся в (идеальную) вершину, заданную линией X пересечения и заданную в каждой плоскости резания (линия, соединяющая линию резания с линией пересечения).
Например, каждая плоскость резания наклонена на 45° относительно лицевой поверхности.
Предпочтительно каждая плоскость резания наклонена относительно другой плоскости резания под углом, который является по существу прямым углом.
Фактически, угол при (внутренней) вершине выпуклой части по существу является прямым углом.
Способ содержит этап, на котором определяют глубину резания вдоль каждой плоскости резания как функцию от толщины h листового изделия 20.
Например, можно определить глубину резания вдоль каждой плоскости резания так, чтобы выпуклая часть оставалась присоединенной (по меньшей мере, первоначально) по линии вершины вогнутой части листового изделия 20 (см. фиг. 9) посредством перемычки из керамического материала, соединяющей вдоль осевого направления вогнутую часть с выпуклой частью.
Фактически, глубина резания может быть определена вдоль каждой плоскости резания таким, чтобы разрез вдоль каждой плоскости резания не достигал линии X пересечения между плоскостями резания.
Например, глубина резания вдоль каждой плоскости резания может быть рассчитана по формуле
p = y * h
где р - глубина резания вдоль каждой плоскости резания, y - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, предпочтительно от 0,8 до 1, h - толщина листового изделия 20.
Например, поправочный коэффициент у может быть равен поправочному коэффициенту к (или может отличаться от него).
Например, этап резания выполняют, как показано на фиг. 7 и 8, с помощью пары третьих вращающихся режущих шлифовальных камней 40, например алмазных режущих шлифовальных камней.
Указанные два третьих режущих шлифовальных камня 40, например, смещены, то есть имеют оси вращения, которые наклонены друг относительно друга (например, на 45° относительно лицевой поверхности S).
Третьи режущие шлифовальные камни 40 имеют уменьшенную толщину, например, от 1,5 мм до 2,5 мм.
Взаимно обращенные друг к другу поверхности третьих режущих шлифовальных камней 40 являются плоскими и каждая из них определяет соответствующую плоскость резания.
Фактически, положение третьих режущих шлифовальных камней 40 определяют в зависимости от необходимой линии С резания, ориентации плоскости резания и необходимой глубины резания.
Фактически, на этапе резания листовое изделие 20 продвигают на транспортировочной поверхности (например, роликовой поверхности) вдоль (горизонтального) направления подачи, причем продольная ось А параллельна указанному направлению подачи.
Например, третьи режущие шлифовальные камни 40 смещены вдоль продольной оси А листового изделия 20, то есть они пересекают разные осевые части листового изделия 20 во время его подачи вдоль направления подачи.
После этапа резания (см. фиг. 9) в листовом изделии 20 выполнено два разреза 23 (имеющих указанную глубину и разделенных перемычкой из керамического материала), удлиняющих соответствующие надрезы 21 в направлении к установочной поверхности листового изделия 20 и к линии X пересечения.
Разрезы 23 проходят вдоль всего листового изделия 20, то есть имеют длину, равную длине листового изделия 20.
Фактически, (внутренняя) сторона каждого разреза 23 ограничивает сторону вогнутой части.
Указанная сторона имеет управляемую плоскостность, например, согласно ограниченным допускам, так чтобы обеспечить высокую линейность длинных сторон вогнутой части, которая задает поверхность полосы 10 для защиты кромок.
Перемычка, соединяющая выпуклую часть и вогнутую часть листового изделия 20, имеет поперечное сечение по существу в форме «песочных часов», с утонченной частью (по всему удлинению), например, в месте пересечения основания каждого разреза с соответствующей плоскостью резания.
Форма перемычки зависит от толщины и профиля третьих режущих шлифовальных камней 40.
На этом этапе способа отделяют полосу 10 для защиты кромок, представляющую собой призматическую выпуклую часть, включающую в себя весь первый участок S1 лицевой поверхности S, от остальной части листового изделия 20, то есть от вогнутой части.
Этап разделения осуществляют путем распространения хрупкого излома вдоль заданной линии излома, по существу совпадающей с линией X пересечения плоскостей резания (или содержащей эту линию, или расположенной вблизи нее).
Фактически перемычка, то есть ее утонченная часть, задает предпочтительную зону излома в теле листового изделия 20, обеспечивающую полное отделение выпуклой части, образующей указанную полосу 10 для защиты кромок, от остальной вогнутой части.
Фактически утонченная часть задает предпочтительную триггерную зону хрупкого излома, которая при приложении напряжения (с небольшим усилием) обеспечивает продольный излом по всей вершине выпуклой части, что позволяет получить указанную полосу 10 для защиты кромок.
Полученная таким образом (после отделения) полоса 10 для защиты кромок является частью листового изделия 20, содержащей первый участок S1 лицевой поверхности S, и имеет форму призмы с основаниями по существу треугольной или пятиугольной формы (с указанной формой поперечного сечения выпуклой части).
Фактически полоса 10 для защиты кромок содержит наибольшую лицевую сторону, полностью образованную первым участком S1 лицевой поверхности S (соответствующую наибольшему основанию поперечного сечения), угол вершины, противоположный указанной наибольшей лицевой стороне и соединенный с наибольшим основанием посредством по меньшей мере двух основных граней Р (см. фиг. 1 и 10), которые перпендикулярны друг другу (совпадают с плоскостями резания), причем каждая из них образует соответствующую установочную поверхность полосы 10 для защиты кромок (при этом основные грани Р соответствуют указанным длинным сторонам поперечного сечения выпуклой части).
Как известно специалисту в данной области техники, полосу 10 для защиты кромок можно установить (вместе с одним или более керамическими листами Т, соответствующими тем керамическим листам, из которых было получено листовое изделие 20 и, следовательно, соответствующая полоса 10 для защиты кромок), например, с помощью клея с опорой на одну или обе установочные поверхности так, чтобы первый участок S1 лицевой поверхности S оставался открытым и стыковался с лицевой поверхностью одного или более керамических листов Т, листовых изделий 20 или других известных покрывающих элементов.
На фиг. 11a-11f показаны примеры возможных вариантов установки полосы 10 для защиты кромок, изготовленной указанным выше способом.
Показанная на фиг. 11а полоса 10 для защиты кромок закрывает наружный угол между двумя керамическими листами Т (или листовыми изделиями 20), перпендикулярными друг другу, причем указанные листы могут быть вертикальным и горизонтальным элементами ступеньки, углом между двумя перпендикулярными поверхностями, верхним настенным покрытием или т.п.
Показанная на фиг. 11b полоса 10 для защиты кромок закрывает внутренний угол между двумя керамическими листами Т (или листовыми изделиями 20), перпендикулярными друг другу.
Показанная на фиг. 11с и 11d полоса 10 для защиты кромок образует элемент для закрытия соответственно горизонтальной поверхности, покрытой керамическими листами Т, например, по которой могут ходить, например, пола, и вертикальной поверхности, покрытой керамическими листами Т, например, настенного покрытия.
Показанная на фиг. 11с и 11d полоса 10 для защиты кромок образует элемент отделки плинтуса В (образованного листовым изделием 20 или другим продольным элементом), например, путем закрытия внутреннего угла между плинтусом В и керамическим листом Т покрытия пола, и/или образует элемент для покрытия вертикальной поверхности, заданной самим плинтусом.
Таким образом, предложенное изобретение может иметь ряд модификаций и изменений, охватываемых объемом правовой охраны настоящего изобретения.
Более того, все компоненты могут быть заменены другими технически эквивалентными элементами.
Фактически, в зависимости от потребностей, могут использоваться любые материалы, а также любые определяемые конкретными обстоятельствами формы и размеры, не выходя при этом за границы объема правовой охраны, определяемого прилагаемой формулой изобретения.
Изобретение относится к способу изготовления полос для защиты кромок из керамического материала, например полос для защиты кромок, выполненных с отделкой поверхности, аналогичной отделке плиток, соединенных с ними. Техническим результатом является создание полос, имеющих лицевые поверхности, по возможности похожие на лицевые поверхности плиток, с которыми соединяют эти полосы. Технический результат достигается тем, что способ изготовления полос для защиты кромок из керамического материала содержит этапы, на которых размещают листовое изделие из керамического материала, причем указанное листовое изделие вытянуто вдоль продольной оси и имеет лицевую поверхность, надрезают лицевую поверхность листового изделия вдоль двух отдельных плоскостей надреза, параллельных друг другу, ортогональных к лицевой поверхности, причем каждая из указанных плоскостей надреза пересекает лицевую поверхность листового изделия вдоль линии надреза, параллельной продольной оси листового изделия, разрезают листовое изделие вдоль двух плоскостей резания, каждая из которых пересекает плоскость надреза вдоль линии резания, параллельной линиям надреза, и которые взаимно сходятся в линию пересечения, находящуюся в толще листового изделия, и отделяют по существу призматическую полосу для защиты кромок от листового изделия, причем полоса для защиты кромок содержит первый участок лицевой поверхности, являющийся внутренним относительно линий надреза. 9 з.п. ф-лы, 16 ил.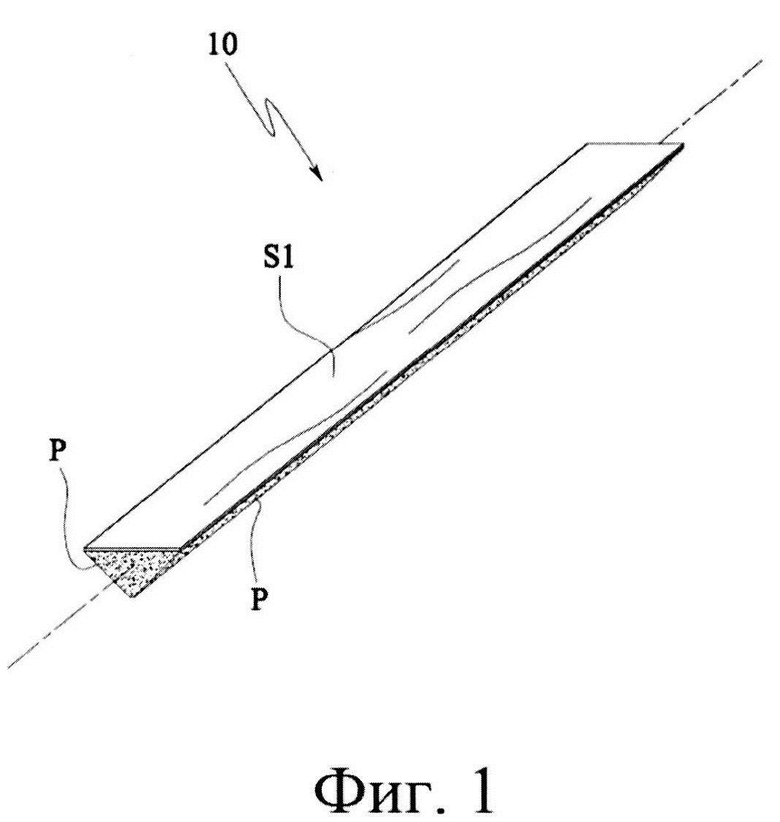
1. Способ изготовления полос (10) для защиты кромок из керамического материала, содержащий этапы, на которых
- размещают листовое изделие (20) из керамического материала, причем указанное листовое изделие (20) вытянуто вдоль продольной оси (А) и имеет лицевую поверхность (S),
- надрезают лицевую поверхность (S) листового изделия (20) вдоль двух отдельных плоскостей надреза, параллельных друг другу, ортогональных к лицевой поверхности (S), причем каждая из указанных плоскостей надреза пересекает лицевую поверхность (S) листового изделия (20) вдоль линии (I) надреза, параллельной продольной оси (А) листового изделия (20),
- разрезают листовое изделие (20) вдоль двух плоскостей резания, каждая из которых пересекает плоскость надреза вдоль линии (С) резания, параллельной линиям (I) надреза, и которые взаимно сходятся в линию (X) пересечения, находящуюся в толще листового изделия (20), и
- отделяют по существу призматическую полосу (10) для защиты кромок от листового изделия (20), причем полоса (10) для защиты кромок содержит первый участок (S1) лицевой поверхности (S), являющийся внутренним относительно линий (I) надреза.
2. Способ по п. 1, в котором каждая плоскость резания наклонена под углом 45° относительно лицевой поверхности (S).
3. Способ по п. 1, содержащий этап, на котором определяют расстояние между линиями (I) надреза как функцию от толщины листового изделия (20).
4. Способ по п. 1, в котором расстояние между линиями (С) резания рассчитывают по формуле
d = k * h * √2,
где d - расстояние между линиями резания, k - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, h - толщина листового изделия (20).
5. Способ по п. 1, в котором глубина (I) надреза вдоль каждой плоскости надреза составляет от 1,5 до 3 мм.
6. Способ по п. 1, содержащий этап, на котором определяют глубину резания вдоль каждой плоскости резания как функцию от толщины листового изделия (20).
7. Способ по п. 6, в котором глубину резания вдоль каждой плоскости резания вычисляют по формуле
p = y * h,
где р - глубина резания вдоль каждой плоскости резания, y - поправочный коэффициент, имеющий значение в диапазоне от 0 до 1, h - толщина листового изделия (20).
8. Способ по п. 1, содержащий этап, на котором удаляют верхний слой, содержащий второй участок (S2) лицевой поверхности (S), являющийся наружным относительно указанных линий надреза.
9. Способ по п. 8, в котором глубина удаления по существу равна 1 мм.
10. Способ по п. 1, в котором этап отделения выполняют путем распространения хрупкого излома вдоль линии излома, по существу совпадающей с линией (X) пересечения плоскостей резания.
| Устройство для автоматического контроля качества цифрового канала | 1985 |
|
SU1252957A1 |
| DE 19815371 A1, 07.10.1999 | |||
| US 4717205 A, 05.01.1988 | |||
| ДЕРЕВЯННЫЙ ПОЛ | 0 |
|
SU363795A1 |

