Настоящее изобретение в основном относится к поддерживающим конструкциям или несущим конструкциям подвесных потолков, то есть к поддерживающим конструкциям для листов или панелей, размещенных под обычным потолком и присоединенных к обычному потолку с помощью так называемой подвески, стальных стержней, проволоки, реек или других соединительных изделий.
Поддерживающие конструкции подвесных потолков содержат опорный каркас, предназначенный для поддержки или удержания панелей или листов, причем опорный каркас включает в себя металлические рейки, соединенные вместе и пересекающиеся посредством специальных узлов так, чтобы идеально образовать сетку, которая определяет опорную плоскость панелей или листов подвесного потолка.
Еще более конкретно, настоящее изобретение относится к металлической рейке и способу обработки металлической рейки.
Известно, что металлическая рейка для поддерживающих конструкций подвесных потолков является изделием удлиненной формы, имеющим Т-образное, или U-образное, или C-образное сечение, или другие Т-образные сечения, которые получают путем сгибания металлического листа, чтобы получить перекрытие двух участков листового металла с целью образования смежных и/или расположенных бок о бок участков листового металла.
На практике металлическая рейка включает в себя, по меньшей мере, два участка листового металла, или стенки, расположенные бок о бок и перекрывающиеся в продольном направлении или в направлении короткой стороны рейки.
Известно также, что существует необходимость использовать металлические листы для изготовления металлических реек, которые выполняются из материала, который является легким насколько это возможно и с уменьшенной толщиной, чтобы как можно меньше влиять на вес и стоимость поддерживающей конструкции.
Однако использование легких материалов часто несовместимо с возможностью обеспечения соответствующей механической прочности и характеристик устойчивости металлической рейки в деле. В частности, было отмечено, что металлическая рейка, изготовленная описанным выше способом, в которой две стенки листового металла в продольном направлении расположены бок о бок, испытывает кручение относительно продольной оси при приложении нагрузки. Понятно, что такая тенденция к кручению негативно влияет на механические характеристики и нагрузку, приложенную на саму рейку.
Настоящее изобретение основано на понимании изобретателем, что тенденция к кручению вызывается в основном тенденцией двух участков листового металла скользить относительно друг друга. Следовательно, чтобы уменьшить тенденцию к кручению и увеличить жесткость рейки в продольном направлении, идея, которая приходит в голову, заключается в предотвращении скольжения частей листового металла.
Некоторые решения по соединению двух частей листового металла могут включать в себя пайку или сварку. Однако такие технологии очень дороги и должны время от времени адаптироваться к типу изготавливаемой рейки, то есть к форме, размеру и материалу металлической рейки.
Кроме того, настоящее изобретение основано на том, что если два участка листового металла соединены вместе несоответствующим образом, они могут иметь тенденцию отцепляться друг от друга и оставаться взаимно на расстоянии. В данном состоянии «расцепления» рейка является практически свободной во время кручения, делая неэффективной любую попытку создать трение или взаимодействие между двумя участками листового металла рейки. Кроме того, поскольку два участка листового металла отделены и соединяются только в зоне сгиба, они подвергаются возможным относительным перемещениям.
Настоящее изобретение вытекает из технической проблемы обеспечения металлической рейки подвесного потолка и способа обработки металлической рейки, которые способны преодолеть недостатки, упомянутые выше в отношении предшествующего уровня техники, и/или достижения дополнительных преимуществ или признаков.
Такая техническая проблема может быть решена с помощью металлической рейки по независимому п. 1, поддерживающей конструкции подвесного потолка по п. 9 и способа по п. 10.
Конкретные варианты осуществления предмета настоящего изобретения изложены в соответствующих зависимых пунктах формулы изобретения.
В частности, предмет настоящего изобретения представляет собой усовершенствование металлической рейки в соответствии с международной патентной заявкой PCT/IB2012/053862 от 27 июля 2012 года, которая упоминается в данном документе во всей своей полноте посредством ссылки.
В частности, в соответствии с некоторыми аспектами настоящего изобретения, с целью стыковки или соединения вместе, по меньшей мере, двух участков листового металла, выполняется полунадрез в, по меньшей мере, одном из двух участков листового металла для получения полунадрезанных частей одного из двух участков листового металла, причем такие полунадрезанные части могут выступать, по меньшей мере частично, в направлении толщины ко второму из двух участков листового металла и создавать взаимодействие. На практике, по меньшей мере, один из двух участков рейки из листового металла имеет одну или более пар надрезов, образующих частично надрезанные части, которые в результате надреза являются частично надрезанными и сдвинутыми в направлении другого участка листового металла. Более конкретно, оба участка листового металла имеют надрезы, которые расположены, направлены или проходят в упомянутом поперечном направлении. Упомянутые надрезы образуют частично надрезанные части, которые, если смотреть в перспективе, имеют профиль, который является, по меньшей мере частично, криволинейным или вогнутым. Пары частично надрезанных частей вследствие этого являются перекрытыми и сдвинутыми попарно в направлении толщины относительно смежной зоны соответствующего участка листового металла. Еще более конкретно, из каждой пары перекрытых и сдвинутых в направлении толщины частей часть участка листового металла выступает в наружном направлении относительно упомянутой толщины и образует свободную зону в упомянутой толщине, и, по меньшей мере, вогнутый или криволинейный профиль другой частично надрезанной части других упомянутых участков (5, 6) листового металла, располагается, по меньшей мере частично, в упомянутой свободной зоне толщины одного участка листового металла, создавая взаимодействие между двумя участками листового металла в поперечном направлении.
В объеме настоящего изобретения, выражение «полунадрезать» означает способ, например, создания, по меньшей мере, в одном участке листового металла «частично надрезанных частей» и, следовательно, частей, частично присоединенных к остальной части рейки, причем область, соединенная с оставшейся частью рейки, где фактически полунадрезанная часть деформируется относительно остальной части рейки, определяет своего рода линию или зону перегиба.
В соответствии с аспектом настоящего изобретения, для противодействия кручению рейки и для получения рейки с удовлетворительной крутильной жесткостью, надрезы расположены или проходят вдоль поперечного направления рейки (или направления короткой стороны), то есть в поперечном направлении по отношению к продольному направлению (или направлению длинной стороны). Поперечное направление или направление короткой стороны, может быть перпендикулярным или наклонным по отношению к продольному направлению рейки, и, фактически, оно является направлением, которое «перекрещивает» или «пересекает» продольное направление. Поперечное направление можно понимать как направление, являющееся прямолинейным или с волнообразной или криволинейной последовательностью.
В частности, вытягивание надрезов в поперечном направлении является таким, чтобы создавать взаимодействие (так называемое антиторсионное взаимодействие) между участками листового металла, проходящими в упомянутом поперечном направлении. Как отмечено выше, такое взаимодействие частей в упомянутом направлении является наиболее эффективным для предотвращения или уменьшения кручения металлической рейки.
В соответствии с другим аспектом настоящего изобретения, для того, чтобы противодействовать дополнительному кручению рейки и получить рейку с удовлетворительной крутильной жесткостью, частично надрезанные части имеют криволинейный профиль, если смотреть со стороны толщины рейки, то есть, если смотреть в перспективе или в вертикальном сечении, то есть не прямолинейный и не ровный профиль.
Криволинейный профиль может ощущаться, если провести пальцем по внешней поверхности профиля вдоль зоны полунадрезанных частей.
Благодаря профилю, который не является прямолинейным и ровным, имеется возможность приобрести дополнительное взаимодействие или сцепляющий эффект (так называемое «антирасцепляющее» взаимодействие) между участками листового металла в направлении толщины, при этом упомянутый сцепляющий эффект происходит в криволинейной или согнутой зоне частично надрезанной части, и следовательно, дополнительное соединение участков листового металла металлической рейки. В частности, автор представленной патентной заявки также обнаружил, что с помощью такой рейки с полунадрезанными частями, имеющими криволинейный профиль, можно получить прочное зацепление участков листового металла и предотвратить случайное отделение участков листового металла во время использования.
В объеме настоящего изобретения выражение «криволинейный профиль» следует понимать, как означающее профиль, который может быть получен посредством полунадрезов с помощью пуансона, имеющего головку с неровным профилем, например, V-образным, W-образным или вогнутым C-образным, или имеющим множество таких профилей в поперечном направлении. Соответственно, полунадрезанные части, если смотреть на толщину рейки с одной стороны или под углом, имеют подобный профиль, который является не ровным, а например, V-образным, или W-образным или вогнутым C-образным, или имеет множество таких форм в поперечном направлении.
Криволинейный профиль может также иметь синусоидальную форму. Следовательно, можно достичь как «антиторсионного» эффекта между участками листового металла, так и «антирасцепляющего» эффекта между участками листового металла.
В частности, известно, что для получения между участками листового металла вышеупомянутого «антиторсионного» эффекта и «антирасцепляющего» эффекта, предпочтительно выполнить, по меньшей мере, три, или даже лучше, пять надрезов один за другим вдоль рейки, чтобы получить, по меньшей мере, две, или четыре, полунадрезанные части, также называемые продавленными зонами или точками, друг за другом вдоль рейки.
В некоторых вариантах осуществления, надрезы или связанные с ними частично надрезанные части могут быть выполнены таким образом, что выступ в направлении другого участка листового металла и относительное взаимодействие не распространяется в поперечном направлении на всю высоту или толщину полусдвинутой части. На практике, полусдвинутая часть может только частично выступать в направлении другого участка листового металла, например, в районе упомянутой области линии перегиба или деформированной области. В некоторых вариантах осуществления, такая область линии перегиба совпадает с угловой областью полунадрезанной части.
В одном варианте осуществления, надрезы выполнены попарно и ступенчато расположены на противоположных сторонах рейки так, чтобы образовать пары частично надрезанных и взаимодействующих частей, одного или другого участка листового металла, которые чередуются в продольном направлении. На практике, в некоторых вариантах осуществления, каждый из, по меньшей мере, двух участков листового металла имеет пару смежных надрезов. Пары надрезов расположены ступенчато по два в упомянутом продольном направлении и на противоположных сторонах. Такие надрезы определяют чередующийся в противоположных направлениях сдвиг пар частично надрезанных частей. Данный чередующийся сдвиг позволяет получить усиленное взаимодействие между частями.
Пары, таким образом, попеременно сдвинуты в направлении одного участка листового металла и другого участка листового металла. Таким образом, выполняется последовательность полунадрезов, определяющих линию взаимодействия или линию стыка.
В альтернативном варианте осуществления, надрезы выполняются на единственной или одной и той же части рейки, следовательно, только на одном из двух участков листового металла так, чтобы образовать пары чередующихся последовательных надрезов на, по меньшей мере, одном из двух участков листового металла, что имеет результатом частичный надрез или деформацию другого участка листового металла. Из этого следует, что в данном варианте осуществления, пары надрезов разделены участками, где нет надрезов.
Линия стыка может быть непрерывной или прерывистой. Может также обеспечиваться несколько линий стыка.
В одном варианте осуществления, надрезы выполнены так, чтобы иметь глубину, по меньшей мере, равную толщине соответствующего участка листового металла.
В одном варианте осуществления, надрезы выполнены так, чтобы иметь глубину меньшую, чем половина толщины соответствующего участка листового металла.
В дополнительном варианте осуществления, надрезы выполнены так, чтобы иметь глубину большую, чем половина толщины соответствующего участка листового металла, и обеспечить возможность получения удовлетворительного взаимодействия.
В соответствии с некоторыми аспектами настоящего изобретения, вышеупомянутый двойной «антиторсионный» и «антирасцепляющий» эффект может быть получен в любой зоне рейки, где выполнены надрезы.
Например, в одном варианте осуществления настоящего изобретения, рейка включает в себя неразъемный зацепляющий элемент, расположенный на одном конце рейки и образующий неразъемную часть рейки.
Согласно настоящему изобретению, надрезы могут выполняться в неразъемном зацепляющем элементе так, чтобы соединять с помощью взаимного сцепления участки листового металла, которые определяют неразъемный зацепляющий элемент, и предотвращать взаимное отделение и разрыв участков листового металла, что может в результате сделать неразъемный зацепляющий элемент непригодным для использования.
В соответствии с некоторыми вариантами осуществления настоящего изобретения, рейка изготовлена из высокопрочного материала, как определено в международной патентной заявке РСТ/IB2012/056221, выданной на имя изобретателя настоящей патентной заявки и цитируемой в данном документе во всей своей полноте посредством ссылки.
С данным материалом можно получить рейку для подвесного потолка, имеющую очень небольшую толщину, например менее 0,25 мм и до 0,10 мм, и в то же время высокую прочность, которая может выдерживать продавливание без нежелательных деформаций, несмотря на небольшую толщину. Другими словами, изобретатель настоящей патентной заявки понимает, что стальная рейка, имеющая вышеупомянутые механические характеристики, может быть продавлена на небольшую толщину без риска деформаций, которые могут отрицательно влиять на механические характеристики рейки.
Другие признаки и режимы использования предмета настоящего изобретения станут понятны из последующего подробного описания нескольких предпочтительных вариантов осуществления, приведенных в качестве неограничивающего примера. Однако должно быть понятно, что каждый вариант осуществления может иметь одно или более преимуществ, перечисленных выше; в любом случае не требуется, чтобы каждый вариант осуществления одновременно обладал всеми перечисленными преимуществами.
Далее делается обращение к прилагаемым чертежам, на которых:
Фиг.1 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с одним вариантом осуществления настоящего изобретения;
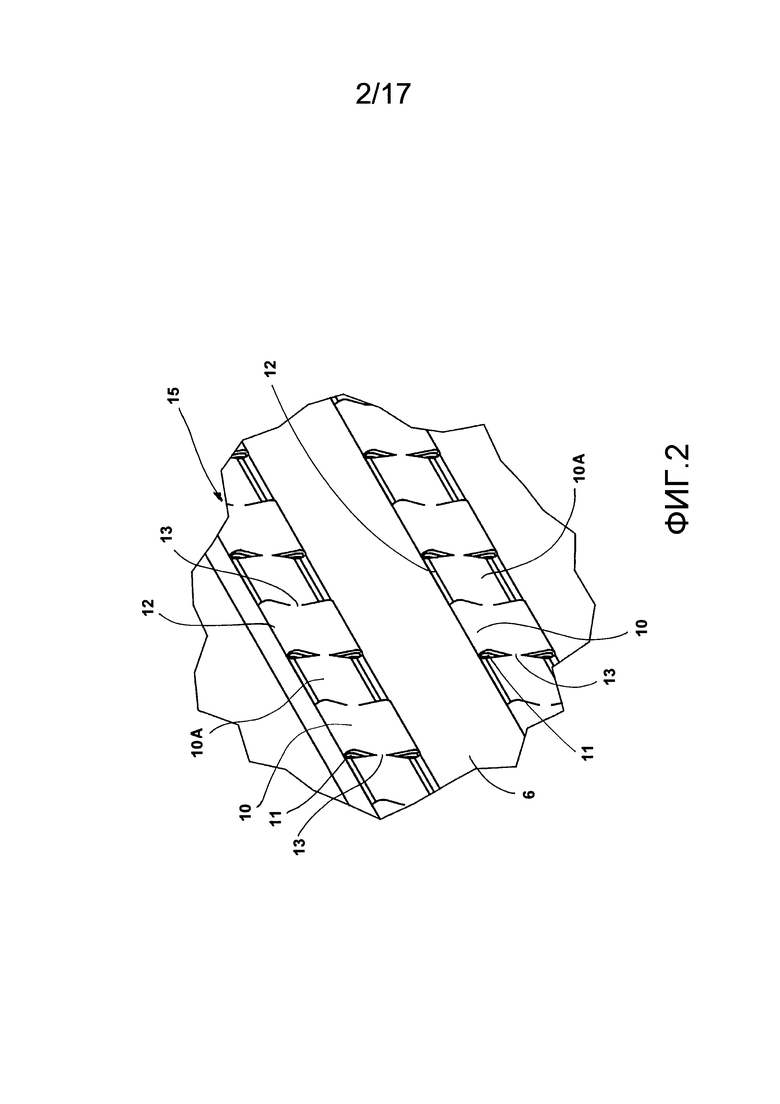
Фиг.2 показывает вид детали II на Фиг.1;
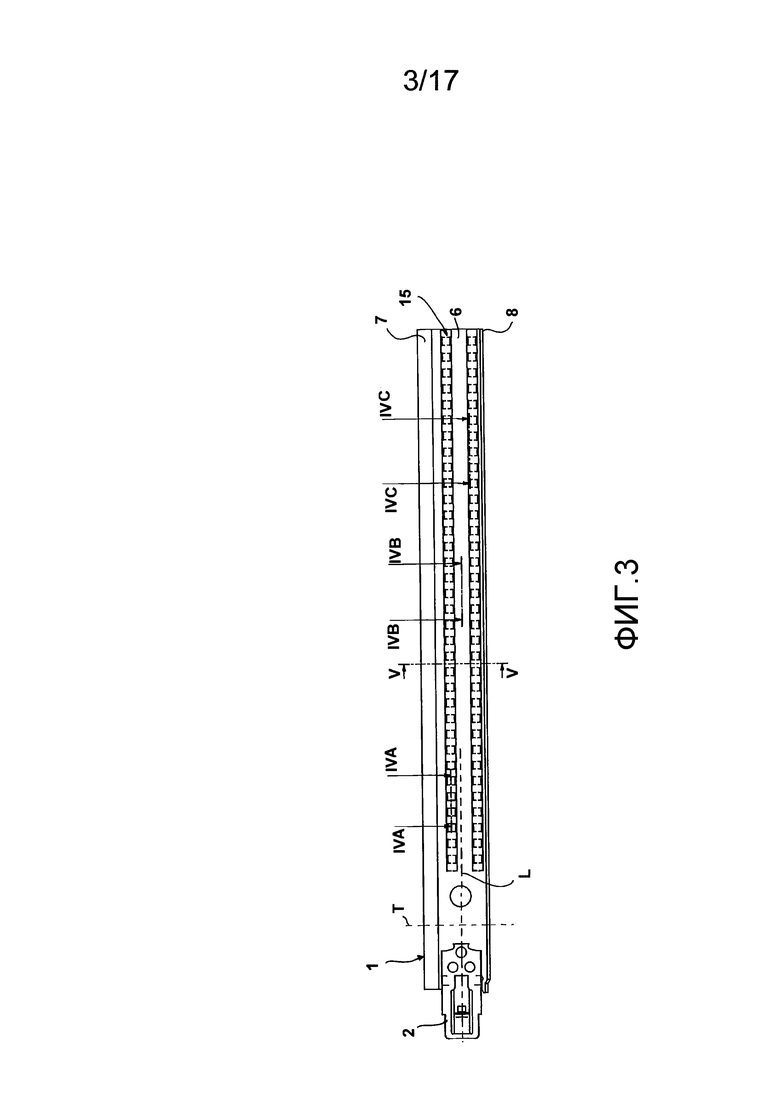
Фиг.3 показывает вид сбоку рейки поддерживающей конструкции подвесных потолков в соответствии с одним вариантом осуществления настоящего изобретения;
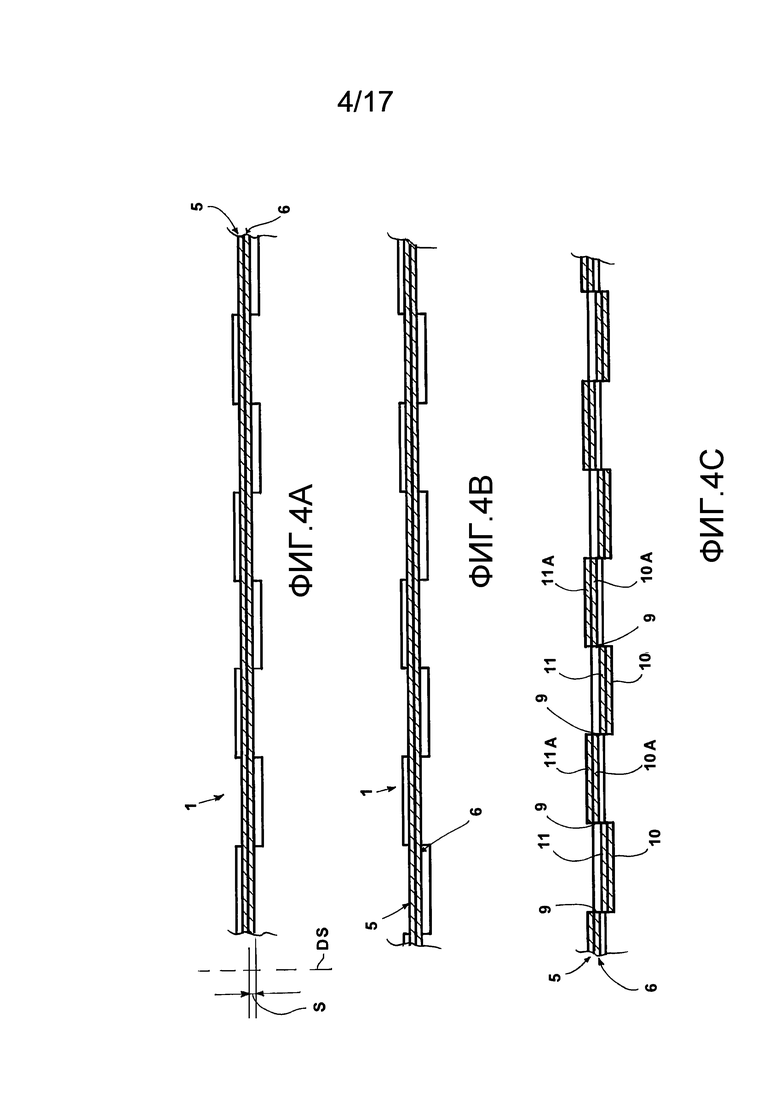
Фиг.4A показывает продольное сечение вдоль линии IVA-IVA на Фиг.3;
Фиг.4B показывает продольное сечение вдоль линии IVB-IVB на Фиг.3;
Фиг.4C показывает продольное сечение вдоль линии IVC-IVC на Фиг.3;
Фиг.5 показывает вертикальный разрез рейки поддерживающей конструкции для подвесных потолков в соответствии с вариантом осуществления настоящего изобретения;
Фиг.6 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков, в соответствии с дополнительным вариантом осуществления настоящего изобретения;
Фиг.7 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с дополнительным вариантом осуществления настоящего изобретения;
Фиг.8 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с дополнительным вариантом осуществления настоящего изобретения;
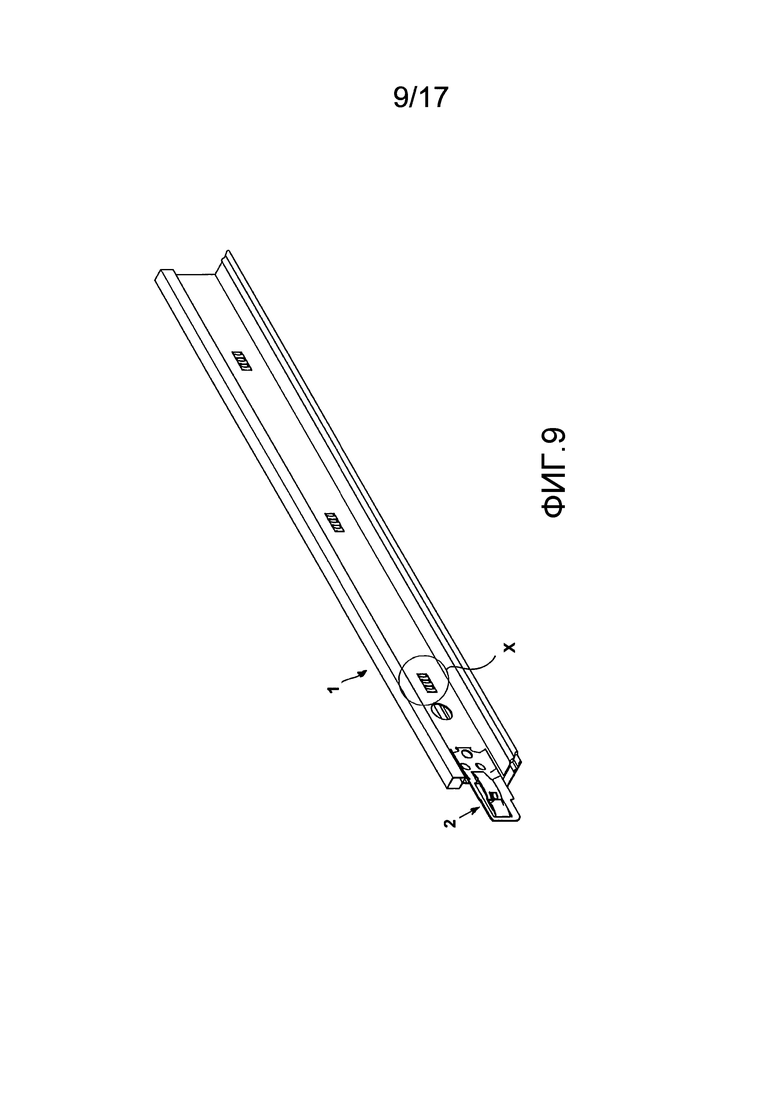
Фиг.9 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с дополнительным вариантом осуществления настоящего изобретения;
Фиг.10 показывает вид детали X на Фиг.9 в увеличенном масштабе;
Фиг.11 показывает вид детали рейки в увеличенном масштабе, в соответствии с вариантом осуществления настоящего изобретения, которая является альтернативой детали на Фиг.10;
Фиг.12 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с дополнительным вариантом осуществления настоящего изобретения;
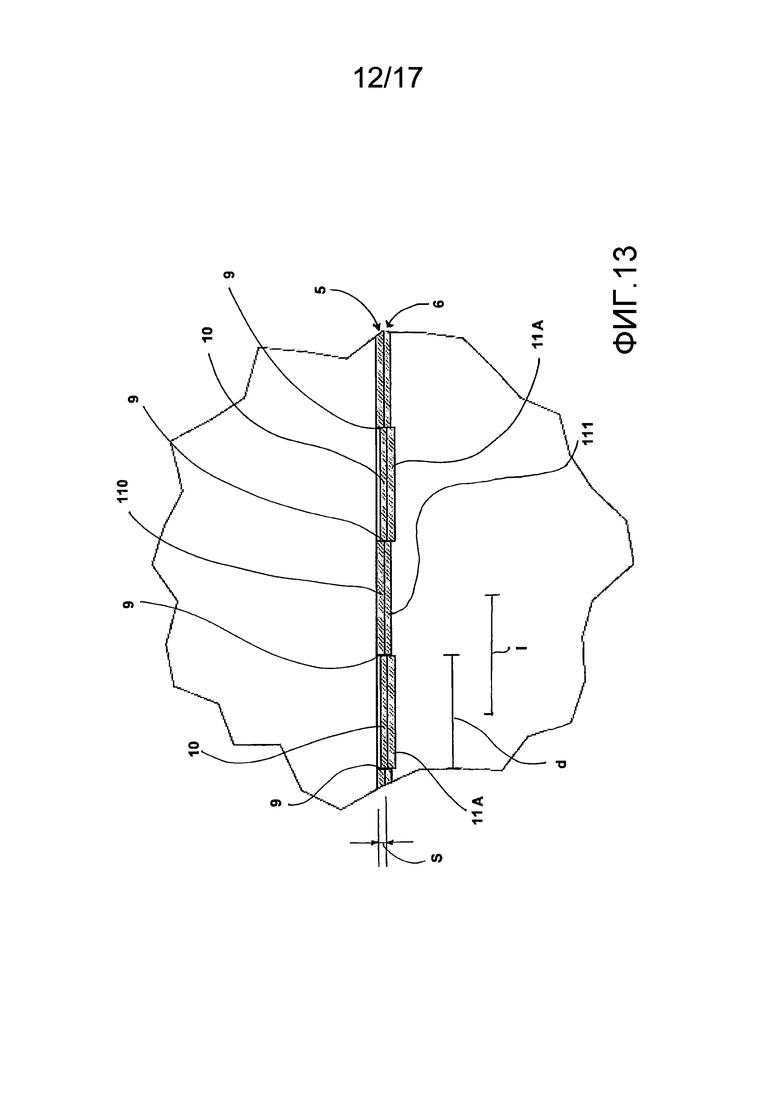
Фиг.13 показывает продольное сечение рейки, показанной на Фиг.12;
Фиг.14 показывает вид в перспективе рейки поддерживающей конструкции для подвесных потолков в соответствии с дополнительным вариантом осуществления настоящего изобретения;
Фиг.15-17 показывают продольные сечения рейки в соответствии с соответствующим количеством вариантов осуществления настоящего изобретения;
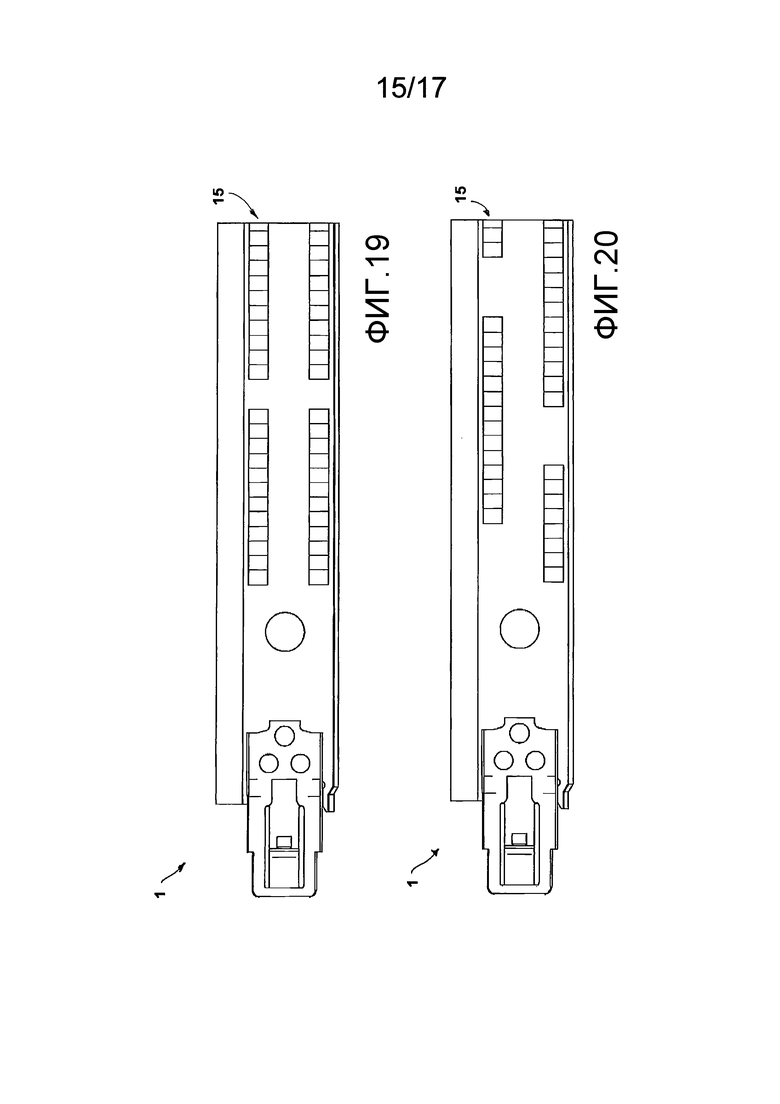
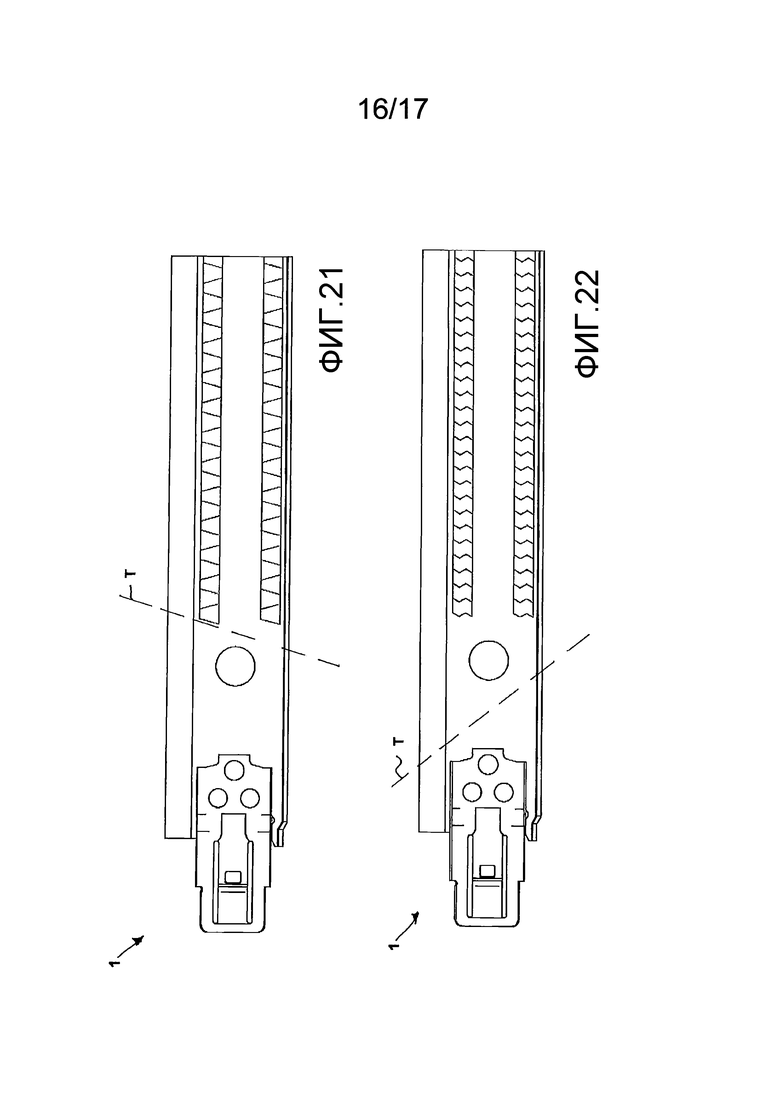
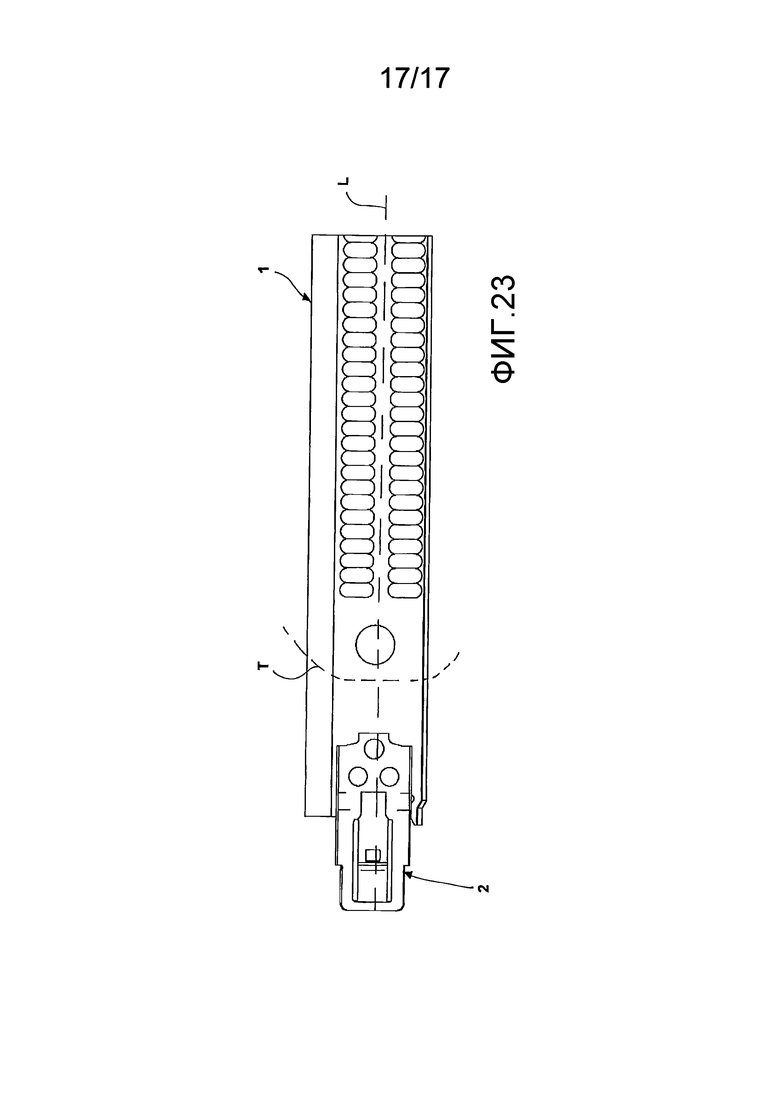
Фиг.18-23 показывают соответствующие виды в перспективе реек для поддерживающей конструкции для подвесных потолков в соответствии с дополнительными вариантами осуществления настоящего изобретения.
Со ссылкой на прилагаемые фигуры, рейка для образования каркаса поддерживающей конструкции подвесного потолка, в соответствии с некоторыми вариантами осуществления настоящего изобретения, обозначена ссылочной позицией 1. Рейка выполнена с возможностью присоединения к другой металлической рейке 1 с помощью фиксатора 2, прикрепленного к одному концу металлической рейки 1. Например, более конкретно, фиксатор 2 может вставляться в прорезь (не показана) второй металлической рейки 1 для сцепления с краем, в котором образована прорезь в металлической рейке 1 для создания стыка между двумя металлическими рейками 1.
В примере металлическая рейка 1 имеет Т-образное сечение и получается путем сгибания листового металла для получения перекрытия, по меньшей мере, двух участков 5, 6 листового металла. Металлическая рейка 1 может отличаться от проиллюстрированной рейки, например, иметь отличающееся сечение, например, C-образное или U-образное сечение, или даже дополнительно отличающееся T-образное сечение.
Важным с точки зрения объема настоящего изобретения является то, что металлическая рейка 1 должна включать в себя, по меньшей мере, два участка 5, 6 листового металла или стенки, расположенные бок о бок и/или перекрывающиеся, как показано, например, на Фиг.5. Два участка 5, 6 листового металла могут быть соединены, то есть находиться в контакте друг с другом.
Металлическая рейка 1 проходит в преимущественном направлении, также называемом продольным направлением, которое обозначено пунктирной линией на Фиг.3 и обозначено ссылочной буквой L. Другими словами, металлическая рейка является удлиненным телом, в котором различают длинную сторону, проходящую в упомянутом продольном направлении, и короткую сторону, проходящую перпендикулярно к длинной стороне.
Что касается данного продольного направления L, то в металлической рейке 1 оно может быть определено как поперечное направление T (проходящее от длинной стороны к другой длиной стороне рейки, если смотреть Фиг.3 и 8), которое проходит поперек, перекрещивает или пересекается с продольным направлением и в результате проходит от нижней области 8 (первой длинной стороны) металлической рейки 1 к верхней области 7 (второй длинной стороне) металлической рейки 1.
Такое поперечное направление T может рассматриваться в качестве направления, ортогонального продольному направлению L, или также рассматриваться в качестве направления, проходящего под углом и тем самым образующего острый угол с продольным направлением L и направлением короткой стороны рейки. Поперечное направление T может быть частично криволинейным или полностью криволинейным.
В соответствии с одним аспектом настоящего изобретения, по меньшей мере один из двух участков 5, 6 листового металла включает в себя одну или несколько полунадрезанных областей, то есть не полностью надрезанных областей (так, чтобы оставить зону стыка), в которых полунадрез проходит в поперечном направлении T металлической рейки 1. Более конкретно, по меньшей мере, один из двух участков 5, 6 листового металла включает в себя одну или более частей 10, 10A, 11, 11A, частично сдвинутых посредством частичного надреза, то есть одним или более надрезами 9, которые определяют сдвиг с изгибом данной части 10, 10A, 11, 11A участка 5, 6 листового металла в направлении другого участка 5, 6 листового металла. Такая часть 10, 10A, 11, 11A участка 5, 6 листового металла сдвинута так, чтобы выступать и взаимодействовать с другим участком 5, 6 листового металла. Другими словами, частично надрезанная часть 10, 10A, 11, 11A участка листового металла 6 сдвинута так, чтобы занимать зону толщины другого участка 5, 6 листового металла. В частности, надрезы 9, выполненные в поперечном направлении T, являются такими, чтобы определять сдвиг или изгиб частично надрезанной части 10, 10A, 11, 11A, по меньшей мере, одного из участков 5, 6 листового металла в направлении другого участка 5, 6 листового металла и последующий выступ в направлении другого участка 5, 6 листового металла.
Следует отметить, что взаимодействие полунадрезанной части с другим участком листового металла может происходить вдоль всех надрезов 9, или только в изгибаемой зоне, например, в угловой зоне полунадрезанной части. На практике, один из двух участков 5, 6 листового металла включает в себя часть 10, 10A, 11, 11A, которая при частичном надрезе, сдвигается в направлении другого участка 5, 6 листового металла. Из этого следует, что частично надрезанная часть 10, 10A, 11, 11A одного из участков 5, 6 листового металла способна взаимодействовать с другим участком 5, 6 листового металла, и такое взаимодействие происходит или распространяется преимущественно в поперечном направлении T.
Также отмечено, что в дополнение к изгибаемой зоне 12 каждая полунадрезанная часть 10, 10A, 11, 11A имеет не-надрезанную центральную зону 13, присоединенную к оставшейся части металлического листа 5, 6. Центральная зона 13 всех частично надрезанных частей 10, 10A, 11, 11A определяет центральную линию, которая является линией симметрии для частично надрезанных частей 10, 10A, 11, 11A, и которая проходит параллельно продольному направлению L.
В соответствии с одним аспектом настоящего изобретения, частично надрезанная часть 10, 10A, 11, 11A имеет, если смотреть со стороны толщины или в перспективе или в вертикальном сечении рейки 1, «криволинейный профиль», то есть профиль, который является не ровным, а, например, V-образным, как показано на Фиг.5. В других вариантах осуществления, частично надрезанная часть 10, 10A, 11, 11A имеет W-образный, или вогнутый C-образный профиль, или множество таких профилей, повторяющихся в поперечном направлении.
Можно видеть, что в одном варианте осуществления настоящего изобретения, например в варианте осуществления, показанном на чертежах, центральная зона 13 совпадает с зоной наибольшей вогнутости или криволинейной зоной профиля частично надрезанной части 10, 10A, 11, 11A, например с верхушечной зоной V-образного профиля.
Благодаря взаимодействию в данном поперечном направлении T, в добавление к вышеупомянутому криволинейному профилю, можно минимизировать возможность кручения металлической рейки 1 относительно оси, параллельной продольному направлению L, по сравнению с металлическим рейками, выполненными из одинакового материала и с одинаковой толщиной листового металла или другими характеристиками, например, пределом упругости и пределом прочности при растяжении. Другими словами, распространение надрезов 9 в поперечном направлении металлической рейки 1, в добавление к вышеупомянутому криволинейному профилю, определяет образование полусдвинутых частей, выступающих с максимальным взаимодействием благодаря криволинейному профилю, в упомянутом поперечном направлении.
Такие полусдвинутые части тем самым создают V-образные выступы, которые имеют подобный изгиб в поперечном направлении, и являющееся результатом взаимодействие, которое способно создать эффективное препятствие относительному скольжению двух участков 5, 6 листового металла, и, следовательно, эффективное противодействие кручению рейки относительно оси, параллельной продольному направлению L (антиторсионный эффект).
Данное взаимодействие, в дополнение к предотвращению относительного скольжения двух участков 5, 6, листового металла, приводит к сцеплению вместе двух участков 5, 6 листового металла (антирасцепляющий эффект) так, чтобы предотвратить также случайное расцепление участков 5, 6 листового металла.
В некоторых вариантах осуществления, один из которых показан в качестве примера на Фиг.1-5, каждый из двух участков 5, 6 листового металла содержит вышеупомянутые надрезы 9, образующие частично сдвинутые части 10, 10A, 11, 11A, то есть полученные с помощью частичного надреза.
В частности, каждый участок 5, 6 листового металла имеет пару смежных надрезов 9, при этом каждая из упомянутых пар надрезов 9 образует часть 10, 10A, 11, 11A (полусдвинутую или полунадрезанную часть 10, 10A, 11, 11A).
В примере варианта осуществления на Фиг.1-5, пары надрезов 9 одного из двух участков 5, 6 листового металла, чередуются (расположены ступенчато) относительно пары надрезов второго из двух участков листового металла. Другими словами, надрезы 9 выполнены попарно, попеременно на одной и на другой стороне рейки для образования пар ступенчатых надрезов. На практике, в некоторых вариантах осуществления, например, проиллюстрированных, два участка 5, 6 листового металла имеют пары смежных/ступенчатых надрезов в упомянутом продольном направлении L и на противоположных сторонах. Такие надрезы 9 определяют чередующийся сдвиг перекрывающихся пар частично надрезанных частей в противоположных направлениях, как можно видеть на Фиг.2 и Фиг.5. Данный чередующийся сдвиг позволяет получить усиленное взаимодействие между частями.
Из этого следует, что со ссылкой на Фиг.4A, 4B, 4C и 5, в соответствии с некоторыми аспектами настоящего изобретения, каждый из упомянутых участков 5, 6 листового металла имеет толщину S такую, что направление, которое пересекает толщину S, является направлением DS толщины. Частично надрезанные части 10, 10A, 11, 11A на Фиг.5 перекрываются в упомянутом направлении DS толщины и сдвинуты попарно в направлении DS толщины относительно смежной области соответствующего участка 5, 6 листового металла. В частности, частично надрезанные части 10, 10A, 11, 11A попарно сдвинуты в направлении DS толщины и одна из частично сдвинутых частей 10A, 11A выступает в наружном направлении относительно упомянутой толщины S и определяет свободную область в упомянутой толщине S. Другие из упомянутых, частично надрезанных частей 10, 11 с соответствующим изогнутым профилем, расположены, по меньшей мере частично, в свободной области толщины S одного участка 5, 6 листового металла так, чтобы создавать взаимодействие в продольном направлении и в поперечном направлении. Такое взаимодействие позволяет получить удовлетворительное антиторсионное действие.
Следует отметить что, в примерном варианте осуществления на Фиг.1-5, пары частей 10, 11A и 11, 10A смежно следуют друг за другом без прерывания в рейке 1. На практике надрезы 9 в каждом случае являются общими для двух пар полунадрезанных частей, которые располагаются в последовательности один за другим.
В некоторых вариантах осуществления, например, проиллюстрированных с помощью примера на Фиг.12-13, только один из двух участков 5, 6 листового металла включает в себя надрезы 9, образующие частично надрезанные части 1 (сдвинутые частичным надрезом), которые определяют сдвиг и возможный надрез соответствующей части 11A другого участка листового металла.
В частности, одиночный участок 5, 6 листового металла имеет одну или более, например, пар смежных надрезов 9, причем каждая из упомянутых пар надрезов 9 образует пары частей. Например, пары надрезов 9 одного из двух участков 5, 6 листового металла выполнены с интервалами в продольном направлении с постоянным шагом или с заданным шагом, для образования множества пар надрезов 9. Следует отметить, что на практике пары частей 10, 11A следуют одна за другой с регулярными интервалами. Благодаря геометрии частей, описанных выше, пары частей 10, 11A чередуются с частями 110, 111 двух участков 5, 6 листового металла, которые не надрезаны, то есть не были подвергнуты обработке.
Шаг между последовательными парами 10, 110, 11A, 111, обозначенный на Фиг.13 как I, соответствует, например, взаимному расстоянию d между двумя надрезами 9 каждой пары. Другими словами, пары надрезов 9 выполнены только на одной стороне рейки с более или менее регулярными интервалами. В данном варианте осуществления, надрезы 9 определяют сдвиг частей 10, 11A в одинаковом направлении.
Отсюда следует, что, со ссылкой на Фиг.13, в соответствии с некоторыми аспектами настоящего изобретения, каждый из упомянутых участков 5, 6 листового металла имеет толщину S такую, что направление, пересекающее толщину S, является направлением DS толщины. Частично надрезанные части 10, 11A на Фиг.13 перекрываются в упомянутом направлении DS толщины и сдвинуты попарно в направлении DS толщины относительно смежной области соответствующего участка 5, 6 листового металла. В частности, частично надрезанные части 10, 11A сдвинуты попарно в направлении толщины S, и одна из частично сдвинутых частей 11A выступает в наружном направлении относительно упомянутой толщины S и образует свободную область в упомянутой толщине S. Другая из упомянутых частей 10 расположена, по меньшей мере частично, в свободной области толщины S для создания взаимодействия между участками 5, 6 листового металла.
В других вариантах осуществления, например, показанных на Фиг.14, также можно обеспечить сочетание двух предшествующих вариантов осуществления, в которых пары надрезов 9 могут выполняться с интервалами в продольном направлении с постоянным шагом или с заданным шагом, как в варианте осуществления на Фиг.13, и в то же время, с чередованием на одном и на другом участке 5, 6 листового металла, как в варианте осуществления на Фиг.1-5.
Из этого следует, что в некоторых вариантах осуществления надрезы 9 образуют последовательность или ряды полунадрезанных частей 10, 10A, 11, 11A, которые чередуются непрерывно или с интервалами так, что образуют линию полунадрезов. Такую линию полунадрезов также называют по аналогии идей, линией стыка или швом.
Линия стыка 15 или линия полунадреза может быть, в свою очередь, непрерывной, как показано на Фиг.1, Фиг.7 и Фиг.8, или может быть ломаной линией, или прерывистой линией, как показано на Фиг.6 и 9 и Фиг.18-20.
Кроме того, в соответствии с дополнительными аспектами настоящего изобретения, металлическая рейка 1 может включать в себя один или более рядов или линий полунадрезов 15, расположенных на двух разных уровнях в упомянутом поперечном направлении, образованных между нижней областью 8 и верхней областью 7, как показано в качестве примера на Фиг.17 или Фиг.18.
Еще более конкретно, для того, чтобы устанавливать и регулировать степень взаимодействия между первым участком листового металла 5 и вторым участком листового металла 6, для каждого из вариантов осуществления настоящего изобретения описанных выше, или их комбинации, можно устанавливать глубину надреза 9 относительно толщины S или высоты участка 5, 6 листового металла рейки.
Следует понимать, что глубина или проникновение надреза 9 по отношению к толщине выбирается в соответствии со способностью взаимодействия (и, следовательно, антиторсионной способностью) двух участков 5, 6 листового металла, которая должна быть обеспечена, и зависит от толщины каждого участка 5, 6 листового металла, от материала участка 5, 6 листового металла, от его предела упругости и прочности на растяжение или от наличия возможности механической обработки поверхностей участков 5, 6 листового металла.
Способ обработки для обработки металлической рейки 1 в соответствии с примерным вариантом осуществления настоящего изобретения, проиллюстрирован далее. Такой способ может быть использован для получения любой из описанных выше реек.
Обеспечена металлическая рейка 1 имеющая, например, T-образное или другое сечение, и полученная путем сгибания металлического листа, чтобы получить пару участков или стенок 5, 6 из листового металла, которые перекрываются.
Один, оба или более участков или стенок 5, 6 из листового металла подвергаются частичному надрезу с помощью известного специалисту в данной области техники устройства, пригодного для выполнения частичного надреза в листовом металле. В частности, используется пуансон, имеющий головку с профилем, который является не ровным, а, например, V-образным, или W-образным, или в форме вогнутого C-образного, или множества данных форм, которые повторяются в поперечном направлении.
Частичный надрез производится так, чтобы выполнить ступенчатые пары надрезов 9 на противоположных сторонах двух участков 5 листового металла, на одном из двух участков 5, 6 листового металла в направлении второго из двух участков 5, 6 листового металла, например, видимых на Фиг.5, или пары надрезов 9 на регулярных расстояниях только на одном из двух участков 5, 6 листового металла, или надрезов, как в любом из вариантов осуществления на Фиг.12-13. Данные надрезы 9 проходят, то есть направлены в поперечном направлении T металлической рейки 1. Полунадрезанные части, видимые в направлении DS толщины, имеют профиль, который является не ровным, а, например, V-образным, или W-образным, или вогнутым C-образным, или с множеством таких форм, которые повторяются в поперечном направлении.
Криволинейный профиль может также быть синусоидальным профилем.
Более конкретно, полунадрез выполняется так, чтобы образовать пары полунадрезанных частей 10, 10A, 11, 11A, которые в примерном варианте осуществления на Фиг.1-5 непрерывно чередуются в продольном направлении, и пары частей 10, 11 которые в примерном варианте осуществления на Фиг.10 или 11 расположены с регулярными интервалами в продольном направлении. Благодаря полунадрезу в поперечном направлении, образуется пересечение двух участков 5, 6 листового металла в поперечном направлении и в продольном направлении, которое тем самым предотвращает относительное скольжение упомянутых участков.
Более конкретно, со ссылкой на Фиг.9-11, следует отметить что, в соответствии с одним аспектом настоящего изобретения, с целью получения эффективного взаимодействия между участками листового металла и вышеупомянутого «антиторсионного» эффекта и «антирасцепляющего» эффекта между металлическими участками, предпочтительно выполнить, по меньшей мере, три, или даже лучше, пять последовательных надрезов 9 один за другим вдоль рейки, чтобы получить, по меньшей мере, две, или четыре, полунадрезанные части 10, 10A, 11, 11A, расположенные одна за другой вдоль рейки 1.
Следует при этом отметить, что форма частей 10, 10A, 11, 11A, видимых с одной стороны рейки 1 является, по существу, прямоугольной. Данная форма не должна считаться важной для представленного изобретения. Могут быть обеспечены многочисленные формы или различающиеся очертания полусдвинутых частей. Важно, чтобы полунадрез выполнялся в соответствии с уровнем техники для того, чтобы значительно уменьшить любые зазоры, возникающие при изготовлении, и обеспечить взаимодействие между частями.
В соответствии с не показанными дополнительными вариантами осуществления, вместо зажима 2 рейка включает в себя неразъемный зацепляющий элемент, расположенный на одном конце рейки, и образующий неразъемную часть рейки.
Надрезы 9, в соответствии с представленным изобретением, могут быть выполнены в неразъемном зацепляющем элементе так, чтобы соединяться вместе с помощью совместного сцепления участков листового металла, которое определяет неразъемный зацепляющий элемент и предотвращает взаимное отделение и раскрытие участков листового металла, что может в результате сделать неразъемный зацепляющий элемент непригодным для использования.
Предмет настоящего изобретения описан в данном документе со ссылкой на предпочтительные варианты его осуществления. Понятно, что могут быть и другие варианты, относящиеся к той же концепции изобретения, все из которых подпадают под объем защиты формулы изобретения изложенной далее в данном документе.









Изобретение в основном относится к поддерживающим конструкциям или несущим конструкциям подвесных потолков, то есть к поддерживающим конструкциям для листов или панелей, размещенных под обычным потолком и присоединенных к обычному потолку с помощью так называемой подвески, стальных стержней, проволоки, реек или других соединительных изделий. Предлагается рейка (1) для поддерживающей конструкции подвесного потолка, при этом упомянутая рейка выполнена удлиненной в продольном направлении (L) и включает в себя по меньшей мере два участка (5, 6) листового металла, расположенные бок о бок или перекрывающиеся, находящиеся в контакте или плотно прилегающие один к другому вдоль продольного направления (L) или направления длинной стороны. В рейке определено поперечное направление (T) или направление короткой стороны, проходящее поперечно или пересекающее продольное направление (L), причем оба участка (5, 6) листового металла имеют надрезы (9), которые расположены, направлены или проходят вдоль упомянутого поперечного направления (T). Надрезы (9) образуют частично надрезанные части (10, 10A, 11, 11A). Пары частично надрезанных частей (10, 10A, 11, 11A) участка (5, 6) листового металла перекрыты и сдвинуты попарно в направлении (DS) толщины относительно смежной области соответствующего участка (5, 6) листового металла, причем из каждой пары частей (10, 10A, 11, 11A), перекрытых и сдвинутых в направлении (DS) толщины, часть (10, 10A, 11, 11A) участка (5, 6) листового металла выступает наружу относительно толщины (S) и образует свободную зону в толщине (S). По меньшей мере, вогнутый или криволинейный профиль другой частично надрезанной части (10, 10A, 11, 11A) второго из упомянутых участков (5, 6) листового металла располагается, по меньшей мере частично, в упомянутой свободной зоне толщины (S) одного участка (5, 6) листового металла, создавая взаимодействие между двумя участками (5, 6) листового металла в поперечном направлении (T). При этом частично надрезанные части (10, 10A, 11, 11A) имеют вдоль поперечного направления, если смотреть в перспективе, профиль, который является, по меньшей мере частично, криволинейным или вогнутым, причем каждая пара частично надрезанных частей (10, 10A, 11, 11A) имеет соответствующие ненадрезанные центральные зоны (13), образующие центральную линию, пересекающую надрезы (9) и соединенную с оставшейся частью участка (5, 6) листового металла. Также описаны поддерживающая конструкция подвесного потолка и способ обработки металлической рейки. Технический результат состоит в предотвращении скольжения частей листового металла. 3 н. и 10 з.п. ф-лы, 23 ил.
1. Рейка (1) для поддерживающей конструкции подвесного потолка, при этом упомянутая рейка выполнена удлиненной в продольном направлении (L) и включает в себя по меньшей мере два участка (5, 6) листового металла, расположенные бок о бок или перекрывающиеся, находящиеся в контакте или плотно прилегающие один к другому вдоль продольного направления (L) или направления длинной стороны, причем в рейке определено поперечное направление (T) или направление короткой стороны, проходящее поперечно или пересекающее продольное направление (L), в которой оба участка (5, 6) листового металла имеют надрезы (9), которые расположены, направлены или проходят вдоль упомянутого поперечного направления (T), при этом надрезы (9) образуют частично надрезанные части (10, 10A, 11, 11A), причем пары частично надрезанных частей (10, 10A, 11, 11A) участка (5, 6) листового металла перекрыты и сдвинуты попарно в направлении (DS) толщины относительно смежной области соответствующего участка (5, 6) листового металла, и в которой из каждой пары частей (10, 10A, 11, 11A), перекрытых и сдвинутых в направлении (DS) толщины, часть (10, 10A, 11, 11A) участка (5, 6) листового металла выступает наружу относительно толщины (S) и образует свободную зону в толщине (S), и, по меньшей мере, вогнутый или криволинейный профиль другой частично надрезанной части (10, 10A, 11, 11A) второго из упомянутых участков (5, 6) листового металла располагается, по меньшей мере частично, в упомянутой свободной зоне толщины (S) одного участка (5, 6) листового металла, создавая взаимодействие между двумя участками (5, 6) листового металла в поперечном направлении (T), причем частично надрезанные части (10, 10A, 11, 11A) имеют вдоль поперечного направления, если смотреть в перспективе, профиль, который является, по меньшей мере частично, криволинейным или вогнутым, и в которой каждая пара частично надрезанных частей (10, 10A, 11, 11A) имеет соответствующие ненадрезанные центральные зоны (13), образующие центральную линию, пересекающую надрезы (9) и соединенную с оставшейся частью участка (5, 6) листового металла.
2. Рейка (1) по п. 1, в которой криволинейный профиль является V-образным, или W-образным, или вогнутым C-образным, или имеет множество криволинейных форм, которые повторяются в поперечном направлении.
3. Рейка (1) по п. 1 или 2, в которой криволинейный профиль является симметричным относительно центральной линии.
4. Рейка (1) по п. 1, в которой центральная зона (13) совпадает с зоной наибольшей вогнутости, или максимального изгиба, или кривизны криволинейного профиля.
5. Рейка (1) по п. 1, в которой пары частично надрезанных частей (10, 10A, 11, 11A) чередуются вдоль продольного направления (L), причем первая пара упомянутых частично надрезанных частей (10, 10A, 11, 11A) находится в сдвинутом положении в направлении одного участка (5, 6) листового металла, а вторая пара частично надрезанных частей (10, 10A, 11, 11A) находится в сдвинутом положении в направлении второго участка (5, 6) листового металла.
6. Рейка (1) по п. 5, в которой пары частично надрезанных частей (10, 10A, 11, 11A) распределены вдоль продольного направления (L) смежно, причем первая пара частично надрезанных частей (10, 10A, 11, 11A), сдвинутая в направлении одного участка (5, 6) листового металла, является смежной и находится в контакте со второй парой частично надрезанных частей (10, 10A, 11, 11A), сдвинутых в направлении другого участка (5, 6) листового металла.
7. Рейка (1) по любому из пп. 5 или 6, в которой по меньшей мере две или четыре частично надрезанные части (10, 11A) двух участков (5, 6) листового металла расположены одна за другой вдоль продольного направления (L).
8. Рейка (1) по п. 5 или 6, в которой надрез (9) является общим для двух пар частично надрезанных частей (10, 10A, 11, 11A), которые расположены рядом одна за другой.
9. Поддерживающая конструкция подвесного потолка, включающая в себя металлическую рейку (1) по любому из пп. 1-8.
10. Способ обработки металлической рейки (1), включающий следующие этапы, на которых:
- обеспечивают рейку, удлиненную вдоль продольного направления или длинной стороны (L) и включающую в себя по меньшей мере два участка (5, 6) листового металла, расположенных бок о бок в контакте друг с другом вдоль продольного направления (L),
- осуществляют резку, по меньшей мере частично, по меньшей мере одного из упомянутых участков (5, 6) листового металла в поперечном направлении (T) или по короткой стороне, перпендикулярно продольному направлению или пересекая его, для образования частично надрезанной части (10, 10A, 11, 11A) вдоль поперечного направления (T),
- причем оба упомянутых участка (5, 6) листового металла надрезаны так, чтобы пары частично надрезанных частей (10, 10A, 11, 11A) участка (5, 6) листового металла перекрывались и сдвигались попарно в направлении (DS) толщины относительно смежной зоны соответствующего участка (5, 6) листового металла,
и так, чтобы из каждой пары перекрытых и сдвинутых попарно в направлении (DS) толщины частей, часть (10, 10A, 11, 11А) участка (5, 6) листового металла выступала наружу относительно толщины (S) и образовывала свободную зону в толщине (S) и, по меньшей мере, вогнутый или криволинейный профиль другой частично надрезанной части (10, 10A, 11, 11A) второго из упомянутых участков (5, 6) листового металла располагался, по меньшей мере частично, в свободной зоне толщины (S) одного участка (5, 6) листового металла, создавая взаимодействие между двумя участками (5, 6) листового металла в поперечном направлении (T),
причем частично надрезанные части (10, 10A, 11, 11А) имеют вдоль поперечного направления, и если смотреть в перспективе, по меньшей мере частично, криволинейный или вогнутый профиль,
и при этом части (10, 10A, 11, 11A) частично надрезаны так, чтобы иметь ненадрезанные центральные зоны (13), образующие центральную линию, пересекающую надрезы (9) и соединенную с оставшейся частью участка (5, 6) листового металла.
11. Способ по п. 10, в котором части (10, 10A, 11, 11А) частично надрезаны с помощью пуансона с головкой, имеющей профиль, который является криволинейным V-образным, W-образным или вогнутым C-образным, или имеет множество криволинейных форм, которые повторяются в поперечном направлении.
12. Способ по п. 10 или 11, в котором центральная соединительная линия проходит параллельно продольному направлению (L).
13. Способ по п. 10 или 11, в котором первая пара надрезов (9) выполнена на первом участке листового металла так, чтобы образовать первую пару частично надрезанных частей (10, 10A, 11, 11A), и вторая пара надрезов выполнена на другом участке листового металла так, чтобы образовать вторую пару частично надрезанных частей (10, 10A, 11, 11A) так, что первая пара и вторая пара частично надрезанных частей (10, 10A, 11, 11A) чередуются и являются смежными в продольном направлении (L) и попеременно сдвинуты в направлении одного из упомянутых участков (5, 6) листового металла и в направлении второго из упомянутых участков листового металла.
| AU 4226878 A, 14.06.1979 | |||
| КЛАПАН ДЛЯ ОСВОЕНИЯ СКВАЖИН | 1997 |
|
RU2133819C1 |
| US 3979874 A, 14.09.1976 | |||
| US 6523314 B1, 25.02.2003 | |||
| ПРОФИЛЬНАЯ НАПРАВЛЯЮЩАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОЙ НАПРАВЛЯЮЩЕЙ | 2004 |
|
RU2304673C2 |

