ОБЛАСТЬ ТЕХНИКИ И ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Настоящее описание по существу относится к маркировке изделия пленочной этикеткой, такой как этикетка из термоусадочной пленки. Этикетки из термоусадочной пленки были описаны как полезные для маркировки изделий, которые имеют неровную форму. См., например, патент США №4,923,557. Примеры этикеток из термоусадочной пленки были описаны, например, в патенте США №7,935,401.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0002] В различных вариантах осуществления предложен способ получения изделия, маркированного с помощью пленки. В любом из вариантов осуществления, описанных в настоящем документе, пленочная этикетка может представлять собой этикетку из термоусадочной пленки. В некоторых вариантах осуществления способ включает отверждение отверждаемого адгезива на термоусадочной пленке с помощью светоизлучающих диодов (далее именуются «СИД»). В некоторых вариантах осуществления по меньшей мере участки адгезива, отверждаемого СИД, расположены на перекрытии, образованном между передним краем и задним краем этикетки из термоусадочной пленки. В некоторых вариантах осуществления отверждение проводят при температуре ниже 70°С. В некоторых вариантах осуществления способ отверждения позволяет последовательно наносить этикетки со скоростью до 720 (например, 500-720) изделий в минуту.
[0003] В некоторых вариантах осуществления способ включает а) предоставление изделия, подлежащего маркировке; b) предоставление пленочной этикетки (например, этикетки из термоусадочной пленки), имеющей передний край и задний край; с) нанесение адгезива, отверждаемого СИД, на по меньшей мере участок этикетки из термоусадочной пленки; d) обертывание пленочной этикетки (например, этикетки из термоусадочной пленки) вокруг изделия, подлежащего маркировке, так, чтобы передний и задний края пленочной этикетки (например, этикетки из термоусадочной пленки) перекрывались, при этом по меньшей мере участки адгезива, отверждаемого СИД, располагались на перекрытии между передним и задним краями; и е) отверждение адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями, с помощью СИД. В некоторых вариантах осуществления пленочная этикетка в достаточной степени прозрачна для излучения СИД, чтобы обеспечить отверждение адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями, с помощью СИД, как описано в вариантах осуществления по настоящему документу. В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из термоусадочной пленки. В некоторых вариантах осуществления способ дополнительно включает этап f) проведение обернутого изделия после этапа е) через усадочный туннель для формирования изделия, маркированного термоусадочной пленкой. В некоторых вариантах осуществления изделие, подлежащее маркировке, характеризуется наличием корпуса, содержащего по меньшей мере две части (например, цилиндрические или нецилиндрические, такие как в форме гантели, песочных часов или двухконусного тела), имеющие разные диаметры или размеры. В некоторых вариантах осуществления пленочная этикетка (например, этикетка из термоусадочной пленки) обернута вокруг по меньшей мере участка изделия, подлежащего маркировке, между двумя разными частями включительно, имеющими разные диаметры или размеры.
[0004] Адгезивы можно наносить на пленочную этикетку (например, этикетку из термоусадочной пленки) различными способами. В некоторых вариантах осуществления адгезив, отверждаемый СИД, наносят вблизи от заднего края пленочной этикетки. В некоторых вариантах осуществления адгезив для переднего края наносят вблизи от переднего края пленочной этикетки. В некоторых вариантах осуществления адгезив для переднего края не отверждается СИД. В некоторых вариантах осуществления перед началом обертывания передний край приклеивают к изделию, подлежащему маркировке, с помощью адгезива для переднего края. В некоторых вариантах осуществления адгезив для переднего края наносят на пленочную этикетку. В некоторых вариантах осуществления адгезив для переднего края наносят прямо на изделие, подлежащее маркировке. В некоторых вариантах осуществления по меньшей мере участки адгезива для переднего края (например, адгезива, отверждаемого СИД) расположены между изделием, подлежащим маркировке, и передним краем, а способ дополнительно включает отверждение адгезива для переднего края, расположенного между изделием, подлежащим маркировке, и передним краем. В некоторых вариантах осуществления адгезив для переднего края (например, адгезив, отверждаемый СИД), расположенный между изделием, подлежащим маркировке, и передним краем, отверждают перед отверждением адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями. В некоторых вариантах осуществления адгезив для переднего края (например, адгезив, отверждаемый СИД), расположенный между изделием, подлежащим маркировке, и передним краем, отверждают примерно одновременно (например, с промежутком в пределах 0-10 секунд, в пределах одной секунды или в пределах половины секунды) с отверждением адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями.
[0005] На пленочную этикетку (например, этикетку из термоусадочной пленки) можно наносить разные количества адгезивов. В некоторых вариантах осуществления адгезив, отверждаемый СИД, наносят на пленочную этикетку в количестве от 5 г/м2 до 30 г/м2 (например, от 10 г/м2 до 30 г/м2). Можно наносить другие подходящие количества.
[0006] Отверждение адгезива, отверждаемого СИД, можно проводить в различных условиях. В некоторых вариантах осуществления отверждение содержит воздействие на изделие, подлежащее маркировке, излучения СИД с длиной волны 365-420 нм (например, 385-405 нм). В некоторых вариантах осуществления отверждение проводят при температуре ниже 70°С (например, ниже 50°С). В любом из описанных в настоящем документе вариантов осуществления способ отверждения позволяет последовательно наносить этикетки на 500-720 изделий в минуту. Можно применять другие приемлемые условия отверждения.
[0007] В способах, описанных в настоящем документе, можно применять различные адгезивы, отверждаемые СИД. В некоторых вариантах осуществления адгезивы, отверждаемые СИД, представляют собой смесь этиленненасыщенных форполимеров, этиленненасыщенных олигомеров, этиленненасыщенных мономеров, фотоинициаторов, поглощающих свет в непосредственной близости от диапазона излучения СИД 365-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей. В некоторых вариантах осуществления адгезивы, отверждаемые СИД, представляют собой смесь полиуретана с акрилатными или метакрилатными группами, мономера с акрилатными или метакрилатными группами, фотоинициатора типа оксида фосфина, поглощающего свет в непосредственной близости от диапазона излучения СИД 365-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей, причем один или более инертных наполнителей представляют собой углеводородные смолы, сложные эфиры канифоли, полиамиды, сложные полиэфиры или их комбинацию. Можно применять другие пригодные адгезивы, отверждаемые СИД.
[0008] В различных вариантах осуществления предложен аппарат для маркировки изделия пленочной этикеткой (например, этикеткой из термоусадочной пленки). В некоторых вариантах осуществления аппарат содержит: а) подающую секцию, выполненную с возможностью подачи изделий, подлежащих маркировке; b) устройство подачи этикеток, выполненное с возможностью подачи пленочной этикетки; с) устройство для нанесения адгезива, отверждаемого СИД, выполненное с возможностью нанесения адгезива, отверждаемого СИД, на пленочную этикетку; d) механизм для выдачи отрезков этикеток из пленочной этикетки для обертывания изделия, подлежащего маркировке, причем каждый отрезок этикетки имеет передний край и задний край; при этом после обертывания изделия, подлежащего маркировке, передний и задний края отрезков этикеток из пленочной этикетки перекрываются, и при этом по меньшей мере участки адгезива, отверждаемого СИД, расположены на перекрытии между передним и задним краями; е) секцию СИД, содержащую по меньшей мере одну лампу СИД, выполненную с возможностью отверждения адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями; и f) выходную секцию, выполненную с возможностью выдачи маркированных изделий. В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из термоусадочной пленки. В некоторых вариантах осуществления механизм для выдачи отрезков этикеток содержит g) резак, выполненный с возможностью разрезания пленочной этикетки на отрезки этикеток; и h) вакуумный барабан, выполненный с возможностью переноса каждого из отрезков этикеток от резака на обертывание изделия, подлежащего маркировке, так, чтобы передний и задний края пленочной этикетки перекрывались и при этом по меньшей мере участки адгезива, отверждаемого СИД, располагались на перекрытии между передним и задним краями. В некоторых вариантах осуществления механизм для выдачи отрезков этикеток представляет собой устройство стапельной подачи. В некоторых вариантах осуществления устройство стапельной подачи представляет собой магазин, содержащий отрезки этикеток, предварительно нарезанные из пленочной этикетки. В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из термоусадочной пленки, а аппарат дополнительно содержит усадочный туннель, выполненный с возможностью усадки этикетки из термоусадочной пленки поверх изделия, подлежащего маркировке. В некоторых вариантах осуществления устройство для нанесения адгезива, отверждаемого СИД, выполнено с возможностью нанесения адгезива, отверждаемого СИД, вблизи от заднего края пленочной этикетки. В некоторых вариантах осуществления аппарат дополнительно содержит устройство для нанесения адгезива для переднего края, выполненное с возможностью нанесения адгезива для переднего края вблизи от переднего края пленочной этикетки. В некоторых вариантах осуществления адгезив для переднего края наносят так, чтобы прикрепить передний край этикетки к изделию, подлежащему маркировке. В некоторых вариантах осуществления аппарат дополнительно содержит щетку, выполненную с возможностью прижатия заднего края к изделию, подлежащему маркировке, чтобы распределять адгезивы, расположенные между задним краем и передним краем, между задним краем и изделием, подлежащим маркировке, или в обоих положениях. В некоторых вариантах осуществления щетка представляет собой кисть, губчатый валик или губчатую салфетку. В некоторых вариантах осуществления по меньшей мере одна лампа СИД выполнена с возможностью испускания излучения с длиной волны 365-420 нм (например, 385-405 нм).
[0009] В некоторых вариантах осуществления описанный в настоящем документе аппарат можно подготовить путем модернизации существующей системы для нанесения этикеток с термоплавким адгезивом. В некоторых вариантах осуществления модернизированная система для нанесения этикеток содержит секцию СИД. В некоторых вариантах осуществления модернизированная система для нанесения этикеток дополнительно содержит дополнительное устройство для нанесения адгезива.
[0010] В некоторых вариантах осуществления предложена модернизированная система для нанесения этикеток, предназначенная для маркировки изделия пленочной этикеткой (например, этикеткой из термоусадочной пленки). В некоторых вариантах осуществления модернизацию системы для нанесения этикеток выполняют на основе существующей системы для нанесения этикеток с термоплавким адгезивом, где существующая система для нанесения этикеток включает в себя подающую секцию, выполненную с возможностью подачи изделий, подлежащих маркировке; устройство подачи этикеток, выполненное с возможностью подачи пленочной этикетки; устройство для нанесения термоплавкого адгезива; резак; вакуумный барабан; и выходную секцию, выполненную с возможностью выдачи маркированных изделий. В некоторых вариантах осуществления модернизированная система для нанесения этикеток содержит секцию СИД, содержащую по меньшей мере одну лампу СИД. В некоторых вариантах осуществления устройство для нанесения термоплавкого адгезива выполнено с возможностью нанесения адгезива, отверждаемого СИД, на пленочную этикетку. В некоторых вариантах осуществления резак выполнен с возможностью разрезания пленочной этикетки (например, этикетки из термоусадочной пленки) на отрезки этикеток, каждый из которых имеет передний край и задний край. В некоторых вариантах осуществления вакуумный барабан выполнен с возможностью переноса каждого из отрезков этикеток от резака на обертывание изделия, подлежащего маркировке, так, чтобы передний и задний края пленочной этикетки (например, этикетки из термоусадочной пленки) перекрывались и при этом по меньшей мере участки адгезива, отверждаемого СИД, располагались на перекрытии между передним и задним краями. В некоторых вариантах осуществления секция СИД выполнена с возможностью отверждения адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями. В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из термоусадочной пленки, а модернизированная система для нанесения этикеток дополнительно содержит усадочный туннель, выполненный с возможностью усадки этикетки из термоусадочной пленки поверх изделия, подлежащего маркировке.
[0011] Описанный в настоящем документе аппарат можно выполнить с возможностью изготавливать различные маркированные изделия с разными скоростями. В некоторых вариантах осуществления изделие, подлежащее маркировке, характеризуется наличием корпуса, содержащего по меньшей мере две различные части, имеющие разные диаметры или размеры. В некоторых вариантах осуществления аппарат можно выполнить с возможностью последовательно наносить этикетки со скоростью до 720 изделий (например, 500-720 изделий) в минуту. Также можно маркировать другие приемлемые изделия и с другими скоростями.
[0012] В некоторых вариантах осуществления предложен способ модернизации системы для нанесения этикеток, предназначенной для маркировки изделия пленочной этикеткой (например, этикеткой из термоусадочной пленки). В некоторых вариантах осуществления способ включает предоставление существующей системы для нанесения этикеток с термоплавким адгезивом, содержащей подающую секцию, выполненную с возможностью подачи изделий, подлежащих маркировке; устройство подачи этикеток, выполненное с возможностью подачи этикетки из термоусадочной пленки; устройство для нанесения термоплавкого адгезива; резак; нагреватель, выполненный с возможностью нагрева термоплавкого адгезива; вакуумный барабан; и выходную секцию, выполненную с возможностью выдачи маркированных изделий. В некоторых вариантах осуществления способ включает демонтаж нагревателя из системы для нанесения этикеток с термоплавким адгезивом. В некоторых вариантах осуществления способ включает добавление секции СИД, содержащей по меньшей мере одну лампу СИД. В некоторых вариантах осуществления устройство для нанесения термоплавкого адгезива выполнено с возможностью нанесения адгезива, отверждаемого СИД, на этикетку из термоусадочной пленки. В некоторых вариантах осуществления резак выполнен с возможностью разрезания пленочной этикетки (например, этикетки из термоусадочной пленки) на отрезки этикеток, каждый из которых имеет передний край и задний край. В некоторых вариантах осуществления вакуумный барабан выполнен с возможностью переноса каждого из отрезков этикеток от резака на обертывание изделия, подлежащего маркировке, так, чтобы передний и задний края пленочной этикетки (например, этикетки из термоусадочной пленки) перекрывались и при этом по меньшей мере участки адгезива, отверждаемого СИД, располагались на перекрытии между передним и задним краями. В некоторых вариантах осуществления секция СИД выполнена с возможностью отверждения адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями. В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из термоусадочной пленки, а способ дополнительно включает соединение выходной секции с усадочным туннелем, причем выходная секция выполнена с возможностью выдачи маркированных изделий в усадочный туннель для усадки этикетки из термоусадочной пленки поверх изделия, подлежащего маркировке. В некоторых вариантах осуществления способ дополнительно включает придание устройству для нанесения термоплавкого адгезива способности наносить адгезив, отверждаемый СИД, вблизи от заднего края пленочной этикетки. В некоторых вариантах осуществления способ дополнительно включает добавление устройства для нанесения адгезива для переднего края, выполненного с возможностью нанесения адгезива для переднего края вблизи от переднего края пленочной этикетки. В некоторых вариантах осуществления адгезив для переднего края наносят так, чтобы по меньшей мере участки адгезива для переднего края располагались между передним краем этикетки и изделием, подлежащим маркировке.
[0013] В некоторых вариантах осуществления пленочная этикетка представляет собой этикетку из нетермоусадочной пленки. В некоторых вариантах осуществления пленочная этикетка представляет собой прозрачную этикетку, например, этикетку из прозрачного полипропилена. В некоторых вариантах осуществления изделие имеет цилиндрический участок, и пленочную этикетку оборачивают вокруг цилиндрического участка изделия. В некоторых вариантах осуществления изделие представляет собой емкость с напитком, например емкость с напитком, приемлемую для газированного напитка.
[0014] В некоторых вариантах осуществления адгезив, отверждаемый СИД, имеет усилие прилипания по меньшей мере 5 Н. В некоторых вариантах осуществления адгезив, отверждаемый СИД, имеет вязкость по меньшей мере 2 Па-с при 25°С. В некоторых вариантах осуществления адгезив для переднего края представляет собой адгезив, отверждаемый СИД. В некоторых вариантах осуществления адгезив для переднего края наносят при температуре ниже 70°С, например, при температуре ниже 50°С.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0015] Приведенное выше краткое описание, а также приведенное ниже подробное описание вариантов осуществления будут более понятными при изучении вместе с приложенными фигурами. Для иллюстративных целей на фигурах может быть описано использование конкретных вариантов осуществления. Однако следует понимать, что аппараты, системы и способы, описанные в настоящем документе, не ограничены точными вариантами осуществления, обсуждаемыми или описанными на фигурах.
[0016] На ФИГ. 1А показана пленочная этикетка (например, этикетка из термоусадочной пленки), на которую вблизи от переднего края и заднего края пленки нанесены адгезивы, отверждаемые СИД, причем на этом рисунке полоса вблизи от заднего края представляет собой адгезив, отверждаемый СИД.
[0017] На ФИГ. 1В показана пленочная этикетка (например, этикетка из термоусадочной пленки), прикрепленная к бутылке, при этом адгезив, расположенный вблизи от переднего края, находится в прямом контакте с бутылкой.
[0018] На ФИГ. 2А показана пленочная этикетка (например, этикетка из термоусадочной пленки), прикрепленная к бутылке, при этом зоны адгезива, расположенные вблизи от переднего края, находятся в прямом контакте с бутылкой, а зоны адгезива, расположенные вблизи от заднего края, перекрывают передний край. На ФИГ. 2А также показано отверждение полосы адгезива, расположенного вблизи от заднего края, с помощью излучения СИД. На ФИГ. 2В показана пленочная этикетка (на данном рисунке, этикетка из термоусадочной пленки), обернутая вокруг бутылки после теплового воздействия. На ФИГ. 2С показаны примерные формы, для которых соблюдается требование копланарности (наличие двух лежащих в одной плоскости точек касания), что позволяет надлежащим образом присоединить и прикрепить передний край к изделию, подлежащему маркировке, с помощью адгезива для переднего края. На ФИГ. 2D показаны примеры форм, для которых требование копланарности не соблюдается. На ФИГ. 2D точки соприкосновения не лежат в одной плоскости, либо форма является выпуклой.
[0019] На ФИГ. 3А показана система для маркировки изделий пленочной этикеткой (например, этикеткой из термоусадочной пленки), которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, которые нанесены на пленочную этикетку (например, этикетку из термоусадочной пленки). На ФИГ. 3А адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью пистолета 307А для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика 307.
[0020] На ФИГ. 3В показана еще одна система для маркировки изделий пленочной этикеткой (например, этикеткой из термоусадочной пленки), которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, которые нанесены на пленочную этикетку (например, этикетку из термоусадочной пленки). На ФИГ. 3В адгезивы для переднего края (захватывающий адгезив) наносятся на бутылку с помощью пистолета для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика.
[0021] На ФИГ. 3С показана еще одна система для маркировки изделий пленочной этикеткой (например, этикеткой из термоусадочной пленки), которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, которые нанесены на пленочную этикетку (например, этикетку из термоусадочной пленки). На ФИГ. 3С адгезивы для переднего края (захватывающий адгезив) наносятся на бутылку с помощью пистолета для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) также с помощью пистолета для нанесения адгезива.
[0022] На ФИГ. 3D показана и еще одна система для маркировки изделий пленочной этикеткой (например, этикеткой из термоусадочной пленки), которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, которые нанесены на пленочную этикетку (например, этикетку из термоусадочной пленки). На ФИГ. 3D адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью пистолета для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) также с помощью пистолета для нанесения адгезива.
[0023] На ФИГ. 3Е показана дополнительная система для маркировки изделий пленочной этикеткой (например, этикеткой из термоусадочной пленки), которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, которые нанесены на пленочную этикетку (например, этикетку из термоусадочной пленки). На ФИГ. 3Е адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) также с помощью валика. Необязательно, секцию СИД устанавливают рядом с точкой нанесения для отверждения адгезивов для переднего края.
[0024] На ФИГ. 3F показана система для маркировки изделий этикетками из термоусадочной пленки, которая включает в себя секцию СИД для отверждения адгезивов, отверждаемых СИД, нанесенных на этикетки из термоусадочной пленки, и включает в себя усадочный туннель для усадки этикетки из термоусадочной пленки так, чтобы этикетка облегала форму контейнера, вокруг которого обернута.
[0025] На ФИГ. 4 показан пример применения щетки для прижатия заднего края к изделию, подлежащему маркировке, чтобы распределять адгезивы, расположенные между задним краем и передним краем.
ПОДРОБНОЕ ОПИСАНИЕ
Определения
[0026] Неограничивающие термины, такие как «включать», «включающий», «содержать», «содержащий» и т.п., означают «содержащий». Такие неограничивающие переходные фразы используются для введения неограничивающего перечня элементов, этапов способа или т.п., которые не исключают дополнительных, не перечисленных элементов или этапов способа.
[0027] Переходная фраза «состоящий из» и ее варианты исключает любой не перечисленный элемент, этап или ингредиент, кроме примесей, которые обычно с ними связаны.
[0028] Переходная фраза «по существу состоит из» или варианты, такие как «по существу состоять из» или «по существу состоящий из», исключает любой не перечисленный элемент, этап или ингредиент, кроме таковых, которые существенно не меняют основные или новые свойства указанного способа, структуры или композиции.
[0029] Кроме того, употребление единственного числа при описании элемента или компонента изобретения призвано носить неограничивающий характер в отношении числа примеров, т.е. упоминаний элемента или компонента. Следовательно, элемент или компонент в единственном числе должен включать в себя «один» или «по меньшей мере один», и элемент или компонент в единственном числе также включает множественное число, кроме случаев, когда число очевидно означает единственное.
[0030] Используемые в настоящем документе термины «изобретение» или «настоящее изобретение» не имеют ограничительного характера и не направлены на ограничение объема изобретения.
[0031] Используемый в настоящем документе термин «пленочная этикетка» может включать в себя как этикетку из термоусадочной пленки, так и этикетку из нетермоусадочной пленки.
[0032] Используемый в настоящем документе термин «передний край» пленочной этикетки (например, этикетки из термоусадочной пленки) обозначает край этикетки, который первым входит в контакт с изделием, подлежащим маркировке, а термин «задний край» пленочной этикетки (например, этикетки из термоусадочной пленки) обозначает противоположный край этикетки. Используемый в настоящем документе термин «вблизи» от переднего края или от заднего края означает расстояние в пределах сантиметра (например, в пределах 0,5 см, в пределах 0,25 см или в пределах 1 мм) от переднего края или от заднего края и включает в себя касание переднего края или заднего края. В любом из вариантов осуществления, описанных в настоящем документе, «вблизи» от переднего края или от заднего края означает расстояние в пределах 1 мм от переднего края или от заднего края и включает в себя касание переднего края или заднего края. Как показано на ФИГ. 1А, пленочная этикетка 100 (например, этикетка из термоусадочной пленки) имеет прямоугольную форму с двумя краями 130 и 140. В некоторых вариантах осуществления возможно нанесение двух зон 110 и 120 адгезива вблизи от краев 130 и 140 на одной и той же поверхности этикетки. Данные зоны могут иметь любую приемлемую геометрическую форму. Как показано на рисунке, зона 120 представляет собой полосу, а зона 110 представляет собой два пятна адгезива. В некоторых вариантах осуществления адгезив 110 можно наносить вблизи от края 130, например, в виде двух пятен, как показано на ФИГ. 1А. В зависимости от того, какой край первым входит в контакт с изделием, подлежащим маркировке, передним краем может быть любой край. На ФИГ. 1В край 130 первым входит в контакт с бутылкой 150, и поэтому край 130 является передним краем, а противоположный край 140 является задним краем. Как показано на ФИГ. 1В, адгезив, нанесенный вблизи от переднего края, который называют адгезивом для переднего края, прикрепляет пленочную этикетку, такую как этикетку из термоусадочной пленки, к бутылке 150. Бутылка 150 в машине для нанесения этикеток может двигаться в направлении относительно направления движения пленочной этикетки (например, этикетки из термоусадочной пленки) так, чтобы пленочная этикетка обертывала бутылку 150 и полоса адгезива 120 вблизи от заднего края перекрывала передний край 130, образуя соединенный швом рукав. Например, в некоторых вариантах осуществления бутылка двигается по часовой стрелке, а пленочная этикетка двигается против часовой стрелки, или наоборот - так, чтобы пленочная этикетка обертывала бутылку. После обертывания бутылки пленочной этикеткой может образоваться пять слоев, в порядке от внутреннего к наружному слою: бутылка, адгезив для переднего края (захватывающий адгезив), передний край, адгезив для заднего края (перекрывающий адгезив) и задний край. Это можно дополнительно показать на ФИГ. 2А, где полоса адгезива 120 расположена на перекрытии, образованном между передним и задним краями, где адгезив может отверждать с помощью лампы 160 СИД.
[0033] Используемый в настоящем документе термин «этикетка из термоусадочной пленки» по существу относится к материалу, который способен усаживаться поверх изделия, вокруг которого этот материал обернут, под действием тепла, например путем пропускания через усадочный туннель при температуре 100°С или ниже. На ФИГ. 2В показана фигурная бутылка, вокруг которой обернута этикетка из термоусадочной пленки, после усадки под воздействием тепла.
Аппарат и процесс отверждения СИД
[0034] Задача заключается в том, чтобы создать соединенную швом этикетку из термоусадочной пленки или рулонную этикетку из термоусадочной пленки со швом, способную выдержать температуры и условия в усадочном туннеле (горячий воздух или пар). Традиционно применяемые адгезивы являются термоплавкими, что может создавать нежелательные проблемы при воздействии на них условий усадочного туннеля. При нанесении термоплавких адгезивов для достижения вязкости менее 1 Па-с (1000 сП) обычно требуется нагреть их до температуры плавления 140°С или выше. Однако термоусадочные пленки, как правило, усаживаются при температуре 100°С или ниже. Подача адгезива при температуре нанесения, которая превышает температуру усадки пленки, приводит к преждевременной усадке в зоне шва. Это, в свою очередь, создает дефекты во внешнем виде этикетки, такие как неправильность формы и разнонаправленные складки. Кроме того, когда термоплавкие адгезивы наносят с достаточной прочностью связи, необходимой для удержания этикетки в усадочном туннеле при температуре 100°С, они затрудняют обработку и зачастую скапливаются в машине для нанесения этикеток, так что даже после коротких периодов работы требуется очистка.
[0035] Авторы настоящего изобретения обнаружили, что благодаря применению адгезива, отверждаемого СИД, можно добиться улучшения внешнего вида этикетки из термоусадочной пленки, включая шов, по сравнению с традиционными способами обработки этикеток из термоусадочной пленки, такими как с применением термоплавкого адгезива. Хотя авторы не желают ограничиваться теорией, они полагают, что наблюдаемый эффект улучшения обусловлен возможностью нанесения адгезивов, отверждаемых СИД, при гораздо меньшей температуре, чем температура усадки термоусадочной пленки. Можно разработать адгезивы, отверждаемые СИД, которые имеют приемлемую вязкость для нанесения при температурах ниже 70°С (например, ниже 50°С), и вплоть до температуры 25°С или окружающей температуры. Приемлемая вязкость для нанесения может составлять от около 0,3 Па-с (300 сП) до около 2 Па-с (2000 сП) (например, от около 0,3 Па-с (300 сП) до около 0,5 Па-с (500 сП), от около 1 Па-с (1000 сП) до около 2 Па-с (2000 сП), либо вязкость в любых интервалах между указанными значениями). В некоторых вариантах осуществления приемлемая вязкость для нанесения может также быть меньше 2 Па-с (2000 сП), например, меньше 1 Па-с (1000 сП) или меньше 0,5 Па-с (500 сП). В некоторых вариантах осуществления приемлемая вязкость для нанесения находится в интервале от 0,8 Па-с (800 сП) до 1,5 Па-с (1500 сП) (например, от 1 Па-с (1000 сП) до 1,3 Па-с (1300 сП). Поскольку лампа СИД генерирует минимальное количество тепла и адгезив наносят при низкой температуре, можно достичь значительного улучшения внешнего вида этикетки из термоусадочной пленки и устранения таких дефектов, как складки, по сравнению с традиционными способами обработки этикеток из термоусадочной пленки, такими как применение термоплавкого адгезива. Кроме того, поскольку в адгезивах, отверждаемых СИД, может происходить быстрое поперечное сшивание и полимеризация под воздействием излучения СИД, они обладают гораздо меньшей чувствительностью к температуре усадки и обеспечивают гораздо большую прочность связи в усадочном туннеле. Другими словами, адгезивы, отверждаемые СИД, не деформируются, благодаря чему они обеспечивают улучшенный внешний вид этикетки из термоусадочной пленки, по сравнению с традиционными способами обработки этикеток из термоусадочной пленки, такими как применение термоплавкого адгезива.
[0036] На ФИГ. 3A-3F показаны примеры аппарата и технологических схем для маркировки изделия пленочной этикеткой (например, этикеткой из термоусадочной пленки) с помощью отверждения СИД. В обсуждениях рисунков пленочная этикетка может именоваться этикеткой из термоусадочной пленки. Однако специалисту в данной области будет понятно, что способы и аппараты, описанные в настоящем документе, могут также применяться и для пленочных этикеток, отличных от этикеток из термоусадочной пленки.
[0037] Как показано на ФИГ. 3А, аппарат может включать в себя подающую секцию 31, секцию 33 подачи этикеток, устройство 307 для нанесения адгезива, отверждаемого СИД, резак 306, вакуумный барабан 308, секцию 309 СИД и выходную секцию 32. На ФИГ. 3В-3Е показаны различные альтернативные конструкции для нанесения адгезива для переднего края и заднего края. На ФИГ. 3F показан аппарат, содержащий усадочный туннель 312.
[0038] Подающая секция 31 может включать в себя линейную транспортерную ленту 301, распределительное колесо 302 и стол 303 для контейнеров. Линейная транспортерная лента 301 может сочетаться с архимедовым винтом для распределения изделий, подлежащих маркировке, таких как бутылки 150, через надлежащие промежутки. Затем изделия могут подаваться в распределительное колесо 302, такое как звездочка, вращающееся противоположно относительно направления вращения стола 303 для контейнеров. В данной области техники известны и другие конструкции подающих секций, которые можно применить с вариантами осуществления настоящего изобретения. Например, с некоторыми вариантами осуществления настоящего изобретения также можно применять подающие секции, которыми пользуются при обработке этикеток для нарезанных и сложенных стопкой этикеток.
[0039] Подающая секция 31 может быть выполнена с возможностью подачи различных изделий, подлежащих маркировке. Приемлемые изделия для применения в способах, описанных в настоящем документе, включают в себя любые изделия, известные в данной области техники. Не ограничивающие примеры таких изделий включают в себя любые известные изделия, подлежащие маркировке традиционными пленочными этикетками, включая этикетки из термоусадочной пленки и этикетки из нетермоусадочной пленки, такие как бутылки для напитков. В некоторых вариантах осуществления изделие, подлежащее маркировке, представляет собой контейнер, который можно закрывать с помощью пленочной этикетки. Другими словами, пленочную этикетку можно применять в качестве полноразмерного рукава для упаковки контейнера. В некоторых вариантах осуществления изделие, подлежащее маркировке, выполнено с возможностью обеспечения герметичного или упаковочного материала, образованного пленочной этикеткой, который указывает на вскрытие контейнера (например, лента, которая указывает на вскрытие контейнера). В некоторых вариантах осуществления изделие, подлежащее маркировке, представляет собой контейнер фигурной и/или неправильной формы (например, контейнер асимметричной формы). Например, изделие, подлежащее маркировке, может содержать по меньшей мере две различные части, имеющие неодинаковые размеры и/или формы. В некоторых вариантах осуществления изделие, подлежащее маркировке, содержит по меньшей мере две части (например, цилиндрические части), имеющие разные диаметры или размеры, как например, представленные в продаже бутылки с энергетиком «Гаторейд». В некоторых вариантах осуществления пленочная этикетка обернута вокруг по меньшей мере участка изделия, подлежащего маркировке, между двумя разными частями включительно, имеющими разные диаметры или размеры, см., например, ФИГ. 2В. Как показано на ФИГ. 1А и 1В, адгезив 110, нанесенный вблизи от верхней и нижней частей края 130, предпочтительно контактирует с бутылкой 150 в местах, в которых бутылка имеет одинаковый размер. В этой предпочтительной конфигурации точки контакта, на которых расположен адгезив 110, ориентированы вдоль линии, параллельной оси бутылки 150, что упрощает удобное обертывание пленочной этикетки 100 вокруг бутылки 150 цилиндрической, квадратной, многоугольной или другой формы так, что при этом край 140 не будет смещаться вверх или вниз относительно края 130, и обертывание будет направляться ориентацией края 130. Для форм, которые не являются вращательно-симметричными, можно применять ориентирующий механизм, контролирующий точки контакта на бутылке 150 с адгезивом 110.
[0040] В предпочтительных вариантах осуществления изделие, подлежащее маркировке, включает в себя по меньшей мере две точки, которые являются копланарными, что позволяет надлежащим образом прикрепить передний край пленочной этикетки. На ФИГ. 2С показаны различные примеры форм, включающих по меньшей мере две копланарные точки контакта, которые позволяют прикреплять и фиксировать передний край пленочной этикетки к изделиям, имеющим такие формы. Для сравнения, на ФИГ. 2D показаны примеры форм, в которых возможные точки контакта таких форм с пленочной этикеткой (в виде прямоугольника) не лежат в одной плоскости или формы являются выпуклыми. В результате передний край пленочной этикетки прикрепляется к изделиям, имеющим формы, показанные на ФИГ. 2D, по существу ненадлежащим образом.
[0041] Секция 33 подачи этикеток может включать в себя подающий валик 304 и направитель 305 ленты этикеток. Подающий валик 304, скорость которого можно регулировать с учетом желаемой длины этикетки, постоянно разматывает рулон этикеток с бобины. Направитель 305 ленты этикеток, который можно устанавливать в стандартной конфигурации, обеспечивает, чтобы разматывание рулона этикеток осуществлялось без перекосов. Альтернативно, также можно применять устройство для подачи этикеток, такое как устройство стапельной подачи (например, магазин) с предварительно нарезанными и сложенными стопкой этикетками.
[0042] Секция 33 подачи этикеток позволяет подавать различные пленочные этикетки (например, термоусадочную пленку), которые затем можно отрезать резаком 306. Приемлемый материал для применения в пленочных этикетках (например, термоусадочных пленках) для способов, описанных в настоящем документе, включает любые из материалов, известных в данной области техники. Пленочные этикетки по существу изготавливают из материала, состоящего из полимерной пластиковой пленки, например, полиолефинов (например, полиэтилена, полипропилена и т.п.), поливинилхлорида, полистиролов и т.п. Такие полимеры могут быть поперечно сшитыми и или не поперечно сшитыми. В некоторых вариантах осуществления пленочная этикетка, такая как термоусадочная пленка, может иметь печатное изображение, нанесенное на нее, например, любым приемлемым способом печати красками, таким как ротационная трафаретная печать, гравюрная печать или флексографическая печать. В других вариантах осуществления пленочная этикетка не имеет печатного изображения, но приемлема для нанесения (например, печати) на нее такого изображения. Предпочтительно, чтобы пленочная этикетка имела полупрозрачный слой печатной краски, способный пропускать достаточное количество излучения СИД с длиной волны 365-420 нм (например, 385-405 нм).
[0043] Резак 306 получает этикетки из секции подачи этикеток, а затем разрезает их на отрезки заданных размеров. Компьютер и сервопривод позволяют точно обеспечить точки разрезания. Затем отрезки этикеток поступают на вакуумный барабан 308, который удерживает отрезки этикеток с помощью вакуума и подает на изделия, вращающиеся на столе 303 для контейнеров. Конструкция и принцип работы вакуумного барабана 308 по существу известны, и поэтому не будут описаны здесь более подробно.
[0044] После разрезания этикеток из термоусадочной пленки на отрезки этикеток, наносятся адгезивы на отрезки этикеток, которые удерживаются вакуумным барабаном 308. Вакуумный барабан 308 вращается и непрерывно подает отрезки этикеток в устройство (-а) для нанесения адгезива, такое как 307, которое может наносить адгезивы на отрезки этикеток.
[0045] В вариантах осуществления, описанных в настоящем документе, можно также применять другие механизмы для подачи отрезков этикеток из пленочных этикеток. Например, в некоторых вариантах осуществления предварительно нарезанные и сложенные стопкой отрезки этикеток можно заготавливать в устройстве стапельной подачи (например, магазине), которое затем можно устанавливать для обертывания изделий, подлежащих маркировке. Например, нарезанные и сложенные стопкой этикетки можно подавать по отдельности и располагать их с возможностью обертывания изделий, подлежащих маркировке. Способы маркировки изделий с применением нарезанных и сложенных стопкой этикеток известны в данной области техники, например, как описано в опубликованной заявке на патент США №2010/0170618.
[0046] Для нанесения адгезивов на отрезки этикеток приемлемыми являются различные способы. Например, как показано на ФИГ. 1А, адгезивы 110 и 120 можно наносить вблизи от краев 130 и 140. В некоторых вариантах осуществления адгезив 110 можно наносить в виде двух пятен вблизи от края 130: одно пятно вблизи от верхней части, а другое пятно вблизи от нижней части. В некоторых вариантах осуществления оба адгезива 110 и 120 представляют собой адгезивы, отверждаемые СИД. В таких вариантах осуществления адгезивы можно наносить с помощью одного и того же устройства для нанесения, такого как валик 307, как показано на ФИГ. 3А.
[0047] В некоторых вариантах осуществления в качестве адгезивов 110 и 120 применяются различные типы адгезивов. В зависимости от того, какой край первым входит в контакт с изделием, подлежащим маркировке, передним краем может быть любой край. На ФИГ. 1В край 130 первым входит в контакт с бутылкой 150, и поэтому край 130 является передним краем, а противоположный край 140 является задним краем. В некоторых вариантах осуществления адгезив 110 для переднего края наносится вблизи от переднего края пленочной этикетки (например, этикетки из термоусадочной пленки) 130 с помощью устройства для нанесения адгезива для переднего края (например, 307А, как показано на ФИГ. 3А), такого как нагретый валик для нанесения клея или пистолет для термоплавкого адгезива. При этом полоса адгезива 120 для заднего края, которая представляет собой адгезив, отверждаемый СИД, наносится вблизи от заднего края пленочной этикетки (например, этикетки из термоусадочной пленки) 140 с помощью устройства для нанесения адгезива для заднего края (например, 307, как показано на ФИГ. 3А). Адгезивы для переднего края и заднего края можно наносить примерно одновременно (например, с промежутком в пределах 0-10 секунд, в пределах одной секунды или в пределах половины секунды) или последовательно. В некоторых вариантах осуществления адгезив для переднего края представляет собой термоплавкий адгезив, а адгезив для заднего края - адгезив, отверждаемый СИД. В некоторых вариантах осуществления адгезив для переднего края и адгезив для заднего края оба представляют собой адгезивы, отверждаемые СИД.
[0048] В некоторых вариантах осуществления адгезив для переднего края может наноситься с помощью пистолета для нанесения адгезива, а адгезив для заднего края может наноситься с помощью валика. Например, на ФИГ. 3А адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью пистолета 307А для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика 307. Альтернативно, на ФИГ. 3В адгезивы для переднего края (захватывающий адгезив) наносятся на бутылку с помощью пистолета 307А для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика 307.
[0049] В некоторых вариантах осуществления адгезив для переднего края и адгезив для заднего края оба могут наноситься с помощью пистолета для нанесения адгезива. Например, на ФИГ. 3С адгезивы для переднего края (захватывающий адгезив) наносятся на бутылку с помощью пистолета 307А для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) также с помощью пистолета 307В для нанесения адгезива. На ФИГ. 3D адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью пистолета 307А для нанесения адгезива, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, на этикетку из термоусадочной пленки) также с помощью пистолета 307В для нанесения адгезива.
[0050] В некоторых вариантах осуществления адгезив для переднего края и адгезив для заднего края оба могут наноситься с помощью валика. Например, на ФИГ. 3Е адгезивы для переднего края (захватывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) с помощью валика 307, а адгезивы для заднего края (перекрывающий адгезив) наносятся на пленочную этикетку (например, этикетку из термоусадочной пленки) также с помощью валика 307. В некоторых вариантах осуществления адгезивы для переднего края и адгезивы для заднего края оба представляют собой адгезивы, отверждаемые СИД. В таких вариантах осуществления аппарат может необязательно включать в себя секцию 320 СИД для отверждения адгезива для переднего края после нанесения.
[0051] Как показано на ФИГ. 1В, адгезив, нанесенный вблизи от переднего края, т.е. адгезив для переднего края, прикрепляет пленочную этикетку (например, этикетку из термоусадочной пленки) к бутылке 150. Бутылка 150 в машине для нанесения этикеток (например, на столе 303 для контейнеров, показанном на ФИГ. 3A-3F) может двигаться в направлении относительно направления движения пленочной этикетки (например, этикетки из термоусадочной пленки) так, чтобы пленочная этикетка обертывала бутылку 150 и полоса адгезива 120 вблизи от заднего края накладывалась поверх переднего края 130, образуя соединенный швом рукав. Например, в некоторых вариантах осуществления бутылка двигается по часовой стрелке, а пленочная этикетка двигается против часовой стрелки, или наоборот - так, чтобы пленочная этикетка обертывала бутылку. Таким образом, по меньшей мере участки адгезива, отверждаемого СИД, расположены на перекрытии, образованном между передним и задним краями, и затем могут отверждаться с помощью лампы СИД, например секции 309 СИД, как показано на ФИГ. 3А-3Е. См. также ФИГ. 2А.
[0052] Альтернативно, как показано на ФИГ. 3В и 3С, адгезив для переднего края может наноситься прямо на бутылку с помощью пистолета 307А для нанесения адгезива. В таких вариантах осуществления нет необходимости отдельно наносить адгезив на передний край самой пленочной этикетки. После подачи пленочная этикетка в первую очередь прикрепляется к бутылке посредством адгезива для переднего края, нанесенного на бутылку 150. Аналогично, бутылка 150 в машине для нанесения этикеток может двигаться в направлении относительно направления движения пленочной этикетки (например, этикетки из термоусадочной пленки) так, чтобы пленочная этикетка обертывала бутылку 150 и полоса адгезива 120 вблизи от заднего края перекрывала передний край 130, образуя соединенный швом рукав, с возможностью последующего отверждения с помощью лампы СИД. Например, в некоторых вариантах осуществления бутылка двигается по часовой стрелке, а пленочная этикетка двигается против часовой стрелки, или наоборот - так, чтобы пленочная этикетка обертывала бутылку.
[0053] Полоса или пятно адгезива (например, термоплавкого адгезива или адгезива, отверждаемого СИД), нанесенные на передний край или на изделие, подлежащее маркировке, обеспечивает точный и надежный перенос на вращающийся контейнер. Этот адгезив обеспечивает точное расположение этикетки и ее правильное приклеивание. Поскольку во время нанесения этикетки контейнер вращается, этикетка прикатывается к изделию, подлежащему маркировке, обертываясь вокруг него. Когда задний край с узкой полосой адгезива, отверждаемого СИД, перекрывает передний край, поверх изделия формируется соединенная швом этикетка.
[0054] В некоторых вариантах осуществления после нанесения адгезива между передним и задним краями выполняется этап прикатывания с помощью щетки для распределения адгезивов. Щетка может представлять собой кисть, губчатый валик, губчатую салфетку или другое приемлемое устройство. Прикатывание заднего края может выполняться стандартными способами, известными в данной области техники. Например, как показано на ФИГ. 4, пленочная этикетка 406 обертывается вокруг изделия 412 неправильной формы и обрабатывается щеткой 403. Сначала этикетка прикрепляется к изделию за передний край 400 пленочной этикетки 406 с помощью двух копланарных точек 404 фиксации. Хотя на ФИГ. 4 точки 404 для наглядности показаны в виде точек, они могут занимать большее пространство, например зоны 110 и 120 адгезива, как показано на ФИГ. 1А. Затем пленочная этикетка 406 обертывается вокруг изделия так, чтобы задний край 401 накладывался поверх переднего края 400, а адгезив 402 для заднего края располагался между передним краем 400 и задним краем 401. В конфигурации 410 представлен результат этого обертывания. В конфигурации 410 адгезив 402 для заднего края необязательно соединяет передний край 400 и задний край 401 на всех участках вдоль шва, где присутствует адгезив 402 для заднего края. После этого можно применить щетку 403 для прикатывания переднего края 400 и заднего края 401 к изделию и распределения адгезива 402 для заднего края (адгезива, отверждаемого СИД) на перекрытии, образованном между передним краем и задним краем. В конфигурации 420 показана щетка 403 во время прикатывания указанным способом. Для наглядности в конфигурации 420 показаны зазоры между щеткой 403, пленочной этикеткой 406 и изделием 412. Но щетка 403 может прикатывать передний край 400 и задний край 401 к изделию 412. Затем щетку 403 убирают, что приводит к конфигурации 430. Конфигурация 430 отличается от конфигурации 410 тем, что в результате предыдущего применения щетки 403, в конфигурации 430 адгезив 402 для заднего края не соединяет передний край 400 и задний край 401 на всех участках вдоль шва, где присутствует адгезив 402 для заднего края.
[0055] В некоторых вариантах осуществления предпочтительно наносить адгезивы на расстоянии или в пределах 1 мм от переднего края и/или заднего края так, чтобы во время прикатывания пленочная этикетка не поднималась. В некоторых вариантах осуществления адгезив для переднего края может представлять собой смесь полимеров, включая без ограничения углеводороды, модифицированные сложные эфиры канифоли, полиамиды, сложные полиэфиры, воски и минеральное масло. В некоторых вариантах осуществления в качестве адгезива для переднего края можно использовать Henkel 493А или KIC 5003. В некоторых вариантах осуществления адгезив для переднего края не отверждается СИД.
[0056] Возвращаясь к ФИГ. 3A-3F, изделия с соединенной швом пленочной этикеткой (например, этикеткой из термоусадочной пленки) затем перемещаются по столу 303 для контейнеров через секцию 309 СИД, которая включает в себя по меньшей мере одну лампу СИД, которая испускает свет, например, с длиной волны 365-420 нм (например, 385-405 нм). По мере прохождения через секцию 309 СИД, адгезив, отверждаемый СИД, затем может отверждаться под воздействием лампы СИД.
[0057] Секция 309 СИД может включать в себя по меньшей мере одну лампу СИД, которая испускает свет с длиной волны 365^20 нм (например, 385-405 нм). В некоторых вариантах осуществления по меньшей мере одна лампа СИД (например, 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 ламп) может быть установлена ниже по потоку, сразу после операции переноса этикеток на изделия (например, бутылки). Лампу (-ы) СИД можно закреплять на невращающейся части стола 303 для контейнеров в положениях ниже по потоку после операции доставки этикеток к столу 303 для контейнеров от вакуумного барабана 308. Лампу (-ы) СИД можно также обеспечить в виде отдельной секции, не связанной физически со столом 303 для контейнеров. Во время перемещения по столу 303 для контейнеров изделия подвергаются воздействию ламп СИД с возможностью последовательного отверждения СИД до 720 (например, 50, 100, 150, 200, 300, 400, 500, 600, 700, 720, либо количество в любых интервалах между указанными значениями) нанесенных на изделия этикеток в минуту.
[0058] Лампы СИД могут работать с разными уровнями мощности, например 50-100% (например, 80-100%) от максимального уровня мощности лампы СИД. В некоторых вариантах осуществления все лампы СИД работают с равными уровнями мощности. В некоторых вариантах осуществления каждая лампа СИД работает с уровнем мощности, независимом от уровня мощности других ламп СИД, применяемых в процессе. В некоторых вариантах осуществления одна или более ламп СИД работают с уровнем мощности 80%. В некоторых вариантах осуществления одна или более ламп СИД работают с уровнем мощности 100%.
[0059] Помимо числа ламп СИД и уровней мощности указанных ламп СИД, на отверждение адгезива влияет еще один фактор, длительность времени, в течение которого адгезив подвергается воздействию лампы СИД. Длительность времени, в течение которого адгезив подвергается воздействию лампы СИД, может зависеть от скорости вращения стола 303 для контейнеров. В некоторых вариантах осуществления адгезив подвергается воздействию лампы СИД в течение 10 миллисекунд (мс) или менее на одну действующую лампу СИД. В некоторых вариантах осуществления адгезив подвергается воздействию лампы СИД в течение 2-6 мс на одну действующую лампу СИД. В некоторых вариантах осуществления адгезив подвергается воздействию лампы СИД всего в течение 5-10 мс. Например, в одной машине с производительностью 600 бутылок в минуту (бут./мин.) с одной лампой СИД, каждая бутылка подвергается воздействию лампы СИД в течение около 2,4 мс.
[0060] После этого контейнеры, обернутые пленочной этикеткой (например, этикеткой из термоусадочной пленки), выводятся через выходную секцию 32, которая может включать в себя линейную транспортерную ленту 311, выходное распределительное колесо 310 и стол 303 для контейнеров. Выходное распределительное колесо 310, которое предпочтительно представляет собой звездочку, вращающуюся обратно по отношению к направлению вращения стола 303 для контейнеров, принимает изделия с этикетками, отвержденными СИД, которые выходят со стола 303 для контейнеров, и передает их на транспортерную ленту 311. Если используются этикетки из термоусадочной пленки, транспортерная лента 311 может доставлять маркированные изделия в секцию нагрева, такую как печь (не показана) или усадочный туннель, такой как 312, как показано на ФИГ. 3F, в котором с помощью, например, пара или горячего воздуха осуществляется термоусадка этикеток так, чтобы этикетки из термоусадочной пленки облегали форму контейнера, вокруг которого они обернуты.
Адгезив, отверждаемый СИД, для переднего и/или заднего края
[0061] В процессе нанесения этикетки на бутылку в первую очередь прикрепляют к бутылке передний край посредством жидкого адгезива, например посредством нагретого термоплавкого адгезива или неотвержденного адгезива, отверждаемого СИД. Этикетку обертывают вокруг бутылки, а задний край прикрепляют к бутылке. Такое обертывание осуществляют со скоростью, например, 600 бут./мин. (бутылок в минуту). Через некоторое время термоплавкий адгезив застывает и затвердевает, либо отверждается адгезив, отверждаемый СИД. Однако обертывание осуществляют немедленно после нанесения жидкого адгезива.
[0062] В описанном выше варианте осуществления со ссылкой на ФИГ. 1 адгезив для переднего края представлял собой термоплавкий адгезив, а адгезив для заднего края - адгезив, отверждаемый СИД. Для переднего края применяли термоплавкий адгезив, поскольку ранее существовавшие адгезивы, отверждаемые СИД и наносимые в жидкой форме перед отверждением СИД, не обеспечивали достаточной адгезии с бутылкой, чтобы обеспечить обработку при желательных дляпромышленности скоростях, таких как 600 бут./мин. Однако желательно применять адгезив, отверждаемый СИД, как для переднего края, так и для заднего края по двум причинам.
[0063] Во-первых, адгезивы, отверждаемые СИД, могут обеспечивать превосходную прочность связи и приводить к снижению частоты повреждений маркировки бутылок во время транспортировки и хранения после нанесения этикеток.
[0064] Во-вторых, применение одного и того же адгезива для переднего и заднего краев может упростить оборудование, необходимое для нанесения жидкого адгезива. Например, использование адгезива, отверждаемого СИД, для переднего и заднего краев устраняет необходимость в оборудовании для нагрева термоплавкого адгезива и позволяет работать при окружающих температурах, которые более безопасны и удобны для работников.
[0065] Авторы настоящего изобретения неожиданно обнаружили, что применениеадгезива, отверждаемого СИД, для переднего и заднего краев позволяет достичь желательных для промышленности скоростей нанесения этикеток, таких как 600 бут./мин. Для достижения этой желаемой скорости применяли адгезивы, отверждаемые СИД, обладающие крайне высоким усилием прилипания и/или вязкостью в жидкой форме перед отверждением. В некоторых вариантах осуществления адгезив, отверждаемый СИД, может обладать усилием прилипания по меньшей мере 5 ньютон (Н). В некоторых вариантах осуществления адгезив, отверждаемый СИД, может обладать усилием прилипания, равным по меньшей мере 5 Н, 6 Н, 7 Н, 8 Н, 9 Н, 10 Н, 11 Н, 12 Н, 13 Н, 14 Н, 15 Н, 16 Н, 17 Н, 18 Н, 19 Н, 20 Н, 21 Н, 22 Н, 23 Н, 24 Н, 25 Н, 26 Н, 27 Н, 28 Н, 29 Н или 30 Н, или в любом интервале между любыми двумя из указанных значений. В некоторых вариантах осуществления адгезив, отверждаемый СИД, может обладать вязкостью по меньшей мере 2 паскаль-секунды (Па-с) при температуре 25°С. В некоторых вариантах осуществления адгезив, отверждаемый СИД, может обладать вязкостью, равной по меньшей мере 2 Па-с, 3 Па-с, 4 Па-с, 5 Па-с, 6 Па-с, 7 Па-с, 8 Па-с, 9 Па-с, 10 Па-с, 15 Па-с, 20 Па-с, 25 Па-с, 30 Па-с, 35 Па-с, 40 Па-с, 45 Па-с, 50 Па-с, 55 Па-с, 60 Па-с, 65 Па-с, 70 Па-с, 75 Па-с, 80 Па-с, 85 Па-с, 90 Па-с, 95 Па-с или 100 Па-с при температуре 25°С, или в любом интервале между любыми двумя из указанных значений. Вязкость представляет собой параметр, который может зависеть, например, от температуры и приложенного усилия. Как понимается в настоящем документе, значение вязкости можно измерять при достаточно высоком приложенном усилии, при котором жидкость ведет себя как ньютоновская жидкость. Если не указано иное, приведенные в настоящем документе значения вязкости измерены при напряжении сдвига 100 паскалей. Хотя возможно применение меньших значений усилия прилипания и/или вязкости, такое применение может привести к нежелательному снижению скоростей маркировки, во избежание отлипания переднего края в процессе обертывания этикетки вокруг бутылки.
[0066] Часто существует прямая зависимость между вязкостью и усилием прилипания адгезива в жидкой форме, отверждаемого СИД: большая вязкость может соответствовать большему усилию прилипания. Но при этом возможно изменять усилие прилипания, не изменяя вязкости, или изменять усилие прилипания в большей степени, чем вязкость.
[0067] Хотя и усилие прилипания, и вязкость могут повлиять на качество прикрепления этикетки, считается, что усилие прилипания оказывает большее влияние. В некоторых вариантах осуществления может быть желательной низкая вязкость в сочетании с высоким усилием прилипания, поскольку слишком высокая вязкость может замедлить нанесение адгезива.
[0068] Приведенные в настоящем документе значения вязкости и усилия прилипания приемлемы для применения с используемыми в промышленности системами для маркировки. Однако, если в системы для маркировки внести механические улучшения, обеспечивающие усиленную адгезию или скорость обработки бутылок с любым конкретным адгезивом, это позволит применять адгезив, отверждаемый СИД, который имеет меньшую вязкость или усилие прилипания, чем указано в настоящем документе.
Нетермоусадочные этикетки, включая этикетки для применения с газированными безалкогольными напитками
[0069] Нетермоусадочные этикетки можно применять для обертывания изделий, включая бутылки с газированными безалкогольными напитками. Такие этикетки могут быть прозрачными или непрозрачными, в том числе белыми и металлизированными. Было замечено, что клеевые соединения, образованные вовремя маркировки бутылок, иногда разъединяются во время транспортировки и хранения. Эта проблема является особенно острой, например, при использовании прозрачной этикетки на пластиковой бутылке с газированным безалкогольным напитком (ГБН), такой как бутылка из полиэтилентерефталата (ПЭТ). Не ограничиваясь какими-либо теориями, авторы полагают, что прозрачные этикетки имеют меньшую поверхностную энергию, чем другие этикетки, а непрозрачные этикетки, как правило, имеют большую поверхностную энергию, чем прозрачные этикетки, что может усиливать способность адгезива вступать в контакт с поверхностью этикетки и обеспечивать адгезию. Таким образом, прозрачные этикетки могут характеризоваться меньшей адгезией, чем сравнимая непрозрачная этикетка. Бутылки с ГБН могут расширяться в результате выделения углекислого газа, особенно при встряхивании или падении. Такое сочетание расширения бутылки и разглаженных этикеток может привести к более высокой, чем обычно, частоте отклеивания этикеток во время транспортировки и хранения. Отклеивание этикеток может также происходить и в других условиях, таких как непрозрачные этикетки и/или бутылки с содержимым, отличным от ГБН. Повышенная прочность связи адгезивов, отверждаемых СИД, по сравнению с термоплавкими адгезивами, может снизить эту частоту повреждений в степени, значимой с точки зрения промышленности. Можно применять любой подходящий материал, включая полиолефин, сложный полиэфир и другие материалы, прозрачные или непрозрачные.
Адгезив, отверждаемый СИД
[0070] Лампы СИД очень компактны и, в отличие от ультрафиолетовых (УФ) ламп, лампы СИД не генерируют озон, выделяют меньше тепла и не требуют вентиляции или усложненного экранирования, поскольку они испускают свет только в диапазоне, ближнем к видимому спектру - 365 нанометров (нм) и выше.
[0071] В отличие от этого, применение адгезивов, отверждаемых УФ излучением, для приклеивания этикеток нежелательно при нанесении этикеток из термоусадочной пленки. УФ лампы генерируют значительное количество тепла, что может оказывать разрушительное воздействие на стабильность этикетки. УФ лампы также генерируют озон и интенсивное УФ излучение в очень коротковолновом спектральном диапазоне, например до 200 нм, которое может быть вредным для глаз. Установка таких ламп на существующие машины для нанесения этикеток потребовала бы значительных изменений в конструкции, отвода озона вентиляцией и эффективного экранирования УФ излучения. Кроме того, адгезивы, отверждаемые СИД, выделяют меньше, если выделяют вообще, летучих органических соединений, что делает их предпочтительными для других процессов формирования шва, таких как УФ отверждение или сварка растворителем.
[0072] Лампы СИД последнего поколения способны испускать монохроматическое излучение высокой интенсивности в диапазоне, ближнем к видимому спектру. Поэтому композиция адгезива, которая способна поглощать свет в том же диапазоне спектра, может подвергаться быстрому поперечному сшиванию / полимеризации, например, менее чем за секунду. Кроме того, отверждение СИД можно осуществлять через полупрозрачный (или даже визуально непрозрачный) слой печатной краски, способный пропускать достаточное количество света в диапазоне спектра 365-420 нм (например, 385-405 нм). Например, невидимое человеческим глазом излучение СИД (т.е. излучение с длиной волны менее 400 нм, такой как 395 нм) все же сможет проходить через этикетку из визуально непрозрачных материалов и отверждать адгезив, отверждаемый СИД.
[0073] Считалось, что отверждение СИД осуществляется намного медленнее, чем отверждение УФ вследствие чрезмерного кислородного ингибирования, которое замедляет скорость полимеризации. Этот способ не рассматривался в качестве приемлемого для тех областей применения, в которых требуется высокая производительность, таких как маркировка бутылок, которая предпочтительно осуществляется со скоростью от 600 бутылок в минуту до 720 бутылок в минуту. Тем не менее, авторы настоящего изобретения обнаружили, что с применением адгезива, отверждаемого СИД, который отверждают в шве между двумя слоями, скорость отверждения пленки, обернутой вокруг изделия, подлежащего маркировке (например, бутылки), может соответствовать требованиям высокой производительности типичного процесса нанесения маркировки. Хотя авторы не желают ограничиваться теорией, они полагают, что скорость отверждения с помощью излучения СИД значительно возрастает вследствие анаэробных условий, т.е. в условиях отсутствия кислорода между двумя слоями пленки.
[0074] Кроме того, адгезивы, отверждаемые СИД, можно эффективно применять на различных типах этикеток, включая прозрачные и визуально непрозрачные этикетки. Коэффициент пропускания излучения СИД обычной интенсивности (например, света с плотностью потока менее 5 Вт/см2) через прозрачную этикетку может составлять 50-100% (например, 80% или выше). Коэффициент пропускания излучения СИД обычной интенсивности через белую этикетку может составлять 0-30% (например, 1% или менее). Коэффициент пропускания излучения СИД обычной интенсивности через металлизированную этикетку может составлять 0-5% (например, 0%). Даже если видимый свет неспособен проходить через белую или металлизированную этикетку, близкое к видимому излучение, например излучение СИД высокой интенсивности с длиной волны 395 нм, может оказаться способным проходить через эти непрозрачные этикетки. Излучение высокой интенсивности может иметь высокую плотность потока, например, более 5 Вт/см2 (например, по меньшей мере 10 Вт/см2). Например, в некоторых вариантах осуществления могут применяться лампы СИД с высокой интенсивностью излучения с длиной волны 395 нм, генерирующие излучение СИД, имеющее максимальную плотность потока 10 Вт/см2 или выше. В некоторых вариантах осуществления могут применяться лампы СИД с высокой интенсивностью излучения с длиной волны 395 нм, генерирующие излучение СИД, имеющее максимальную плотность потока 20 Вт/см2.
[0075] Адгезивы, отверждаемые СИД, приемлемые для применения в способах, описанных в настоящем документе, могут иметь одну или более из перечисленных ниже особенностей: (1) приемлемый диапазон вязкости (например, от около 0,3 Па-с (300 сП), до около 2 Па-с (2000 сП), или менее 1 Па-с (1000 сП), менее 0,8 Па-с (800 сП) или менее 0,6 Па-с (600 сП)) при температуре ниже 70°С (например, ниже 50°С) и/или значения вязкости и усилия прилипания, приведенные выше; (2) скорость последовательного отверждения СИД, приемлемая для маркировки до 720 (например, 50, 100, 150, 200, 300, 400, 500, 600, 700, 720, либо количество в любых интервалах между указанными значениями) изделий в минуту; и (3) прочность связи (после отверждения СИД), приемлемая для предполагаемого применения, например, прочность связи, достаточная для того, чтобы термоусадочная пленка оставалась присоединенной во время нагрева, например, в усадочном туннеле при температуре 100°С, или чтобы термоусадочная и нетермоусадочная пленки оставались приклеенными во время транспортировки, хранения и обработки.
[0076] В некоторых вариантах осуществления адгезив, отверждаемый СИД, представляет собой смесь этиленненасыщенных форполимеров, этиленненасыщенных олигомеров, этиленненасыщенных мономеров, фотоинициаторов, поглощающих свет в непосредственной близости от диапазона излучения СИД 385-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей.
[0077] В предпочтительных вариантах осуществления адгезивы, отверждаемые СИД, представляют собой смесь полиуретана с акрилатными или метакрилатными группами, мономера с акрилатными или метакрилатными группами, фотоинициатора типа оксида фосфина, поглощающего свет в непосредственной близости от диапазона излучения СИД 385-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей, причем один или более инертных наполнителей представляют собой углеводородные смолы, сложные эфиры канифоли, полиамиды, сложные полиэфиры или их комбинацию.
[0078] В некоторых конкретных вариантах осуществления адгезив, отверждаемый СИД, может иметь композицию в соответствии с приведенной ниже таблицей.
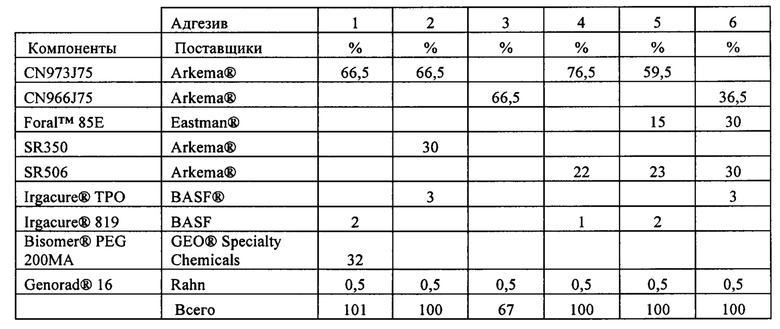
[0079] Количество адгезива, отверждаемого СИД, на пленочной этикетке (например, этикетке из термоусадочной пленки) может, как правило, составлять от 5 г/м2 до 50 г/м2 (например, 10 г/м2, 20 г/м2, 30 г/м2, 40 г/м2, 50 г/м2, либо количество в любых интервалах между указанными значениями). В предпочтительных вариантах осуществления количество адгезива, отверждаемого СИД, составляет от 5 г/м2 до 30 г/м2, или от 10 г/м2 до 30 г/м2. Хотя авторы не желают ограничиваться теорией, они полагают, что поскольку адгезив, отверждаемый СИД, обладает большей прочностью связи и меньшей чувствительностью к повышенной температуре, его можно наносить с гораздо меньшей массой покрытия, чем обычный термоплавкий адгезив, который в применении к термоусадочной пленке, как правило, наносят с массой покрытия 80-100 г/м2. Таким образом, применение адгезива, отверждаемого СИД, может привести к значительной экономии затрат на адгезив.
[0080] Адгезив, отверждаемый СИД, можно наносить на пленочную этикетку (например, этикетку из термоусадочной пленки) при различных температурах ниже обычной температуры усадки. В предпочтительных вариантах осуществления адгезив, отверждаемый СИД, наносят на пленочную этикетку (например, этикетку из термоусадочной пленки) при температуре ниже 70°С, например, ниже 50°С, ниже 40°С, ниже 30°С или при окружающей температуре.
[0081] Адгезив, отверждаемый СИД, как правило, отверждают после переноса пленочной этикетки (например, этикетки из термоусадочной пленки) на изделие, подлежащее маркировке. Для этого можно применять различные лампы СИД, известные в данной области техники. В предпочтительных вариантах осуществления лампы СИД испускают свет с длиной волны 365-420 нм (например, 385-405 нм (например, 395 нм)).
Выбор смолы, повышающей клейкость
[0082] Как показано в приведенной ниже таблице, можно достичь изменения усилия прилипания смесей адгезива, отверждаемых СИД, путем сочетания различных канифолей или смол с мономером и разбавителем.
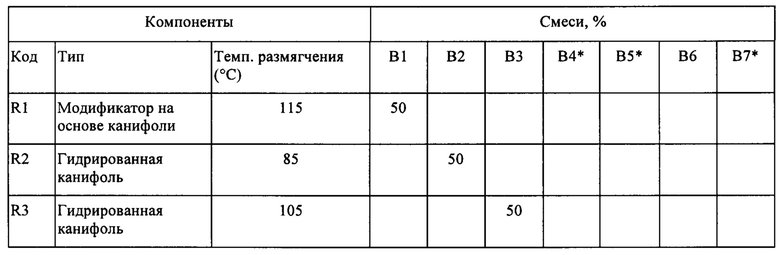
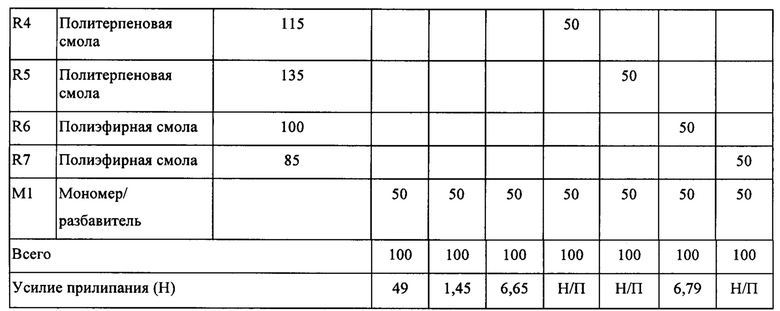
* Эти смолы нерастворимы в выбранном мономере или несовместимы с ним.
[0083] Как показано в таблице, смесь с модификатором на основе канифоли и мономером/разбавителем позволяет достичь усилия прилипания 49 Н. Смеси, содержащие комбинацию политерпеновой смолы и мономера/разбавителя, были нерастворимы в мономере или несовместимы с ним.
Тестирование усилия прилипания
[0084] Тестирование проводили с целью определения усилия прилипания различных адгезивных смесей, отверждаемых СИД. Для проведения тестирования на металлическую платформу наносили конкретную смесь адгезива с помощью устройства для нанесения Bird в количестве, достаточном для получения толщины адгезива 125 микрон/5 мил. К динамометру прикрепляли цилиндрический груз массой 50 г, диаметром 24 мм и площадью поверхности контакта 4,52 см2; этот груз опускали на слой адгезива и оставляли на поверхности приблизительно на 10 с. Затем груз поднимали со слоя адгезива с двумя скоростями. Быстрая скорость составляла около 1 мм/с, а медленная скорость составляла около 0,1 мм/с. Динамометр измерял максимальное усилие, достигнутое во время отпускания груза из адгезива. Это пиковое усилие и является «усилием прилипания». Если не указано иное, приведенные в настоящем документе значения усилия прилипания были измерены во время подъема груза на быстрой скорости.
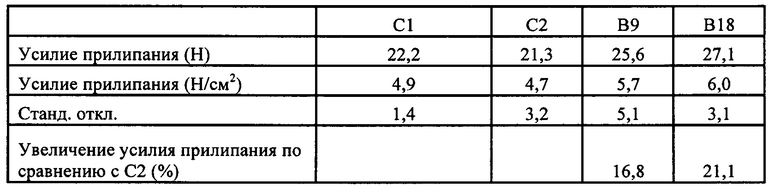
[0085] Усилие прилипания может зависеть от композиции и вязкости адгезива, а также от скорости и/или ускорения подъема груза с поверхности адгезива. Образцы С1 и С2 представляли собой контрольные адгезивы. В целом измеряли такие свойства, как усилие прилипания, прочность связи и вязкость. Ниже в таблице приведены значения усилия прилипания различных адгезивов, когда груз поднимали на быстрой скорости.
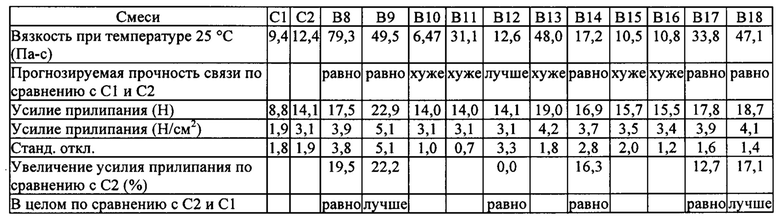
[0086] Как показано в таблице, смеси В8, В9, В12, В14, В17 и В18 имели равную или лучшую прогнозируемую прочность связи по сравнению с контрольными образцами смесей С1 и С2. Каждая из этих смесей имела лучшую прогнозируемую прочность связи по сравнению с термоплавкими адгезивными системами. Прогнозируемая прочность связи определяется тем, насколько трудно отделить этикетки, отвержденные СИД, от нескольких бутылок для каждой из композиций. Условия эксперимента, которые применяли для приклеивания этикеток в данном тестировании, могут приводить к малым вариациям параметров, таких как толщина адгезива, которые влияют на трудность отделения этикеток. Эти малые вариации затрудняют точную количественную оценку прочности связи, поэтому прочность связи характеризовали как «прогнозируемую». Однако условия эксперимента достаточны для предоставления обоснованной информации о том, будет ли прогнозируемая прочность связи конкретного адгезива хуже, равна или лучше, чем прочность связи контрольного образца. И все образцы, приведенные выше в таблице, имели большую прочность связи, чем обычный термоплавкий адгезив. Как показано в таблице, смеси В9 и В18 представили в целом лучший профиль, чем контрольные образцы С1 и С2.
[0087] Ниже в таблице приведены значения усилия прилипания для различных адгезивов, когда груз поднимали на медленной скорости.
Аппарат, модернизированный из машины для нанесения этикеток с термоплавким адгезивом
[0088] Традиционные термоплавкие адгезивы доминируют на рынке этикеток, для которых не применяются высокочувствительные термоусадочные пленки. В подавляющем большинстве случаев этикетки из термоусадочной пленки приклеивают с помощью органических растворителей и требуется отдельное оборудование для формирования рукава и нанесения его на бутылку. Для внедрения этикеток из термоусадочных пленок на упаковках нового поколения для напитков потребовались бы значительные инвестиции в традиционное оборудование для нанесения этикеток в виде рукавов из термоусадочной пленки и замена существующих машин для нанесения этикеток с термоплавким адгезивом на многих предприятиях. Однако внедрение новой технологии отверждения СИД, которая никогда не применялась для маркировки, позволяет модернизировать существующее оборудование для нанесения термоплавкого адгезива с минимальными инвестициями, необходимыми для приобретения и установки ламп СИД, что сэкономит значительные средства.
[0089] Благодаря применению технологии СИД и способов, описанных в настоящем документе, в качестве машины для нанесения этикеток можно применять аппарат, модернизированный из существующей машины для нанесения этикеток с термоплавким адгезивом, например, машины для нанесения этикеток Krones® Contiroll. Почти любую существующую машину для нанесения этикеток с термоплавким адгезивом можно модернизировать до аппарата, описанного в настоящем документе, путем установки секции СИД, содержащей по меньшей мере одну лампу СИД, выполненную с возможностью отверждения адгезива, отверждаемого СИД и расположенного на перекрытии, образованном между передним и задним краями этикетки из термоусадочной пленки. См., например, ФИГ. 3А-3F в описании, приведенном выше в настоящем документе. Например, по меньшей мере одну лампу СИД (например, 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 ламп) можно установить ниже по потоку, сразу после операции переноса этикеток на изделия (например, бутылки). Лампу (-ы) СИД можно закрепить на невращающейся части машины для нанесения этикеток в положениях ниже по потоку после операции обертывания контейнеров этикетками. Лампу (-ы) СИД можно также обеспечить в виде отдельного устройства, не связанного физически с машиной для нанесения этикеток. В некоторых вариантах осуществления существующая система для нанесения этикеток с термоплавким адгезивом представляет собой одну из систем для нанесения этикеток Krones® Contiroll или т.п.
[0090] Лампы СИД можно установить на все существующие машины для нанесения этикеток как дополнительный компонент, без модификации существующих машин для нанесения этикеток, таких как машина для нанесения этикеток Krones® Contiroll. Установка ламп СИД на существующее оборудование для нанесения этикеток осуществлялась так, чтобы существующие машины для нанесения этикеток с термоплавким адгезивом, применяемые в производстве бутылок (например, пластиковых бутылок для спортивных напитков или других безалкогольных напитков), можно было преобразовать в машины для нанесения этикеток из термоусадочной пленки.
[0091] Устройство для нанесения адгезива, отверждаемого СИД, можно модернизировать из устройства для нанесения термоплавкого адгезива с обеспечением возможности нанесения адгезива, отверждаемого СИД. В некоторых вариантах осуществления нагреватель для нанесения термоплавкого адгезива демонтируют из системы для нанесения этикеток с термоплавким адгезивом. В некоторых вариантах осуществления нагреватель не демонтируют, но его можно просто отключать при нанесении адгезива, отверждаемого СИД. В некоторых вариантах осуществления на передний край и задний край наносят два разных типа адгезивов. В таких вариантах осуществления существующее устройство для нанесения термоплавкого адгезива демонтируют и заменяют двумя устройствами для нанесения адгезива, см., например ФИГ. 3С, устройства для нанесения 307А и 307В. Одно из устройств для нанесения подходит для нанесения адгезива для переднего края, такого как отверждаемого СИД или термоплавкого адгезива, вблизи от переднего края этикетки из термоусадочной пленки; а другое подходит для нанесения адгезива для заднего края, включая адгезив, отверждаемый СИД, вблизи от заднего края этикетки из термоусадочной пленки. Можно применять и другие конструкции устройств для нанесения адгезива, например те, которые показаны на ФИГ. 3A-3F.
[0092] Для тестирования эффективности применения адгезивов, отверждаемых СИД, были проведены различные функциональные испытания. Тестирование проводили с использованием трех различных адгезивов, отверждаемых СИД: образец А, образец В и образец С. Результаты функциональных испытаний приведены ниже в примерах.
Пример 1. Термоплавкий адгезив
[0093] Контрольный тест проводили с использованием термоплавкого адгезива. В качестве адгезива для переднего края и заднего края использовали термоплавкий адгезив. С помощью нагревателя температуру адгезива повышали до 143°С (290°F), в контрольных экспериментах лампы СИД не применяли. После нагрева адгезив охлаждали, для склеивания между передним краем и задним краем этикетки.

Пример 2. Измерения коэффициента пропускания и непрозрачности
[0094] Непрозрачность прозрачных, белых и металлизированных этикеток тестировали на передней поверхности этикеток, в зоне, не имеющей каких-либо маркировок или печати, с помощью источника света А2 и угла обзора 2° во всем спектре 400-700 нм. Для каждого типа этикетки измеряли непрозрачность 10 различных образцов. Прозрачные, белые и металлизированные этикетки имели среднюю степень непрозрачности 17,6%, 83,5% и 100%, соответственно.
[0095] Коэффициент пропускания света обычной интенсивности через прозрачные, белые и металлизированные этикетки измеряли при длине волны 395 нм с помощью спектрофотометра УФ / видимой области спектра. Коэффициент пропускания света через прозрачные, белые и металлизированные этикетки составил 86%, 0,3% и 0%, соответственно. Результаты тестирования, например результаты, описанные в примерах 3-5, указывают на возможность достижения значительно более высоких коэффициентов пропускания в белых и металлизированных этикетках при просвечивании монохроматическим источником света СИД высокой интенсивности для отверждения адгезивов. Например, во время тестирования, обсужденного в примерах 3-5, применяли лампы СИД, имеющие максимальную плотность потока 20 Вт/см2.
Пример 3. Образец А адгезива, отверждаемого СИД
[0096] Образец А адгезива, отверждаемого СИД, применяли в качестве адгезива для переднего края (захватывающий адгезив) и адгезива для заднего края (перекрывающий адгезив). В приведенной ниже таблице показаны результаты различных технологических конфигураций обертывания бутылок, в которых применяли образец А адгезива, отверждаемого СИД. Для испытания прочности связи на отрыв и прочности связи на сдвиг образца А адгезива в технологические параметры вносили различные изменения. Переменные, изменяемые в ходе тестирования, включали в себя число ламп СИД, применяемых для отверждения адгезива, тип этикетки, температуру, положение лампы и скорость обертывания. В каждом тесте, приведенном ниже в таблице, осуществляли отверждение адгезива для переднего края и адгезива для заднего края. Для повышения температуры до температуры, указанной ниже в таблице, использовали нагреватель.
[0097] В немодифицированном положении ламп одна или более ламп СИД располагались в секции СИД, описанной выше. Тесты 5, 6, 9, 10 и 13-20 проводили с помощью ламп СИД в модифицированной конфигурации, как описано выше. Конфигурацию ламп модифицировали для проведения нескольких тестов. В модифицированной конфигурации ламп одну лампу СИД помещали в положении, позволяющем применять излучение СИД к адгезиву в точке, с которой этикетка начинает обертываться вокруг бутылки.
[0098] На бутылках, обернутых прозрачной этикеткой, с помощью 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 600 бут./мин. На бутылках, обернутых белой этикеткой, с помощью 1, 3 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 600 бут./мин. На бутылках, обернутых металлизированной этикеткой, с помощью 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 400 бут./мин.
[0099] При меньшей скорости обертывания бутылки подвергаются воздействию излучения СИД в течение более продолжительного времени. Сравнивая тест 1 с тестами 2 и 3, можно сделать вывод, что большая прочность связи на отрыв в тесте 1 указывает на то, что время воздействия излучения СИД влияет на прочность связи на отрыв. Например, более продолжительное время воздействия или большая выходная мощность излучения СИД может привести к повышению прочности связи на отрыв.
[0100] Аналогичные выводы можно сделать из сравнения тестов 16-20, в которых единственной изменяемой переменной была скорость обертывания. Тесты 16-20 показали тенденцию к уменьшению прочности связи на отрыв и прочности связи на сдвиг с увеличением скорости обертывания (и, соответственно, с уменьшением времени воздействия излучения СИД).
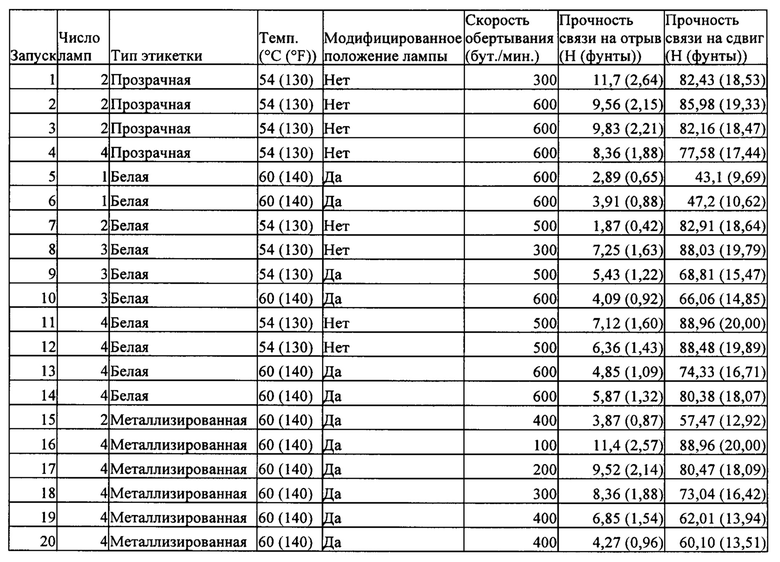
Пример 4. Образец В адгезива, отверждаемого СИД
[0101] Образец В адгезива, отверждаемого СИД, применяли в качестве адгезива для переднего края и адгезива для заднего края. В приведенной ниже таблице показаны результаты различных технологических конфигураций обертывания бутылок, в которых применяли образец В адгезива, отверждаемого СИД. Для испытания прочности связи на отрыв и прочности связи на сдвиг образца В адгезива в технологические параметры вносили различные изменения. Переменные, измененные в ходе тестирования, включают в себя число ламп СИД, применяемых для отверждения адгезива, тип этикетки, температуру и скорость обертывания. Для повышения температуры до температуры, указанной ниже в таблице, использовали нагреватель.
[0102] На бутылках, обернутых прозрачной этикеткой, с помощью 1, 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 600 бут./мин. На бутылках, обернутых белой этикеткой, с помощью 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 275 бут./мин. В каждом тесте, приведенном ниже в таблице, осуществляли отверждение адгезива для переднего края и адгезива для заднего края.

Пример 5. Образец С адгезива, отверждаемого СИД
[0103] Образец С адгезива, отверждаемого СИД, применяли в качестве адгезива для переднего края и адгезива для заднего края. В приведенной ниже таблице представлены результаты различных технологических конфигураций обертывания бутылок, в которых применяли образец С адгезива, отверждаемого СИД. Для испытания прочности связи на отрыв и прочности связи на сдвиг образца С адгезива в технологические параметры вносили различные изменения. Переменные, измененные в ходе тестирования, включали в себя число ламп СИД, применяемых для отверждения адгезива, тип этикетки, температуру и скорость обертывания. Для повышения температуры до температуры, указанной ниже в таблице, использовали нагреватель.
[0104] На бутылках, обернутых прозрачной этикеткой, с помощью 1, 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 600 бут./мин. На бутылках, обернутых белой этикеткой, с помощью 2 и 4 ламп СИД в технологическом процессе была достигнута скорость обертывания 275 бут./мин. В каждом тесте, приведенном ниже в таблице, осуществляли отверждение адгезива для переднего края и адгезива для заднего края.
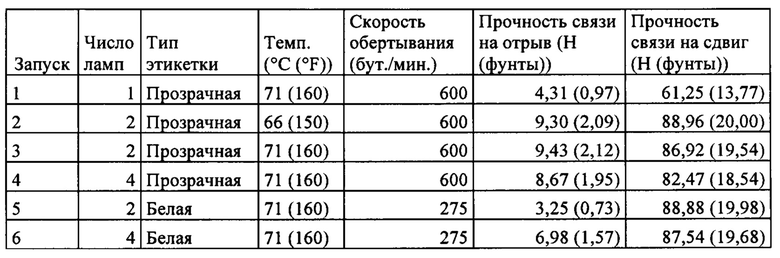
[0105] Как показано в примерах 3-5, прочность связи на отрыв и прочность связи на сдвиг по существу повышалась при добавлении дополнительных ламп СИД в технологический процесс и снижалась при увеличении скорости обертывания. Кроме того, результаты показывают, что прочность связи на отрыв по существу уменьшается при увеличении непрозрачности. Прозрачные этикетки имеют прочность связи по существу выше, чем белые этикетки, а белые этикетки имеют прочность связи выше, чем металлизированные этикетки.
[0106] Кроме того, сравнивая данные по термоплавким адгезивам в примере 1 и адгезивам, отверждаемым СИД в примерах 3-5, можно сделать вывод, что в тестах, проведенных с адгезивами, отверждаемыми СИД, была достигнута та же скорость обертывания, что и с термоплавкими адгезивами, и получены близкие по величине прочность связи на отрыв и прочность связи на сдвиг. Однако тесты в примерах 3-5 проводили при гораздо меньших температурах, чем температуры термоплавких адгезивов в примере 1 (54-71°С (130-160°F) в сравнении со 143°С (290°F) в примере с термоплавким адгезивом).
Пример 6. Испытания на ударную прочность
[0107] Для тестирования прочности клеевых соединений применяли способ холодного тестирования по Брюстону. После обертывания бутылок их роняли с постепенно возрастающей высоты, начиная с высоты 152 сантиметра (60 дюймов) и затем увеличивая высоту с шагом 15 сантиметров (6 дюймов) до высоты 213 сантиметров (84 дюйма). Считалось, что бутылка прошла тест по Брюстону для конкретной высоты, если после ее падения этикетка оставалась на бутылке и клеевые соединения не разрывались. Считалось, что бутылка не прошла тест по Брюстону для конкретной высоты, если после ее падения этикетка отделялась от бутылки и одно или более клеевых соединений разрывались.
[0108] Этикетки, которые были отверждены с помощью процедуры горячего отверждения, прошли тест по Брюстону на всех высотах от 152 сантиметров до 213 сантиметров (от 60 дюймов до 84 дюймов). Аналогично, этикетки, которые были отверждены способом отверждения СИД, описанным выше, прошли тест по Брюстону на всех высотах от 152 сантиметров до 213 сантиметров (от 60 дюймов до 84 дюймов). Таким образом, способ отверждения СИД оказался по меньшей мере настолько же эффективным, как и способ горячего отверждения.
Пример 7. Измерения вязкости
[0109] Вязкость адгезивов в примерах 3-5 измеряли при различных температурах для определения оптимального интервала вязкости, в котором происходит эффективное отверждение адгезивов с применением описанного выше способа отверждения СИД. Было установлено, что в интервале значений от 1 Па-с (1000 сП) до 1,3 Па-с (1300 сП) обеспечивалось эффективное отверждение адгезива, отверждаемого СИД, и на переднем крае, и на заднем крае этикетки. Вязкость измеряли для каждого адгезива при температурах в интервале от 50°С (122°F) до 70°C(158°F).
[0110] Адгезив в примере 3 имел вязкость в интервале от 1 Па-с (1000 сП) до 1,3 Па-с (1300 сП) в интервале температур от около 55°С до около 60°С. Адгезив в примере 4 имел вязкость в интервале от 1 Па-с (1000 сП) до 1,3 Па-с (1300 сП) в интервале температур от около 65°С до около 60°С. Адгезив в примере 5 имел вязкость в интервале от 1,2 Па-с (1200 сП) до 1,3 Па-с (1300 сП) в интервале температур от около 68°С до предела тестирования 70°С. Все три адгезива имеют значение вязкости в интервале от 1 Па-с (1000 сП) до 1,3 Па-с (1300 сП) при температурах выше средней суточной температуры самых горячих типичных разливочных цехов.


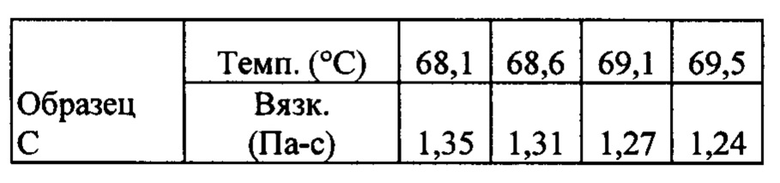
[0111] Вязкость адгезива является важным фактором, поскольку вязкость адгезива влияет на нанесение адгезива. Слишком высокая вязкость может замедлять нанесение адгезива и может уменьшать количество перенесенного адгезива. В некоторых вариантах осуществления может потребоваться низкая вязкость в сочетании с высоким усилием прилипания, а приведенные выше данные указывают на возможность поддержания относительно низкой вязкости в интервалах температуры, которые эффективны для адгезивов, отверждаемых СИД.
Пример 8. Испытания при повышенных температурах
[0112] Несколько образцов этикеток испытывали на прочность связи на сдвиг при температурах 22°С и 95°С с применением как термоплавких адгезивов, так и адгезивов, отверждаемых СИД. В представленной ниже таблице сведены значения прочности связи термоплавких адгезивов и адгезивов, отверждаемых СИД, при температурах 22°С и 95°С, а также снижение в процентах прочности связи при повышенной температуре, по сравнению меньшей температурой. Как показано в приведенной ниже таблице, все термоплавкие образцы показали снижение прочности связи на 99%. В отличие от этого, прочность связи адгезивов, отверждаемых СИД, уменьшилась на 82-91%.

[0113] Как видно из приведенных выше данных, даже при повышенных температурах адгезивы, отверждаемые СИД, сохраняют прочность связи. Такая способность сохранять прочность связи при повышенных температурах может быть полезной в некоторых областях применения, например, в упаковке ГБН, которая подвергается воздействию широкого диапазона температур. Упаковка ГБН может находиться в условиях с высокой температурой и влажностью при хранении, например, в гараже или на складе, в условиях с комнатной температурой, например, в розничном магазине, и в условиях с низкой температурой, например, при хранении в холодильнике.
[0114] Приведенное выше описание конкретных вариантов осуществления столь полно раскрывает общий характер изобретения, что другие специалисты, пользуясь знаниями в рамках квалификации в данной области, могут легко модифицировать и/или адаптировать такие конкретные варианты осуществления для различных сфер применения, без излишнего экспериментирования и не отклоняясь от общей концепции настоящего изобретения. Следовательно, исходя из идеи и указаний, представленных в настоящем документе, предполагается, что такие адаптации и модификации находятся в рамках сущности и объема эквивалентов описанных вариантов осуществления. Следует понимать, что приведенную в настоящем документе фразеологию или терминологию используют с целью описания, а не ограничения, так что специалист в данной области должен интерпретировать терминологию или фразеологию настоящего описания в свете представленных идей и методологических принципов.
[0115] Охват и объем настоящего изобретения не должны ограничиваться каким-либо из вышеописанных примеров осуществления.
[0116] Все из различных аспектов, вариантов осуществления и возможностей, описанных в настоящем документе, можно комбинировать в любом и во всех вариантах.
[0117] Все публикации, патенты и заявки на патенты, упомянутые в данном описании, включены в настоящий документ путем ссылки в той степени, как если бы каждая отдельная публикация, патент или заявка на патент была конкретно и индивидуально обозначена как включенная путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНАЯ СИСТЕМА НАНЕСЕНИЯ ЭТИКЕТОК | 2011 |
|
RU2553960C2 |
| УКАЗЫВАЮЩИЙ НА МАНИПУЛЯЦИИ ЗАЩИТНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2142165C1 |
| СИСТЕМЫ И ПРОЦЕССЫ НАНЕСЕНИЯ ТЕРМОТРАНСФЕРНЫХ ЭТИКЕТОК | 2010 |
|
RU2546490C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| ТЕРМОПЛАВКИЙ, ЧУВСТВИТЕЛЬНЫЙ К ДАВЛЕНИЮ АДГЕЗИВ ДЛЯ НАКЛЕИВАНИЯ ЭТИКЕТОК | 2013 |
|
RU2640064C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| ЭТИКЕТКА И СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТКИ К ПРЕДМЕТУ | 2009 |
|
RU2494133C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| СПОСОБНЫЕ АКТИВИРОВАТЬСЯ АДГЕЗИВЫ, ЭТИКЕТКИ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2552497C2 |
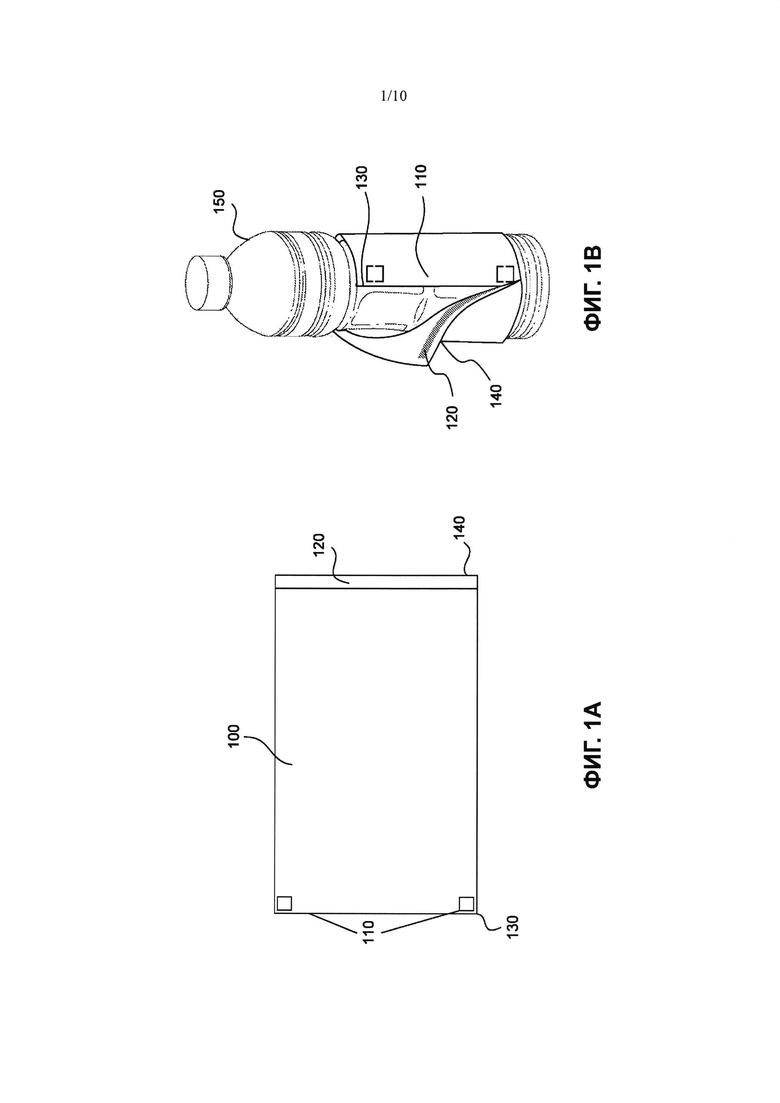
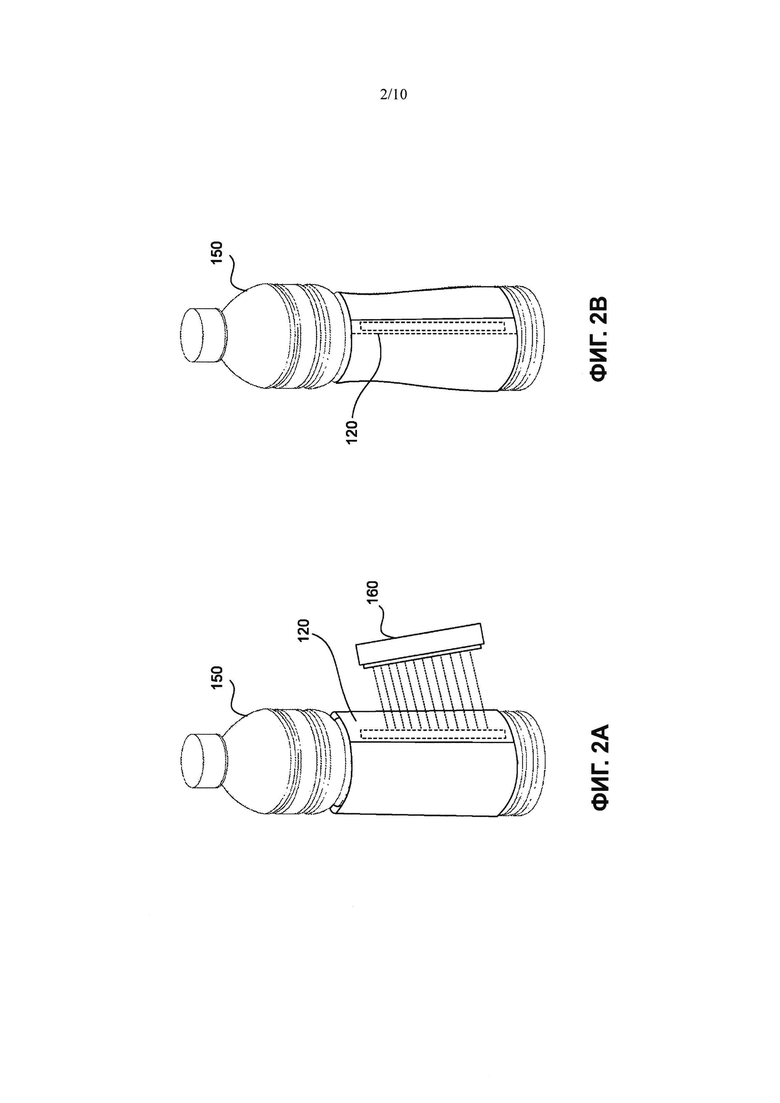
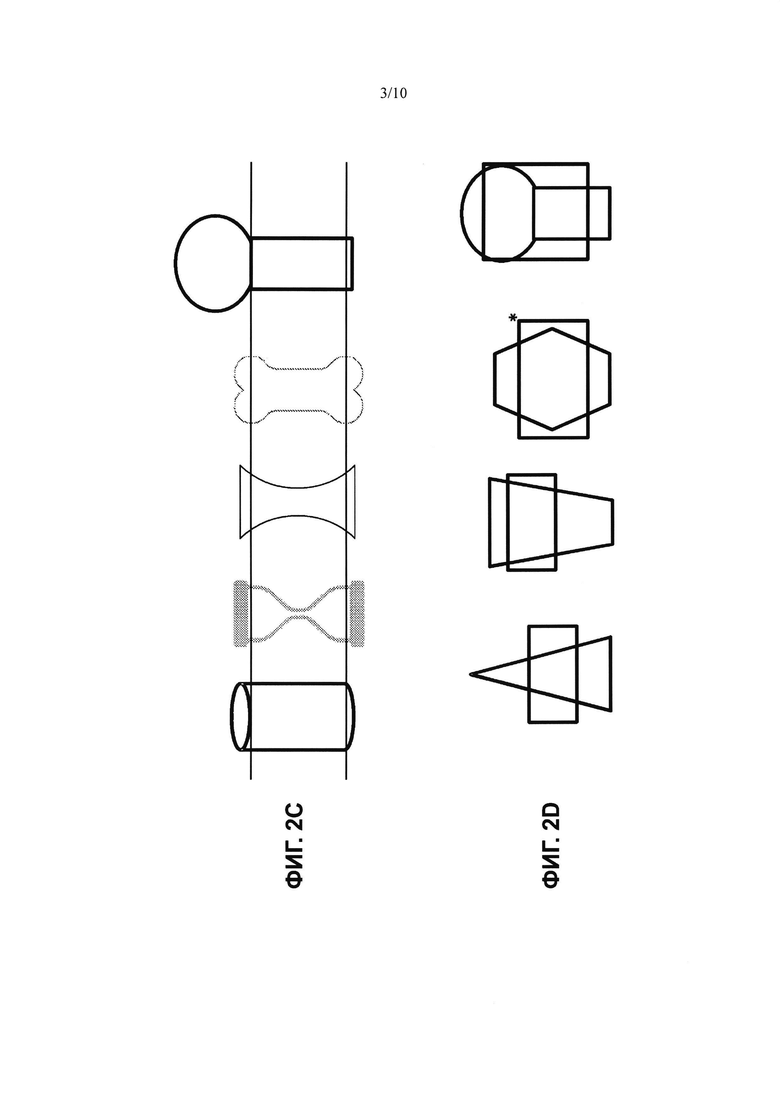
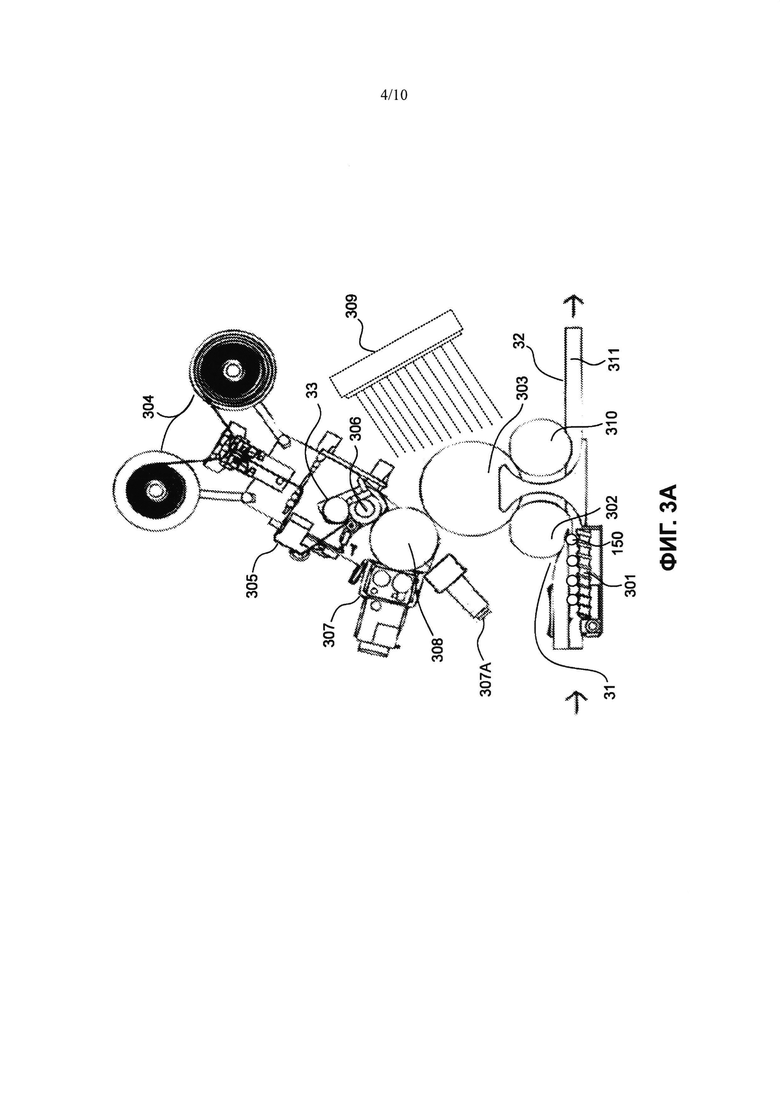
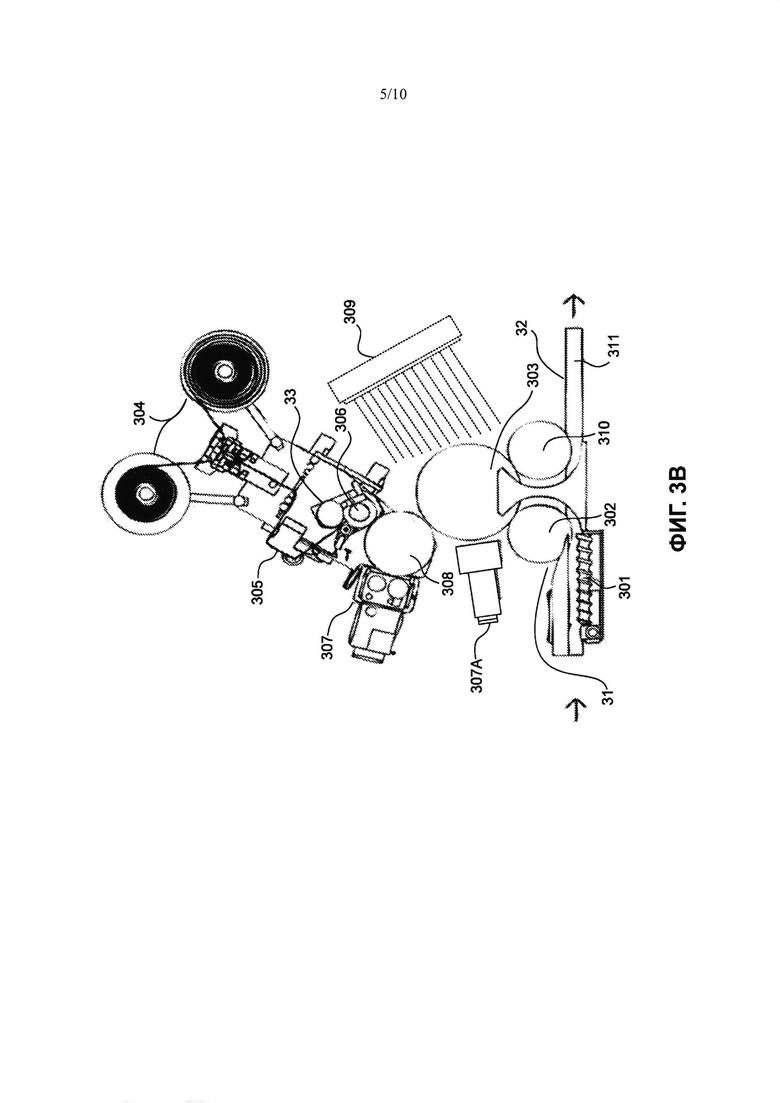
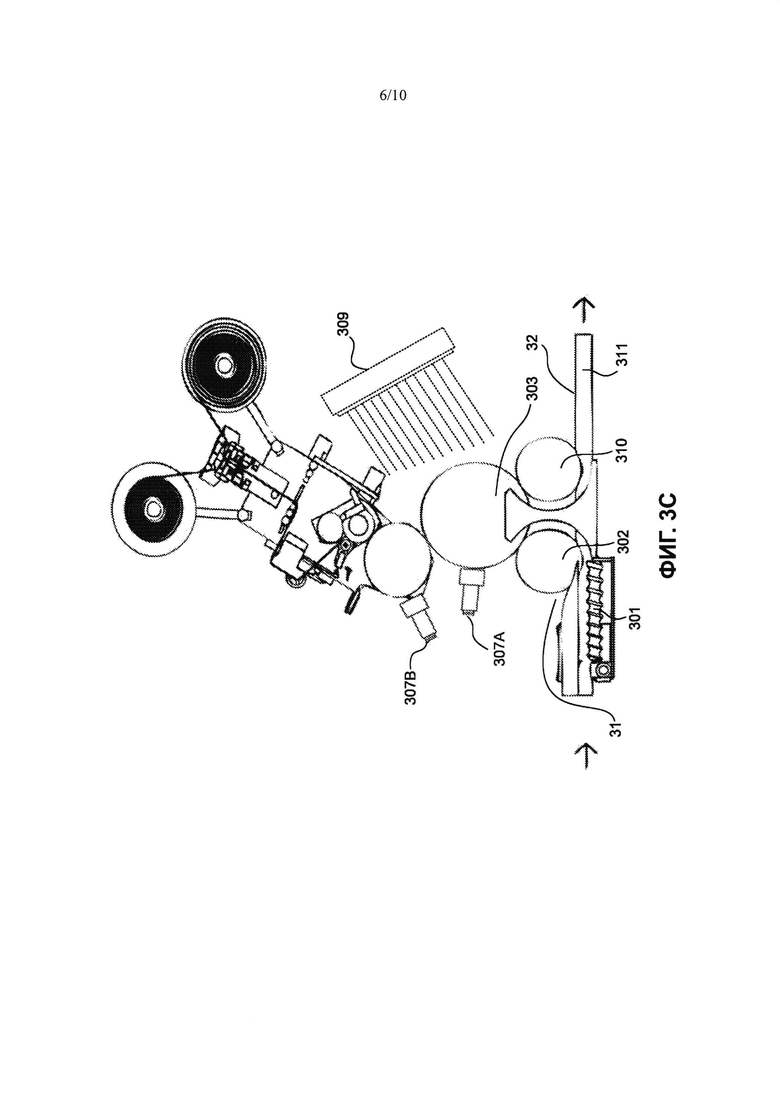
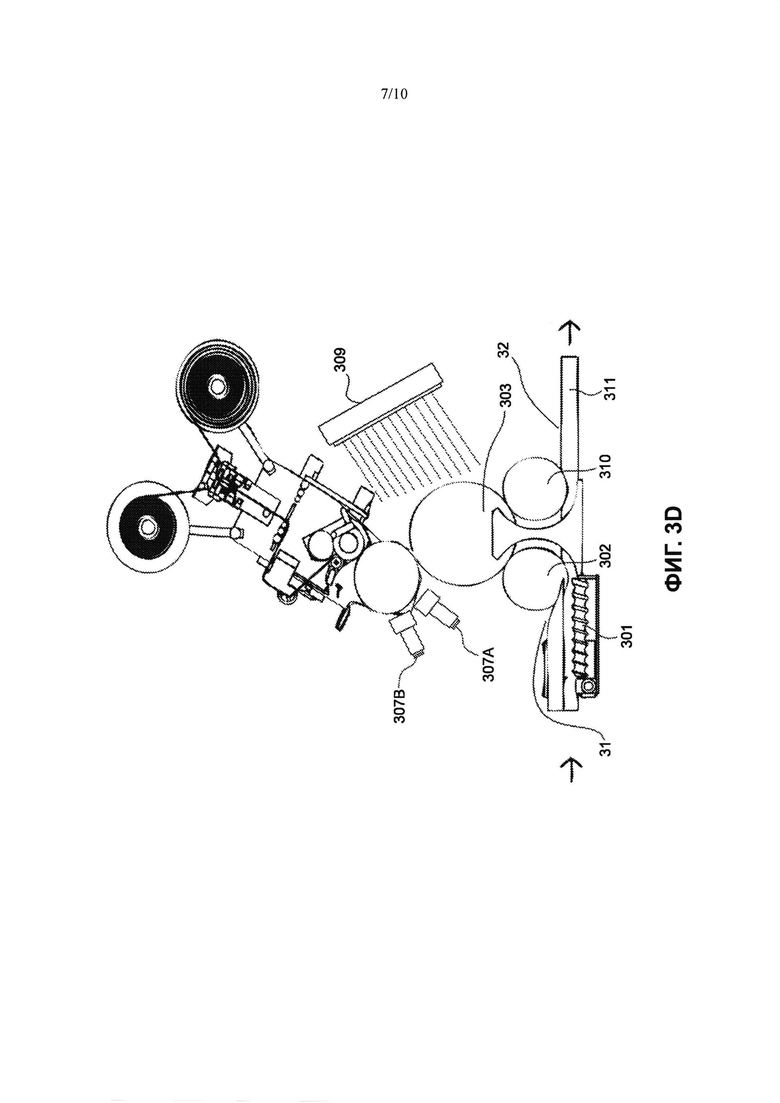
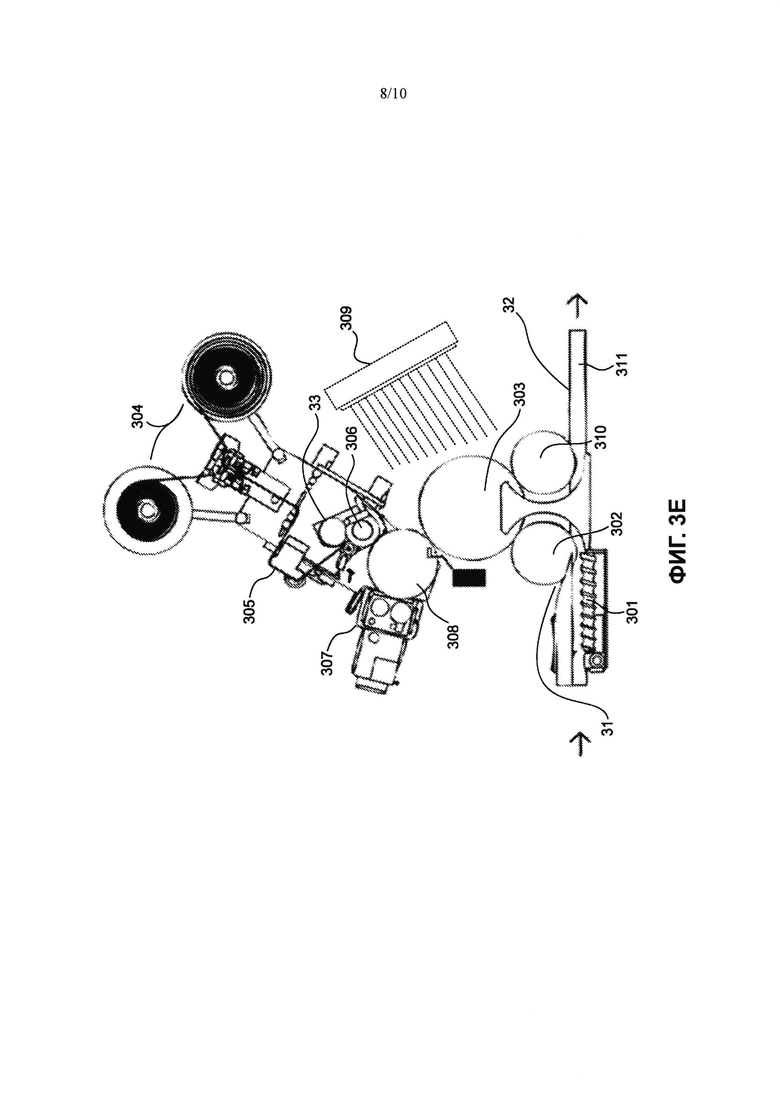
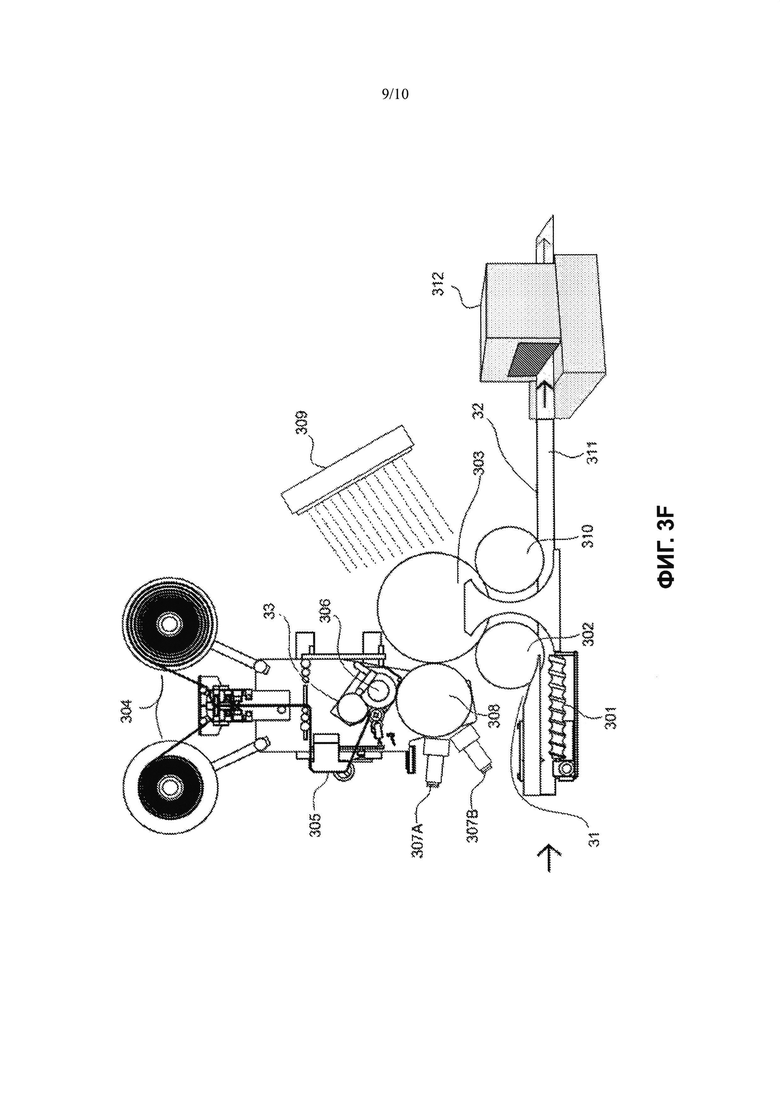
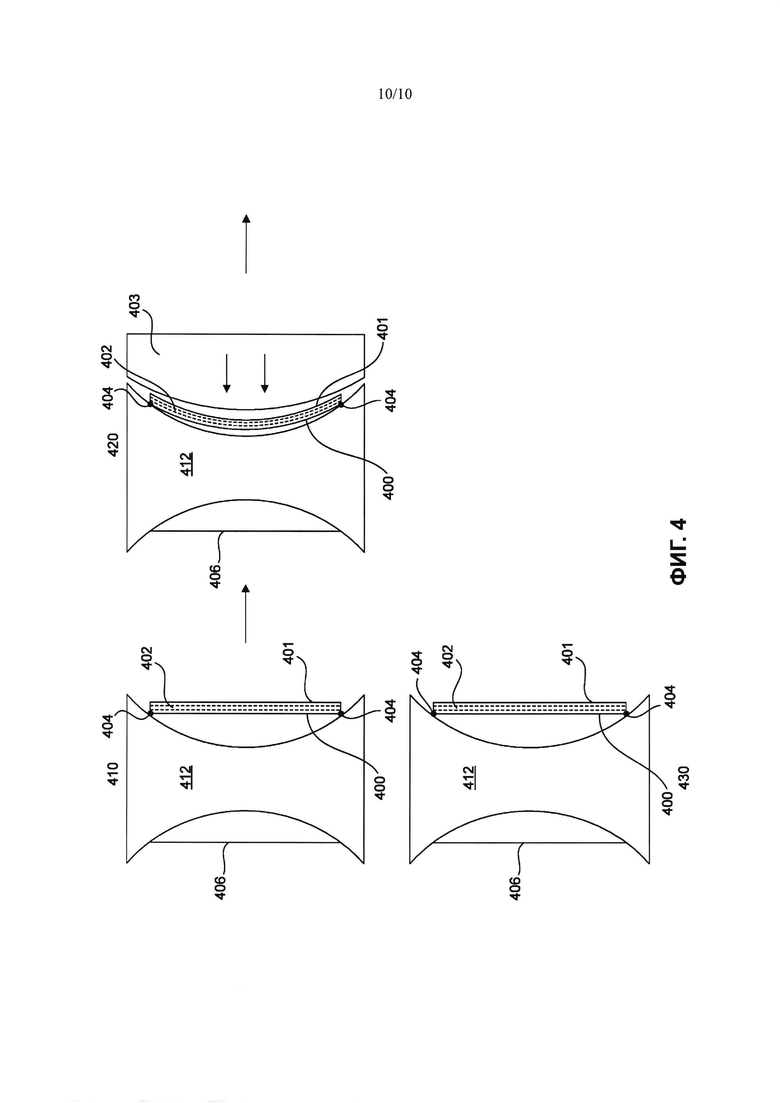
В настоящем документе предложены способы получения маркированного изделия, включающие отверждение адгезива, отверждаемого СИД, на пленочной этикетке, такой как этикетка из термоусадочной пленки, при этом по меньшей мере участки адгезива, отверждаемого СИД, расположены на перекрытии, образованном между передним краем и задним краем пленочной этикетки. Отверждение можно проводить при температуре ниже 70°С, и оно пригодно для последовательной маркировки 500-720 изделий в минуту. Также в настоящем документе предложены аппараты для маркировки изделий пленочными этикетками, такими как этикетки из термоусадочной пленки, которые содержат секцию СИД. Дополнительно также предложен способ модернизации существующей системы для нанесения этикеток с термоплавким адгезивом для применения при маркировке изделий пленочными этикетками, такими как этикетки из термоусадочной пленки. 3 н. и 23 з.п. ф-лы, 13 ил., 10 табл.
1. Способ получения маркированной бутылки, включающий:
нанесение адгезива, отверждаемого светоизлучающими диодами (СИД), на по меньшей мере участок пленочной этикетки, которую наносят на бутылку;
обертывание пленочной этикетки вокруг бутылки так, чтобы передний и задний края пленочной этикетки перекрывались, при этом по меньшей мере участки адгезива, отверждаемого СИД, располагаются на перекрытии между передним и задним краями; и
отверждение адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями, с помощью подвергания адгезива, отверждаемого СИД, воздействию излучения СИД в течение 10 миллисекунд или менее,
при этом адгезив, отверждаемый СИД, отверждают при температуре ниже 70 °C.
2. Способ по п. 1, в котором пленочная этикетка представляет собой этикетку из термоусадочной пленки.
3. Способ по п. 1, в котором пленочная этикетка представляет собой этикетку из нетермоусадочной пленки.
4. Способ по п. 1 или 2, дополнительно включающий пропускание обернутой бутылки через усадочный туннель с получением бутылки с нанесенной этикеткой из термоусадочной пленки.
5. Способ по любому одному из пп. 1-4, в котором бутылка отличается наличием корпуса, содержащего по меньшей мере две части, имеющие разные диаметры или размеры.
6. Способ по п. 5, в котором пленочная этикетка обернута вокруг по меньшей мере участка бутылки между двумя разными частями включительно, имеющими разные диаметры или размеры.
7. Способ по любому одному из пп. 1-6, в котором адгезив, отверждаемый СИД, наносят вблизи от заднего края пленочной этикетки.
8. Способ по п. 7, дополнительно включающий нанесение адгезива для переднего края вблизи от переднего края этикетки из термоусадочной пленки.
9. Способ по п. 8, в котором адгезив для переднего края представляет собой адгезив, отверждаемый СИД.
10. Способ по п. 9, в котором по меньшей мере участок адгезива для переднего края расположен между бутылкой и передним краем, и при этом способ дополнительно включает отверждение адгезива для переднего края, расположенного между бутылкой и передним краем.
11. Способ по п. 10, в котором адгезив для переднего края, расположенный между бутылкой и передним краем, отверждают одновременно с адгезивом, отверждаемым СИД и расположенным на перекрытии между передним и задним краями.
12. Способ по любому одному из пп. 1-11, в котором адгезив, отверждаемый СИД, наносят на пленочную этикетку в количестве от 5 г/м2 до 50 г/м2.
13. Способ по любому одному из пп. 1-12, в котором отверждение адгезива, отверждаемого СИД, включает воздействие на бутылку излучения СИД с длиной волны 365-420 нм.
14. Способ по любому одному из пп. 1-13, в котором адгезив, отверждаемый СИД, представляет собой смесь этиленненасыщенных форполимеров, этиленненасыщенных олигомеров, этиленненасыщенных мономеров, фотоинициаторов, поглощающих свет в непосредственной близости от диапазона излучения СИД 385-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей.
15. Способ по любому одному из пп. 1-14, в котором адгезив, отверждаемый СИД, представляет собой смесь полиуретана с акрилатными или метакрилатными группами, мономера с акрилатными или метакрилатными группами, фотоинициатора типа оксида фосфина, поглощающего свет в непосредственной близости от диапазона излучения СИД 385-405 нм и в этом диапазоне, и необязательно одного или более инертных совместимых наполнителей, причем один или более инертных наполнителей представляют собой углеводородные смолы, сложные эфиры канифоли, полиамиды, сложные полиэфиры или их комбинацию.
16. Способ по любому одному из пп. 1-15, в котором адгезив, отверждаемый СИД, отверждают со скоростью, приемлемой для последовательной маркировки 500-720 бутылок в минуту.
17. Способ по любому одному из пп. 1-16, в котором адгезив, отверждаемый СИД, имеет усилие прилипания по меньшей мере 5 Н.
18. Способ по любому одному из пп. 1-16, в котором адгезив, отверждаемый СИД, имеет вязкость по меньшей мере 2 Па⋅с при 25 °C.
19. Способ по любому одному из пп. 1-18, в котором пленочная этикетка представляет собой прозрачную этикетку.
20. Способ по любому одному из пп. 1-18, в котором пленочная этикетка представляет собой непрозрачную этикетку.
21. Способ по любому одному из пп. 1-20, в котором бутылка представляет собой бутылку с газированным безалкогольным напитком.
22. Способ по любому одному из пп. 1-21, в котором адгезив для переднего края наносят при температуре ниже 70 °C.
23. Аппарат для маркировки бутылки пленочной этикеткой, причем аппарат содержит:
подающую секцию, выполненную с возможностью подачи бутылок, подлежащих маркировке;
устройство подачи этикеток, выполненное с возможностью подачи пленочной этикетки;
устройство для нанесения адгезива, отверждаемого СИД, выполненное с возможностью нанесения адгезива, отверждаемого СИД, на пленочную этикетку;
механизм для выдачи отрезков этикеток из пленочной этикетки для обертывания бутылок, причем каждый отрезок этикетки имеет передний край и задний край, причем после обертывания бутылки передний и задний края отрезков этикеток пленочной этикетки перекрываются, и при этом по меньшей мере участки адгезива, отверждаемого СИД, расположены на перекрытии между передним и задним краями;
секцию СИД, содержащую по меньшей мере одну лампу СИД, причем секция СИД выполнена с возможностью подвергания адгезива, отверждаемого СИД, воздействию излучения СИД в течение 10 миллисекунд или менее и отверждения адгезива, отверждаемого СИД и расположенного на перекрытии между передним и задним краями, при температуре ниже 70 °C; и
выходную секцию, выполненную с возможностью выдачи маркированных изделий.
24. Аппарат по п. 23, дополнительно содержащий усадочный туннель, выполненный с возможностью усадки пленочной этикетки поверх бутылки.
25. Аппарат по п. 23 или 24, в котором по меньшей мере одна лампа СИД излучает свет с длиной волны 385-405 нм.
26. Способ модернизации системы для нанесения этикеток для применения при маркировке изделия пленочной этикеткой, причем способ включает: демонтаж нагревателя из существующей системы для нанесения этикеток с термоплавким адгезивом;
добавление секции СИД, содержащей по меньшей мере одну лампу СИД, причем секция СИД выполнена с возможностью отверждения адгезива, отверждаемого СИД, с помощью подвергания адгезива, отверждаемого СИД, воздействию излучения СИД в течение 10 миллисекунд или менее и при температуре ниже 70 °C;
изменение конфигурации устройства для нанесения термоплавкого адгезива, чтобы наносить адгезив, отверждаемый СИД, на пленочную этикетку.
| DE 102009031479 A1, 05.01.2011 | |||
| МЯСНОЙ РУБЛЕНЫЙ ПОЛУФАБРИКАТ ДЛЯ ДИЕТИЧЕСКОГО ПИТАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2269911C1 |
| US 2012318193 A1, 20.12.2012 | |||
| US 5567511 A, 22.10.1996 | |||
| DE 102012200831 A1, 25.07.2013 | |||
| US 2005020745 A1, 27.01.2005. | |||

