ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу и системе для изготовления изоляционного блока и к изоляционному блоку согласно преамбуле прилагаемых независимых пунктов формулы изобретения.
УРОВЕНЬ ТЕХНИКИ
Вспененные полимерные изоляционные блоки, такие как изоляционные плиты (плиты EPS) или подобные изделия, изготовленные из вспененного полистирола, как правило, изготавливают путем расширения предварительно вспененных полимерных гранул в форме стандартных размеров, и в таком случае предварительно вспененные гранулы расширяются равномерно во всех направлениях. Таким образом, в конечном вспененном полимерном блоке ячейки имеют круглую форму. Круглая форма ячейки придает изоляционному блоку стандартные свойства в каждом направлении блока.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в том, чтобы предложить способ изготовления изоляционных блоков, в частности, изоляционных плит, которые составляет вспененный полистирол (EPS), вспененный полипропилен (EPP) или вспененный полиэтилен (EPE), и чтобы данный способ позволял изготавливать изоляционный блок с ячейками желательной формы и, таким образом, изменять свойства изоляционного блока в желательном направлении.
Задача настоящего изобретения заключается, в частности, в том, чтобы предложить способ, который позволяет изготавливать изоляционный блок с ячейками, форма которых отличается от круглой, и чтобы данный способ позволял оптимизировать свойства изоляционного блока различным образом в различных направлениях изоляционного блока.
Для решения этих задач выполнено настоящее изобретение, которое отличается, главным образом, теми признаками, которые представлены в отличительных частях независимых пунктах формулы изобретения.
Другие (зависимые) пункты формулы изобретения представляют некоторые предпочтительные варианты осуществления настоящего изобретения.
Согласно настоящему изобретению, предпочтительный способ изготовления изоляционного блока, предпочтительно изоляционной плиты, который составляет вспененный полистирол (EPS), вспененный полипропилен (EPP) или вспененный полиэтилен (EPE), включает, по меньшей мере, следующие стадии:
- помещение предварительно вспененных полимерных гранул в литейную форму, причем полимер данных гранул выбирается из группы, которую составляют полистирол, полипропилен и полиэтилен, и данную литейную форму образуют нижняя стенка, боковые стенки и верхняя стенка, причем данные стенки совместно ограничивают внутренний объем литейной формы,
- паровая обработка предварительно вспененных полимерных гранул в литейной форме,
- регулирование литейной формы до желательного размера посредством перемещения, по меньшей мере, одной стенки литейной формы в течение паровой обработки и/или в течение стадии охлаждения после паровой обработки, и
- извлечение сформованного изоляционного блока из формы.
Согласно настоящему изобретению, предпочтительный изоляционный блок, предпочтительно изоляционную плиту, образуют параллельные первая и вторая большие плоские поверхности и параллельные первая и вторая длинные боковые кромки и параллельные первая и вторая короткие боковые кромки, перпендикулярные длинным боковым кромкам, которые ограничивают поверхности. Предпочтительный изоляционный блок согласно настоящему изобретению изготавливают способом согласно настоящему изобретению.
Согласно настоящему изобретению, предпочтительная система для изготовления изоляционного блока, предпочтительно изоляционной плиты, который составляет вспененный полистирол (EPS), вспененный полипропилен (EPP) или вспененный полиэтилен (EPE), составляют, по меньшей мере,
- литейная форма, которую образуют нижняя стенка, боковые стенки и верхняя стенка, причем данные стенки совместно ограничивают внутренний объем литейной формы, и, по меньшей мере, в одной стенке изготовлено или образовано отверстие для заполнения формы,
- приспособление для создания необходимых значений температуры и/или давления в литейной форме и
- приспособление, расположенное, по меньшей мере, у одной стенки для перемещения стенки, предпочтительно в течение паровой обработки и/или в течение стадии охлаждения после паровой обработки.
В настоящее время неожиданно обнаружено, что форма ячеек изоляционных блоков, таких как изоляционные плиты, которые изготавливают, используя вспененный полистирол (EPS), вспененный полипропилен (EPP) или вспененный полиэтилен (EPE), может легко и просто образовываться на стадии изготовления изоляционного блока посредством использования литейной формы, которую можно регулировать до желательного размера путем перемещения, по меньшей мере, одной из стенок литейной формы. Способ согласно настоящему изобретению делает возможным регулирование и изготовление желательной формы ячеек в изоляционном блоке, и, таким образом, можно влиять на свойства изоляционного блока, такие как удельная теплопроводность, прочность на сжатие, прочность на изгиб и устойчивость размеров. Используя способ согласно настоящему изобретению, можно получать различные изоляционные свойства при измерении в различных направлениях изоляционного блока. Устойчивость размеров изоляционных плит согласно настоящему изобретению оказалась хорошей в продольном и поперечном направлениях плит.
Согласно предпочтительному варианту осуществления настоящего изобретения, внутренний объем литейной формы регулируется в течение стадии паровой обработки и/или в течение стадии охлаждения после паровой обработки перед извлечением конечного изоляционного блока, такого как изоляционная плита, из формы. В способе согласно настоящему изобретению, в частности, паровая обработка полимерных гранул осуществляется таким образом, что полимерные гранулы оказываются полностью мягкими, т.е. упругими до того, как перемещается, по меньшей мере, одна стенка литейной формы. Следовательно, форма всех полимерных гранул и форма соответствующих ячеек в изоляционной плите может быть изготовлена посредством перемещения, по меньшей мере, одной стенки литейной формы таким образом, что внутренний объем литейной формы уменьшается или увеличивается. Температурный интервал и, таким образом, температура паровой обработки, используемая в способе, в котором осуществляется паровая обработка для получения упругих полимерных гранул, are зависит от используемого полимера.
Согласно предпочтительному варианту осуществления настоящего изобретения, предварительно вспененные полимерные гранулы подогреваются перед их помещением в литейную форму или перед фактической стадией паровой обработки. Таким образом, можно проверить, что полимерные гранулы являются достаточно упругими, и форма всех ячеек, также и в середине полимерных гранул, может образовываться, когда изменяется внутренний объем литейной формы на стадии паровой обработки. Полимерные гранулы могут направляться после предварительного вспенивания непосредственно на стадию паровой обработки без промежуточного хранения.
В способе согласно настоящему изобретению предварительно вспененные полимерные гранулы подвергаются паровой обработке в литейной форме. Это означает, что на стадии паровой обработки пар поступает в литейную форму, и вследствие этого полимерные гранулы могут быть сделаны упругими, но в то же время полимерные гранулы могут также расширяться вследствие воздействия пара. В предпочтительном способе согласно настоящему изобретению литейную форму заполняют предварительно вспененные полимерные гранулы, таким образом, что полимерные гранулы практически заполняют весь внутренний объем литейной формы. Если полимерные гранулы не заполняют весь внутренний объем литейной формы, полимерные гранулы могут также расширяться на стадии паровой обработки. Таким образом, стадия паровой обработки согласно настоящему изобретению также включает расширение полимерных гранул в литейной форме.
Согласно предпочтительному варианту осуществления настоящего изобретения, внутренний объем литейной формы изменяется таким образом, что внутренний объем литейной формы уменьшается. Регулирование внутреннего объема можно осуществлять посредством перемещения, по меньшей мере, одной стенки литейной формы. Согласно предпочтительному варианту осуществления настоящего изобретения, по меньшей мере, одна стенка перемещается таким образом, что внутренний объем литейной формы уменьшается во всей области литейной формы, т.е. изготавливаемый изоляционный блок, такой как изоляционная плита, сжимается с помощью стенки или стенок литейной формы. Как правило, стенка литейной формы перемещается, причем данная стенка ограничивает внутренний объем литейной формы в области плоских поверхностей изоляционного блока, а также, когда это необходимо, по меньшей мере, одна из его стенок может перемещаться, причем данная стенка ограничивает боковые кромки изоляционного блока. Согласно варианту осуществления, по меньшей мере, одна стенка литейной формы перемещается, причем данная стенка ограничивает боковые кромки изоляционного блока. Согласно предпочтительному варианту осуществления, подвижная стенка представляет собой, как правило, верхнюю или нижнюю стенку, которая ограничивает внутренний объем литейной формы в области плоских поверхностей изоляционного блока, и, таким образом, их перемещение влияет на толщину изготавливаемого изоляционного блока во всей области изоляционного блока. Предпочтительно внутренний объем литейной формы уменьшается равномерно во всей области литейной формы, т.е. полимерные гранулы в литейной форме сжимаются, и толщина изготавливаемого изоляционного блока, таким образом, уменьшается равномерно во всей области блока. Стенки, например, верхняя и нижняя стенки, литейной формы, которые ограничивают обе плоские поверхности изоляционных блоков, могут перемещаться одновременно.
Согласно предпочтительному варианту осуществления, изготавливаемый изоляционный блок сжимается в течение паровой обработки, предпочтительно на заключительной стадии паровой обработке. Согласно варианту осуществления, по меньшей мере, одна стенка литейной формы перемещается в течение стадии паровой обработки до середины стадии охлаждения после паровой обработки. Как правило, сжатие осуществляется в течение периода времени от середины стадии паровой обработки до середины стадии охлаждения после паровой обработки, т.е. в течение периода времени от приблизительно 50% стадии паровой обработки до приблизительно 50% стадии охлаждения после паровой обработки. Согласно предпочтительному варианту осуществления, стадия сжатия изоляционного блока осуществляется в течение периода времени, который составляет от приблизительно 25% стадии паровой обработки до приблизительно 25% стадии охлаждения после паровой обработки. Таким образом, в способе согласно настоящему изобретению стадия сжатия осуществляется, когда полимерные гранулы являются упругими, поскольку при этом образуется форма ячеек посредством сжатия до желательной формы, т.е. как правило, из круглых ячеек образуются продолговатые ячейки, и это оказывается возможным без разрушения ячеек. На стадии охлаждения способа согласно настоящему изобретению полимерные гранулы охлаждаются и затвердевают, приобретая форму, которая образуется у них на стадии паровой обработки. Стадия охлаждения, как правило, осуществляется в литейной форме таким образом, что стенка, которая перемещалась в течение стадии паровой обработки и/или стадии охлаждения, находится в течение охлаждения изоляционного блока в положении, в которое она переместилась. Таким образом, используя способ согласно настоящему изобретению, свойства изготавливаемого изоляционного блока можно легко и просто изменять, насколько это желательно, например, чтобы улучшать его теплоизоляционные свойства или прочность на сжатие в желательном направлении блока. Однако ячейки изготавливаемого изоляционного блока остаются, по меньшей мере, преимущественно, неразрушенными, и при этом не ухудшаются в значительной степени предпочтительные свойства изоляционного блока, такие как, например, воздухонепроницаемость и водонепроницаемость.
Стенка литейной формы перемещается на расстояние, составляющее предпочтительно от 0,1 до 70%, предпочтительнее от
2 до 50% и еще предпочтительнее от 10 до 40% или от 10 до 25% длины стенки, ограничивающей внутренний объем литейной формы, причем данная стенка является практически перпендикулярной подвижной стенке, когда внутренний объем литейной формы уменьшается. Например, когда подвижная стенка представляет собой верхнюю стенку литейной формы, верхняя стенка опускается на расстояние, составляющее предпочтительно от 0,1 до 70%, предпочтительнее от 2 до 50% и еще предпочтительнее от 10 до 40% или от 10 до 25% высоты боковых стенок, ограничивающих литейную форму.
Согласно варианту осуществления, верхняя стенка литейной формы перемещается вниз на заключительной стадии паровой обработки и/или на стадии охлаждения после паровой обработки, таким образом, что сжатие является ориентированным практически во всей области подвижной стенки, причем данная верхняя стенка ограничивает практически всю плоскую поверхность изготавливаемого изоляционного блока. Таким образом, можно изготавливать продолговатые, т.е. овальные ячейки изготавливаемого изоляционного блока практически во всей области изоляционного блока вследствие направленной вниз силы. Соответственно, сжатие можно осуществлять посредством перемещения нижней стенки литейной формы или одновременно верхней и нижней стенок. В изоляционном блоке согласно настоящему изобретению число полимерных гранул между плоскими поверхностями блока остается практически постоянным на стадии сжатия, и изменяется только форма ячеек полимерных гранул. Продолговатые ячейки улучшают изоляционные свойства блока в направлении сжатия, т.е. в направлении, перпендикулярном максимальному диаметру ячеек. Максимальный диаметр продолговатых ячеек составляет предпочтительно от 0,01 до 0,6 мм и наиболее предпочтительно от 0,05 до 0,3 мм. Соответственно, максимальный диаметр полимерных гранул составляет приблизительно от 0,5 до 2 см. Удельная теплопроводность изоляционного блока, который образуют продолговатые ячейки, в направлении, перпендикулярном к большим поверхностям составляет предпочтительно от 0,026 до 0,033 Вт/K·м и предпочтительнее от 0,027 до 0,030 Вт/K·м, т.е. блок обладает хорошими изоляционными свойствами. Прочность на сжатие такой изоляционной плиты, которую составляют продолговатые ячейки, ослабляется в направлении сжатия плиты, но усиливаются в направлении, перпендикулярном сжатию. Таким образом, согласно варианту осуществления настоящего изобретения, изоляционный блок, предпочтительно изоляционную плиту, образуют первая и вторая параллельные большие плоские поверхности и первая и вторая параллельные длинные боковые кромки и параллельные первая и вторая короткие боковые кромки, перпендикулярные длинным боковым кромкам, которые ограничивают поверхности, и ячейки изоляционного блока являются преимущественно продолговатыми и ориентированными параллельно большим поверхностям блока практически во всем изоляционном блоке, т.е. продольное направление продолговатых ячеек является параллельным большим плоским поверхностям.
Согласно другому варианту осуществления настоящего изобретения, по меньшей мере, одна стенка литейной формы перемещается в течение паровой обработки таким образом, что внутренний объем литейной формы увеличивается. Как правило, литейная форма заполняется перед стадией паровой обработки, таким образом, что полимерные гранулы заполняют практически весь внутренний объем литейной формы. Внутренний объем литейной формы предпочтительно образуется, когда существует пониженное давление в литейной форме, т.е. перед началом стадии охлаждения после стадии паровой обработки и перед повышением давления в форме после паровой обработки. Как правило, стенки литейной формы, причем данные стенки ограничивают плоские поверхности изготавливаемого изоляционного блока, перемещаются таким образом, что внутренний объем литейной формы увеличивается. Как правило, стенка литейной формы перемещается на расстояние, составляющее от 0,1 до 20% и предпочтительнее от 1 до 15% длины стенки литейной формы, ограничивающей внутренний объем, причем данная стенка является практически перпендикулярной подвижной стенке, таким образом, что внутренний объем может увеличиваться. Таким образом, полимерные гранулы получают пространство для расширения в литейной форме вследствие действия пара. По меньшей мере, одна стенка литейной формы, причем данная стенка ограничивает внутренний объем литейной формы в области длинной боковой кромки или короткой боковой кромки изоляционного блока, может перемещаться одновременно таким образом, что внутренний объем литейной формы между боковыми кромками уменьшается, и в результате этого ячейки подвергаются формованию в определенном направлении. Таким образом, упругие полимерные гранулы одновременно подвергаются паровой обработке и вспениваются с помощью пара, а также сжимаются. Можно также осуществлять только сжатие изоляционного блока, но образование формы ячеек осуществляется легче, когда сжатие сочетается с увеличением внутреннего объема, что обеспечивается за счет пониженного давления посредством перемещения плоских поверхностей блока. Таким образом, ячейки в изоляционном блоке могут приобретать продолговатую, т.е. овальную форму во всей области изоляционного блока, и при этом продольное направление продолговатых ячеек является практически перпендикулярным большим плоским поверхностям изоляционного блока. Таким образом, прочность на сжатие изоляционного блока, такого как изоляционная плита, может повышаться в направлении, перпендикулярном большим поверхностям изоляционного блока. Максимальный диаметр продолговатой ячейки остается одинаковым, когда изоляционный блок сжимается.
По меньшей мере, одна стенка литейной формы может регулироваться непрерывно, например, посредством установки на подвижную стенку соответствующего приспособления для перемещения стенки, и с помощью данного приспособления перемещение стенки легко осуществляется также в течение паровой обработки.
Толщина сформованного изоляционного блока, т.е. расстояние, которое отделяет большие поверхности друг от друга, составляет предпочтительно от 20 до 600 мм и предпочтительнее от 50 до 400 мм. Изоляционный блок предпочтительно имеет форму плиты, у которой длина длинной боковой кромки составляет предпочтительно от 600 до 6000 мм, предпочтительнее от 1000 до 3000 мм и еще предпочтительнее от 1200 до 2600 мм. Длина короткой боковой кромки составляет предпочтительно от 300 до 1500 мм, предпочтительнее от 500 до 1300 мм и еще предпочтительнее от 600 до 1200 мм.
Полимерные гранулы согласно настоящему изобретению изготовлены из материала, выбранного из группы, которую составляют полистирол, полипропилен и полиэтилен. Согласно предпочтительному варианту осуществления настоящего изобретения, предварительно вспененные полимерные гранулы изготовлены из полистирола, и изготавливаемая изоляционная плита представляет собой блок, изготовленный из вспененного полистирола (плита EPS).
Литейная форма предпочтительно изготовлена из стали или аналогичного материала, и ее образуют нижняя стенка, боковые стенки и верхняя стенка. Согласно предпочтительному варианту осуществления настоящего изобретения, верхняя и нижняя стенки литейной формы ограничивают плоские поверхности изоляционного блока, и боковые стенки ограничивают длинную и короткую боковые кромки изоляционного блока. Стенки ограничивают внутренний объем литейной формы, в который помещаются предварительно вспененные полимерные гранулы. Полимерные гранулы можно помещать во внутренний объем литейной формы через отверстие для заполнения, расположенное в стенке, или, в качестве альтернативы, одна из стенок, предпочтительно верхняя стенка, формы может полностью или частично удаляться в течение заполнения формы. С помощью приспособления для паровой обработки системы необходимые значения температуры и/или давления создаются во внутреннем объеме литейной формы, и в результате этого полимерные гранулы становятся упругими и заполняют внутренний объем формы равномерно в каждом направлении. С помощью приспособления для паровой обработки, например, пар можно направлять в форму. В начале стадии паровой обработки ячейки являются круглыми или почти круглыми, и они изменяют свою форму, когда, по меньшей мере, одна из стенок литейной формы перемещается таким образом, что внутренний объем литейной формы изменяется. Согласно варианту осуществления настоящего изобретения, литейная форма система также включает приспособление для предварительного нагревания полимерных гранул и для помещения предварительно нагретых полимерных гранул в литейную форму.
Согласно настоящему изобретению, параллельные первая и/или вторая плоские поверхности изоляционного блока, такого как изоляционная плита, могут быть, например, рифлеными, или эти поверхности могут быть плоскими. Длинная и/или короткая боковые кромки изоляционного блока, предпочтительно изоляционной плиты, могут принимать формы, которые обеспечивают шиповое соединение или другое аналогичное устройство. Способ и систему согласно настоящему изобретению можно использовать, например, в изготовлении изоляционных пластин.
Полимерные изоляционные изделия согласно настоящему изобретению преимущественно используются для теплоизоляции строений, но они также оказываются подходящими, например, в качестве осветлителей дорог или производственных площадей. Изоляционные плиты согласно настоящему изобретению можно также использовать, например, для изготовления штукатурных поверхностей в строительстве.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ И ИЗОБРЕТЕНИЯ
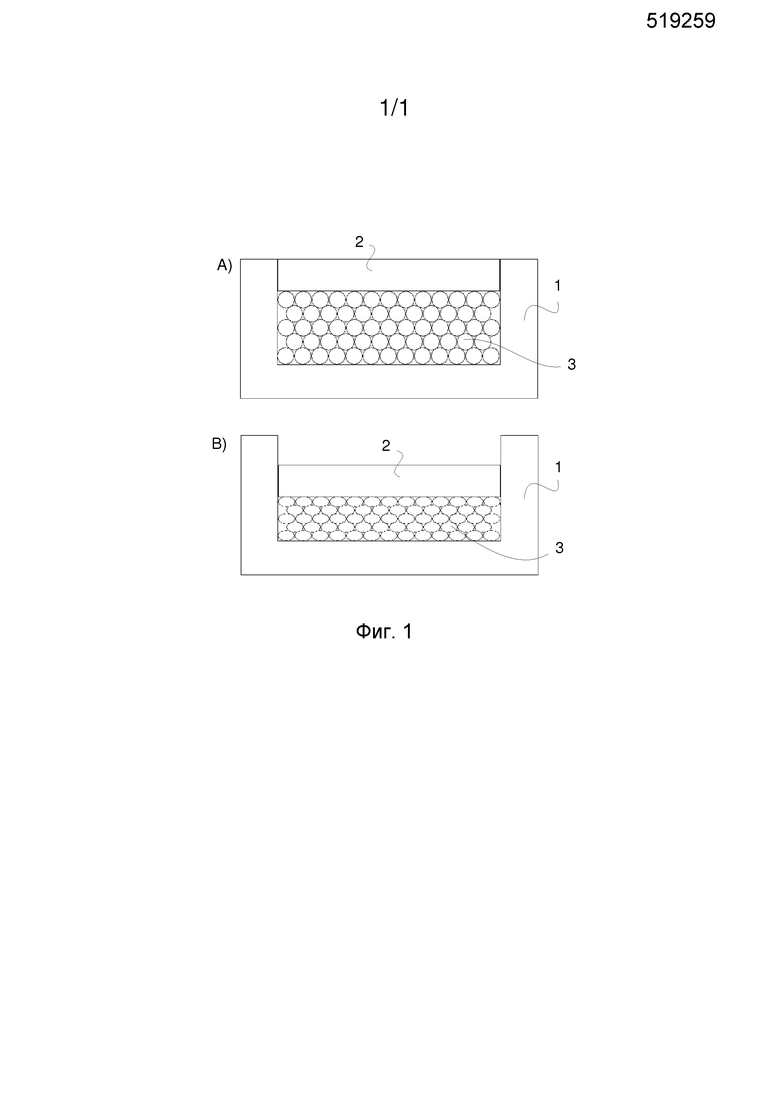
Далее настоящее изобретение будет описано более подробно со ссылкой на фиг. 1, который представляет на схематических изображениях способ для изготовления изоляционного блока, такого как изоляционная плита, согласно варианту осуществления настоящего изобретения.
Фиг. 1 представляет, что способ согласно настоящему изобретению составляют две стадии, из которых стадия A представляет собой помещение предварительно вспененных полимерных гранул 3 в литейную форму 1, причем данная литейная форма включает подвижную верхнюю стенку 2. Полимерные гранулы 3 заполняют практически весь внутренний объем литейной формы 1. На стадии B полимерные гранулы подвергаются паровой обработке в форме 1, и сжимающая их подвижная верхняя стенка 2 литейной формы 1 движется вниз в течение стадии паровой обработки и/или в течение стадии охлаждения после стадии паровой обработки, и вследствие этого может быть изготовлен изоляционный блок, который составляют преимущественно продолговатые полимерные гранулы и ячейки 3. Сформованный изоляционный блок охлаждается в литейной форме 1, таким образом, что подвижная верхняя стенка 2 остается в том положении, в которое она переместилась в течение стадии паровой обработки и/или в течение последующей стадии охлаждения.
Пример
Используя способ согласно настоящему изобретению, изоляционные плиты изготавливали таким образом, что литейная форма была заполнена полимерными гранулами таким образом, что полимерные гранулы заполняли практически весь e внутренний объем литейной формы, и после этого полимерные гранулы подвергались паровой обработке в литейной форме. На стадии паровой обработки верхняя стенка литейной формы перемещалась вниз, и в результате этого сжималась изготавливаемая изоляционная плита. Измеряли удельную теплопроводность (λ10) изготовленных изоляционных плит.
Полистирол марки Ineos Nova Silver (плотность 18 кг/м3) использовали в качестве исходного материала для изоляционных плит.
Удельная теплопроводность сжатой плиты уменьшается по сравнению с несжатой плитой, и, таким образом, удельная теплопроводность оказывается лучше у изоляционных плит согласно настоящему изобретению.
Настоящее изобретение не предназначается для ограничения представленными выше примерными вариантами осуществления, но настоящее изобретение предназначается для широкого применения в пределах изобретательской идеи, ограниченной формулой изобретения, которая представлена ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ДРЕНАЖНОЙ ПЛИТЫ, А ТАКЖЕ ИЗОЛЯЦИОННАЯ ДРЕНАЖНАЯ ПЛИТА | 2014 |
|
RU2646903C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОИЗОЛИРУЮЩИХ ПАНЕЛЕЙ ИЛИ БЛОКОВ | 2015 |
|
RU2600813C1 |
| АНКЕРНОЕ УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ УДЕРЖАНИЯ ИЗОЛЯЦИОННЫХ БЛОКОВ | 2021 |
|
RU2807228C1 |
| ИЗОЛЯЦИОННАЯ ПЛИТКА И СПОСОБ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2744451C2 |
| ГЕРМЕТИЧНЫЙ И ТЕПЛОИЗОЛЯЦИОННЫЙ РЕЗЕРВУАР, ИМЕЮЩИЙ АНТИКОНВЕКЦИОННЫЙ ЗАПОЛНИТЕЛЬ | 2018 |
|
RU2766510C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНЫХ ИЗОЛЯЦИОННЫХ ПАНЕЛЕЙ | 2006 |
|
RU2421656C2 |
| ИЗОЛЯЦИОННЫЙ БЛОК, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ТЕПЛОИЗОЛЯЦИИ РЕЗЕРВУАРА-ХРАНИЛИЩА | 2020 |
|
RU2794456C2 |
| КОМПОЗИТ ДЛЯ ТЕПЛОИЗОЛИРУЮЩЕЙ ПАНЕЛИ | 2010 |
|
RU2530885C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКА ИЗ ПОЛИУРЕТАНОВОЙ / ПОЛИИЗОЦИАНУРАТНОЙ ПЕНЫ ДЛЯ ТЕПЛОИЗОЛЯЦИОННОЙ ПЛИТЫ РЕЗЕРВУАРА | 2019 |
|
RU2810164C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВОГО ФОРМОВАННОГО ИЗДЕЛИЯ С ПЛЕНОЧНЫМ ПОКРЫТИЕМ | 2020 |
|
RU2820871C1 |
Изобретение относится к способу изготовления изоляционного блока и изоляционному блоку. В способе предварительно вспененные полимерные гранулы помещаются в литейную форму, подвергаются паровой обработке и сформованный конечный изоляционный блок извлекается из формы. Литейная форма регулируется до желательного размера посредством перемещения, по меньшей мере, одной стенки литейной формы в течение паровой обработки и/или в течение стадии охлаждения после паровой обработки. При этом форма полимерных гранул и форма соответствующих ячеек является преимущественно продолговатой и ориентирована параллельно большим плоским поверхностям блока по существу во всем изоляционном блоке. Обеспечивается возможность изменять свойства изоляционного блока в желательном направлении. 2 н. и 6 з.п. ф-лы, 1 ил., 1 табл., 1 пр.
1. Способ изготовления изоляционного блока, предпочтительно изоляционной плиты, причем изоляционный блок образуют параллельные первая и вторая большие плоские поверхности, и параллельные первая и вторая длинные боковые кромки, и параллельные первая и вторая короткие боковые кромки, перпендикулярные длинным боковым кромкам, ограничивающие поверхности, в котором:
- предварительно вспененные полимерные гранулы помещают в литейную форму, причем полимер данных гранул выбирают из группы, которую составляют полистирол, полипропилен и полиэтилен, при этом литейную форму образуют нижняя стенка, боковые стенки и верхняя стенка, и эти стенки совместно ограничивают внутренний объем литейной формы,
- предварительно вспененные полимерные гранулы подвергаются паровой обработке и расширению в литейной форме,
- сформированный изоляционный блок охлаждают и
- извлекают его из формы, отличающийся тем, что
форма полимерных гранул и форма соответствующих ячеек выполнена преимущественно продолговатой и ориентирована параллельно большим плоским поверхностям блока по существу во всем изоляционном блоке, посредством перемещения, по меньшей мере, одной стенки литейной формы, которая ограничивает внутренний объем литейной формы в области плоских поверхностей изоляционного блока, в течение паровой обработки и/или в течение стадии охлаждения после паровой обработки, причем стенку литейной формы перемещают на расстояние, составляющее от 10 до 40% длины стенки литейной формы, ограничивающей внутренний объем, причем данная стенка является по существу перпендикулярной подвижной стенке таким образом, что внутренний объем литейной формы уменьшается во всей области литейной формы.
2. Способ по п. 1, отличающийся тем, что предварительно вспененные полимерные гранулы подогревают перед их помещением в литейную форму.
3. Способ по п. 1 или 2, отличающийся тем, что, по меньшей мере, одну стенку литейной формы перемещают в течение периода времени между стадией паровой обработки и серединой стадии охлаждения после паровой обработки.
4. Способ по п. 1 или 2, отличающийся тем, что, по меньшей мере, одну стенку литейной формы перемещают в течение периода времени, который составляет от приблизительно 50% стадии паровой обработки до приблизительно 50% стадии охлаждения после паровой обработки.
5. Способ по п. 1 или 2, отличающийся тем, что, по меньшей мере, одну стенку литейной формы перемещают в течение периода времени, который составляет от приблизительно 25% стадии паровой обработки до приблизительно 25% стадии охлаждения после паровой обработки.
6. Изоляционный блок, предпочтительно изоляционная плита, который образуют параллельные первая и вторая большие поверхности, и параллельные первая и вторая параллельные длинные боковые кромки, и параллельные первая и вторая короткие боковые кромки, перпендикулярные длинным боковым кромкам, которые ограничивают поверхности, отличающийся тем, что он изготовлен способом по любому из пп. 1-5, причем форма полимерных гранул и форма соответствующих ячеек выполнена преимущественно продолговатой и ориентирована параллельно большим плоским поверхностям изоляционного блока по существу во всем блоке.
7. Изоляционный блок по п. 6, отличающийся тем, что расстояние, на которое удалены друг от друга большие поверхности изоляционного блока, такого как изоляционная плита, составляет предпочтительно от 20 до 600 мм и предпочтительнее от 50 до 400 мм.
8. Изоляционный блок по п. 6 или 7, отличающийся тем, что максимальный диаметр ячейки составляет предпочтительно от 0,01 до 0,6 мм и предпочтительнее от 0,05 до 0,3 мм.
| Зубообрабатывающий станок | 1979 |
|
SU884896A1 |
| US 4557881 A, 10.12.1985 | |||
| US 20110086216 A1, 14.04.2011 | |||
| DE 102009028987 A1, 07.04.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВЫХ ПЛИТ | 2006 |
|
RU2425847C2 |

