Перекрестные ссылки на родственные заявки
По настоящей заявке испрашивается приоритет временной заявки на патент США № 61/229410, поданной 29 июля 2009 года, полное содержание которой включено в настоящий документ в качестве ссылки.
Уровень техники
Область техники, к которой относится изобретение
Настоящее изобретение относится к изделию, содержащему панель с вакуумной изоляцией внутри экструдированной термопластичной полимерной пены, и к способу получения такого изделия.
Описание предыдущего уровня техники
Теплоизолирующие панели обеспечивают свойства теплового барьера, желательные для замкнутых пространств, имеющих регулируемые температуры, включая жилые дома, офисы, контейнеры-рефрижераторы и тому подобное. Изделия из экструдированной полимерной пены, такие как плиты из полистирольной пены, представляют собой распространенные теплоизоляционные материалы для использования в таких замкнутых пространствах, включая применения в жилищном и промышленном строительстве, а также для контейнеров с теплоизоляцией. Изделия из экструдированной полимерной пены легко подвергаются манипуляциям и формованию на рабочем месте, и они являются привычным материалом для специалистов в области строительства. Тем не менее, желательно иметь изделие, похожее на изделие из полимерной пены, которое имеет более низкую теплопроводность, чем существующая полимерная пена.
Галогенированные вспенивающие агенты являются желательными для получения экструдированных термопластичных полимерных пен для теплоизоляции, по меньшей мере, частично из-за того, что галогенированные молекулы создают пену, имеющую низкую теплопроводность. Однако происходит расширение ограничений на использование галогенированных молекул для таких применений, как вспенивающие агенты, из-за предполагаемого вреда, который такие молекулы наносят окружающей среде. Особенную тревогу вызывают потенциал обеднения озонового слоя (ODP) и потенциал потепления, связанного с парниковым эффектом (GWP), у галогенированных молекул. Идентификация вспенивающих агентов, которые имеют такие же низкие теплопроводности, как и галогенированные молекулы, является актуальной проблемой. В результате, появляются все более сложные для получения теплоизолирующие экструдированные термопластичные полимерные пены, имеющие желаемые низкие теплопроводности.
Изделия панелей с вакуумной изоляцией (VIP) представляют собой один из типов теплоизолирующих материалов, которые имеют исключительно низкую теплопроводность. VIP содержат непроницаемый для паров материал (барьерный материал), который заключает в себе откачанное пространство, содержащее внутренний материал матрицы. Непроницаемый для паров материал, как правило, представляет собой металлический лист или пленку. Полимерная пленка обычно включает металлическое покрытие на внутренней и/или наружной поверхности для уменьшения проникновения газа через пленку. Внутренний материал матрицы представляет собой пористый материал низкой плотности, такой как пена с открытыми ячейками, или пористый материал в виде частиц. Внутренний материал матрицы поддерживает некоторое пустое пространство внутри оболочки из непроницаемого для паров материала. Это пустое пространство находится в вакууме, вакуум служит в качестве оптимального теплоизолирующего барьера при прохождении через VIP.
Кроме того, что VIP обеспечивают привлекательные теплоизолирующие свойства, они также страдают от непрочности. Непроницаемый для паров материал, который заключает в себе VIP, может служить в качестве термического шунта от одной стороны VIP до другой. Теплопроводящие материалы, такие как металлы, которые могут служить в качестве прочных непроницаемых для паров оболочек, также служат в качестве эффективных термических шунтов через барьер VIP. Полимерные пленки, содержащие тонкое металлическое покрытие, являются более распространенными в качестве непроницаемых для паров оболочек для VIP и обеспечивают менее эффективный термический шунт через VIP. Полимерные пленки, однако, являются относительно хрупкими и при проколе или разрыве могут нарушать вакуум в VIP и разрушать главные свойства теплового барьера для VIP. Несмотря на эту непрочность VIP, имеются способы использования VIP в применениях в жилищном и промышленном строительстве.
WO 97/11842 предлагает улучшенную изоляционную панель, содержащую VIP и рамку по периферии VIP для защиты VIP во время манипулирования. Рамка может представлять собой полимерный материал, даже материал полимерной пены.
EP 1213406 описывает термоизолирующую стенку, которая содержит VIP между слоями других элементов.
EP 1500752 A2 описывает термоизолирующий элемент, содержащий VIP и защитный слой, а также крепежный элемент для фиксации элементов на строительной поверхности.
DE 202007014565 описывает термоизолирующую систему, содержащую VIP между слоями других элементов.
Было бы достижением в области теплоизолирующих панелей, если бы была создана панель, которая имеет внешний вид и дает ощущение экструдированной полимерной пены, и с которой можно манипулировать подобно экструдированной полимерной пене, но которая дополнительно обеспечивает термоизолирующие свойства, более сходные с VIP. Кроме того, было бы желательным иметь такую панель, которая содержит VIP, но которая одновременно обеспечивает локальную защиту VIP и оптимальные теплоизоляционные свойства вокруг VIP для устранения появления термического шунта посредством непроницаемых для паров барьерных оболочек VIP.
Сущность изобретения
Настоящее изобретение обеспечивает решение проблем получения панели, которая имеет внешний вид и дает ощущение экструдированной полимерной пены, и которой можно манипулировать подобно экструдированной полимерной пене, но которая дополнительно обеспечивает термоизолирующие свойства, более близкие к VIP.
Кроме того, настоящее изобретение дополнительно обеспечивает решение проблемы получения такой панели, которая содержит VIP, но которая одновременно обеспечивает локальную защиту VIP и оптимальные теплоизоляционные свойства вокруг VIP для предотвращения появления термического шунта посредством непроницаемых для паров барьерных оболочек VIP. Кроме того, некоторые варианты осуществления настоящего изобретения обеспечивают решение любой из этих предыдущих проблем или всех их без использования или включения галогенированного вспенивающего агента, в частности возможность получения изделия из изолирующей пены, имеющей теплопроводность 35 милливатт на метр на градус Кельвина (мВт/м·K) или меньше, без использования галогенированных вспенивающих агентов.
Настоящее изобретение предусматривает VIP внутри экструдированной полимерной пены. Неожиданно, настоящее изобретение может обеспечить VIP внутри полимерной пены таким способом, который локально обеспечивает более высокую механическую прочность в полимерной пене между VIP и наружной поверхностью панели, обеспечивая улучшенную защиту VIP.
В первом аспекте, настоящее изобретение представляет собой изделие, содержащее экструдированную термопластичную полимерную пену, которая имеет термопластичную полимерную матрицу, определяющую множество ячеек, экструдированная термопластичная полимерная пена определяет, по меньшей мере, одну полость; и панель с вакуумной изоляцией, расположенную полностью внутри, по меньшей мере, одной полости экструдированной термопластичной полимерной пены.
Во втором аспекте, настоящее изобретение представляет собой способ получения изделия по первому аспекту, способ включает: (a) получение первой экструдированной полимерной пены, имеющей полость, определенную в ней; и (b) размещение панели с вакуумной изоляцией полностью внутри полости.
Способ по настоящему изобретению является пригодным для получения изделия по настоящему изобретению. Изделие по настоящему изобретению является пригодным для использования в структурах и контейнерах для термоизоляции.
Краткое описание чертежей
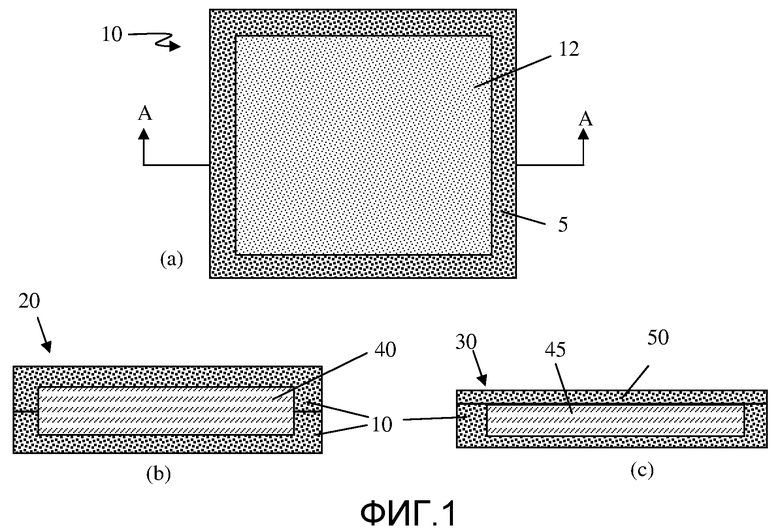
Фиг. 1 иллюстрирует термопластичную полимерную пену и два варианта осуществления изделий по настоящему изобретению.
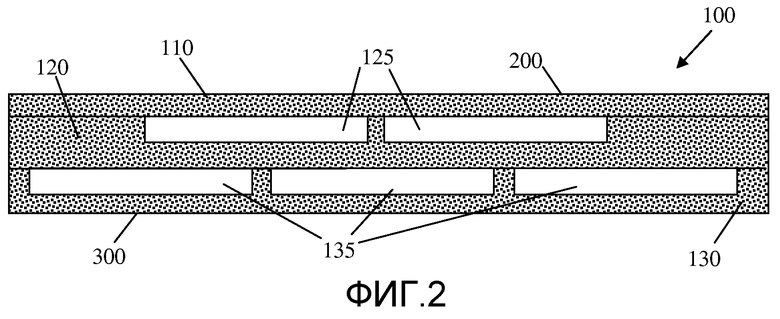
Фиг. 2 иллюстрирует изделие экструдированной термопластичной пены, содержащее полости, расположенные в шахматном порядке и в слоистой ориентации.
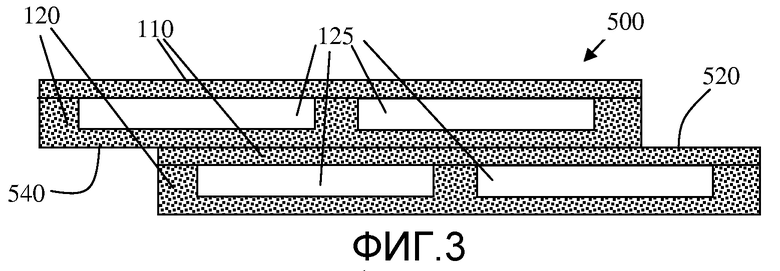
Фиг. 3 иллюстрирует изделие из экструдированной термопластичной пены, содержащей полости, расположенные в шахматном порядке и в слоистой ориентации, и дополнительно имеющее на краях профили для соединения вполупотай.
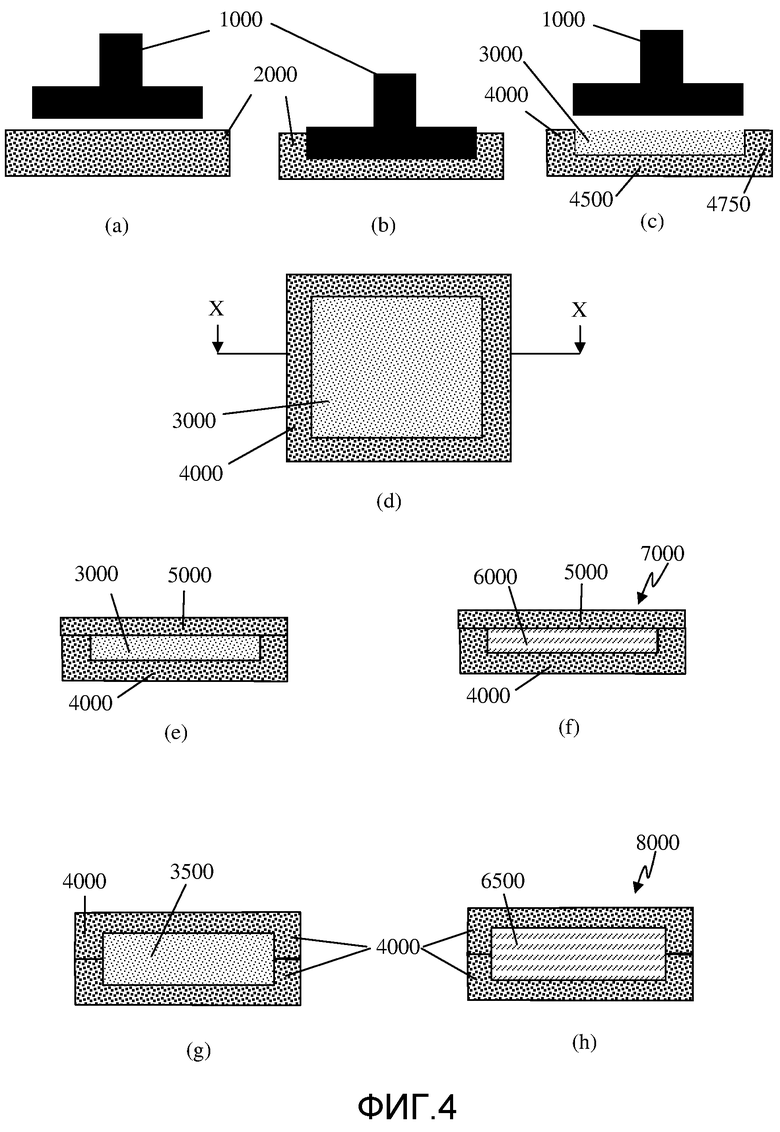
Фиг. 4 иллюстрирует получение полости в экструдированной термопластичной полимерной пене с помощью холодного формования и два варианта осуществления изделий по настоящему изобретению.
Подробное описание изобретения
"Полость" представляет собой пустое пространство в материале. Для целей настоящего изобретения, отверстие, проходящее через весь материал, не попадает в рамки термина "полость". Полость, как используется в настоящем документе, как правило, подобна ямке или углублению в материале. Полость может быть полностью окружена материалом. Например, полость может представлять собой пустое пространство, полностью окруженное экструдированной термопластичной полимерной пеной. Полость в материале, как правило, имеет форму углубления в материале. В частности, ячейки пены представляют собой полости, определенные в полимерной матрице, но не считаются полостями, определенными в полимерной пене. Изделие по настоящему изобретению включает "полость, определенную в полимерной пене". Ячейки пены не удовлетворяют этому определению, поскольку они определены в полимерной матрице и представляют собой особенности, необходимые для определения полимерной пены. Ячейка не может определяться в структуре, которая сама определяется ячейками. Полость, определенная в полимерной пене, может иметь размеры, превышающие десять и даже 100 ячеек пены.
"Первичная поверхность" представляет собой поверхность изделия, которое имеет площадь планарной поверхности, равную или большую, чем любая другая поверхность изделия. Площадь планарной поверхности относится к площади поверхности, как она проецируется на плоскость, и не учитывает площадь поверхности, связанную с выступами и впадинами на поверхности. Тем не менее, первичная поверхность может быть планарной или непланарной. Например, первичная поверхность может содержать бороздки, продолговатые выступы или любой другой контур.
Длина, ширина и толщина представляют собой взаимно ортогональные размеры изделия.
Длина представляет собой размер изделия, равный самому большому размеру. В экструдированном изделии, таком как экструдированная пена, длина, как правило, простирается вдоль направления экструзии пены. Ширина равна толщине или больше по величине, чем толщина. В изделии, подобном плите, толщина простирается от первичной поверхности изделия до поверхности противоположной первичной поверхности.
ASTM относится к American Society for Testing and Materials. EN относится к European Norm. Упоминание как ASTM, так и EN относится к методам исследования. Упоминание методов исследования в настоящем документе относится к самому последнему методу исследования перед датой приоритета настоящего документа, если не указано иного. Методы исследования в настоящем документе могут указывать год метода исследования в качестве суффикса перед номером исследования.
Множество означает "два или более". "И/или" означает "'и', а 'или' как альтернативу к нему". Все диапазоны включают их конечные точки, если не указано иного.
Изделие по настоящему изобретению содержит экструдированную термопластичную полимерную пену, которая определяет, по меньшей мере, одну полость. Экструдированная термопластичная полимерная пена представляет собой конкретный тип пены, который получают посредством экструдирования термопластичной вспениваемой полимерной композиции в размягченном состоянии через головку экструдера из зоны, находящейся при давлении и температуре вспенивания, в заключающую в себе среду при давлении ниже давления вспенивания и, как правило, при температуре ниже температуры вспенивания. Вспененная полимерная композиция расширяется и охлаждается с формированием экструдированной термопластичной полимерной пены. Экструдированная термопластичная полимерная пена имеет характеристики уникальные среди других типов полимерных пен, таких как термоотверждающаяся пена и расширенные пены из шариков.
Термоотверждающиеся пены не являются обратимо размягчаемыми подобно экструдированной термопластичной полимерной пене. После вспенивания и отверждения, термоотверждающаяся пена может крошиться, но не плавится. В противоположность этому, экструдированная термопластичная полимерная пена имеет сплошную термопластичную полимерную фазу и в результате может плавиться или размягчаться.
Пены из расширенных шариков содержат множество вспененных шариков, соединенных друг с другом. Каждый вспененный шарик имеет оболочку, которая определяет шарик. Оболочка одного шарика соединяется с соседними шариками с образованием расширенной пены из шариков. Каждый из вспененных шариков виден в поперечном сечении расширенной пены из шариков благодаря оболочке, которая окружает ячейки пены для каждого шарика пены. Оболочка шариков образует трехмерную сетку в расширенной пене из шариков, которая инкапсулирует локализованные группы ячеек пены, которые составляют каждый расширенный шарик. Часто, трехмерная сетка из оболочек является пористой, что может приводить к нежелательному поглощению влаги шариками и ее прохождению через пористую сетку из оболочки.
В противоположность этому, экструдированная термопластичная полимерная пена не содержит трехмерной сетки из оболочек, которая инкапсулирует локализованные группы ячеек пены. В результате, экструдированная термопластичная полимерная пена может представлять собой лучший термоизолятор, чем пена из расширенных шариков благодаря отсутствию такой трехмерной сетки, которая может служить в качестве термического шунта, соединяющего поверхности пены друг с другом, в экструдированной термопластичной полимерной пене.
Экструдированная термопластичная полимерная пена по настоящему изобретению содержит сплошной термопластичный полимер, который определяет множество ячеек. Термопластичный полимер может представлять собой любой экструдируемый термопластичный полимер или сочетания нескольких из них. Желательно, чтобы термопластичный полимер представлял собой один полимер или сочетание нескольких полимеров, выбранных из алкенильных ароматических полимеров и олефиновых полимеров. Соответствующие алкенильные ароматические полимеры включают гомо- и сополимеры стирола или замещенного стирола. Особенно желательные алкенильные ароматические полимеры включают стирольный гомополимер и сополимер стирол-акрилонитрил. Желательные олефиновые полимеры включают гомо- и сополимеры этилена и пропилена.
Сплошной термопластичный полимер может иметь диспергированные в нем добавки и наполнители. Соответствующие добавки и наполнители включают: агенты, ослабляющие прохождение инфракрасного излучения (например, углеродную сажу, графит, металлические хлопья, диоксид титана); глины, такие как природные поглощающие глины (например, каолинит и монтмориллонит) и синтетические глины; нуклеирующие агенты (например, тальк и силикат магния); замедлители горения (например, бромированные замедлители горения, такие как гексабромциклододекан и бромированные полимеры, фосфорные замедлители горения, такие как трифенилфосфат, и пакеты замедлителей горения, которые могут включать синергисты, такие, например, как дикумил и поликумил); смазывающие вещества (например, стеарат кальция и стеарат бария) и поглотители кислот (например, оксид магния и тетранатрий пирофосфат). Общая концентрация добавок и/или наполнителей может составлять до 20 процентов массовых (% мас.), предпочтительно, до 15% мас., а более предпочтительно, до 10% мас. Количество добавок и/или наполнителей может составлять 0,05% мас. или более и даже 0,1% мас. или более, даже 0,2% мас. или более. Массовый % добавок и/или наполнителей относится к общей массе сплошного термопластичного полимера.
Ячейки экструдированной термопластичной полимерной пены могут представлять собой открытые ячейки или закрытые ячейки. Экструдированная термопластичная полимерная пена может иметь среднее содержание открытых ячеек 30% или меньше, 20% или меньше, 10% или меньше, 5% или меньше и даже 2% или меньше. Низкое содержание открытых ячеек замедляет перемещение воздуха от одной ячейки до другой и тем самым уменьшает теплопроводность через пену. Альтернативно, экструдированная термопластичная полимерная пена может представлять собой пену с открытыми ячейками, имеющую среднее содержание открытых ячеек более чем 30%, даже 50% или более. Среднее содержание открытых ячеек измеряют согласно ASTM Method D6226-05.
Экструдированная термопластичная полимерная пена может иметь однородное содержание открытых ячеек или постепенно изменяющееся содержание открытых ячеек. Например, желательно иметь постепенно изменяющееся содержание открытых ячеек для холодного формования полостей в пене, где градиент изменяется от большего содержания открытых ячеек на поверхности, в которой формируется полость, до более низкого содержания открытых ячеек вблизи поверхности, противоположной к поверхности, в которой формируется полость. Желательно иметь более высокий уровень открытых ячеек вблизи поверхности, испытывающей наибольшее сжатие, чтобы дать возможность для диссипации давления газа, которое в ином случае возрастало бы в ячейках во время сжатия в соседних ячейках. В то же время, иметь более высокий уровень закрытых ячеек вблизи стороны, противоположной к той стороне, которая сжимается, желательно для получения лучших барьерных свойств (например, барьерных свойств для паров) и прочности, чем это может быть достигнуто с помощью открытых ячеек. Если иметь градиент содержания открытых ячеек, как описано, это позволяет пене одновременно облегчить формование полости прессованием, обеспечивая в то же время оптимальные барьерные свойства и прочность в противоположной поверхности для защиты содержимого полости (например, VIP).
Желательно, чтобы ячейки имели средний размер ячеек, меньший чем две миллиметра, предпочтительно, один миллиметр или меньше, более предпочтительно, 500 микрометров или меньше, еще более предпочтительно, 200 микрометров или меньше, и он может составлять 100 микрометров или меньше. Меньшие размеры ячеек являются желательными для получения оптимальных теплоизоляционных свойств. Как правило, ячейки имеют средний размер ячейки 10 микрометров или больше. Средний размер ячеек определяют согласно ASTM D-3576-98.
Ячейки экструдированной термопластичной полимерной пены могут содержать вспенивающий агент. Желательно, чтобы ячейки не содержали хлорированного вспенивающего агента, а более желательно, не содержали галогенированного вспенивающего агента.
Желательно, чтобы экструдированная термопластичная полимерная пена имела среднюю плотность 48 килограмм на кубический метр (кг/м3) или меньше, предпочтительно, 40 кг/м3 или меньше, более предпочтительно, 35 кг/м3 или меньше, а еще более предпочтительно, 32 кг/м3 или меньше. Пена с более низкой плотностью, как правило, обеспечивает более низкую теплопроводность, чем пена с более высокой плотностью. Как правило, экструдированная термопластичная полимерная пена должна иметь среднюю плотность 16 кг/м3 или выше, чтобы она обладала целостностью во время манипулирования и обеспечивала защиту VIP внутри полости, определяемой термопластичной полимерной пеной. Среднюю плотность измеряют в соответствии с ASTM D 1622-08 (Standard Test Method Apparent Density of Rigid Cellular Plastics).
Пена может иметь постепенно изменяющуюся плотность, что является желательным при холодном формовании полости в пене. Например, желательно иметь постепенно изменяющуюся плотность для холодного формования полостей в пене, когда градиент изменяется от более низкой плотности вблизи поверхности, в которой формируется полость, до более высокой плотности вблизи поверхности, противоположной к поверхности, в которой формируется полость. Желательно иметь более низкую плотность вблизи поверхности, испытывающей сжатие, для облегчения локального смятия и схлопывания стенок ячеек пены во время сжатия. Пена с более низкой плотностью имеет меньшую массу стенок и меньшую прочность стенок. По этой причине, пену с более низкой плотностью легче прессовать. Желательно одновременно иметь пену более высокой плотности вблизи стороны, противоположной к стороне, которая прессуется, для получения максимальной прочности и барьерных свойств между этой поверхностью пены и полостью, для оптимальной защиты содержимого полости (например, VIP в полости). Градиент плотности позволяет как облегчение прессования стороны с более низкой плотностью, так и получение при этом максимальной прочности на противоположной стороне.
Желательно, чтобы экструдированная термопластичная полимерная пена имела прочность при сжатии 100 килопаскалей (кПа) или выше и модуль сжатия два мегапаскаля (МПа) или выше в соответствии с EN-826. Более высокие значения прочности модуля сжатия являются желательными для получения большей защиты VIP.
Желательно, чтобы экструдированная термопластичная полимерная пена имела проницаемость для паров воды меньше чем 10 нанограмм на метр в секунду на паскаль (нг/м·s·Па), предпочтительно, меньше чем 5 нг/м·s·Па и наиболее предпочтительно, меньше чем 3 нг/м·s·Па. Проницаемость для паров воды измеряют в соответствии с EN12086.
Экструдированная термопластичная полимерная пена определяет, по меньшей мере, одну полость и может определять множество полостей. Полость представляет собой углубление в экструдированной термопластичной полимерной пене, в которой может располагаться другой объект. Полость или полости могут иметь размеры любой величины, которые могут располагаться внутри экструдированной термопластичной полимерной пены. Как правило, полости представляют собой углубления в первичной поверхности экструдированной термопластичной полимерной пены, но могут также представлять собой углубления в других поверхностях или в сочетании поверхностей. Альтернативно, полости могут представлять собой углубления только в первичной поверхности пены. Полость может представлять собой углубление, сформированное в экструдированной термопластичной полимерной пене, или пустоту, определенную посредством объединения элементов из экструдированной термопластичной полимерной пены для определения полостей (например, склеивания вместе стенок из пены на поверхности пены таким образом, чтобы определить полость внутри стенок). Элементы экструдированной термопластичной полимерной пены, которые определяют одну или несколько полостей, могут представлять собой одну экструдированную термопластичную полимерную пену или сочетание множества экструдированных термопластичных полимерных пен, где множество экструдированных термопластичных полимерных пен могут быть одинаковыми или различными по композиции. Например, стенки из экструдированной полиолефиновой пены могут фиксироваться на экструдированной полиалкенилароматической полимерной пене для получения экструдированной термопластичной полимерной пены, которая определяет одну или несколько полостей.
Кроме того, изделие по настоящему изобретению содержит панель с вакуумной изоляцией (VIP), расположенную внутри полости экструдированной термопластичной полимерной пены. VIP хорошо известны в данной области и, как правило, содержат барьерный материал, окружающий объем, который находится в вакууме и, как правило, заполнен материалом сердцевины. Барьерные материалы имеют преимущества, будучи настолько непроницаемыми для газов и паров, насколько это возможно, так что вакуум внутри барьера удерживается настолько долго, насколько это возможно. Барьерные материалы могут быть жесткими (например, металлический лист) или гибкими (например, полимерная пленка и металлизированная полимерная пленка). Гибкие барьерные материалы, как правило, дешевле и делают возможным менее дорогостоящий способ получения VIP. Однако гибкие барьерные материалы обычно более легко разрываются, тем самым высвобождая вакуум в VIP и ослабляя большую часть изоляционных преимуществ для VIP. В настоящем изобретении, однако, гибкие барьерные материалы защищаются экструдированной термопластичной полимерной пеной. Материалы сердцевины служат для удерживания пустого пространства внутри гибких барьерных материалов для определения объема, находящегося в вакууме. Без материала сердцевины гибкие барьерные материалы просто схлопывались бы в вакууме. Материалы сердцевины могут иметь любую композицию и формы.
Обычные материалы сердцевины включают пористые вещества с открытыми ячейками, такие как полимерная пена с открытыми ячейками. Настоящее изобретение не ограничивается какими-либо конкретными VIP, однако оно обеспечивает преимущество защиты для особенно хрупких VIP, таких как те, которые содержат тонкий или гибкий барьерный материал.
Желательно, чтобы VIP располагалась полностью внутри полости, это означает, что изолирующий материал может устанавливаться поверх полости и вступать в контакт с поверхностью экструдированной термопластичной полимерной пены, в которой находится полость, по всей периферии полости, содержащей VIP. Экструдированная термопластичная полимерная пена обеспечивает оптимальную защиту VIP, когда VIP полностью располагается внутри полости экструдированной термопластичной полимерной пены, в частности, когда VIP окружена экструдированной термопластичной полимерной пеной. Желательно, чтобы VIP заключалась внутри полости, в которой она находится. Например, желательно, чтобы VIP окружало, по меньшей мере, 5 миллиметров, предпочтительно, по меньшей мере, 10 миллиметров, более предпочтительно, по меньшей мере, 15 миллиметров экструдированной термопластичной полимерной пены (отделяло от наружной поверхности изделия) для обеспечения оптимальной защиты VIP.
Имеются многочисленные конфигурации для экструдированной термопластичной полимерной пены, имеющей полость, которая содержит VIP, расположенную в нем, где VIP заключается внутри полости, и все они попадают в самые широкие рамки настоящего изобретения.
В рамках настоящего изобретения, чтобы экструдированная термопластичная полимерная пена определяла или имела прикрепленную к ней откидную часть или шарнирную часть, которая покрывает полость. В одном положении шарнирная часть или откидная часть открывает полость, а в другом положении шарнирная часть или откидная часть закрывают полость и VIP внутри полости. Такая шарнирная часть или откидная часть может герметизироваться поверх полости с использованием адгезива или другого крепления.
В одном из желательных вариантов осуществления, изделие по настоящему изобретению содержит сопряженный компонент, который окружает, по меньшей мере, одну полость, а предпочтительно, все полости в экструдированной термопластичной полимерной пене. Сопряженный компонент может быть таким же по композициям и/или свойствам, как и экструдированная термопластичная полимерная пена или отличным от нее. Например, сопряженный компонент может представлять собой экструдированную термопластичную полимерную пену с композицией, эквивалентной экструдированной термопластичной полимерной пене, определяющей полости. Чтобы помочь в понимании этих вариантов осуществления, Фиг. 1-3 приводят иллюстрации иллюстративных изделий по настоящему изобретению.
Фиг. 1(a) иллюстрирует экструдированную термопластичную полимерную пену 5, определяющую квадратную полость 12, с формированием пены 10 с полостью, Фиг. 1(a) приводит пены 10 с полостью, если смотреть непосредственно вниз на первичную поверхность полимерной пены 5, в которой определена полость 12.
Фиг. 1(b) иллюстрирует вид поперечного сечения изделия 20, изделие по настоящему изобретению содержит две сопряженных части пены 10 с полостями, перевернутых по отношению друг к друг таким образом, что полость 12 каждой пены 10 с полостью совмещается с полостью 12 другой пены 10 с полостью, полностью заключая в себе полость, имеющую удвоенный объем каждой полости 12, внутри экструдированной термопластичной полимерной пены. Вид в поперечном сечении является перпендикулярным виду на Фиг. 1(a) и рассматривается в целом вдоль линии A на Фиг. 1(a). VIP 40 располагается в полости, создаваемой двумя полостями 12, и полностью заполняет ее.
Фигура 1(c) иллюстрирует сходный вид поперечного сечения изделия 30, изделие по настоящему изобретению содержит одну пену 10 с полостью и лист или плиту 50 экструдированной полимерной пены, располагающуюся поверх полости 12 и заключающую ее в себе. VIP 45 располагается внутри полости 12 и является полностью заключенным внутри экструдированной термопластичной полимерной пены.
Нет каких-либо ограничений на количество слоев, заключенных внутри VIP, которые могут находиться в одном изделии. Например, в одном из вариантов осуществления, изделие по настоящему изобретению содержит первый набор из множества панелей с вакуумной изоляцией, расположенных друг за другом, находящихся в первой плоскости изделия, и второй набор из множества панелей с вакуумной изоляцией, расположенных так, чтобы они перекрывали две или более панелей с вакуумной изоляцией из первого набора, и находящихся в изделии в положении, ином чем в первой плоскости. Фиг. 2 иллюстрирует такую конфигурацию. Фиг. 2 иллюстрирует изделие 100, содержащее три экструдированных термопластичных пены: 110, 120 и 130. Пена 130 определяет три полости (135), и пена 120 определяет две полости (125). Пена 120 находится напротив пены 130 с тем, чтобы она заключала в себе полости 135. Пена 110 находится напротив пены 120 с тем, чтобы она заключала в себе полости 125. Желательно, чтобы пены 130 и 110 соединялись с пеной 120, предпочтительно, с помощью адгезива. Полости 125 располагаются в шахматном порядке по отношению к полостям 135 с тем, чтобы свести к минимуму прямые пути через пену от поверхности 200 до поверхности 300 изделия 100. Желательно, чтобы одна полость или любое сочетание нескольких полостей, а предпочтительно, все полости 125 и 135 содержали изделия VIP, а более желательно, заполнялись ими, формируя изделие по настоящему изобретению. Преимущество расположения слоев VIP в шахматном порядке в одном изделии заключается в получении более низких теплопроводностей через изделие посредством размещения барьера из VIP между тем, что в ином случае представляло бы собой столб из экструдированной термопластичной полимерной пены, простирающийся от одной поверхности изделия до противоположной его поверхности. VIP будет иметь более низкую теплопроводность, чем столб из экструдированной термопластичной полимерной пены так, что такая конфигурация должна уменьшить теплопроводность через то место, которое в ином случае представляло бы собой столб из пены.
Фиг. 3 иллюстрирует еще одно изделие из экструдированной термопластичной пены, которое, когда одна полость или любое сочетание нескольких полостей в изделии содержат VIP, становится изделием по настоящему изобретению. Изделие 500 является особенно желательным, поскольку оно имеет структуры сопряженных выступов (детали для соединения вполупотай) 520 и 540, по меньшей мере, на двух противоположных краях для облегчения совмещения и зацепления соседних изделий вместе с получением покрытия, изолированного с помощью изделия по настоящему изобретению и не имеющего термических шунтов, проходящих непосредственно через любую секцию изделия из экструдированной полимерной пены. Изделие 500 имеет две пены 120 с полостями, смещенных друг относительно друга так, что их полости 125 частично перекрываются. Полости 125 заключаются внутрь с помощью листов или плит 110 из экструдированной полимерной пены. Части 520 и 540 изделия 500 действуют в качестве деталей для соединения вполупотай, которые могут зацепляться друг с другом в соседних плитах. Желательно, чтобы каждая полость 125 содержала VIP, а более желательно была полностью им заполненной. Альтернативно одна полость или сочетания нескольких полостей 125 могут содержать VIP и/или быть заполненными ими.
Компоненты пены, которые заключают в себе полость изделия по настоящему изобретению, могут свободно размещаться вместе, склеиваться вместе, например, с помощью адгезивной ленты или адгезива (такого как полиуретановый адгезив с торговым наименованием GREAT-STUFF®, GREAT-STUFF представляет собой торговое наименование от The Dow Chemical Company), или механически удерживаться вместе. VIP внутри полости также может приклеиваться к экструдированной термопластичной полимерной пене, в которой определяется полость, к экструдированной термопластичной полимерной пене, окружающей полость, или к ним обеим. Склеивание компонентов изделия друг с другом является желательным для поддержания целостности изделия во время манипуляций и использования.
Изделие по настоящему изобретению желательным образом обеспечивает превосходные сочетания износостойкости и теплоизолирующих свойств по сравнению с любой экструдированной термопластичной полимерной пеной или VIP. Изделие по настоящему изобретению желательным образом имеет теплопроводность 35 милливатт на метр на градус Кельвина (мВт/м·K) или меньше, предпочтительно, 30 мВт/м·K или меньше, еще более предпочтительно, 25 мВт/м·K или меньше, еще более предпочтительно, 20 мВт/м·K или меньше, даже 15 мВт/м·K или меньше, а наиболее предпочтительно, 10 мВт/м·K или меньше. Теплопроводность определяют в соответствии с ASTM C578.
Любая отдельная полость изделия по настоящему изобретению может содержать один или несколько дополнительных материалов, включая один или несколько дополнительных термоизолирующих материалов, в дополнение к VIP или вместо него, при условии, что, по меньшей мере, одна полость содержит VIP. Один из типов желательных дополнительных материалов представляет собой отражающий материал, такой как металлическая фольга или отражающее покрытие, которое дополнительно понижает теплопроводность через готовое изделие.
Изделие по настоящему изобретению может иметь края, которые имеют конкретные профили или формы. Например, противоположные края изделия могут иметь формы сопряженных выступов и бороздок или противоположные детали для соединения внахлест для упорядоченного расположения множества изделий друг за другом зацепляющимся образом. Профилирование краев может осуществляться посредством механической обработки или формования и может осуществляться до или после определения полостей и/или введения VIP в полость изделия.
Изделие может иметь планарную поверхность или контурную поверхность. В одном из вариантов осуществления, изделие имеет первичную поверхность, которая определяет бороздки, простирающиеся, по меньшей мере, в одном направлении, как правило, в направлении по длине. Бороздки являются желательными, например, в применениях, где материал покрытия (например, цементный раствор или цемент) будет наноситься поверх изделия, поскольку материал покрытия может проникать в бороздки и достигать лучшей механической адгезии на изделии.
Как правило, изделие по настоящему изобретению изготавливают посредством получения экструдированной термопластичной полимерной пены, которая определяет, по меньшей мере, одну полость получения VIP и размещения VIP в полости, определяемой экструдированной термопластичной полимерной пеной.
Экструдированную термопластичную полимерную пену получают любым способом. Обычным является получение экструдированной термопластичной полимерной пены посредством, сначала, формирования размягченной полимерной композиции в экструдере. Полимерная композиция имеет сплошную термопластичную полимерную фазу, которая имеет температуру размягчения. Термопластичные полимеры являются такими, как описано выше для термопластичных полимеров экструдированной термопластичной полимерной пены. Размягченную полимерную композицию получают с помощью нагрева полимерной композиции до температуры, превышающей ее температуру размягчения (температуру стеклования для аморфных полимеров, температуру плавления для полукристаллических полимеров и самую высокую температуру стеклования или температуру плавления, представленную в термопластичных полимерах, непрерывных по полимерной композиции, если имеется смесь термопластичных полимеров). Если вспенивающий агент не присутствует уже, вспенивающий агент вводят в размягченную полимерную композицию при начальном давлении, которое является достаточно высоким, с тем, чтобы осуществить вспенивание полимерной композиции с формированием вспениваемой полимерной композиции. Часто является желательным охлаждение вспениваемой полимерной композиции до температуры вспенивания, которая по-прежнему выше температуры размягчения полимерной композиции, а затем экструдирование вспениваемой полимерной композиции в окружающую среду, имеющую давление ниже, чем начальное давление, и температуру ниже, чем температура вспенивания. Вспениваемой полимерной композиции позволяют расширяться в виде экструдированной термопластичной полимерной пены.
Соответствующие вспенивающие агенты для получения экструдированной термопластичной полимерной пены включают один агент или сочетания из нескольких из следующих агентов: неорганические газы, такие как диоксид углерода, аргон, азот и воздух; органические вспенивающие агенты, такие как вода, алифатические и циклические углеводороды, имеющие от одного до девяти атомов углерода, включая метан, этан, пропан, н-бутан, изобутан, н-пентан, изопентан, неопентан, циклобутан и циклопентан; полностью и частично галогенированные алканы и алкены, имеющие от одного до пяти атомов углерода, предпочтительно, такие, которые не содержат хлора (например, дифторметан (HFC-32), перфторметан, этилфторид (HFC-161), 1,1,-дифторэтан (HFC-152a), 1,1,1-трифторэтан (HFC-143a), 1,1,2,2-тетрафторэтан (HFC-134), 1,1,1,2-тетрафторэтан (HFC-134a), пентафторэтан (HFC-125), перфторэтан, 2,2-дифторпропан (HFC-272fb), 1,1,1-трифторпропан (HFC-263fb), 1,1,1,2,3,3,3-гептафторпропан (HFC-227ea), 1,1,1,3,3-пентафторпропан (HFC-245fa) и 1,1,1,3,3-пентафторбутан (HFC-365mfc)); полностью и частично галогенированные полимеры и сополимеры, желательно, фторированные полимеры и сополимеры, еще более предпочтительно, не содержащие хлора фторированные полимеры и сополимеры; алифатические спирты, имеющие от одного до пяти атомов углерода, такие как метанол, этанол, н-пропанол и изопропанол; карбонилсодержащие соединения, такие как ацетон, 2-бутанон и ацетальдегид; соединения, содержащие простые эфиры, такие как простой диметиловый эфир, простой диэтиловый эфир, простой метилэтиловый эфир; карбоксилатные соединения, такие как метилформиат, метилацетат, этилацетат; карбоновую кислоту и химические вспенивающие агенты, такие как азодикарбонамид, азодиизобутиронитрил, бензолсульфогидразид, 4,4-оксибензол сульфонил семикарбазид, п-толуол сульфонил семикарбазид, барий азодикарбоксилат, N,N'-диметил-N,N'-динитрозотерфталамид, тригидразинотриазин и бикарбонат натрия. В одном из желательных вариантов осуществления, вспенивающий агент не содержит хлорированных вспенивающих агентов, а более предпочтительно не содержит галогенированных вспенивающие агентов.
Галогенированные вспенивающие агенты, в частности хлорированные вспенивающие агенты, как считается, имеют нежелательное воздействие на заключающую в себе среду. По этой причине, вспенивающий агент, который не содержит хлорированных или галогенированных вспенивающих агентов, является желательным, как являющийся более приемлемым для окружающей среды.
Использование диоксида углерода в качестве вспенивающего агента или одного из множества вспенивающих агентов является желательным для формирования полимерной пены, имеющие ячейки, с давлением в ячейках, которое, по меньшей мере, временно, ниже, чем атмосферное давление. Диоксид углерода уходит из полимерной пены быстрее, чем воздух проникает в ячейки полимерной пены. В результате, ячейки полимерной пены, вспененной с помощью диоксида углерода, имеют давление ниже атмосферного давления после того, как из них уходит диоксид углерода и пока воздух не проникнет в них, чтобы заменить давление, создаваемое ранее диоксидом углерода.
Экструдированная термопластичная полимерная пена определяет, по меньшей мере, одну полость. Полости определяют в экструдированной термопластичной полимерной пене любым возможным способом. Соответствующие средства определения полости включают вырезание, сборку множества компонентов экструдированной пены вместе таким путем, который определяет одну или несколько полостей, и холодное формование и/или горячее формование посредством прессования с формированием одного или нескольких углублений. В рамках настоящего изобретения находится объединение множества элементов экструдированной термопластичной полимерной пены вместе для определения одной или нескольких полостей, как описано относительно изделия по настоящему изобретению, для экструдированной термопластичной полимерной пены. Элементы экструдированной термопластичной полимерной пены могут иметь одинаковую композицию и свойства или различные композиции и/или свойства. Другой способ введения полости заключается в разрезании экструдированной термопластичной полимерной пены с тем, чтобы получить фрагмент пены, а затем в удалении части экструдированной термопластичной полимерной пены под этим фрагментом. Затем фрагмент может служить в качестве крышки для герметизации полости и ее содержимого.
Экструдированная термопластичная полимерная пена может определять полость в любой поверхности, но, как правило, определяет одну или несколько полостей в первичной поверхности экструдированной термопластичной полимерной пены. Полость или полости могут иметь любой размер или форму в пределах размеров экструдированной термопластичной полимерной пены. Как правило, полость (или полости) имеет размеры, превышающие десять размеров или даже превышающие 100 размеров ячейки. Для ясности, ячейки пены не являются "полостями" в пене в пределах использования этого термина в настоящем документе, но скорее являются характеристиками полимерной матрицы, которые делают полимерную матрицу пеной. Полости, определяемые пеной, определяются с помощью ячеистой полимерной матрицы, которая с необходимостью содержит ячейки пены.
Один из особенно желательных способов определения полости или множества полостей в полимерной пене заключается в использовании способа холодного формования. Заявка на патент Соединенных Штатов US 2009/0062410 A1 (включается в настоящий документ во всей ее полноте) приводит общее описание способа холодного формования. Для введения полости посредством холодного формования, вдавливают формующий выступ в изделие из полимерной пены при температуре ниже температуры размягчения изделия из полимерной пены, как правило, при температуре окружающей среды или вблизи нее (приблизительно 25°C), отсюда и наименование "холодное" формование.
Холодное формование дает особенно желательное изделие по настоящему изобретению, поскольку прессование изделия из полимерной пены для формирования полостей уплотняет часть пены между полостью и наружной поверхностью пены, противоположной к поверхности пены, в которой выдавливается полость. Эта уплотненная часть, что выгодно, имеет более высокую износостойкость, чем окружающая непрессованная пена и поэтому обеспечивает улучшенную защиту VIP, которая находится в полости готового изделия, от сил, прикладываемых снаружи пены. Уплотненная часть также служит в качестве лучшего барьера для паров, чем неуплотненная экструдированная термопластичная полимерная пена, тем самым защищая VIP внутри полости пены от паров воды в атмосфере вокруг изделия из термопластичной пены, содержащего VIP. Пары воды имеют тенденцию к деградации изолирующей ценности VIP посредством проникновения через барьерный материал VIP и внутрь изделия VIP.
Идеальным для холодного формования полости является использование экструдированной термопластичной полимерной пены, имеющей одну из следующих далее характеристик или любое сочетание двух, трех или все четырех из них: (a) давление в ячейке (давление внутри ячеек пены), которое ниже, чем атмосферное давление, предпочтительно, равное 0,75 атмосферы или меньше; (b) более высокое содержание открытых ячеек вблизи поверхности, в которую вдавливается форма для формирования полости (то есть, "поверхность прессования"), чем вблизи поверхности, противоположной к поверхности прессования, предпочтительно, наличие постепенно изменяющегося содержания открытых ячеек; (c) более низкую плотность вблизи поверхности прессования, чем вблизи поверхности, противоположной к поверхности прессования, предпочтительно, при наличии постепенно изменяющейся плотности; и (d) анизотропный баланс сжатия с более высоким балансом сжатия в направлении сжатия, чем в направлениях, ортогональных сжатию. Первая характеристика (давление в ячейках) облегчает сжатие без растрескивания пены, окружающей сжатые части пены. Преимущества (b) и (c) обсуждаются выше при обсуждении свойств экструдированной полимерной пены. Преимущество (d) заключается в том, что это облегчает пластичное смятие стенок ячеек во время сжатия при холодном формовании вместо упругого смятия.
Получают VIP и помещают его в полость, определенную экструдированной термопластичной полимерной пеной. Является приемлемым помещение нескольких VIP в одну полость и помещение нескольких VIP в несколько полостей экструдированной термопластичной полимерной пены. VIP или несколько VIP могут представлять собой единственный элемент в любой данной полости экструдированной термопластичной полимерной пены. Альтернативно, в полости вместе с VIP могут располагаться дополнительные элементы, включая аэрогели и металлическую фольгу.
Изделия по настоящему изобретению являются особенно пригодными для использования в качестве теплоизолирующих материалов. Один из способов использования изделия по настоящему изобретению заключается в получении изделия, а затем в расположении изделия в качестве барьера между двумя различными областями. Например, изделия по настоящему изобретению размещают на стене структуры здания для термической изоляции внутреннего пространства структуры от наружного пространства структуры. В качестве другого примера, изделия по настоящему изобретению размещают как стенки вокруг контейнера для термической изоляции внутреннего пространства контейнера от наружного пространства контейнера.
Примеры
Следующие далее примеры служат для дополнительной иллюстрации конкретных вариантов осуществления настоящего изобретения.
Способ получения пены с полостью
Получают заготовку из экструдированной полистирольной пены (XPS) (толщиной 110 мм, шириной 600 мм, длиной 2200 мм), которая имеет анизотропный баланс сжатия с высоким вертикальным балансом сжатия, градиент плотности примерно 19% от сердцевины до поверхности (сердцевина имеет плотность на 19% ниже, чем поверхность) и такой градиент содержания открытых ячеек, что сердцевина имеет более высокое содержание открытых ячеек, чем поверхность. Пену получают без галогенированного вспенивающего агента, и по этой причине она не содержит галогенированных вспенивающих агентов. Одна из таких пен представляет собой поглощающую энергию пену с торговым наименованием EVIPAXX™ 300 (IMPAXX является торговым наименованием The Dow Chemical Company), полученную с использованием диоксида углерода и изобутана в качестве композиции вспенивающих агентов, и она состаривается в течение, по меньшей мере, восьми месяцев. Пена имеет среднюю плотность 37 кг/м3 (Method ASTM D1622), вертикальную прочность при сжатии 384 кПа в соответствии с EN-826 и теплопроводность 34,2 мВт/м·K в соответствии с ASTM C578.
Заготовки разрезают в продольном направлении (параллельно первичной поверхности) через середину размера заготовки по толщине, с получением двух плит из пены, имеющих толщину приблизительно 55 мм. Поверхности разреза открывают сердцевину пены, которая имеет более низкую плотность и более высокое содержание открытых ячеек, чем неразрезанная противоположная поверхность, и служат в качестве поверхностей формования для пен. Оболочку неразрезанной поверхности, противоположной к поверхности разреза (поверхности формования), удаляют на глубину 7 мм. Обрезают длину до 600 мм с получением заготовки пены для холодного формования, имеющей длину и ширину 600 мм и толщину 55 мм.
Получают формовочный инструмент для формирования полости, который имеет размеры 500 мм на 500 мм и толщину 40 мм. Устанавливают формовочный инструмент для формирования полости на подвижном держателе на машине для формования прессованием Walter Pressen (1000 кН). Заготовку пены для холодного формования располагают на стационарном держателе машины для формования прессованием, при этом формуемая поверхность обращена к формовочному инструменту для формирования полости. Когда заготовка пены для холодного формования и формовочный инструмент для формирования полости находятся при температуре окружающей среды (приблизительно 25°C), формовочный инструмент для формирования полости вдавливают в центр поверхности 600 мм x 600 мм заготовки пены для холодного формования при скорости приблизительно 10 мм/минут, пока формовочный инструмент не углубится на 20 мм в заготовку пены для холодного формования. Формовочный инструмент для формирования полости извлекают из пены, открывая "пену с полостью" - экструдированную термопластичную полимерную пену, имеющую размеры 600 мм × 600 мм × 55 мм, и определяющую полость, имеющую размеры 500 мм × 500 мм x 20 мм, на первичной поверхности пены. Часть пены между полостью и поверхностью, противоположной к поверхности, в которой определяется сжатие, имеет плотность выше, чем средняя плотность пены, из-за вдавливания пены в это пространство. Плотность сжатой части между полостью и поверхностью, противоположной к поверхности, в которой определяется сжатие, имеет плотность приблизительно 370 кг/м3, по сравнению с плотностью приблизительно 37 кг/м3 для остальной неуплотненной части пены. Эта уплотненная часть пены служит в качестве улучшенного барьера для проникновения паров воды и в качестве армированного слоя для защиты VIP, который может располагаться в полости.
Фиг. 4 иллюстрирует этот способ в целом. Фиг. 4(a) иллюстрирует вид поперечного сечения экструдированной термопластичной полимерной пены 2000 и формовочного инструмента 1000 для формирования полости перед формированием полости. Фиг. 4(b) иллюстрирует формовочный инструмент 1000 для формирования полости, вдавленный в пену 2000. Фиг. 4(c) иллюстрирует формовочный инструмент 1000 для формирования полости, извлеченный из пены 2000, оставляющий полость 3000, с получением пены 4000 с полостью. Часть 4500 пены 4000 с полостью имеет более высокую плотность, чем часть 4750 пены 4000 с полостью, и, следовательно, более высокую плотность, чем пена 4000 с полостью в среднем. Фиг. 4(d) иллюстрирует вид сверху (если смотреть сверху на полость 3000) пены 4000 с полостью. Как правило, стадии способа Фиг. 4(a)-(c) являются такими, как видно с помощью букв на поперечном сечении, если смотреть вдоль линии X.
Сравнительный пример A. Получают пену с полостью и заключают в нее полость с помощью второго куска пены ("пена для крышки"), имеющей длину и ширину 600 мм и толщину 25 мм, которую вырезают из заготовки из экструдированной полистирольной пены, подобной пене с полостью, для осуществления Сравнительного примера A. Фиг. 4(e) иллюстрирует в целом вид поперечного сечения для Сравнительного примера A с пеной 5000 для крышки, лежащей поверх пены 4000 с полостью, с полным заключением внутри полости 3000.
Сравнительный пример B. Получают другое изделие, сходное с Сравнительным примером A, за исключением того, что оно содержит плиту из экструдированной полистирольной пены, имеющую ширину и длину 500 мм и толщину 20 мм, помещенную в полости изделия, с полным заполнением полости. Плиту из экструдированной полистирольной пены, заполняющую полость, вырезают из такого же материала пены, как пена для крышки и пена с полостью. Сравнительный пример B сходен с изделием 7000 на Фиг. 4(f) за исключением того, что VIP 6000 представляет собой плиту из экструдированной полистирольной пены.
Пример 1. Получают изделие из пены, сходное с Сравнительным примером A, за исключением того, что полость заключает в себе VIP, имеющую ширину и длину 500 мм и толщину 20 мм (например, Va-Q-Vip, доступный от Va-Q-Tec GmbH). VIP имеет теплопроводность 4,5 мВт/м·K. Фиг. 3(f) иллюстрирует в целом Пример 1 как изделие 7000 с пеной 4000 с полостью, с пеной 5000 для крышки и с VIP 6000 в полости 3000 (не показана, поскольку она заполнена VIP 6000).
Пример 2. Повторяет Пример 1 с использованием VIP, имеющей теплопроводность 4,2 мВт/м·K.
Сравнительный пример C. Получают две пены с полосами и соединяют их вместе, при этом их полости обращены друг к другу таким образом, что образуется квадратное изделие (Сравнительный пример C), имеющее ширину и длину 600 мм и толщину 110 мм, с полностью заключенной внутри полостью, имеющей ширину и длину 500 мм и толщину 40 мм, расположенной по центру изделия. Сравнительный пример C иллюстрируется, в целом, на Фиг. 5(g), которая иллюстрирует две сопряженных пены 4000 с полостями, при этом одна из них перевернута и располагается поверх другой так, что они полностью заключают в себе полость 3500.
Сравнительный пример D. Получают другое изделие, сходное с Сравнительным примером C, за исключением того, что оно содержит плиту из экструдированной полистирольной пены, имеющую ширину и длину 500 мм и толщину 40 мм, в полости изделия с полным заполнением полости. Плита из экструдированной полистирольной пены, заполняющая полость, вырезается из такого же материала пены, как и пена для крышки и пена с полостью.
Пример 3. Получают изделие из пены, сходное с Сравнительным примером C, за исключением того, что оно заключает внутри полости VIP, имеющую ширину и длину 500 мм и толщину 40 мм (например, Va-Q-Vip, доступное от Va-Q-Tec GmbH). VIP имеет теплопроводность 4,1 мВт/м·K). Пример 3 в целом иллюстрируется (в виде поперечного сечения) как изделие 8000 на Фиг. 4(h). Изделие 8000 содержит VIP 6500, заполняющую полость 3500 (не показано), заключенную внутри сопряженных пен 4000 с полостями.
Пример 4. Повторяют Пример 3, используя VIP, имеющую теплопроводность 3,5 мВт/м·K.
Два компонента из пены Сравнительного примера и Примеров, которые заключают в себе полость каждого изделия, могут свободно размещаться вместе, склеиваться вместе, используя, например, липкую ленту или адгезив (такой как полиуретановый адгезив с торговым наименованием GREAT-STUFF®, GREAT-STUFF представляет собой торговое наименование The Dow Chemical Company), или механически удерживаться вместе с помощью креплений, все это дает сходные результаты для теплопроводности.
Теплопроводность каждого из изделий при 10°C измеряют в соответствии с Method ASTM C578. Таблица 1 дает результаты по теплопроводности для целей сравнения.
(мм)
(мВт/м·К)
Сравнительные примеры, имеющие пустые пространства полостей (Сравнительный пример A и C), имеют самые высокие теплопроводности из-за свободной конвекции воздуха в полостях. Сравнительные примеры, имеющие XPS пену в полостях (Сравнительный пример B и D), имеют теплопроводности, которые сравнимы с объемной XPS пеной (35 мВт/м·K) перед какой-либо обработкой.
В противоположность этому, примеры, содержащие VIP, заключенные в полостях, имеют существенно более низкие теплопроводности, чем объемная XPS пена, окружающая VIP. Изделия каждого Примера содержат VIP, заключенные внутри XPS пены и защищенные ею.
Кроме того, изделия из каждого Примера имеют дополнительную защиту посредством уплотненной части XPS пены между полостью, содержащей VIP, и наружной поверхностью XPS пены, которая возникает посредством холодного формования полостей в XPS пене. Это часть пены с более высокой плотностью изначально имеет более высокую прочность при сжатии, чем неуплотненные части пены.
Примеры 1-4 иллюстрируют изделия по настоящему изобретению и исключительно низкие теплопроводности, которые они могут обеспечить, имея при этом внешний вид экструдированной термопластичной полимерной пены (такой как экструдированная XPS пена).
Как является характерным для изделий по настоящему изобретению, края изделий каждого примера могут обрезаться, чтобы изделие могло соответствовать конкретным пространствам или подвергаться машинной обработке для обеспечения зацепления или желаемых профилей (например, выступов и бороздок или форм для совмещения) без повреждения VIP или ухудшения теплопроводности изделия.
Изобретение относится к изделию, представляющему собой теплоизолирующую панель, которая обеспечивает свойства теплового барьера. Изделие содержит:
a. экструдированную термопластичную полимерную пену, которая имеет термопластичную полимерную матрицу, определяющую множество ячеек, экструдированная термопластичная полимерная пена определяет, по меньшей мере, одну полость; и
b. панель с вакуумной изоляцией, расположенную полностью внутри, по меньшей мере, одной полости экструдированной термопластичной полимерной пены. Изобретение относится также к способу получения изделия. Технический результат - изделие обладает пониженной теплопроводностью. 2 н. и 10 з.п. ф-лы, 1 табл., 4 ил., 8 пр.
1. Изделие, содержащее:
a. экструдированную термопластичную полимерную пену, которая имеет термопластичную полимерную матрицу, определяющую множество ячеек, экструдированная термопластичная полимерная пена определяет, по меньшей мере, одну полость; и
b. панель с вакуумной изоляцией, расположенную полностью внутри, по меньшей мере, одной полости экструдированной термопластичной полимерной пены.
2. Изделие по п.1, дополнительно отличающееся тем, что часть пены, расположенная между полостью, содержащей панель с вакуумной изоляцией, и поверхностью экструдированной термопластичной полимерной пены, имеет более высокую плотность, чем экструдированная термопластичная полимерная пена в среднем.
3. Изделие по п.1, в котором изделие содержит множество панелей с вакуумной изоляцией, полностью заключенных внутри экструдированной полимерной пены.
4. Изделие по п.3, в котором изделие содержит первый набор из множества панелей с вакуумной изоляцией, расположенных одна за другой, и они располагаются в первой плоскости изделия, и второй набор из множества панелей с вакуумной изоляцией, расположенных так, что они перекрывают две или более панели с вакуумной изоляцией из первого набора и находятся в изделии в положении, ином, чем в первой плоскости.
5. Изделие по п.1, в котором экструдированная термопластичная полимерная пена не содержит галогенированных вспенивающих агентов и имеет теплопроводность 25 милливатт на метр на градус Кельвина или меньше.
6. Способ получения изделия по п.1, способ включает: (a) получение первой экструдированной полимерной пены, имеющей полость, определенную в ней; и (b) расположение панели с вакуумной изоляцией полностью внутри полости.
7. Способ по п.6, в котором стадия (a) включает экструдирование полимерной пены в отсутствие галогенированного вспенивающего агента.
8. Способ по п.6, в котором стадия (a) включает определение полости в экструдированной полимерной пене посредством холодного формования полости.
9. Способ по п.6, дополнительно включающий: (c) расположение второй экструдированной полимерной пены поверх панели с вакуумной изоляцией с заключением внутри нее панели с вакуумной изоляцией, с помощью экструдированной полимерной пены, между первой и второй экструдированными полимерными пенами.
10. Способ по п.9, в котором вторая экструдированная полимерная пена из стадии (c) имеет полость, определенную в ней, которая сопрягается с полостью, определенной в первой экструдированной полимерной пене, с тем, чтобы получить полость, заключенную внутри двух экструдированных полимерных пен, где располагается панель с вакуумной изоляцией.
11. Способ по п.6, в котором экструдированная полимерная пена на стадии (a) имеет множество полостей, определенных в ней, стадия (b) включает введение панелей с вакуумной изоляцией в несколько полостей и стадия (c) включает заключение каждой панели с вакуумной изоляцией внутри экструдированной полимерной пены.
12. Способ по п.11, где вторая экструдированная полимерная пена из стадии (c) имеет множество полостей, определенных в ней, которые сопрягаются с полостями, определенными в первой экструдированной полимерной пене, с получением множества полостей, заключенных внутри двух экструдированных полимерных пен, где размещается множество панелей с вакуумной изоляцией.
| DE 202004010695 U1, 18.08.2005 | |||
| Генератор экспоненциальной частоты | 1978 |
|
SU687450A1 |
| EP 1500752 A2 ,26.01.2005 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Устройство для однопроводной блокировочной сигнализации на постоянном токе для однопутных железных дорог | 1928 |
|
SU11394A1 |

