Настоящее изобретение относится к устройству, имеющему дно, боковые стенки и потолок, которые совместно образуют канал, а также транспортирующее средство, продолжающееся в осевом направлении вышеуказанного канала от входного отверстия канала до выходного отверстия вышеуказанного канала, для транспортирования металлургического материала от вышеуказанного входного отверстия к вышеуказанному выходному отверстию.
Такое устройство известно из документа US 5,400,358 А и используется для предварительного нагрева, главным образом, металлошихты в камере для предварительного нагрева, имеющей форму канала (форму туннеля). Канал имеет входное отверстие, также носящее название переходная область, после которого в направлении транспортирования металлошихты следуют так называемая зона нагрева и секция выгрузки, образующая выходное отверстие вышеуказанного канала, откуда подогретая металлошихта направляется непосредственно или через промежуточные установки в металлургический плавильный сосуд, подобный электродуговой печи.
Термин металлошихта означает металлургический материал, подобный передельному чугуну, железосодержащему материалу, HBI (горячебрикетированному железу), DRI (железу прямого восстановления), отходам и т.д., далее именуемый как скрап.
Термин «имеющий форму канала или туннеля» означает общую конструкцию вышеуказанного устройства, но не ограничивается до конкретной длины, размера, конструкции и т.д.
Осевое направление вышеуказанного устройства соответствует общему направлению транспортирования скрапа, обрабатываемого внутри вышеуказанного устройства, когда скрап, как правило, непрерывно транспортируется через вышеуказанное устройство и затем непосредственно или косвенно (например, через промежуточный накопительный бункер) направляется в соответствующий металлургический сосуд.
Тепловая обработка выполняется дымовыми газами из печи, которые направляются (в основном, противотоком относительно подачи скрапа) через вышеуказанное устройство. Передача тепла осуществляется, главным образом, посредством конвекции.
Несмотря на то, что для транспортирования скрапа через вышеуказанное устройство используются обычные транспортеры, и для подачи скрапа предпочтительными являются вибрационные или качающиеся транспортеры, могут использоваться средства транспортирования любого типа. Транспортеры, в общем, выравниваются приблизительно горизонтально, но также могут использоваться наклонные конструкции. Это касается не только активной поверхности транспортирования (которая соответствует той части средства транспортирования, которая покрыта скрапом) средства транспортирования, но также и общей компоновки средства транспортирования.
Предварительный нагрев скрапа важен для уменьшения разницы температур между скрапом, поступающим в плавильный сосуд, и расплавом, уже находящимся в сосуде.
Недостаток устройств по существующему уровню техники состоит в том, что только верхний слой скрапа, транспортируемого на вышеуказанном транспортере, предварительно нагревается до значительного уровня, в то время как другой материал под верхним слоем и в особенности скрап нижнего слоя, который, практически, находится в прямом контакте с транспортером, в большинстве применений предварительно нагреваются в недостаточной степени. Что касается самого нижнего слоя скрапа, охлаждение водой и/или воздухом противоречит аспекту, относящемуся к охлаждению.
Как следствие, внутри скрапа, расположенного в различных слоях на транспортере, возникает большой температурный перекос. В устройствах по существующему уровню техники общая толщина всех слоев скрапа на транспортере составляет примерно 800 мм в диапазоне 600-1000 мм, в то время как ширина транспортера обычно составляет 1,50-2,5 м, что соответствует загрузочному отверстию соответствующего промежуточного бункера металлургического сосуда.
В документе US 5,400,358 А также приводится описание безопасных горелок, установленных у конца загрузки материала камеры предварительного нагрева, но установка таких горелок создает проблемы, описанные ниже.
Такие горелки в качестве нагнетательных горелок создают точечное пламя и, как следствие, локальные зоны нагрева, что ведет к неравномерному нагреву скрапа. Они также могут вызывать образование фаз расплава в верхнем слое скрапа, и этот расплав может проникать в нижележащие зоны (слои) скрапа и/или на транспортер и затвердевать неконтролируемым образом, создавая дополнительные технические проблемы.
Задача настоящего изобретения состоит в том, чтобы предложить устройство упомянутого типа, которое обеспечивает более эффективный предварительный нагрев скрапа.
Эта задача решается с помощью устройства, имеющего дно, боковые стенки и потолок, которые совместно образуют канал, а также имеющего средство транспортирования, которое продолжается в осевом направлении вышеуказанного канала от входного отверстия канала до выходного отверстия вышеуказанного канала, для транспортирования металлургического материала от вышеуказанного входного отверстия до вышеуказанного выходного отверстия, при этом, по меньшей мере, один нагревательный элемент, действующий на основе радиационной энергии, расположен между вышеуказанным входным отверстием и вышеуказанным выходным отверстием, и лучистое тепло, высвобождаемое вышеуказанным нагревательным элементом, направляется к металлургическому материалу на вышеуказанном средстве транспортирования.
Выбор радиационных нагревательных элементов подобно радиационным горелкам основан на том, что механизм теплопередачи таких радиационных нагревателей преимущественно основан на использовании лучистой энергии, а не пламени.
Как следствие, во-первых, использование таких радиационных элементов исключает точечный нагрев и вместо этого ведет к рассеянию тепла, что обеспечивает намного более равномерный нагрев скрапа.
Во-вторых, «время пребывания» тепла, обеспечиваемое вышеуказанными радиационными нагревательными элементами, намного превышает «время пребывания» дымовых газов, всасываемых через канал транспортирования.
Известная система всасывания обычно работает при скорости дымовых газов 40 м/с, тем самым ограничивая время пребывания дымовых газов внутри канала примерно до 1 секунды с учетом стандартной длины канала 20-40 м. Теплопередача скрапу улучшается с помощью радиационных нагревателей, поскольку они действуют независимо от скорости дымовых газов.
Это относится к системам непрерывного действия, а также к так называемым неподвижным нагревательным устройствам.
Эффективность вышеуказанных радиационных элементов увеличивается, когда исключаются промежуточные устройства между нагревательными элементами и нагреваемым скрапом, так чтобы лучистое тепло могло достигать скрапа напрямую.
Дополнительное решение состоит в том, чтобы установить один или несколько нагревательных элементов в потолке или под потолком вышеуказанного устройства (туннеля). Несмотря на то, что входные трубопроводы для топлива, газа и т.д. наиболее целесообразно устанавливать снаружи канала, активная радиационная поверхность нагревательных элементов предпочтительно полностью доступна внутри канала, в наибольшей степени непосредственно напротив нагреваемого скрапа. По варианту выполнения радиационные нагреватели расположены на подвижных опорах, так чтобы активная поверхность (испускающая лучистое тепло) могла иметь независимое регулирование. Благодаря большим радиационным поверхностям и/или уменьшенному расстоянию между нагревателем и скрапом улучшается теплопередача.
Нагревательный элемент может быть излучателем Batwing с радиационной активной поверхностью значительного размера, например с радиационной активной поверхностью ≥0,5 м2.
В принципе, новая технология обеспечивает предварительный нагрев скрапа только одним радиационным нагревателем пригодного размера.
Дополнительное решение состоит в том, чтобы спроектировать весь потолок или, по меньшей мере, секции вышеуказанного потолка устройства в виде радиационного нагревателя, но предусматривается установка нескольких радиационных нагревателей/горелок на определенном расстоянии друг от друга на соответствующем участке камеры предварительного нагрева.
Один или несколько нагревательных элементов предпочтительно должны быть установлены вдоль первой секции канала, начиная от входного отверстия (впускного отверстия), при этом вышеуказанная секция может продолжаться на протяжении, по меньшей мере, 1/5, 1/4 или 1/3 полной длины вышеуказанного канала, т.е. в пределах секции вышеуказанного канала, где разница температур между нагревательными элементами и скрапом намного выше, чем в секции вышеуказанной камеры рядом с выходным отверстием и рядом с соответствующим металлургическим сосудом.
Количество, размер и конструкция вышеуказанных радиационных нагревателей зависят от соответствующей установки. При условии, что поверхность транспортирования вышеуказанной системы транспортирования (средства транспортирования) примерно равна поверхности транспортируемого на ней слоя скрапа, общая активная радиационная поверхность вышеуказанных одного или нескольких нагревательных элементов может быть >10% общей поверхности транспортирования вышеуказанного средства транспортирования вдоль соответствующей осевой длины вышеуказанного канала. Это отношение может быть увеличено до ≥20%, ≥30%, ≥40% или ≥50% для увеличения теплопередачи скрапу.
Несмотря на то что нагревательные элементы могут быть расположены в любом месте канала, предпочтительно, чтобы нагревательные элементы были установлены на определенном расстоянии над средством транспортирования.
Нагревательные элементы могут быть керамическими радиационными горелками, например, так называемыми модулями керамических горелок и/или радиационными горелками согласно DE 102000904775 А1.
Использование этих радиационных горелок уменьшает расход энергии, при этом также уменьшается количество выбросов. Эти нагревательные элементы могут работать на природном топливе, но радиационные нагреватели также могут приводиться в действие с помощью электроэнергии.
Согласно варианту выполнения дымовые газы, которые вырабатываются радиационными горелками/нагревательными элементами, могут собираться и транспортироваться по соответствующему газоходу в такое место, которое отделено от горелок, где эти дымовые газы могут направляться в канал в виде нагревательного газа, который затем направляется поверх слоя или в слой скрапа для дополнительного повышения температуры скрапа, прежде чем скрап будет направлен в печь.
Общая идея в этом отношении состоит в том, чтобы предусмотреть, по меньшей мере, один газоход, имеющий, по меньшей мере, одно входное отверстие, связанное с участком выпуска, по меньшей мере, одного нагревательного элемента и, по меньшей мере, одно выходное отверстие, выходящее в канал (сообщающееся с каналом), через которое отходящий газ из вышеуказанного, по меньшей мере, одного нагревательного элемента может направляться в виде нагревательного газа в канал.
Несмотря на то что входное отверстие этого газохода (трубопровода) может быть расположено в той части устройства, которая оборудована радиационными горелками, например в первой трети канала (согласно положению нагревательных элементов), выпускное отверстие может выходить в канал вдоль второй трети или третьей трети канала, в каждом случае в осевом направлении канала, начиная от входного отверстия.
Последняя технология может комбинироваться с традиционным нагревом дымовыми газами из печи, как описано выше в отношении существующего уровня техники.
По другой дополнительной отличительной характеристике предлагается расположить нагревательные элементы регулируемым образом внутри вышеуказанного канала, так чтобы оптимизировать теплопередачу в зависимости от характеристик соответствующего слоя скрапа.
В этом отношении изобретение включает в себя вариант выполнения, согласно которому средство транспортирования имеет большую ширину вблизи входного отверстия по сравнению с шириной вблизи выходного отверстия. Это означает значительное различие в ширине, а не в допусках на изготовление.
Средство транспортирования может быть транспортером, например качающимся транспортером, дополнительно оборудованным боковинами, при этом боковины вдоль той части средства транспортирования, которая имеет меньшую ширину, могут быть более высокими перпендикулярно уровню транспортирования по сравнению с боковинами вдоль той части средства транспортирования, которая имеет большую ширину.
Поскольку общая масса скрапа должна оставаться, по меньшей мере, одинаковой (по сравнению с существующими устройствами) и постоянной вдоль направления ее транспортирования через устройство для предварительного нагрева, становится понятно, что более широкий транспортер позволяет уменьшить толщину общего слоя скрапа.
В то время как существующие системы транспортирования обычно имеют ширину транспортера 1,50-2,5 м, и общая толщина слоя скрапа составляет примерно 60-100 см, новая система увеличивает ширину средства транспортирования, по меньшей мере, до 3,0 м +/-0,5 м, т.е. ширина (перпендикулярная направлению транспортирования скрапа) приблизительно удваивается, и толщина слоя скрапа может быть уменьшена примерно на 50% при условии сохранения до известной степени постоянной массы скрапа. Ширина может быть ≥3,5 м, например ≥4,0 м.
Загрузка скрапа в печь осуществляется через так называемое загрузочное окно печи, при этом такое окно имеет ограниченный размер.
По этой причине становится необходимым уменьшить ширину средства транспортирования перед загрузкой скрапа в печь или, другими словами, размеры транспортера или соответствующего загрузочного устройства должны соответствовать размерам печи.
В этом отношении изобретение предлагает уменьшить ширину средства транспортирования перед выпуском скрапа из устройства или сразу же после устройства, т.е. в любом случае до того места, где скрап будет загружаться в печь. Таким образом, термин «вблизи выходного отверстия» включает в себя вариант выполнения, по которому уменьшение размера средства транспортирования осуществляется снаружи канала вышеуказанного устройства.
По варианту выполнения изобретения ширина средства транспортирования уменьшается на 10-90% вдоль канала между входным отверстием и выходным отверстием. Этот диапазон в обычных применениях может составлять 20-80% или 40-60%. Такое уменьшение должно осуществляться согласно выбранному варианту выполнения вдоль, по меньшей мере, последней трети канала в осевом направлении канала, начиная от входного отверстия, например непосредственно перед выходным отверстием канала или после него.
Ширина средства транспортирования может быть уменьшена ступенчато или непрерывно. Ступени могут быть расположены полностью или частично перпендикулярно направлению транспортирования скрапа и/или полностью или частично под углом относительно продольной оси устройства, например под углом 10-80 градусов и/или ступени могут иметь наклонные поверхности. На виде сверху ступень может иметь форму трапеции или многоугольника.
Более интенсивный предварительный нагрев также может быть обеспечен за счет более длительного времени пребывания скрапа в канале, но в таком случае должна быть или увеличена длина устройства, или уменьшена загрузка, причем и то и другое нежелательно.
Для изучения температурного профиля в различных слоях скрапа после тепловой обработки и транспортирования на определенное расстояние были выполнены сравнительные испытания.
Серия А испытаний относится к тепловой обработке по существующему уровню техники с помощью дымовых газов (1400°C) из электродуговой печи, которые подавались к выходному отверстию устройства для предварительного нагрева и направлялись через канал противотоком относительно подачи скрапа. Скрап транспортировался слоем высотой 80 см на транспортере шириной 1,5 м с водяным охлаждением. Общая длина устройства/канала между входом и выходом составляла 30 м.
Серия испытания В отличалась от серии А использованием устройства для предварительного нагрева, в котором транспортер имел ширину 3 м и толщина/высота слоя скрапа составляла 40 см.
Были измерены следующие температуры (°C):
Становится понятно, что характеристики предварительного нагрева улучшаются, когда слой скрапа является более тонким. Слой скрапа толщиной 20-50 см показывает хорошие результаты в камерах предварительного нагрева обычной длины (25-40 м, большей частью, примерно 25-35 м).
Теплопередача дополнительно улучшается за счет радиационного нагрева благодаря интенсивному контакту лучистой теплоты и скрапа.
Эффективность нагрева может быть дополнительно улучшена посредством смешивания скрапа во время его транспортирования через устройство предварительного нагрева, так чтобы куски скрапа, которые на входе в устройство расположены в самом нижнем слое скрапа и, следовательно, находятся в тесном контакте с охлаждаемым (водой) контейнером, могли перемещаться к верхней стороне общего слоя скрапа или, по меньшей мере, в более близкое положение к верхней поверхности скрапа, чем ранее, и/ли в другой ориентации и, следовательно, по-иному контактируя с дымовыми газами, всасываемыми в канал или продуваемыми через него, и/или лучистой теплотой, исходящей от радиационных нагревателей/горелок в этой части устройства.
Это переворачивание или смешивание кусков скрапа может осуществляться посредством различных конструкционных идей. Первая из них состоит в том, чтобы предложить средство транспортирования, по меньшей мере, с одной ступенью, так чтобы куски скрапа падали с этой ступени на более низкий уровень транспортирования. Такая ступень понижает уровень транспортирования вышеуказанного средства транспортирования. В упомянутых применениях такая ступень может иметь вертикальную высоту ≥20 см, ≥30 см, ≥40 см или ≥50 см.
По другому варианту выполнения изобретения предусмотрено, по меньшей мере, одно конструктивное средство для изменения положения, по меньшей мере, части металлургического материала, транспортируемого на вышеуказанном средстве транспортирования в направлении транспортирования материала через канал между вышеуказанным входным отверстием и вышеуказанным выходным отверстием.
Другая идея основана на механических устройствах, расположенных вдоль направления транспортирования скрапа. Такой механический элемент, выступающий в сторону траектории транспортирования скрапа, вынуждает куски скрапа переворачиваться, опрокидываться, разваливаться и т.д. Этот механический элемент может быть статическим или подвижным.
Смешивание скрапа во время предварительного нагрева исключает или уменьшает опасность образования фаз расплава в скрапе и в то же время повышает среднюю температуру скрапа перед его загрузкой в печь.
Другие отличительные характеристики изобретения описаны в зависимых пунктах формулы изобретения и других документах заявки, включая сюда приведенное ниже описание конкретного варианта выполнения.
Отдельные отличительные характеристики, согласно настоящему изобретению, могут комбинироваться с другими характеристиками, если это технически применимо, даже в случае, когда они не описаны, за исключением тех комбинаций, которые исключены.
На чертежах схематично показано следующее:
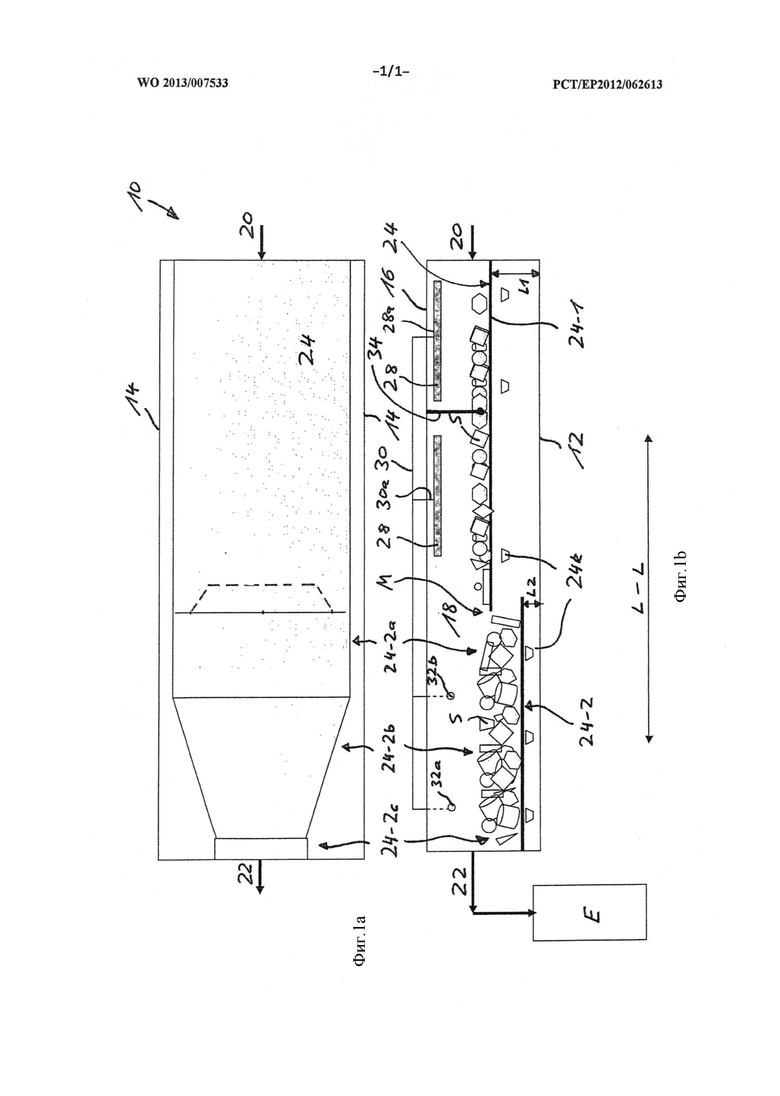
Фиг.1a - вид сверху на средство транспортирования в устройстве по изобретению;
Фиг.1b - вертикальный вид в разрезе устройства из Фиг.1а.
На фигурах показано устройство 10 для предварительного нагрева скрапа (обозначенного в различных формах на Фиг.1b как S) перед загрузкой скрапа S в электродуговую печь Е.
Устройство содержит дно 12, боковые стенки 14 и потолок 16, которые совместно образуют туннель с каналом 18, продолжающийся между входным отверстием 20 (входом) и выходным отверстием 22 (выходом) в продольном направлении L-L. Через вышеуказанный канал 18 в вышеуказанном продольном направлении L-L продолжается транспортер 24. Транспортер 24 охлаждается снизу воздухом (охлаждающие сопла обозначены как 24k).
Как видно из совместного рассмотрения Фиг.1а, 1b, транспортер 24 содержит различные секции. Секция 24-1, начинающаяся у входного отверстия 20, имеет ширину 3 м, в то время как внутренняя ширина канала 18 немного превышает указанный размер. Секция 24-1 продолжается примерно до 2/3 общей длины транспортера на определенном уровне (L1), образуя поверхность (24s) для подлежащего обработке скрапа S.
В секции 24-1 установлено средство в виде штанги 34, и эта штанга 34 крепится к потолку 16 и выступает в слой скрапа, чтобы опрокидывать куски скрапа и тем самым изменять их положение и располагать различные участки поверхности в направлении нагревательного элемента 28.
Вторая секция 24-2 транспортера следует за секцией 24-1 в продольном направлении L-L к выходу 22 вышеуказанного устройства, но на более низком уровне L2, таким образом, образуя между секциями ступень М смешивания.
Эта ступень М расположена поперек продольной оси L-L, но для повышения эффекта смешивания, описанного выше, также могут быть предусмотрены расположенные под углом секции (обозначенные пунктирными линиями).
Скрап S, транспортируемый на секции 24-1, падает на секцию 24-2, тем самым изменяя ориентацию и поворачиваясь другим участком поверхности к потолку 16 вышеуказанного устройства. На такой ступени куски S скрапа различных слоев (перпендикулярно поверхности транспортера) могут меняться местами.
В вышеуказанном устройстве 10 могут быть установлены дополнительные ступени или другие средства для изменения положения отдельных кусков скрапа.
Секция 24-2 имеет три подсекции, а именно секцию 24-2а, подобную секции 24-1, секцию 24-2b, следующую за секцией 24-2а, и секцию 24-2с, следующую за секцией 24-2b и продолжающуюся до выхода 22 канала 18.
Как наиболее наглядно показано на Фиг.1а, ширина транспортера в секции 24-2b уменьшается, начиная с такой же ширины секции 24-1 и заканчивая такой же шириной, как и ширина секции 24-2с, при этом последняя имеет ширину, примерно равную 1,5 м или половине ширины секции 24-1.
Несмотря на то, что скрап S транспортируется вдоль секции 24-1 небольшим слоем высотой примерно 30 см (показанным в виде только одного слоя кусков скрапа по сравнению с секцией 24-2), ограничивающие боковые стенки транспортера 24 в подсекциях 24-2b и 24-2с имеют намного большую высоту, поскольку та же самая масса скрапа теперь размещается в переходных областях между подсекциями 24-2b и 24-2с намного более толстым слоем примерно 60 см.
Во время транспортирования через вышеуказанное устройство скрап нагревается следующим образом: в первой половине канала 18 (от входа 20 в направлении выхода 22) под потолком 16 на коротком расстоянии от скрапа S установлены радиационные горелки 28 из пористой керамики, при этом каждая такая горелка имеет активную керамическую радиационную поверхность примерно 1 м. Эта компоновка обеспечивает очень эффективную передачу тепла. Радиационные горелки являются газовыми горелками.
Отходящие газы отводятся с задней стороны 38а нагревательных элементов (радиационных горелок 28) и направляются через входные отверстия 30a газохода 30 в различные выходные отверстия, обозначенные как сопла 32а, 32b на боковых стенках 14 устройства, над транспортером 24 и немного выше (слоя) скрапа. Согласно Фиг.2b в переходной области между секциями 24-2а и 24-2b и непосредственно перед переходной областью между подсекциями 24-2b и 24-2c установлены сопла 32а, 32b для рециркуляции отходящих газов (дымовых газов) из радиационных горелок 28 в канал 18 для способствования предварительному нагреву скрапа S.
Преимущества устройства 10 с новыми отличительными характеристиками описаны выше. Ссылка дается на общую часть описания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ МЕТАЛЛУРГИЧЕСКОГО МАТЕРИАЛА | 2012 |
|
RU2606671C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕДВАРИТЕЛЬНОГО НАГРЕВА ШИХТОВЫХ МАТЕРИАЛОВ ДЛЯ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086869C1 |
| Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления | 1986 |
|
SU1493114A3 |
| СПОСОБ И УСТРОЙСТВО РАДИАЦИОННОГО НАГРЕВА ПРОМЫШЛЕННОЙ ПЕЧИ | 2007 |
|
RU2422726C2 |
| НАГРЕВАТЕЛЬ ОГНЕВОЙ ТРУБНЫЙ АВТОМАТИЗИРОВАННЫЙ | 2008 |
|
RU2378583C1 |
| ПИРОЛИЗНАЯ ПЕЧЬ | 2010 |
|
RU2441053C2 |
| Устройство для нагрева воздуха | 2017 |
|
RU2680283C1 |
| РЕГУЛИРУЕМЫЕ ГОРЕЛКИ ДЛЯ НАГРЕВАТЕЛЕЙ | 2010 |
|
RU2484368C1 |
| ОТОПИТЕЛЬНЫЙ АГРЕГАТ | 1998 |
|
RU2208741C2 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО С ПРИНУДИТЕЛЬНОЙ КОНВЕКЦИЕЙ И СПОСОБ НАГРЕВА В НЕМ ЛИСТОВОГО СТЕКЛА | 1996 |
|
RU2155722C2 |
Изобретение относится к области металлургии и может быть использовано для предварительного нагрева транспортируемого скрапа. Устройство содержит дно, боковые стенки и потолок, которые совместно образуют канал, а также транспортирующее средство, продолжающееся в осевом направлении канала от входного отверстия канала до выходного отверстия канала, для транспортирования скрапа от входного отверстия к выходному отверстию, причем по меньшей мере одна радиационная горелка расположена между входным отверстием и выходным отверстием, при этом лучистое тепло, высвобождаемое радиационной горелкой, направляется к скрапу на транспортирующем средстве, которое снабжено газоходом, который выполнен с возможностью сбора и транспортировки газов, выработанных по меньшей мере одной радиационной горелкой, в место, отделенное по меньшей мере от одной радиационной горелки, а подачи затем в канал в виде нагревательного газа, который направляется поверх скрапа или в скрап до направления скрапа в печь. Изобретение обеспечивает эффективный предварительный нагрев скрапа за счет радиационного нагрева благодаря интенсивному контакту лучистой теплоты и скрапа. 14 з.п. ф-лы, 1 ил.
1. Устройство (10) для предварительного нагрева транспортируемого скрапа, содержащее дно (12), боковые стенки (14) и потолок (16), которые совместно образуют канал (18), транспортирующее средство (24), продолжающееся в осевом направлении канала (18) от входного отверстия (20) канала (18) до выходного отверстия (22) канала (18), для транспортирования скрапа (S) от входного отверстия (20) к выходному отверстию (22), причем по меньшей мере одна радиационная горелка (28) расположена между входным отверстием (20) и выходным отверстием (22), при этом лучистое тепло, высвобождаемое радиационной горелкой (28), направляется к скрапу (S) на транспортирующем средстве (24), которое снабжено газоходом (30), который выполнен с возможностью сбора и транспортировки газов, выработанных по меньшей мере одной радиационной горелкой (28), в место, отделенное по меньшей мере от одной радиационной горелки (28), и подачи затем в канал (18) в виде нагревательного газа, который направляется поверх скрапа или в скрап (S) до направления скрапа в печь (Е).
2. Устройство по п. 1, которое выполнено без промежуточных устройств между радиационной горелкой (28) и скрапом (S).
3. Устройство по п. 1, в котором по меньшей мере одна радиационная горелка (28) расположена в потолке (16) или под потолком устройства (10).
4. Устройство по п. 1, в котором по меньшей мере одна радиационная горелка (28) является излучателем Batwing.
5. Устройство по п. 4, в котором активная радиационная поверхность излучателя Batwing ≥ 0,5 м2.
6. Устройство по п. 1, в котором по меньшей мере одна радиационная горелка (28) расположена вдоль первой трети канала (18) в осевом направлении, начиная от входного отверстия (20).
7. Устройство по п. 1, в котором общая активная радиационная поверхность по меньшей мере одной радиационной горелки (28) ≥ 20% общей поверхности транспортирования соответствующего транспортирующего средства (24) вдоль соответствующей осевой длины канала (18).
8. Устройство по п. 1, в котором несколько радиационных горелок (28) распределено на заданном расстоянии над транспортирующим средством (24).
9. Устройство по п. 1, в котором по меньшей мере одна радиационная горелка (28) выполнена в виде керамической радиационной горелки.
10. Устройство по п. 1, в котором по меньшей мере один газоход (30) имеет по меньшей мере одно входное отверстие (30а) у выпускного участка (28а) по меньшей мере одной радиационной горелки (28) и по меньшей мере одно выходное отверстие (32а, 32b), выходящее в канал (18), через которое отходящий газ, выработанный по меньшей мере одной радиационной горелкой (28), направляется в виде нагревательного газа обратно в канал (18).
11. Устройство по п. 10, в котором входное отверстие (30а) расположено в первой трети канала (18), а выпускное отверстие (32а, 32b) выходит в канал (18) вдоль второй трети или третьей трети канала (18), в каждом случае в осевом направлении канала (18), начиная от входного отверстия (20).
12. Устройство по п. 1, в котором по меньшей мере одна радиационная горелка (28) работает на природном топливе или электроэнергии.
13. Устройство по п. 1, в котором транспортирующее средство (24) имеет большую ширину вблизи входного отверстия (20) по сравнению с шириной вблизи выходного отверстия (22).
14. Устройство по п. 13, в котором ширина транспортирующего средства (24) уменьшается на 10-90% вдоль канала (18) между входным отверстием (20) и выходным отверстием (22).
15. Устройство по п. 1, содержащее по меньшей мере одно конструктивное средство (34) для изменения положения по меньшей мере части скрапа (S), транспортируемого на транспортирующем средстве (24) в направлении транспортирования через канал (18) между входным отверстием (20) и выходным отверстием (22).
| US 4202661 A, 13.05.1980 | |||
| JP 59053620 A, 28.03.1984 | |||
| УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОГО НАГРЕВАНИЯ | 1994 |
|
RU2121639C1 |
| Устройство для нагрева и загрузки скрапа в конвертер | 1988 |
|
SU1523869A1 |
| Устройство для обжига и подогрева шихты | 1980 |
|
SU934185A1 |

