Изобретение касается области крепежных средств, в частности распорного дюбеля, а также инструмента для литья под давлением (головки экструдера) для изготовления его стержня.
Согласно ограничительной части пункта 1 формулы изобретения такой распорный дюбель оснащен стержнем, у которого имеется начинающийся от тыльного конца стержня участок шейки, а также распорный участок, который, будучи сдвинут в осевом направлении к переднему концу стержня, примыкает к участку шейки, и распорный канал, который проходит сквозь участок шейки и распорный участок, причем на распорном участке стержень можно расширять в радиальном направлении (увеличивать в диаметре) путем введения расширяющего элемента в распорный канал в целях закрепления распорного дюбеля в сверленом отверстии, и причем распорный канал на распорном участке образован проколами, которые начинаются на боковой поверхности стержня и ведут во внутреннее пространство стержня.
Германская заявка DE 3241158 А1 касается обычного для отрасли дюбеля из пластмассы с закрепляющей (фиксирующей) частью, причем закрепляющую часть можно отлить (экструдировать) без центрального штока. Закрепляющая часть имеет проходящий ее насквозь в осевом направлении направляющий канал, а по длине она разделена на несколько взаимосвязанных зон распора (распорных зон). В каждой распорной зоне имеется идущий от оболочки фиксирующей части прокол (пропил), положение которого от одной распорной зоны к другой смещается поворотом (вращением) вокруг оси дюбеля. В осевом направлении значения длины пропилов равны значениям длины соответствующей распорной зоны. В направлении по образующей оболочки проколы (пропилы) в каждом случае обладают протяженностью, которая соответствует проекции направляющего канала на боковую поверхность. Проколы выполняют исключительно посредством шипов, которые расположены на противоположных половинах формы. Поэтому закрепляющую часть можно изготавливать без расположенного внутри центрального штока.
Еще один дюбель, у которого закрепляющая часть сформирована без центрального штока с помощью идущих снаружи проколов, описан в европейской заявке на патент с номером 13195462.0, фирмы Hilti Aktiengesellschaft.
Задача изобретения состоит в том, чтобы представить распорный дюбель, который при высокой надежности и хороших показателях нагрузки можно изготавливать особо просто, а также головку экструдера (инструмент для литья под давлением) для такого дюбеля.
Согласно изобретению эту задачу решают посредством распорного дюбеля, обладающего признаками пункта 1 формулы, и инструмента для литья под давлением для изготовления его стержня с признаками пункта 3 формулы изобретения. Предпочтительные формы исполнения представлены в каждом случае в зависимых пунктах формулы изобретения.
Распорный дюбель согласно изобретению отличается тем, что в области шейки у стержня имеется прорезь, проходящая снаружи в распорный канал, который простирается от распорного участка до тыльного конца стержня и который открыт в направлении тыльного конца стержня.
Основную идею изобретения можно усмотреть в том, чтобы оснастить участок шейки дюбеля проходящей по оси прорезью, которая простирается от распорного участка до тыльного конца стержня, то есть которая простирается по всему участку шейки. Эта прорезь дает возможность изготавливать участок шейки методом литья под давлением с помощью формирующего ребра, который располагается на тех половинках формы, которые и применяют для формовки распорного участка. Это позволяет изготавливать исключительно с помощью двух половин формы не только участок распора, но также и участок шейки без необходимости в дополнительном центральном штоке. Благодаря этому процесс изготовления можно существенно упростить. В то же время механические свойства дюбеля если и ухудшаются вообще, то лишь незначительно, поскольку дюбель, в особенности если он выполнен как дюбель для теплоизоляционных материалов, на участке своей шейки часто должен принимать на себя, в основном, тянущие нагрузки.
Прорезь, в частности, может проходить параллельно продольной оси стержня. Если в настоящем тексте речь идет о "радиальном", "осевом", "диаметральном" и/или "направлении по образующей", то все это может упоминаться относительно, в частности, если не упомянуто иное, к продольной оси стержня. Продольная ось стержня предпочтительно проходит параллельно распорному каналу, в частности соосно с ним и/или сквозь распорный канал. Стержень предпочтительно состоит из пластмассового материала. Распорный участок и участок шейки стержня предпочтительно изготовлены в виде одной детали. Распорный канал открыт в направлении тыльного конца стержня, так что в распорный канал с тыльного конца стержня можно ввести расширяющий элемент.
Проколы (пропилы) предпочтительно образует отпечаток шипа, который вдавлен в стержень со стороны боковой поверхности (образующей) стержня, а затем снова извлечен. В этом случае проколы можно изготавливать особо простым способом методом литья под давлением. Предпочтительно, чтобы у проколов отсутствовали поднутрения так, чтобы было возможно особо простое извлечение шипов из формы.
Боковая поверхность стержня на распорном участке и/или на участке шейки, чтобы это соответствовало задаче, выполнена по меньшей мере приблизительно цилиндрической. Фиксация (заякоривание) дюбеля в сверленом отверстии посредством расширения в радиальном направлении может, в частности, включать в себя [процесс, в котором] расположенные на распорном участке распорные элементы дюбеля прижимаются расширяющим элементом по радиусу к стенке сверленого отверстия, предпочтительно - цилиндрической. Предпочтительно, чтобы сечение распорного канала на распорном участке, по крайней мере поэтапно, уменьшалось по мере увеличения расстояния до участка шейки.
Расширяющий элемент можно выполнить, в частности, в форме штифта. Он может представлять собой, например, шуруп или вбиваемый штырь. В частности, можно предусмотреть, чтобы на распорном участке стержень - в целях фиксации дюбеля в сверленом отверстии - можно было расширять в радиальном направлении путем введения по меньшей мере приблизительно цилиндрического участка (части) расширяющего элемента в участок распорного канала, находящийся в осевом направлении в пределах распорного участка. Расширяющий элемент можно рассматривать как составную часть дюбеля или как отдельную деталь.
Предпочтительно, чтобы введение расширяющего элемента в распорный канал не вызывало расширения участка шейки в радиальном направлении или максимум вызывало это расширение на отдельных участках. В дополнение к описанному распорному участку у распорного дюбеля в некоторых случаях могут также иметься один или несколько дополнительных распорных участков, которые посредством введения расширяющего элемента в распорный канал также можно увеличивать в радиальном направлении для фиксации дюбеля в сверленом отверстии, но которые, однако, могут иметь другую геометрическую форму. По меньшей мере один дополнительный распорный участок выгодным образом смещен в осевом направлении относительно распорного участка, но может также и непосредственно граничить с ним.
Распорный канал можно выполнить сквозным. В нем, однако, в частности, по причинам технологии изготовления могут также присутствовать одна или несколько мембран, прокалываемых расширяющим элементом.
Распорный дюбель может, в частности, представлять собой дюбель для теплоизоляционных материалов - для крепления плит теплоизоляционного материала на опорной конструкции. В частности, у него может иметься тарельчатый элемент с тарелкой-держателем для пластины теплоизоляционного материала, причем тарельчатый элемент закреплен на стержне в области тыльного конца этого стержня. В частности, тарельчатый элемент можно закрепить на стержне посредством защелкивающегося соединения.
Изобретение касается также инструмента для литья под давлением для изготовления стержня распорного дюбеля, в частности распорного дюбеля согласно изобретению, с первой половиной формы и второй половиной формы, причем на каждой половине формы расположено множество шипов для формирования проколов (пропилов), и причем первая половина формы имеет ребро для формирования распорного канала на участке шейки. С помощью такого формовочного инструмента можно без центрального штока изготавливать как участок распора, так и участок шейки. Во второй половине формы имеется проем (вырез), который по меньшей мере на некоторых участках может принять в себя формирующее ребро.
Особо предпочтительно, чтобы формирующее ребро было соединено с первой половиной формы перемычкой, причем перемычка образовывала бы по меньшей мере одно поднутрение, предпочтительно - два поднутрения. В этом примере исполнения учитывается, что в случае обычных для пластмассовых дюбелей материалов возможно также извлечение из формы (из поднутрений) с определенным усилием. Поскольку между ребром и первой половиной формы предусматривается поднутрение, а предпочтительно - два расположенных противоположно друг другу поднутрения, прокол можно сделать особо узким, что дополнительно улучшает механические свойства.
Также предпочтительно, чтобы перемычка по меньшей мере на некоторых участках была заглублена в первую половину формы. Благодаря этому можно получить особо симметричную, в частности, круглую форму сечения участка шейки без существенного увеличения затрат. Симметричная форма сечения, в свою очередь, выгодна с точки зрения механических характеристик готового дюбеля. Формирующее ребро также может быть по меньшей мере частично утоплено в первую половину формы, что еще более предпочтительно с точки зрения симметрии.
Ниже дано подробное описание изобретения на основе предпочтительных примеров исполнения, которые схематически представлены на прилагаемых фигурах, причем отдельные признаки показанных ниже примеров исполнения можно в рамках изобретения, в принципе, реализовывать по отдельности или в произвольных комбинациях. На фигурах схематически показано:
Фигура 1: изображение одной из форм исполнения распорного дюбеля согласно изобретению в аксонометрической проекции (в перспективе), причем тарельчатый элемент не показан из соображений обзорности.
Фигура 2: форма исполнения с фигуры 1 с дополнительным тарельчатым элементом в аксонометрической проекции;
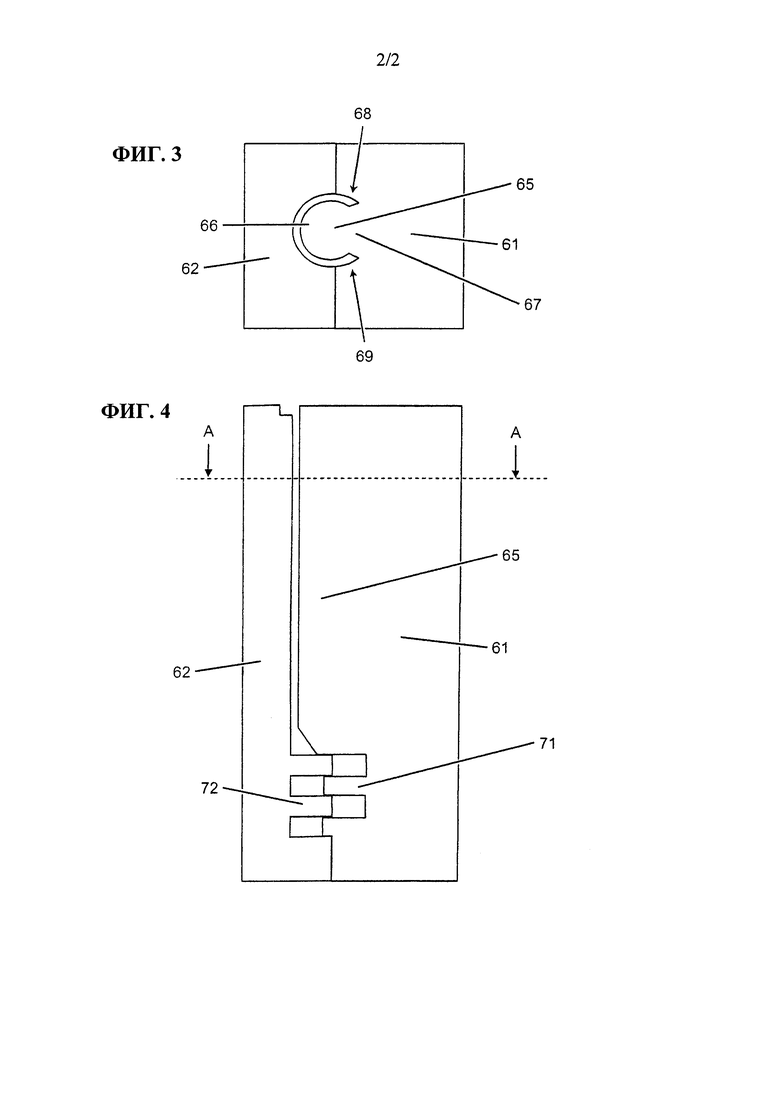
Фигура 3: вид формовочного инструмента согласно изобретению для изготовления стержня дюбеля в поперечном разрезе в положении А-А на фигуре 4, и
Фигура 4: продольный разрез формовочного инструмента с фигуры 3.
На фигурах 1 и 2 показан пример исполнения распорного дюбеля согласно изобретению. Распорный дюбель выполнен как дюбель для изоляционных (термоизоляционных) материалов и как таковой имеет стержень 1, на тыльном конце 42 которого располагается тарельчатый элемент 20 с тарелкой-держателем 21 для фиксации пластины термоизолирующего материала. Тарельчатый элемент 20 и стержень 1 могут соединяться, например, посредством соединения с защелкиванием или же склейкой.
В продольном направлении сквозь стержень 1 внутри него проходит разжимной канал 5, который открыт в направлении тыльного конца 42 стержня 1. Рядом с передним концом 41 стержня 1 имеется распорный участок 10. Этот распорный участок 10 можно расширять в радиальном направлении для крепления на стенке сверленого отверстия, для чего не изображенный на рисунке расширяющий элемент в виде штифта вводят в распорный канал 5 с тыльного конца 42 стержня 1 и продвигают в канал вплоть до распорного участка 10. Между распорным участком 10 и тыльным концом 42 у стержня 1 имеется участок шейки 11, у которого также предусматривается в ограниченной степени расширение посредством расширяющего элемента.
Как, в частности, показано на фигуре 12, у стержня 1 на распорном участке 10 имеются множество проколов (пропилов), причем из соображений обзорности только часть их обозначена номерами 31 и 32. Проколы 31, 32 образуют на распорном участке 10 распорный канал 5. Поэтому распорный канал 5 на распорном участке 10 можно сформировать методом литья под давлением лишь с помощью двух половин формы и без центрального штока.
На участке шейки 11 у стержня имеется прорезь 40, которая простирается в осевом направлении, начиная от распорного участка 10 до тыльного конца 42 стержня 1 и которая открыта в направлении тыльного конца 42 стержня 1. Прорезь 40 образует доступ снаружи в распорный канал 5 в радиальном направлении, то есть из-за прорези 40 распорный канал 5 открыт в радиальном направлении наружу на всем осевом протяжении участка шейки 11. Прорезь 40 дает возможность изготавливать участок шейки 11 методом литья под давлением с помощью формирующего ребра, вводимого сбоку.
Пример формовочного инструмента для изготовления стержня 1 дюбеля показан на фигурах 3 и 4. У формовочного инструмента имеются две соседствующие половины формы 61, 62. На нижнем концевом участке у половин формы 61, 62 в каждом случае имеется множество шипов 71 либо же, соответственно 72, которые предусмотрены для формирования проколов 31, 32 и таким образом также и распорного канала 5 на распорном участке 10 стержня 1.
На некотором расстоянии от шипов 71 у первой половины формы 61 имеется формирующее ребро 65, который предусмотрен для формирования распорного канала 5 на участке шейки 11 стержня 1. У второй половины формы 62 имеется соответствующий проем (вырез) 66, в который при закрытой форме частично входит формирующее ребро 65. Формирующее ребро 65 соединено с первой половиной формы 61 посредством перемычки 67, причем перемычка 67 образует два расположенных противоположно друг другу поднутрения 68 и 69. Перемычка 67 формирует прорезь 40 на участке шейки 11 стержня 1, причем эластичность применяемой пластмассы позволяет выполнять извлечение из формы (из поднутрений 68 и 69) с усилием.
Предпочтительно, чтобы перемычка 67 полностью, а формирующее ребро 65 частично были утоплены в первую половину формы 61, то есть в первой половине формы 61 имеется углубление, в которое перемычка 67 входит полностью, а ребро 65 - частично, а именно по своей краевой области, обращенной к перемычке 67.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПОРНЫЙ ДЮБЕЛЬ С РАСПОРНЫМ УЧАСТКОМ С ПРОРЕЗЯМИ | 2014 |
|
RU2640978C2 |
| МНОГОЭЛЕМЕНТНАЯ РАЗЖИМНАЯ ОПРАВКА ДЛЯ РАЗЖАТИЯ ПЛАСТМАССОВОГО ДЮБЕЛЯ И ВКЛЮЧАЮЩЕЕ ЕЕ В СЕБЯ КРЕПЕЖНОЕ УСТРОЙСТВО | 2015 |
|
RU2605890C1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 2012 |
|
RU2575430C2 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 2013 |
|
RU2635973C2 |
| АНКЕР С ВОЛНИСТОЙ ГИЛЬЗОЙ | 2017 |
|
RU2740196C2 |
| ДЮБЕЛЬ, УСТАНОВОЧНЫЙ ИНСТРУМЕНТ И СПОСОБ КРЕПЛЕНИЯ ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2663098C2 |
| РАСПОРНЫЙ ДЮБЕЛЬ | 1994 |
|
RU2113640C1 |
| РАСПОРНЫЙ АНКЕР | 2014 |
|
RU2675653C2 |
| РАСПОРНЫЙ АНКЕР | 2014 |
|
RU2638515C2 |
| РАСПОРНЫЙ ДЮБЕЛЬ С ПОКРЫТИЕМ ИЗ ЦИНКОВОГО СПЛАВА | 2017 |
|
RU2737844C2 |

Настоящее изобретение касается распорного дюбеля, включающего в себя стержень, имеющий начинающийся от тыльного конца стержня участок шейки, а также распорный участок, который, будучи сдвинут в осевом направлении к переднему концу стержня, примыкает к участку шейки, и распорный канал, который проходит сквозь участок шейки и распорный участок, причем на распорном участке стержень можно расширять в радиальном направлении (увеличивать в диаметре) путем введения расширяющего элемента в распорный канал в целях закрепления распорного дюбеля в сверленом отверстии, и причем распорный канал на распорном участке образован проколами, которые начинаются на боковой поверхности стержня и ведут во внутреннее пространство стержня. Согласно изобретению предусмотрено, что в области шейки у стержня имеется прорезь, проходящая снаружи в распорный канал, который простирается от распорного участка до тыльного конца стержня и который открыт в направлении тыльного конца стержня. Технический эффект распорного дюбеля согласно изобретению состоит в том, что при высокой надежности и хороших показателях нагрузки он особо прост в изготовлении. Также изобретение касается инструмента для литья под давлением для изготовления стержня распорного дюбеля согласно изобретению. 2 н. и 3 з.п. ф-лы, 4 ил.
1. Распорный дюбель, включающий в себя
стержень (1), имеющий начинающийся от тыльного конца (42) стержня (1) участок шейки (11), а также распорный участок (10), который, будучи смещен в осевом направлении к переднему концу (41) стержня, примыкает к участку шейки (11), и
распорный канал (5), который проходит через участок шейки (11) и распорный участок (10) стержня (1).
причем на распорном участке (10) стержень (1) можно расширять в радиальном направлении путем введения расширяющего элемента в распорный канал (5) в целях закрепления распорного дюбеля в сверленом отверстии, и
причем распорный канал (5) на распорном участке (10) образован проколами (31, 32), которые начинаются на боковой поверхности стержня и ведут во внутреннее пространство стержня,
отличающийся тем,
что в области шейки (11) у стержня имеется прорезь (40), проходящая снаружи в распорный канал (5), который простирается от распорного участка (10) до тыльного конца (42) стержня и который открыт в направлении тыльного конца (42) стержня (1).
2. Распорный дюбель по п. 1,
отличающийся тем,
что у него имеется тарельчатый элемент (20) с тарелкой-держателем (21) для пластины теплоизоляционного материала, причем тарельчатый элемент (20) закреплен на стержне (1) в области тыльного конца (42) этого стержня (1).
3. Инструмент для литья под давлением для изготовления стержня распорного дюбеля по п. 1 или 2, включающий первую половину формы (61) и вторую половину формы (62), причем на каждой половине формы (61, 62) расположено множество шипов (71, 72) для формирования проколов (31, 32), и причем первая половина формы (61) имеет формирующее ребро (65) для формирования распорного канала (5) на участке шейки (11).
4. Инструмент для литья под давлением по п. 3,
отличающийся тем,
что формирующее ребро (65) соединено с первой половиной формы (61) посредством перемычки (67), причем перемычка (67) образует два поднутрения (68, 69).
5. Инструмент для литья под давлением по п. 3 или 4,
отличающийся тем,
что перемычка (67) по меньшей мере на некоторых участках утоплена в первую половину формы (61).
| DE 3241158 A1 10.05.1984 | |||
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗАЛЬТИОСЕМИКАРБАЗОНА я-АМИ- НОМЕТИЛЕНСУЛЬФОНАТА НАТРИЯ (ТИАЦЕТАЗОНА РАСТВОРИМОГО) | 0 |
|
SU163604A1 |
| DE 3101472 A 18.03.1982 | |||
| Способ принудительной коммутации тиристора | 1984 |
|
SU1248000A1 |
| Способ изготовления крепежных деталей типа стержня с головкой | 1980 |
|
SU940958A1 |
| Способ поперечно-клиновой прокатки участков заострения дюбелей | 1984 |
|
SU1337177A1 |

