ния позволяет уменьшить степень деформации при высадке головки, снизить усилия высадки и повысить стойкюсть инструмента. Установка всей заготовки не в матрице, а в подпружиненном пуансоне и использование выдавливания путам движения сердечника в подпружиненном пуансоне позволяет не заключать заготовку в полости матрицы и оставлять свободной (находящейся над плоскостью матрицы) часть заготовки, тем самым создавая возможность последующей высадки головки дюбеля. В отличие от известного способа головка дюбеля оформляется за один второй удар пуансона, так как из-за применения увеличенного диаметра заготовки отношение длины свободной части, идущей на образование головки и подголовка снижается до допустимой величины.
Увеличение диаметра исходного металла позволяет сократить производственный цикл подготовки металла к штамповке, уменьшив число протяжек при волочении горячекатаного металла диаметром 6,5 ,мм (меньший диаметр подката не изготавливается), а также исключить в ряде случаев промежуточный отжиг проволоки.
Пределы диаметра исходной заготовки рассчитаны по условию продольной устойчивости свободной части заготовки при высадке за один удар. Верхний предел диаметра, кроме того, установлен с учетом предельной величины деформации при прямом выдавливании в подпружиненном
пуансоне, не вызывающей появление заусенца.
Экономический эффект от внедрения предлагаемого способа будет получен за счет повышения качества деталей (снижения брака ири изготовлении) и стойкости инструмента.
Формула изобретения
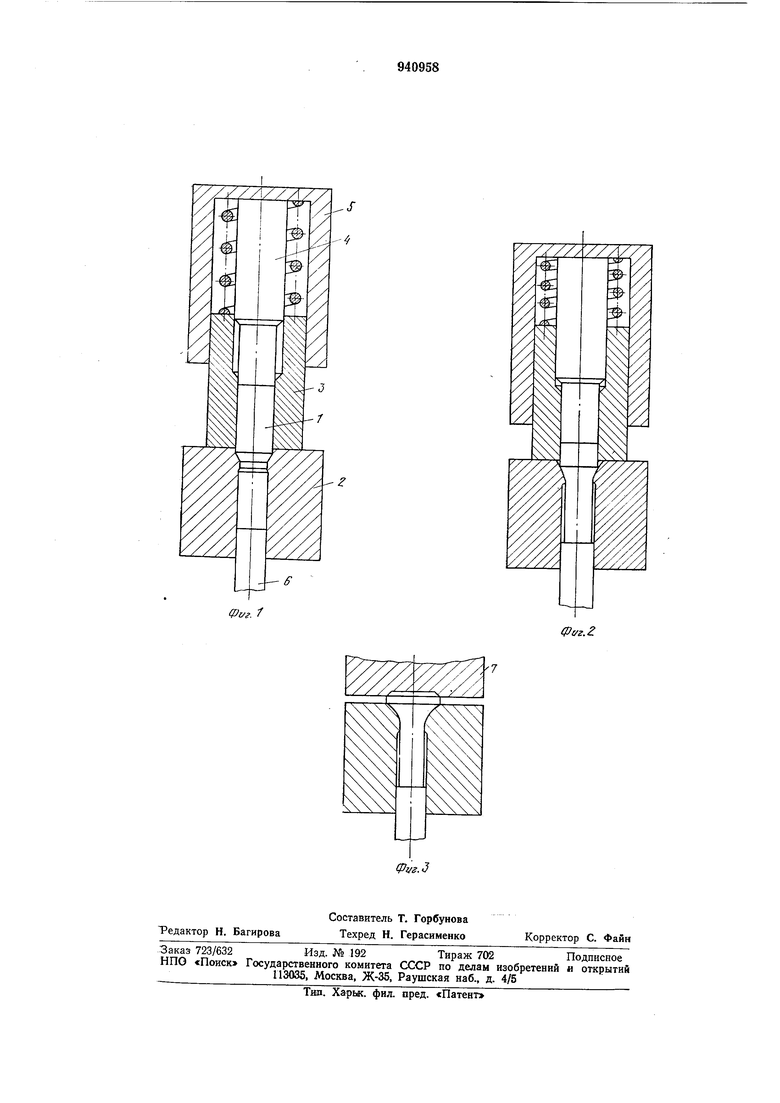
Способ изготовления крепежных деталей типа стержня с головкой путем холодной объемной штамповки двумя ударами за один Лереход, отличающийся тем,
что, с целью повышения ка чества ищелий и стойкости ииструмента, в качестве исходной заготовки используют заготовку с диаметром 1,2-1,4 диаметра стержня детали, устана1вливают ее в полости подпружиненного пуансона со скользящим сердечником и при нервам ударе осуществляют прямое выдавли вание заготовки до получения стержневой части детали и частичное оформление подголовка, а при
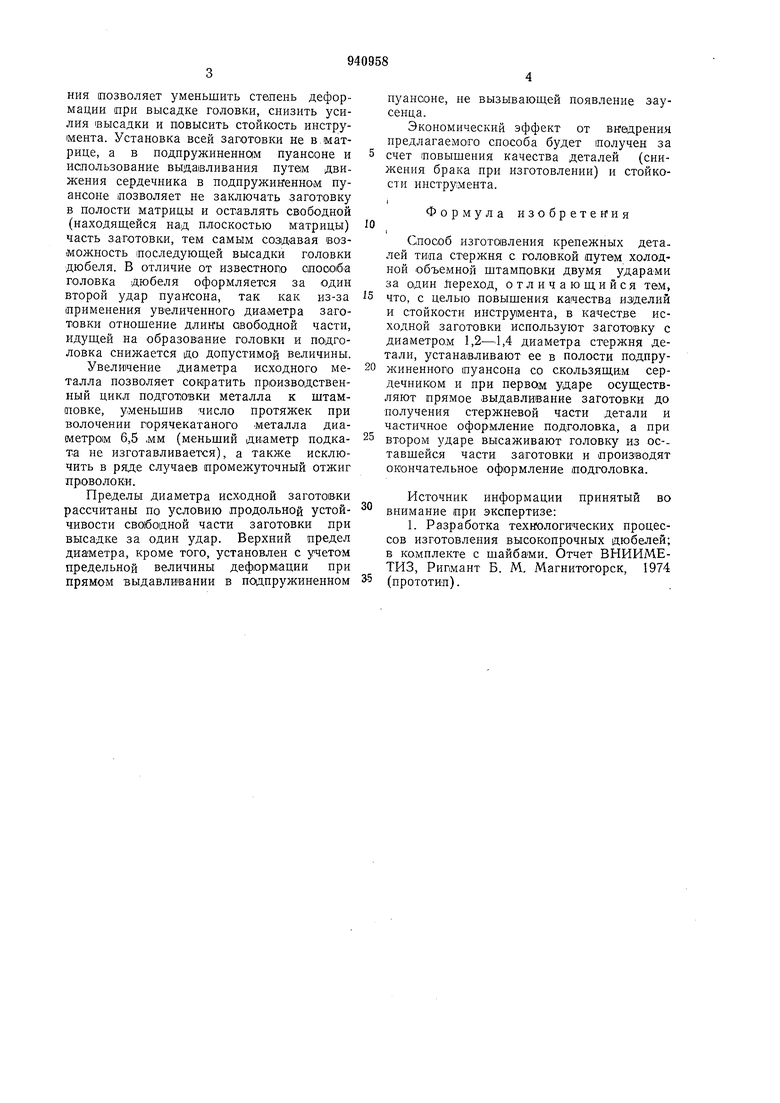
втором ударе высаживают головку из ос-тавшейся части заготовки и производят окончательное оформление подголовка.
Источник информации принятый во внимание при экспертизе:
1. Разработка технологических процессов изготовления высокопрочных дюбелей; Б комплекте с шайбами. Отчет ВНИИМЕТИЗ, Ригмант Б. М. Магнитогорск, 1974 (прототип).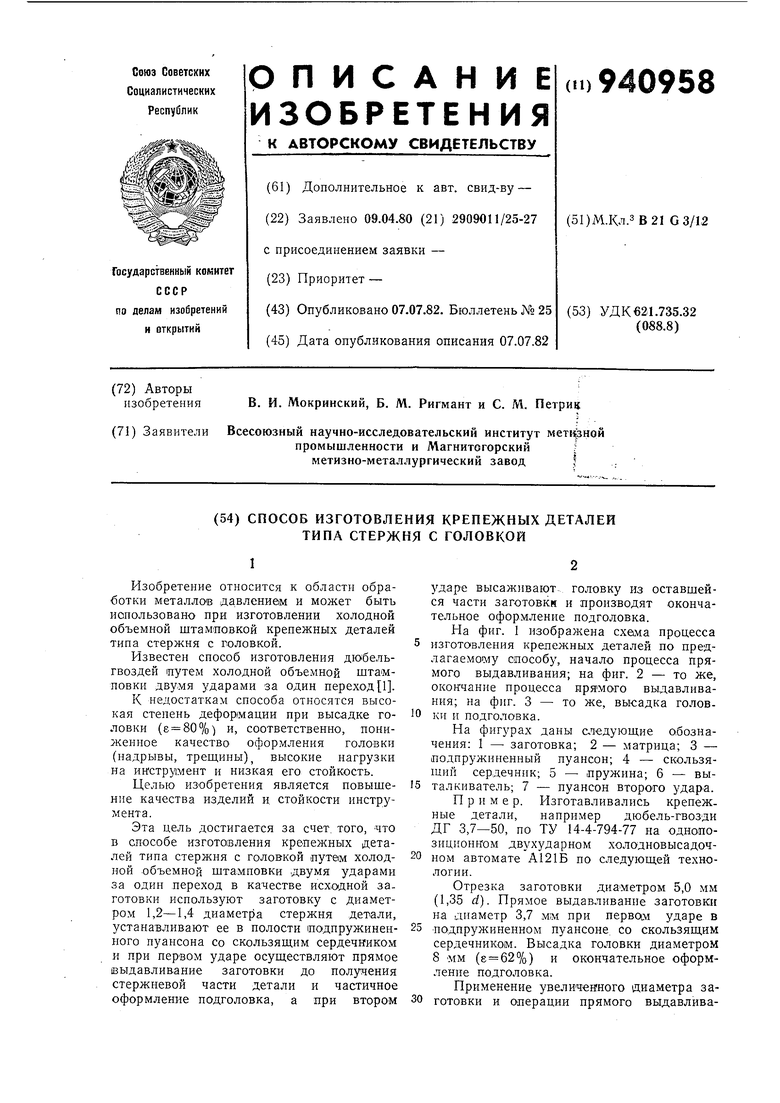
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| Способ изготовления ступенчатыхдЕТАлЕй | 1979 |
|
SU821014A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |