I-133
Изобретение относится к технологии прокатного производства, а именно к способу изготовления поперечно-клиновой прокаткой участков заострения дю- белей.
Цель изобретения - повышение качества изделий путем устранения центральной осевой утяжки иисключений обрыва на участке заострения.
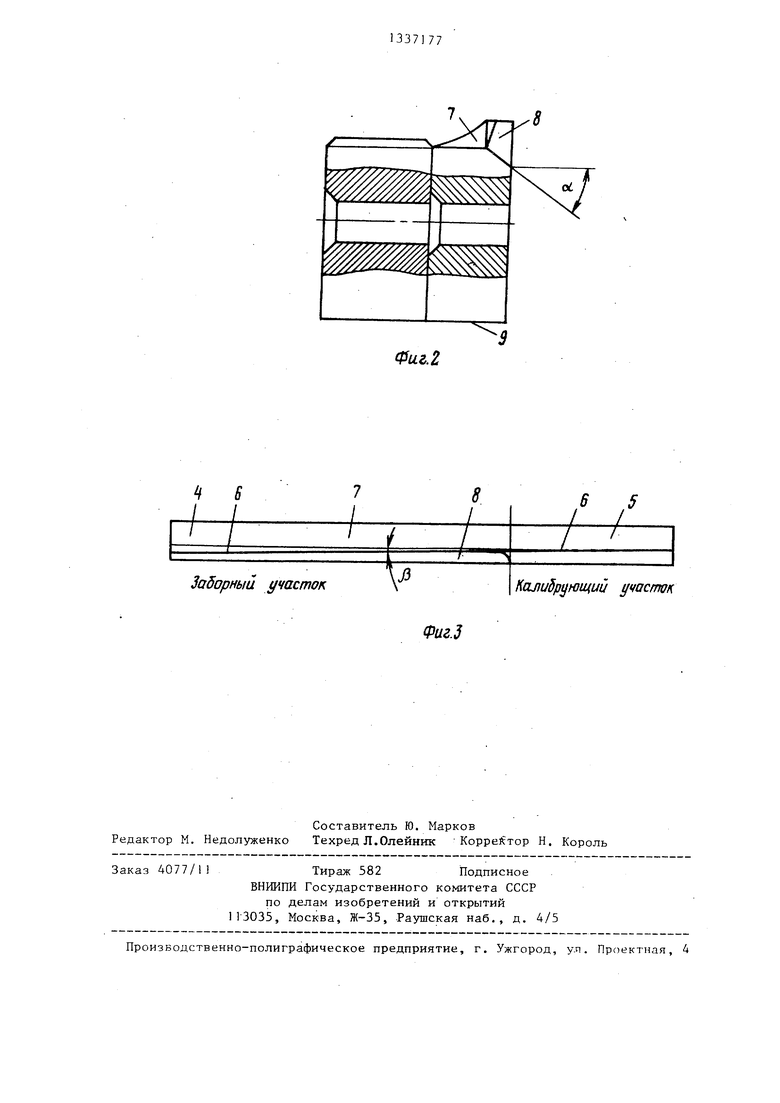
На фиг, показана схема способа поперечно-клиновой прокатки участков заострения дюбелей; на фиг. 2 - нилс- ний клиновой инструмент для осуществления способа, вид спереди; на фиг. 3 то же, вид сверху,
Концевую часть заготовки 1 прокатывают между двумя клиньями 2 и 3, имеющими заборный 4 и калибрующий 5 участки с сопряженными рабочими лезвиями 6, образованными деформирующими гранями 7 и 8, причем деформирующая грань 8 со стороны торца заготовки выполнена плоской и наклонена к плоскости основания 9 клиньев под углом .0 40-50, а рабочие лезвия 6 заборных участков наклонены в сторону плоских деформирующих граней 8 на угол 2-4°.
Заготовку 1 подают в зону деформа дни и прокатывают концевой участок заострения дюбеля между двумя клинья Nm 2 и 3 со скоростью прокатки 0,4- 0,6 м/с при внедрении рабочих лезвий деформирующих клиньев в заготовку на расстоянии ОТ ее торца не менее 0,4 диаметра заготовки.
По данному способу осуществлена прокатка в холодном .состоянии дюбеле из заготовки «5.4,4 мм сталь 70 механическими свойствами: 480,9 МПа
65 358,7 МПа; 0/ 4- 69,7% Формовку участков заострения осу- I
10
17
;
72
ществляли поперечно-клиновой прокаткой между подвижным и неподвижным клиньями с углом наклона плоской деформирующей грани 40-50 к плоскости основания клиньев скоростью прокатки 0,4-0,6 м/с и углом наклона рабочих лезвий заборных участков в сторону плоских деформирующих граней на угол 2-4°.
5
0
0
5
Способ обеспечивает устранение центральной осевой утяжки и исключение обрыва на участке заострения, а следовательно, повьшение качества изделий .
Формула изобретения
Способ поперечно-клиновой прокатки участков заострения дюбелей, при котором концевую часть заготовки прокатывают между двумя клиньями, имеющими заборный и калибрующий участки с сопряженными рабочими лезвиями, образованными деформирующими гранями, отличающийся тем, что, с целью повьшгвния качества изделий путем устранения центральной осевой утяжки и исключения обрыва на участке заострения, заготовки прокатывают поштучно со скоростью прокатки 0,4- 0,6 м/с при внедрении рабочих лезвий деформирующих клиньев в заготовку на расстоянии от ее торца не менее 0,4 диаметра заготовки клиньями, деформирующие грани которых со стороны торца заготовки выполнены плоскими и наклонены к плоскости основания кли- 0 ньев под углом 40-50°, а рабочие лезвия заборных участков наклонены в сторону плоских деформирующих граней на угол 2-4.
5
Заборный участок
Редактор М. Недолуженко
Составитель Ю. Марков
Техред Л.Олейник KoppeJtTop Н. Король
4077/1 )
Тираж 582 Подписное ВНИКПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
ПроизБодственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
.
Калидрующий участок
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1586835A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
Изобретение относится к технологии изготовления дюбелей поперечноклиновой прокаткой и позволяет повысить качество дюбелей в отношении формы их концевых заострений и сплошности металла. Для этого прокатку штучных заготовок выполняют с образованием концевых отходов при внедрении рабочих лезвий (л) деформирующих клиньев на оптимальном расстоянии от торцов заготовок. При этом прокатку выполняют с ограниченной, скоростью профилированными гранями инструмента. Рабочие Л инструмента на заборных участках наклонены в сторону плоских граней на заданный угол. Этим обеспечивается подпор металла заготовки в сторону образуемого заострения дюбеля, исключается образование осевой утяжины и обрыв участка заострения дюбеля при прокатке. 3 ил. с (Л О9 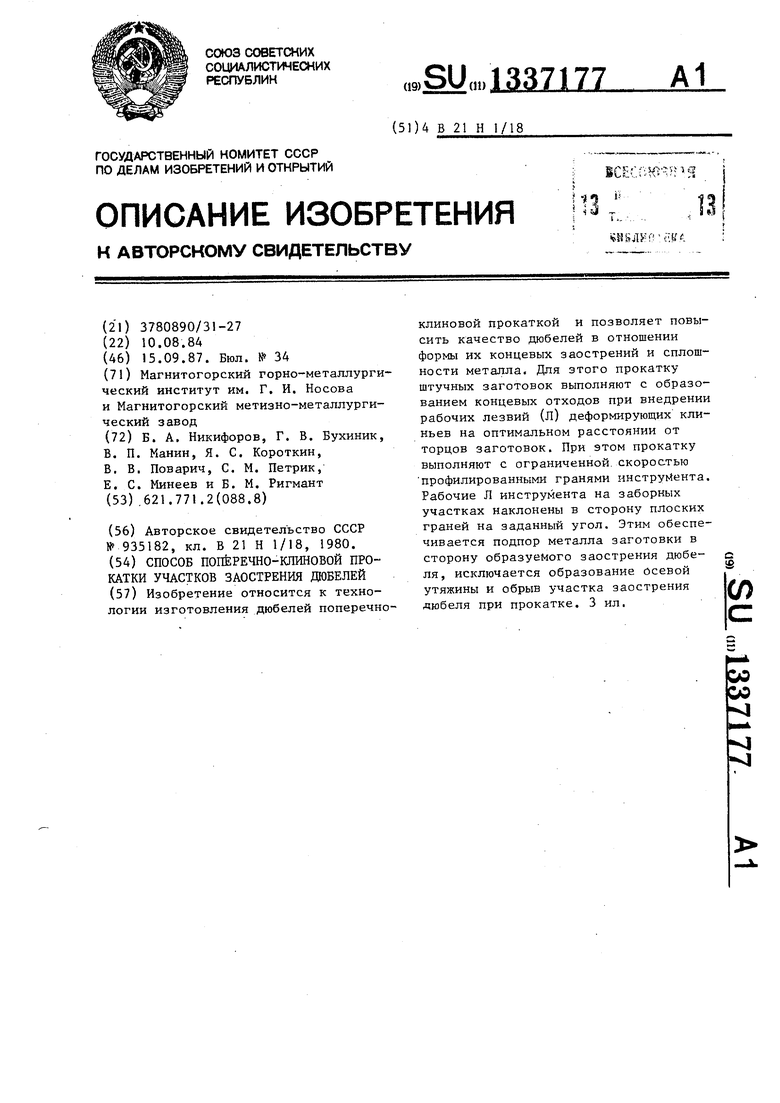
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU935182A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
