2420-188238RU/045
СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ПО ВРЕМЕНИ ВЫСТОЯ С АВТОМАТИЧЕСКИМ РЕГУЛИРОВАНИЕМ МОМЕНТА ПЕРЕКЛЮЧЕНИЯ ДАВЛЕНИЯ
Предпосылки создания изобретения
Область техники, к которой относится изобретение
В общем настоящее изобретение относится к давлению, используемому для работы плунжера в форме для пульки, а более конкретно к системе и способу управления по времени выстоя для автоматического регулирования выбора и распределения во времени последовательности давлений, используемых для приведения в движение плунжера в течение процесса формования пульки.
Стеклянные сосуды изготавливают в соответствии с технологическим процессом, который имеет три части, а именно составной цех, горячий конец и холодный конец. Составной цех является местом, где исходные материалы для стекла (обычно включающие в себя песок, кальцинированную соду, известняк, стекольный бой (битое, утилизируемое стекло) и другие исходные материалы) подготавливают и смешивают в дозаторах. Горячий конец начинается с печи, в которой дозированные материалы расплавляют в стекломассу и из которой вытекает поток стекломассы.
Стекломассу нарезают на цилиндры из стекла, называемые каплями, которые под действием силы тяжести падают в черновые формы, иногда называемые формами для пулек. В черновых формах формуют заготовку сосуда, называемую пулькой, обычно используя металлический плунжер для продвижения стекла в черновую форму или как вариант продувая снизу стекло в черновую форму. Пульку переворачивают и перемещают в форму, где ее раздувают до формы сосуда. Процесс отжига выполняют в печи для отжига или сосуды нагревают в лере, после чего их медленно и равномерно охлаждают в течение продолжительного периода времени для предотвращения получения ослабленного стекла вследствие напряжений, вызываемых неравномерным охлаждением. В оборудовании на холодном конце технологического процесса производства стеклянных сосудов выполняют контроль сосудов для гарантии приемлемого качества.
Настоящее изобретение относится к процессу формования пульки с использованием плунжера для продвижения стекла в черновую форму. Пульки формуют в черновой форме в перевернутом положении. Черновая форма имеет две половины, и на завершающем конечном участке имеются две горловые кольцевые формы, расположенные ниже половин черновой формы, при этом ориентированный вверх плунжер продолжается через половины горлового кольца и в нижнюю часть половин черновой формы. Половины черновой формы открыты на верхних частях, и капля стекломассы падает через это отверстие в половины черновой формы. Пробку помещают на верхнюю часть половин черновой формы для закрытия отверстия на верхней части ее и плунжер поднимают, чтобы воздействовать на каплю для заполнения всей полости, ограниченной половинами черновой формы, половинами горлового кольца и пробкой, в результате чего формуется пулька. По завершении цикла пробку удаляют и половины формы раскрывают, после чего вместе с половинами горлового кольца пульку переносят в выдувную форму.
Время контакта плунжера или время выстоя является особенно важным параметром в процессе прессования узкогорлового сосуда и изготовления выдувного стеклянного сосуда или вообще прессованных и выдувных изделий. Полный контакт плунжера со стеклом из капли, который происходит в течение контакта плунжера или времени выстоя, влияет на характеристики пулек, изготавливаемых для использования на дальнейших этапах в процессе формования стеклянных сосудов. Наряду с тем, что время выстоя зависит от некоторого количества параметров, включая трение при перемещении плунжера и температуру стекла, на него также сильно влияет давление, приводящее в движение поршень при перемещении его вверх.
Как показано, например, в патенте США № 4662923 (Vajda et al.) и патенте США № 4867778 (Pinkerton et al.), которые оба переуступлены правопреемнику настоящей патентной заявки и которые оба полностью включены в эту заявку путем ссылки, прежде плунжер приводился в движение гидравлической системой. В обоих этих патентах обратную связь используют для мониторинга положения плунжера, а информацию о положении плунжера используют, чтобы управлять процессом формования пульки для повышения однородности и качества пульки.
Чтобы уменьшать опасность воспламенения, связанного с использованием гидравлической жидкости при работе плунжера и других компонентов системы, выбирают пневматические системы с использованием сжатого воздуха, показанные в европейском патенте № 0691940 (Plater et al.) и в патенте США № 5800590 (Pilskar), которые оба переуступлены правопреемнику настоящей патентной заявки и которые оба полностью включены в эту заявку путем ссылки. В патенте '940 используется пропорциональный управляющий клапан, приводимый в действие микроконтроллером в зависимости от сигналов по цепи обратной связи о положении и давлении с приводного поршня плунжера и цилиндра. В патенте '590 для работы плунжера в течение короткого времени используют начальное более высокое давление, за которым следует последующее более низкое давление, которое составляет приблизительно 70% начального более высокого давления.
Как показано в патенте США № 6050172 (Schwegler et al.) и в патенте США № 7290406 (Anheyer), которые оба переуступлены правопреемнику настоящей патентной заявки и которые оба полностью включены в эту заявку путем ссылки, работа плунжера дополнительно улучшается при применении управления перемещением плунжера. В патенте '172 осуществляется управление синхронизацией клапанов, обеспечивающих сжатый воздух к обеим сторонам поршня, приводящего в движение плунжер, а в патенте '406 предложена система управления с обратной связью, предназначенная для приведения в движение плунжера с заданными скоростями.
В прошлом после сравнения найденного значения с заданным временем выстоя контроллер с обратной связью повышал или понижал давление, предназначенное для приведения в движение плунжера, до тех пор пока не достигалось результирующее время выстоя, соответствующее заданному времени выстоя. Однако простое повышение давления для перемещения плунжера приводило к возникновению дефектов бутылки, особенно в течение времени выстоя. Вариант решения заключался в перемещении плунжера при различных давлениях (высоком, среднем, низком). Однако в этом варианте возникали проблемы, связанные с выбором момента переключения от высокого к более низкому давлению.
Иллюстрация такой проблемы обнаружена в европейском патенте № 1466871 (Krumme), который полностью включен в эту заявку путем ссылки и в котором описан способ работы плунжера, который в некоторой степени отличается от идей патента '590 в том, что для работы плунжера после начального высокого давления имеются второе и третье различающиеся низкие давления. Второе давление регулируется для доведения плунжера до положения, при котором обеспечивается полное заполнение полости, ограниченной половинами формы, половинами горлового кольца и пробкой, в заданный момент времени, в который начинается заданный момент времени прессования при третьем давлении, и это третье давление может быть меньше (в основном осуществлении) или больше (в варианте осуществления), чем второе давление. Таким образом, продолжительности приложения первого и третьего давлений являются заданными (и это означает, что продолжительность второго давления также является заданной, поскольку вся машина работает с заданной скоростью), при этом выбираемое в качестве переменной второе давление должно быть достаточным для полного заполнения полости к концу приложения второго давления.
Основной недостаток патента '871 заключается в том, что обнаружение момента, в который для плунжера имеется полностью заполненная полость, осуществляется путем обнаружения, что плунжер достигнул заданного положения, а не фактического обнаружения полностью заполненной полости для плунжера (см. абзац 0012 и пункт 2 формулы изобретения патента '871). Измерение положения плунжера можно выполнять, например, с использованием устройства, раскрытого в патенте США № 6185829 (Geisel), который полностью включен в эту заявку путем ссылки. Кроме того, поскольку первое давление поддерживается только в течение короткого периода времени, работа плунжера при втором давлении должна быть достаточно интенсивной для достижения заданного положения в течение требуемого периода времени, но не столь интенсивной, когда раскрываются половины формы (см. последнее предложение в абзаце 0010 патента '871). Это является компромиссом, результатом которого, безусловно, не может быть оптимизация характеристик системы. Вследствие трудностей, связанных с прессованием при нескольких давлениях, в большей части установок для производства стеклянных сосудов прессование все еще осуществляется при одном уровне давления, которое для предотвращения связанных с давлением дефектов является достаточно низким, но также, безусловно, более низким, чем требуется для оптимального решения.
Поэтому желательно, чтобы настоящим изобретением предоставлялись усовершенствованные способ и система управления по времени выстоя, которые обеспечивают возможность регулирования времени выстоя (времени, в течение которого плунжер находится в полном контакте с пулькой). Также желательно, чтобы в усовершенствованных способе и системе управления по времени выстоя автоматизировался процесс переключения давлений без необходимости во входных данных оператора после начала процесса. Кроме того, желательно, чтобы в усовершенствованных способе и системе управления по времени выстоя предотвращалось случайное открывание форм вследствие возникновения ситуаций повышенных давлений.
Кроме того, способ и система управления по времени выстоя согласно настоящему изобретению должны быть конструкцией, которая является надежной и долговечной и также должна требовать небольшого технического обслуживания, осуществляемого пользователем на протяжении эксплуатационного срока службы или не требовать его. Для повышения привлекательности на рынке способа и системы управления по времени выстоя согласно настоящему изобретению они также должны быть недорогой конструкцией, чтобы тем самым имелась возможность наиболее широкого возможного сбыта. Наконец, задача также заключается в том, что все указанные выше преимущества способа и системы управления по времени выстоя согласно настоящему изобретению должны достигаться без возникновения какого-либо значительного относительного недостатка.
Краткое изложение сущности изобретения
Недостатки и ограничения из предшествующего уровня техники, рассмотренные выше, преодолены в настоящем изобретении. В случае этого изобретения управление работой плунжера осуществляется с оптимизацией времени выстоя плунжера в контакте с пулькой. Результатом этого является возможность полной автоматизации процесса переключения давлений без необходимости во входных данных оператора после начала процесса. Кроме того, предотвращается случайное принудительное открывание черновых форм вследствие возникновения ситуаций повышенного давления при работе плунжера.
В способе и системе управления во времени выстоя согласно настоящему изобретению используют три последовательных давления для работы плунжера, чтобы осуществлять формование пульки из капли стекломассы в черновой форме. Полное время для работы плунжера является заданным и неизменным периодом времени, поскольку оно определяется временными соотношениями рабочего цикла стеклоформующей машины, так что моменты времени, которые являются переменными, представляют собой момент времени, в который давление изменяется от первого давления до второго давления, и момент времени, в который второе давление изменяется до третьего давления. Способ и система управления по времени выстоя согласно настоящему изобретению основаны на этих моментах времени из эмпирической кривой прессования, получаемых на основании одного или нескольких предшествующих циклов формования пульки.
Определяют распределение во времени двух характеристик по эмпирической кривой прессования, получаемой на основании одного или нескольких предшествующих циклов формования пульки: по появлению нелинейности на кривой прессования обнаруживают момент времени, в который верхняя часть формы заполняется стеклом из капли стекломассы, что вызывает увеличение сопротивления, встречаемого пулькой; и обнаруживают момент времени, в который форма полностью заполняется стеклом из капли стекломассы, что приводит к замедлению перемещения плунжера ниже конкретного уровня. Путем установления этих моментов времени (каждый из которых измеряют относительно начала цикла формования пульки) можно определять моменты времени, в которые давление изменяется.
Время, в которое давление изменяют от первого давления до второго давления, представляет собой первую заданную, выраженную в процентах часть установленного времени, в которое верхняя часть формы заполняется стеклом, а время, в которое давление изменяют от второго давления до третьего давления, представляет собой вторую заданную, выраженную в процентах часть времени, в которое форма полностью заполняется стеклом. Можно использовать две характеристики из одного предшествующего цикла формования пульки или можно использовать несколько предшествующих циклов формования пульки при усреднении установленных времен на основании предшествующих циклов формования пульки. Для предотвращения принудительного открывания выдувной формы первая заданная, выраженная в процентах часть составляет меньше одной сотой процента, а для предотвращения возникновения перепрессованного горлышка вторая заданная, выраженная в процентах часть составляет меньше одной сотой процента.
В способе, реализующем способ и систему управления по времени выстоя согласно настоящему изобретению, осуществляют мониторинг положения плунжера в черновой форме относительно времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени; определяют момент t2 времени в каждом мониторируемом цикле формования пульки, в который обнаруживается первая характеристика перемещения плунжера в течение цикла формования пульки; определяют момент t3 времени в каждом мониторируемом цикле формования пульки, в который обнаруживается вторая характеристика перемещения плунжера в течение цикла формования пульки; в течение каждого цикла формования пульки, после загрузки капли в черновую форму, прикладывают первое давление от момента t1 времени до момента tp2 времени, второе давление от момента tp2 времени до момента tp3 времени и третье давление от момента tp3 времени до момента t4 времени; при этом временной интервал между моментом t1 времени и моментом tp2 времени составляет первую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t2 времени для одного или нескольких предшествующих циклов формования пульки; и при этом временной интервал между моментом t1 времени и моментом tp3 времени составляет вторую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t3 времени для одного или нескольких предшествующих циклов формования пульки.
Согласно этому способу первая характеристика перемещения плунжера может быть нелинейностью, проявляющейся при перемещении плунжера относительно времени, которая является показателем, что верхняя часть формы заполнена стеклом из капли стекломассы, а момент t2 времени в каждом мониторируемом цикле формования пульки является моментом времени, в который верхняя часть формы заполнена стеклом из капли стекломассы; а вторая характеристика перемещения плунжера может быть падением связанной с перемещением характеристики ниже выбранного уровня, и это показывает, что стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным заполнением ее, и момент t3 времени в каждом мониторируемом цикле формования пульки является моментом времени, в который стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным заполнением ее.
В системе, реализующей способ и систему управления по времени выстоя согласно настоящему изобретению, датчик положения осуществляет мониторинг положения плунжера в черновой форме в зависимости от времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени; система управления определяет момент t2 времени в каждом мониторируемом цикле формования пульки, в который обнаруживается первая характеристика перемещения плунжера в течение цикла формования пульки, определяет момент t3 времени в каждом мониторируемом цикле формования пульки, в который обнаруживается вторая характеристика перемещения плунжера в течение цикла формования пульки, и источник среды под давлением работает в течение каждого цикла формования пульки, после того как капля загружена в черновую форму, для приложения первого давления от момента t1 времени до момента tp2 времени, второго давления от момента tp2 времени до момента tp3 времени и третьего давления от момента tp3 времени до момента t4 времени; при этом временной интервал между моментом t1 времени и моментом tp2 времени вычисляется системой управления равным первой заданной, выраженной в процентах части временного интервала, основанной на временном интервале между моментом t1 времени и моментом t2 времени для одного или нескольких предшествующих циклов формования пульки; и при этом временной интервал между моментом t1 времени и моментом tp3 времени вычисляется системой управления равным второй заданной, выраженной в процентах части временного интервала, основанной на временном интервале между моментом t1 времени и моментом t3 времени для одного или нескольких предшествующих циклов формования пульки.
Следовательно, можно видеть, что настоящим изобретением предоставляются усовершенствованные способ и система управления по времени выстоя, которые в результате обеспечивают возможность регулирования времени выстоя (времени, в течение которого плунжер находится в полном контакте с пулькой). В усовершенствованных способе и системе управления по времени выстоя автоматизирован процесс переключения давлений без необходимости во входных данных оператора после начала процесса. Кроме того, в способе и системе управления по времени застоя предотвращается случайное открывание форм вследствие возникновения ситуаций повышенного давления.
Кроме того, способ и система управления по времени выстоя согласно настоящему изобретению представляют собой конструкцию, которая является надежной и долговечной и которая требует небольшого технического обслуживания, осуществляемого пользователем на протяжении эксплуатационного срока службы, или не требует его. Кроме того, способ и система управления по времени выстоя согласно настоящему изобретению выполнены как недорогая конструкция для повышения рыночной привлекательности на рынке, чтобы тем самым имелась возможность наиболее широкого возможного сбыта. Наконец, все указанные выше преимущества и задачи способа и системы управления по времени выстоя согласно настоящему изобретению достигаются без возникновения какого-либо значительного относительного недостатка.
Описание чертежей
Эти и другие преимущества настоящего изобретения станут лучше всего понятными при обращении к чертежам, на которых:
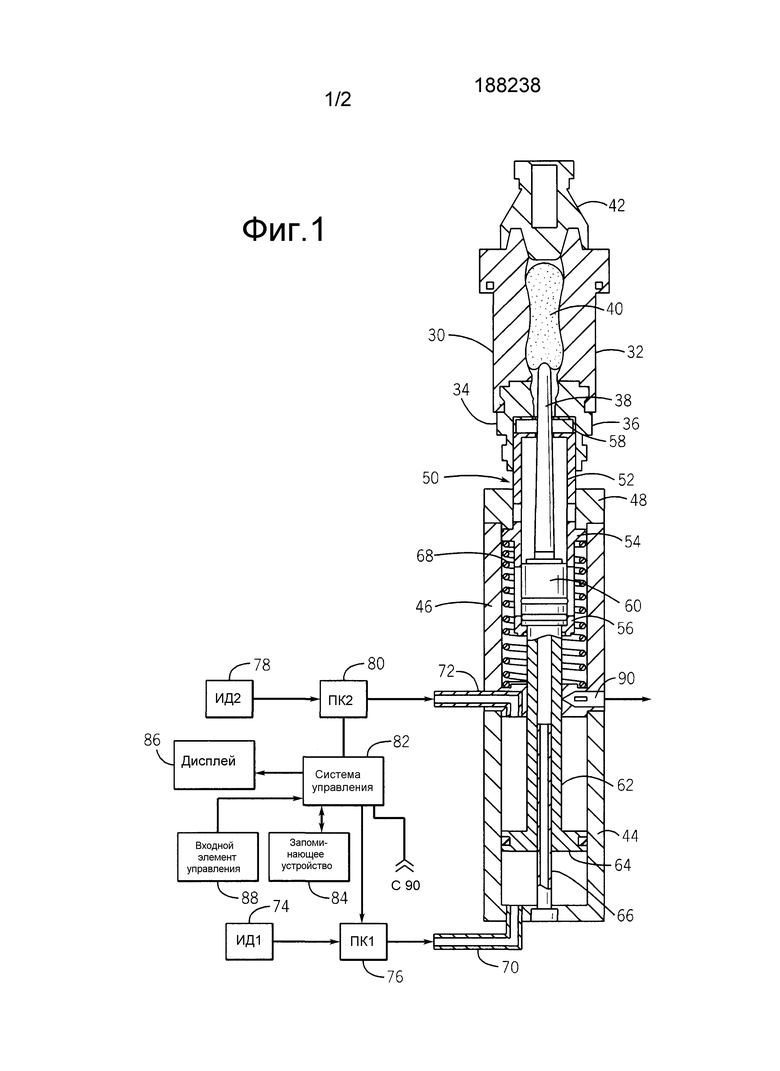
фиг.1 - схематичное поперечное сечение черновой формы и связанного с ней плунжерного механизма, иллюстрирующее каплю стекломассы в черновой форме совместно с плунжером в черновой форме в положении загрузки; и
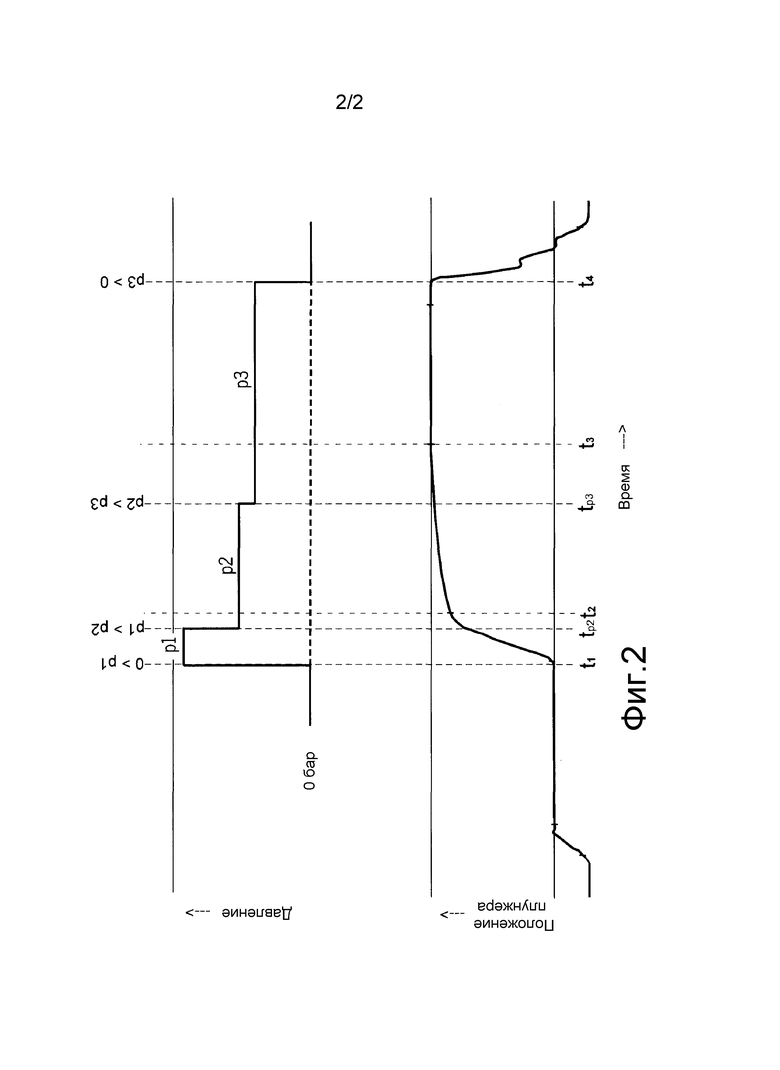
фиг.2 - изображения двух выровненных по времени графиков, относящихся к способу и системе управления по времени выстоя согласно настоящему изобретению, при этом на верхнем графике показано давление, подводимое к плунжерному механизму, показанному на фиг.1, чтобы вдавить его в каплю стекломассы для формования пульки, а на нижнем графике показано фактическое положение плунжера в черновой форме.
Подробное описание предпочтительного осуществления
Сначала обратимся к фиг.1, на которой показаны черновая форма и связанный с ней плунжерный механизм. Форма включает в себя две половины 30 и 32 формы, которые показаны закрывающими верхние части двух половин 34 и 36 горлового кольца. Плунжер 38 показан продолжающимся вверх в нижнюю часть половин 30 и 32 формы, при этом плунжер 38 находится в положении загрузки в половинах 30 и 32 формы. Капля 40 стекломассы показана загруженной в половины 30 и 32 формы, при этом пробка 42 показана на верхних частях половин 30 и 32 формы и закрывающей их концы.
Рабочий механизм плунжера образован нижним цилиндром 44, верхним цилиндром 46 на верхней части нижнего цилиндра 44 и крышкой 48 цилиндра, которая установлена на верхней части верхнего цилиндра 46. Полая втулка 50 имеет цилиндрический верхний участок 52, который продолжается вверх через крышку 48 цилиндра и в область между нижними участками половин 34 и 36 горлового кольца. Втулка 50 имеет центральный участок, который включает в себя продолжающийся наружу круговой фланец 54, и нижний участок 56. Направляющее кольцо 58 расположено наверху верхнего участка 52 втулки 50, а плунжер 38 продолжается через верхний участок 52 втулки 50 и направляющее кольцо 58 и в нижние части половин 30 и 32 формы.
Нижняя часть плунжера 38 установлена на верхней части основания 60 плунжера, которое с возможностью скольжения установлено внутри втулки 50. Нижняя часть верхнего цилиндра 46 имеет отверстие уменьшенного диаметра, расположенное в ней, в котором поршневой шток 62 установлен с возможностью скольжения. На верхнем конце поршневой шток 62 соединен с нижней частью основания 60 плунжера, а на нижнем конце с верхней частью поршня 64, который с возможностью скольжения установлен в нижнем цилиндре 44. Должно быть понятно, что при перемещении поршня 64 в нижнем цилиндре 44 плунжер 38 будет приводиться в движение.
Охлаждающая трубка 66 продолжается от закрытого низа нижнего цилиндра 44 вверх через поршень 64 и в полую внутреннюю область поршневого штока 62 для подачи охлаждающей текучей среды в нее. Пружина 68 установлена в верхнем цилиндре 46 и продолжается между верхней стороной низа верхнего цилиндра 46 и нижней стороной кругового фланца 54. Пружина 68 функционирует для смещения плунжера 38 в положение загрузки, показанное на фиг.1, путем приведения кругового фланца 54 втулки 50 в контакт с нижней стороной крышки 48 цилиндра в отсутствие всякого действующего вниз давления на поршень 64 в нижнем цилиндре 44.
Через первое или нижнее впускное отверстие 70 текучая среда под давлением (обычно сжатый воздух) может быть подана для продвижения поршня 64 и плунжера 38 вверх, а через второе или верхнее впускное отверстие 72 текучая среда под давлением может быть подана для продвижения поршня 64 и плунжера 38 вниз. Следует заметить, что для продвижения плунжера 38 вниз от положения загрузки, показанного на фиг.1, необходимо преодолевать силу пружины 68. Это также приводит к опусканию втулки 50 и направляющего кольца 58 относительно их соответствующих положений, показанных на фиг.1, с некоторым отведением их от половин 34 и 36 горлового кольца.
Текучая среда под давлением подается из первого источника 74 давления (ИД1), при этом расход текучей среды под давлением из первого источника 74 давления и давление, при котором текучая среда под давлением подается в нижнее впускное отверстие 70, регулируются первым пропорциональным клапаном (ПК1) 76. Точно так же текучая среда под давлением подается из второго источника 78 давления (ИД2), при этом расход текучей среды под давлением из второго источника 78 давления и давление, при котором текучая среда под давлением подается в верхнее впускное отверстие 72, регулируются вторым пропорциональным клапаном (ПК2) 80 (хотя также достаточно простого двухпозиционного клапана для передвижения поршня 64, чтобы отводить плунжер 38 вниз).
Работой первого пропорционального клапана 76 и второго пропорционального клапана 80 управляет система 82 управления, которая сохраняет запрограммированную информацию и данные в запоминающем устройстве 84. По дисплею 86 можно выполнять мониторинг работы системы 82 управления и осуществлять контролируемое использование входного элемента 88 управления. Информация, относящаяся к положению плунжера 38, обеспечивается датчиком 90 положения, который осуществляет мониторинг положения поршневого штока 62, перемещение которого соответствует положению дистального конца плунжера 38 в половинах 30 и 32 формы. В датчике 90 положения относительные положения поршня 64 и поршневого штока 62 относительно охлаждающей трубки 66 используются для получения входных данных, относящихся к положению плунжера 38, для системы 82 управления.
Далее обратимся к фиг.2, на которой показан пример использования работы с тремя давлениями для передвижения плунжера 38 (показанного на фиг.1) из положения загрузки (в котором он показан на фиг.1) в положение формования пульки из капли стекломассы в черновой форме. В соответствии с идеями настоящего изобретения три последовательных давления, обозначаемых в этой заявке р1, р2 и р3, в совокупности прилагаются в течение периода времени, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени. Специалистам в данной области техники должно быть понятно, что один цикл процесса раздувного формования продолжается в течение заданного и неизменяемого периода времени, который определяется рабочей скоростью стеклоформующей машины (обычно один полный цикл продолжается приблизительно от 4 до 5 с). Аналогичным образом период времени, начинающийся в момент t1 времени и заканчивающийся в момент t4 времени, является заданным и точно так же неизменяемым периодом времени, который определяется затратой времени на цикл работы стеклоформующей машины (обычно этот период времени составляет приблизительно 1 с).
В способе и системе управления по времени выстоя настоящего изобретения обнаруживаются два события, которые происходят в течение периода времени, который начинается в момент t1 времени и заканчивается в момент t4 времени, при этом соответствующими моментами времени, в которые эти два события возникают, являются момент t2 времени и момент t3 времени. Первое из этих событий, которое возникает в момент t2 времени, относится к случаю, когда плунжер 38 (показанный на фиг.1) воздействует на каплю 40 стекломассы (также показанную на фиг.1), чтобы прижать ее к пробке 42 (также показанной на фиг.1), и в этот момент нелинейно возрастает сопротивление дальнейшему перемещению плунжера 38 вследствие того, что верхняя часть формы оказывается заполненной стеклом из капли 40 стекломассы.
Это можно видеть на нижнем графике из фиг.2, на котором показано положение плунжера 38 в черновой форме в момент, идентифицируемый пересечением кривой с моментом t2 времени. В момент, когда верхняя часть формы полностью заполнена стеклом из капли 40 стекломассы, нелинейная характеристика или «изгиб кривой» легко различается на графике положения плунжера 38 в черновой форме. В соответствии со способом и системой по времени выстоя настоящего изобретения этот момент t2 времени можно обнаруживать путем мониторинга первой и второй производных (скорости и ускорения) положения плунжера 38 в черновой форме.
Второе из этих событий, которое возникает в момент t3 времени, происходит в случае, когда первая и вторая производные (скорость и ускорение) плунжера 38 падают ниже заданных уровней, и оно обычно происходит, когда стекло из капли 40 стекломассы распределяется на протяжении всей черновой формы, полностью заполняя ее. Это можно видеть на нижнем графике из фиг.2, показывающем положение плунжера 38 в черновой форме в точке, идентифицируемой пересечением кривой с моментом t3 времени. Период времени от момента t1 времени до момента t3 времени является временем формования пульки и также называется «временем прессования». В течение периода времени, начинающегося в момент t3 времени и заканчивающегося в момент t4 времени, в форме происходит окончательное прессование стекла в пульку. Этот период времени, который обычно называют «временем выстоя», в большинстве случаев равен определенному периоду времени, например приблизительно от 400 до 600 мс.
Таким образом, с помощью способа и системы управления по времени выстоя согласно настоящему изобретению можно изменять момент времени, в который первое давление р1 изменяется до второго давления р2, и этот момент времени будет называться в этой заявке моментом tp2 времени, и момент времени, в который второе давление р2 изменяется до третьего давления р3, и этот момент времени будет называться в этой заявке моментом tp3 времени. В настоящем изобретении измеряемые моменты t2 и t3 времени двух обнаруживаемых событий из графика положения плунжера 38 в черновой форме в течение предшествующих циклов используются в качестве инициирующих событий при вычислении момента tp2 времени, в который давление, прикладываемое к плунжеру 38, должно изменяться от р1 до р2, и момента tp3 времени, в который давление, прикладываемое к плунжеру 38, должно изменяться от р2 до р3.
Первое давление р1 является наиболее высоким, поскольку более высокое давление необходимо для преодоления начального трения и для ускорения перемещения плунжера 38. Однако это первое более высокое давление р1 необходимо сбрасывать до того, как стекло из капли 40 стекломассы натолкнется на пробку 42, чтобы предотвращать принудительное открывание выдувной формы. Для гарантии, что это не случится, временной интервал между моментом t1 времени и моментом tp2 времени, после которого давление, прикладываемое к плунжеру 38, должно изменяться от р1 до р2, выбирают так, чтобы он составлял выраженную в процентах часть измеряемого временного интервала между моментом t1 времени и моментом t2 времени для одного или нескольких предшествующих циклов стеклоформующей машины (если этот временной интервал измеряют для нескольких циклов машины, измеряемые интервалы можно усреднять).
В предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp2 времени можно изменять от приблизительно 60% до приблизительно 95% временного интервала между моментом t1 времени и моментом t2 времени. В более предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp2 времени можно изменять от приблизительно 70% до приблизительно 90% временного интервала между моментом t1 времени и моментом t2 времени. В наиболее предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp2 времени составляет приблизительно 80% временного интервала между моментом t1 времени и моментом t2 времени.
Число предшествующих циклов, на протяжении которых временной интервал между моментом t1 времени и моментом t2 времени можно измерять и усреднять, можно изменять от одного цикла (в этом случае в усреднении нет необходимости) до одной сотни циклов или даже до большего числа в предпочтительных осуществлениях, при этом с учетом уравнивания данных используют только последние циклы и используют большее число циклов. В более предпочтительном осуществлении для такого уравнивания используют число циклов, которое находится между приблизительно тремя циклами и приблизительно двадцатью циклами, чтобы вычислять среднее, а в наиболее предпочтительном осуществлении для такого уравнивания используют приблизительно восемь циклов, чтобы вычислять среднее. В каждом случае измерения временного интервала между моментом t1 времени и моментом t2 времени используют для заданного числа непосредственно предшествующих циклов, так что новое среднее значение вычисляют для каждого последующего цикла.
Третье давление р3 может быть ниже, чем второе давление р2, чтобы имелось более высокое давление р2 для быстрого окончания времени прессования капли 40 стекломассы в черновой форме и чтобы имелось более низкое давление р3 для предотвращения возникновения перепрессованного горлышка. В этом случае это более высокое второе давление р2 должно сбрасываться до того, как стекло из капли 40 стекломассы заполнит черновую форму, чтобы предотвращать перепрессовку горлышка. Для гарантии, что это не случится, временной интервал между моментом t1 времени и моментом tp3 времени, после которого давление, прикладываемое к плунжеру 38, будет изменяться от р2 до более низкого р3, выбирают так, чтобы он составлял выраженную в процентах часть измеряемого временного интервала между моментом t1 времени и моментом t3 времени (как вариант вместо этого он может составлять выраженную в процентах часть измеряемого временного интервала между моментом tp2 времени и моментом t3 времени или даже выраженную в процентах часть измеряемого временного интервала между моментом t2 времени и моментом t3 времени, хотя эти варианты не являются наиболее предпочтительными реализациями способа и системы управления по времени выстоя согласно настоящему изобретению).
В предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp3 времени можно изменять от приблизительно 50% до приблизительно 90% временного интервала между моментом t1 времени и моментом t3 времени. В более предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp3 времени можно изменять от приблизительно 60% до приблизительно 80% временного интервала между моментом t1 времени и моментом t3 времени. В наиболее предпочтительном осуществлении временной интервал между моментом t1 времени и моментом tp3 времени составляет приблизительно 70% временного интервала между t1 и t3.
Число предшествующих циклов, на протяжении которых временной интервал между моментом t1 времени и моментом t3 времени можно измерять и усреднять, можно изменять от одного цикла (в этом случае в усреднении нет необходимости) до одной сотни циклов или даже до большего числа в предпочтительных осуществлениях, при этом с учетом уравнивания данных используют только последние циклы и используют большее число циклов. В более предпочтительном осуществлении для такого уравнивания используют число циклов, которое находится между приблизительно тремя циклами и приблизительно двадцатью циклами, чтобы вычислять среднее, а в наиболее предпочтительном осуществлении для такого уравнивания используют приблизительно восемь циклов, чтобы вычислять среднее. В каждом случае измерения временного интервала между моментом t1 времени и моментом t3 времени используют для заданного числа непосредственно предшествующих циклов, так что новое среднее значение вычисляют для каждого последующего цикла.
Если использовать первый вариант осуществления, упомянутый выше, вместо рассмотренного, временной интервал между моментом tp2 времени и моментом tp3 времени можно изменять от приблизительно от 45% до приблизительно 85% временного интервала между моментом tp2 времени и моментом t3 времени. В более предпочтительном осуществлении временной интервал между моментом tp2 времени и моментом tp3 времени можно изменять от приблизительно 55% до приблизительно 75% временного интервала между моментом tp2 времени и моментом t3 времени. В наиболее предпочтительном осуществлении временной интервал между моментом tp2 времени и моментом tp3 времени составляет приблизительно 65% временного интервала между моментом tp2 времени и моментом t3 времени.
В некоторых случаях (таких как, например, изготовление широкогорлых стеклянных сосудов) может быть желательно иметь р3 более высоким, чем р2 (и также иметь р2 более высоким, чем р1). Это можно делать, поскольку в течение времени выстоя плунжер 38 находится в контакте с пулькой из капли 40 стекломассы в черновой форме и как таковой не перемещается или перемещается с такой чрезвычайно низкой скоростью, что он по существу не имеет механического момента. В силу этого возможно, чтобы давление во время выстоя было выше, чем второе давление р2, используемое в течение времени прессования, хотя эти варианты обычно не являются наиболее предпочтительными реализациями способа и системы управления по времени выстоя согласно настоящему изобретению (за исключением, возможно, изготовления широкогорлых стеклянных сосудов).
Поскольку временной период, который начинается в момент t1 времени и заканчивается в момент t4 времени, является фиксированным и поскольку желательно иметь время выстоя, начинающееся в момент t3 времени и заканчивающееся в момент t4 времени, то есть по меньшей мере минимальный временной период продолжительностью, такой как, например, продолжительностью между приблизительно 400 и 600 мс, в варианте осуществления можно иметь задачу определения заданного значения для момента t3 времени. Путем изменения значений только второго давления р2 или путем изменения значений первого давления р1 и второго давления р2, при этом они находятся в постоянной взаимосвязи (например, первое давление р1 в 1,12 раз больше второго давления р2), эта задача для времени выстоя, начинающегося при заданном значении времени t3, может быть реализована в течение относительно немногих циклов формования пульки.
В отдельных случаях в зависимости от конкретной конструкции формы возможны различные загрузки и возможны изменения других параметров, фактически возможны всякие сочетания уровней р1, р2, р3. При этом все возможные сочетания рассматриваются как охватываемые усовершенствованными способом и системой управления по времени выстоя.
Поэтому из приведенного выше подробного описания предпочтительного осуществления настоящего изобретения должно быть понятно, что изложены усовершенствованные способ и система управления по времени выстоя, результатом применения которых является возможность регулирования времени выстоя (времени, в течение которого плунжер находится в полном контакте с пулькой из капли). Усовершенствованные способ и система по времени выстоя позволяют автоматизировать процесс переключения давления без необходимости во входных данных оператора после начала процесса. Способом и системой управления по времени выстоя также предотвращается случайное открывание форм вследствие возникновения ситуаций, связанных с повышенным давлением.
Способ и система управления по времени выстоя представляют собой конструкцию, которая является надежной и долговечной и которая требует небольшого или не требует технического обслуживания, обеспечиваемого пользователем на протяжении эксплуатационного срока службы. Кроме того, способ и система управления по времени выстоя согласно настоящему изобретению представляют собой недорогую конструкцию, что усиливает ее притягательность при сбыте, и вследствие этого имеется возможность широкого сбыта. Наконец, все указанные выше преимущества и задачи способа и системы управления по времени выстоя согласно настоящему изобретению достигаются без каких-либо значительных относительных недостатков.
Хотя изложенное выше описание способа и системы управления по времени выстоя согласно настоящему изобретению было показано и рассмотрено применительно к конкретным осуществлениям и применениям, оно было представлено для целей иллюстрации и рассмотрения и не предполагается исчерпывающим или ограничивающим изобретение раскрытыми конкретными осуществлениями и применениями. Специалисту в данной области техники должно быть понятно, что некоторое количество изменений, модификаций, вариантов или замен к изобретению, описанному в этой заявке, могут быть сделаны без отступления от сущности или объема настоящего изобретения. Конкретные осуществления и применения были выбраны и описаны для предоставления наилучшей иллюстрации принципов изобретения и его практического применения, чтобы тем самым дать возможность специалисту в данной области техники использовать изобретение в различных осуществлениях и различных модификациях, которые предполагаются пригодными для конкретного использования. Все такие изменения, модификации, варианты и замены следует рассматривать как находящиеся в объеме настоящего изобретения, определяемого прилагаемой формулой изобретения, интерпретируемой в соответствии с широтой, с которой они объективно, по праву и по справедливости дают право на патент.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285671C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286960C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285673C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2285672C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286959C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286958C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286956C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286957C2 |
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286955C2 |
| Способ формования стеклотары | 2022 |
|
RU2790913C1 |
Система и способ управления по времени выстоя для автоматического регулирования выбора и распределения во времени последовательности давлений, используемых для приведения в движение плунжера в черновой форме в течение процесса формования пульки. Распределение во времени характеристик из наблюдаемой кривой прессования на основании одного или нескольких предшествующих циклов формования пульки определяется и используется для управления распределением во времени изменений давления в течение последующего цикла формования пульки. Чтобы предотвращать принудительное открывание черновой формы и чтобы предотвращать образование перепрессованного горлышка, распределения во времени этих изменений давления определяются как заданные, выраженные в процентах части распределений во времени характеристик. Упрощает техническое обслуживание, обеспечивает надежность и долговечность конструкции. 6 н. и 30 з.п. ф-лы, 2 ил.
1. Способ работы плунжера в черновой форме для формования пульки из капли стекломассы, при этом плунжер приводится в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом способ содержит этапы, на которых:
осуществляют мониторинг положения плунжера в черновой форме в зависимости от времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени;
обнаруживают первую характеристику перемещения плунжера в момент t2 времени в течение по меньшей мере одного мониторируемого цикла формования пульки, при этом указанная первая характеристика является показателем, что верхняя часть формы заполнена стеклом из капли стекломассы;
обнаруживают вторую характеристику перемещения плунжера в момент t3 времени в течение по меньшей мере одного мониторируемого цикла формования пульки, при этом указанная вторая характеристика показывает, что стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным ее заполнением;
на основании момента t2 времени определяют момент tp2 времени до момента t2 времени, предназначенный для изменения первого давления на второе давление;
на основании момента t3 времени определяют момент tp3 времени до момента t3 времени, предназначенный для изменения второго давления на третье давление, и
в течение цикла формования пульки, следующего за по меньшей мере одним мониторируемым циклом формования пульки, после загрузки капли в черновую форму, прикладывают первое давление от момента t1 времени до момента tp2 времени, второе давление от момента tp2 времени до момента tp3 времени и третье давление от момента tp3 времени до момента t4 времени.
2. Способ по п.1, в котором первая характеристика перемещения плунжера содержит:
нелинейность, проявляющуюся при перемещении плунжера относительно времени.
3. Способ по п.1, в котором вторая характеристика перемещения плунжера содержит:
падение связанной с перемещением плунжера характеристики ниже выбранного уровня.
4. Способ по п.1, в котором первое давление больше, чем второе давление или третье давление.
5. Способ по п.4, в котором второе давление больше, чем третье давление.
6. Способ по п.4, в котором третье давление больше, чем второе давление.
7. Способ по п.1, в котором этап мониторинга содержит:
мониторинг положения плунжера в черновой форме в зависимости от времени в течение каждого цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени.
8. Способ по п.7, дополнительно содержащий идентификацию момента времени в более чем одном мониторируемом цикле формования пульки, в который перемещение плунжера в черновой форме относительно времени проявляет нелинейность, которая является показателем повышения сопротивления дальнейшему перемещению плунжера, и этот момент времени идентифицируют как момент t2 времени;
и идентификацию момента времени в более чем одном мониторируемом цикле формования пульки, в который перемещение плунжера в черновой форме относительно времени падает ниже минимального порога, что является показателем окончания цикла прессования, и этот момент времени идентифицируют как момент t3 времени.
9. Способ по п.8, в котором определяют среднее измеряемых моментов t2 времени для более одного цикла формования пульки для определения момента t2 времени для более одного цикла формования пульки, следующего за более чем одним мониторируемым циклом формования пульки.
10. Способ по п.9, в котором более чем один мониторируемый цикл формования пульки содержит приблизительно восемь мониторируемых циклов формования пульки.
11. Способ по п.8, содержащий определение среднего моментов t3 времени в более чем один мониторирируемом цикле формования пульки для определения момента t3 времени для цикла формования пульки, следующего за более чем одним мониторируемым циклом формования пульки.
12. Способ по п.11, в котором более чем один мониторируемый цикл формования пульки содержит приблизительно восемь мониторируемых циклов формования пульки.
13. Способ по п.1, в котором второе давление или первое давление и второе давление регулируют до получения заданного интервала времени выстоя между моментом t3 времени и моментом t4 времени.
14. Способ по п.1, в котором временной интервал между моментом t1 времени и моментом tp2 времени составляет первую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t2 времени для по меньшей мере одного мониторируемого цикла формования пульки; и
при этом временной интервал между моментом t1 времени и моментом tp3 времени составляет вторую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t3 времени для по меньшей мере одного мониторируемого цикла формования пульки.
15. Способ по п.14, в котором первая заданная, выраженная в процентах часть составляет приблизительно восемьдесят процентов.
16. Способ по п.14, в котором вторая заданная, выраженная в процентах часть составляет приблизительно семьдесят процентов.
17. Способ работы плунжера в черновой форме для формования пульки из капли стекломассы, при этом плунжер приводится в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом способ содержит этапы, на которых:
осуществляют мониторинг положения плунжера в черновой форме в зависимости от времени в течение циклов формования пульки, каждый из которых начинается в момент t1 времени и заканчивается в момент t4 времени;
в мониторируемом цикле формования пульки обнаруживают нелинейность перемещения пульки относительно времени, которая является показателем, что верхняя часть формы заполнена стеклом из капли стекломассы, в момент t2 времени;
в мониторируемом цикле формования пульки определяют падение связанной с перемещением плунжера характеристики ниже выбранного уровня в момент t3 времени, что является показателем, что стекло из капли стекломассы распределилось на протяжении всей черновой формы с ее заполнением; и
в течение цикла формования пульки, следующего за мониторируемым циклом формования пульки, после того как капля загружена в черновую форму, прикладывают первое давление от момента t1 времени до момента tp2 времени, второе давление от момента tp2 времени до момента tp3 времени и третье давление от момента tp3 времени до момента t4 времени;
при этом временной интервал между моментом t1 времени и моментом tp2 времени для каждого цикла формования пульки составляет первую заданную, выраженную в процентах часть временного интервала между моментом t1 времени и моментом t2 времени; и
при этом временной интервал между моментом t1 времени и моментом tp3 времени для каждого цикла формования пульки составляет вторую заданную, выраженную в процентах часть временного интервала между моментом t1 времени и моментом t3 времени.
18. Способ работы плунжера в черновой форме для формования пульки из капли стекломассы, при этом плунжер приводится в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом способ содержит этапы, на которых:
осуществляют мониторинг положения плунжера в черновой форме в зависимости от времени в течение циклов формования пульки, каждый из которых начинается в момент t1 времени и заканчивается в момент t4 времени;
определяют момент t2 времени в каждом мониторируемом цикле формования пульки, в который верхняя часть формы заполнена стеклом из капли стекломассы;
определяют момент t3 времени в каждом мониторируемом цикле формования пульки, в который стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным заполнением ее; и
в течение каждого цикла формования пульки, после того как капля загружена в черновую форму, прикладывают первое давление от момента t1 времени до момента t2 времени, второе давление от момента tp2 времени до момента tp3 времени и третье давление от момента tp3 времени до момента t4 времени;
при этом временной интервал между моментом t1 времени и моментом tp2 времени составляет первую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t2 времени для одного или нескольких предшествующих циклов формования пульки; и
при этом временной интервал между моментом t1 времени и моментом tp3 времени составляет вторую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t3 времени для одного или нескольких предшествующих циклов формования пульки.
19. Система для работы плунжера при формовании пульки в черновой форме, при этом плунжер приводится в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом система содержит:
датчик положения для осуществления мониторинга положения плунжера в черновой форме в зависимости от времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени; и
систему управления, выполненную с возможностью обнаружения первой характеристики перемещения плунжера в момент t2 времени в течение по меньшей мере одного мониторируемого цикла формования пульки, при этом указанная первая характеристика является показателем, что верхняя часть формы заполнена стеклом из капли стекломассы, и второй характеристики перемещения плунжера в момент t3 времени в течение по меньшей мере одного мониторируемого цикла формования пульки, при этом указанная вторая характеристика показывает, что стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным ее заполнением,
при этом система управления также выполнена с возможностью определения момента tp2 времени до момента t2 времени на основании момента t2 времени, предназначенного для изменения первого давления на второе давление,
определения момента tp3 времени до момента t3 времени на основании момента t3 времени, предназначенного для изменения второго давления на третье давление, и
в течение цикла формования пульки, следующего за по меньшей мере одним мониторируемым циклом формования пульки, после загрузки капли в черновую форму, приложения первого давления от момента t1 времени до момента tp2 времени, второго давления от момента tp2 времени до момента tp3 времени и третьего давления от момента tp3 времени до момента t4 времени в течение цикла формования пульки, следующего за по меньшей мере одним мониторируемым циклом формования пульки, после того как капля загружена в черновую форму.
20. Система по п.19, в которой первая характеристика перемещения плунжера, определяемая системой управления, содержит:
нелинейность, проявляющуюся при перемещении плунжера относительно времени.
21. Система по п.19, в которой вторая характеристика перемещения плунжера, определяемая системой управления, содержит: падение связанной с перемещением плунжера характеристики ниже выбранного уровня.
22. Система по п.19, в которой первое давление больше, чем второе давление или третье давление.
23. Система по п.19, в которой второе давление больше, чем третье давление.
24. Система по п.19, в которой третье давление больше, чем второе давление.
25. Система по п.18, в котором датчик положения выполнен с возможностью мониторинга положения плунжера в черновой форме в зависимости от времени в течение каждого цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени.
26. Система по п.25, в которой система управления дополнительно выполнена с возможностью идентификации момента времени в более чем одном мониторируемом цикле формования пульки, в который перемещение плунжера в черновой форме относительно времени проявляет нелинейность, которая является показателем повышения сопротивления дальнейшему перемещению плунжера, и этот момент времени идентифицируется как момент t2 времени;
и идентификации момента времени в более чем одном мониторируемом цикле формования пульки, в который перемещение плунжера в черновой форме относительно времени падает ниже минимального порога, что является показателем окончания цикла прессования, и этот момент времени идентифицируется как момент t3 времени.
27. Система по п.26, в котором система управления приспособлена для определения среднего измеряемых моментов t2 времени для более одного цикла формования пульки для определения момента t2 времени для более одного цикла формования пульки, следующего за более чем одним мониторируемым циклом формования пульки.
28. Система по п.27, в котором более чем один мониторируемымй цикл формования пульки содержит приблизительно восемь мониторируемых циклов формования пульки.
29. Система по п.26, в которой система управления выполнена с возможностью определения среднего моментов t3 времени в более чем одном мониторирируемом цикле формования пульки для определения момента t3 времени для цикла формования пульки, следующего за более чем одним мониторируемым циклом формования пульки.
30. Система по п.29, в котором более чем один мониторируемый цикл формования пульки содержит приблизительно восемь мониторируемых циклов формования пульки.
31. Система по п.19, в которой временной интервал между моментом t1 времени и моментом tp2 времени, определяемый системой управления, составляет первую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t2 времени для по меньшей мере одного мониторируемого цикла формования пульки;
при этом временной интервал между моментом t1 времени и моментом tp3 времени, определяемый системой управления, составляет вторую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t3 времени для по меньшей мере одного мониторируемого цикла формования пульки.
32. Система по п.31, в которой первая заданная, выраженная в процентах часть составляет приблизительно восемьдесят процентов.
33. Система по п.31, в котором вторая заданная, выраженная в процентах часть составляет приблизительно семьдесят процентов.
34. Система по п.19, в которой система управления выполнена с возможностью регулирования второго давления или первого давления и второго давления до получения заданного интервала времени выстоя между моментом t3 времени и моментом t4 времени.
35. Система работы плунжера в черновой форме для формования пульки из капли стекломассы, при этом плунжер приспособлен для приведения в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом система содержит:
датчик положения для осуществления мониторинга положения плунжера в черновой форме в зависимости от времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени; и
систему управления, выполненную с возможностью определения нелинейности перемещения пульки относительно времени, которая является показателем, что верхняя часть формы заполнена стеклом из капли стекломассы, в момент t2 времени,
при этом система управления также выполнена с возможностью определения характеристики перемещения плунжера в мониторируемом цикле формования пульки, которая падает ниже выбранного уровня в момент t3 времени и которая показывает, что стекло из капли стекломассы распределилось на протяжении всей черновой формы с ее заполнением,
при этом система управления также выполнена с возможностью приложения первого давления от момента t1 времени до момента tp2 времени, второго давления от момента tp2 времени до момента tp3 времени и третьего давления от момента tp3 времени до момента t4 времени в цикле формования пульки, следующим за мониторируемым циклом формования пульки, после загрузки капли в черновую форму;
при этом временной интервал между моментом t1 времени и моментом tp2 времени для каждого цикла формования пульки составляет первую заданную, выраженную в процентах часть временного интервала между моментом t1 времени и моментом t2 времени; и
при этом временной интервал между моментом t1 времени и моментом tp3 времени для каждого цикла формования пульки составляет вторую заданную, выраженную в процентах часть временного интервала между моментом t1 времени и моментом t3 времени.
36. Система для работы плунжера при формовании пульки в черновой форме, при этом плунжер приспособлен для приведения в движение поршнем в цилиндре, для которого может быть применен источник среды под давлением с выбираемыми давлениями, при этом система содержит:
датчик положения для осуществления мониторинга положения плунжера в черновой форме в зависимости от времени в течение по меньшей мере одного цикла формования пульки, начинающегося в момент t1 времени и заканчивающегося в момент t4 времени; и
систему управления, выполненную с возможностью определения момента t2 времени в каждом мониторируемом цикле формования пульки, в который верхняя часть формы заполнена стеклом из капли стекломассы, и определения момента t3 времени в каждом мониторируемом цикле формования пульки, в который стекло из капли стекломассы распределилось на протяжении всей черновой формы с полным ее заполнением; и
при этом система управления выполнена с возможностью приложения первого давления от момента t1 времени до момента t2 времени, второго давления от момента tp2 времени до момента tp3 времени и третьего давления от момента tp3 времени до момента t4 времени в течение каждого цикла формования пульки, после того как капля загружена в черновую форму;
при этом временной интервал между моментом t1 времени и моментом tp2 времени составляет первую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t2 времени для одного или нескольких предшествующих циклов формования пульки; и
при этом временной интервал между моментом t1 времени и моментом tp3 времени составляет вторую заданную, выраженную в процентах часть временного интервала, основанную на временном интервале между моментом t1 времени и моментом t3 времени для одного или нескольких предшествующих циклов формования пульки.
| Стекло | 1983 |
|
SU1127853A1 |
| 0 |
|
SU289978A1 | |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| US 4662923 A1, 05.05.1987 | |||
| US 6185829 B1, 13.02.2001. | |||

