Изобретение относится к химической промышленности, а именно к гальваническому производству.
В современной триботехнике возникает необходимость повышения износостойкости и снижения коэффициента трения. Анодно-окисное покрытие формируется в процессе травления в кислотном растворе, когда скорость нарастания анодной пленки превышает скорость электрохимического травления. Поверхность анодного покрытия обладает шероховатостью и наличием «вакансий» для дополнительной обработки, например, методом хроматирования, что не в полной мере удовлетворяет техническим требованием для трущихся контактных поверхностей. Увеличение технических требований к изделиям, связанных с продлением гарантийных сроков до 25-30 лет хранения, приведет к необходимости повышения количественной характеристики по химической стойкости анодного покрытия.
Известен способ комплексной защиты глазурованных, керамических, металлических поверхностей от утечек электрического тока, коррозии и гидрофабизации (заявка на патент РФ №2013135782). Однако в данном способе предусмотрено нанесение пленки на основе продукта эпилама на поверхности, не имеющие электроосажденных покрытий с хроматным или водным наполнением, что является существенным отличием.
Наиболее близким способом анодного окисления деталей из алюминиевых сплавов является способ, описанный в патенте РФ №2114219. Этот способ заключается в нанесении анодной пленки на алюминий и наполнение этой пленки раствором, содержащим таннид, бензотриазол и однозамещенный фосфат натрия. Основным недостатком этого способа является то, что бензотриазол, как поверхностно активное вещество, не растворяется в воде, так же бензотриазол не является веществом, повышающим антикоррозионные свойства алюминия, и не повышает износоустойчивость, и не снижает коэффициент трения, необходимый для лучшего скольжения трущихся контактных поверхностей.
Задачей данного изобретения является улучшение триботехнических свойств при одновременном обеспечении эффективной защиты изделия от коррозии.
Технический результат заключается в улучшении триботехнических свойств за счет трехслойного нанесения поверхностно-активного вещества типа эпилам по предлагаемой технологии.
Технический результат достигается тем, что в способе изготовления коррозионностойкого покрытия на металлической поверхности, преимущественно для трущихся контактных поверхностей деталей из алюминиевых сплавов, включающем подготовку поверхности: обезжиривание, травление, осветление; формирование анодной пленки и ее обработку фторсодержащим поверхностно-активным веществом эпилам, обработку анодной пленки фторсодержащим поверхностно-активным веществом проводят в три слоя, при этом выдерживают 15-20 минут после нанесения первого и второго слоя, а после нанесения третьего слоя проводят термостатирование покрытия при температуре 115-125°С в течение 60 мин.
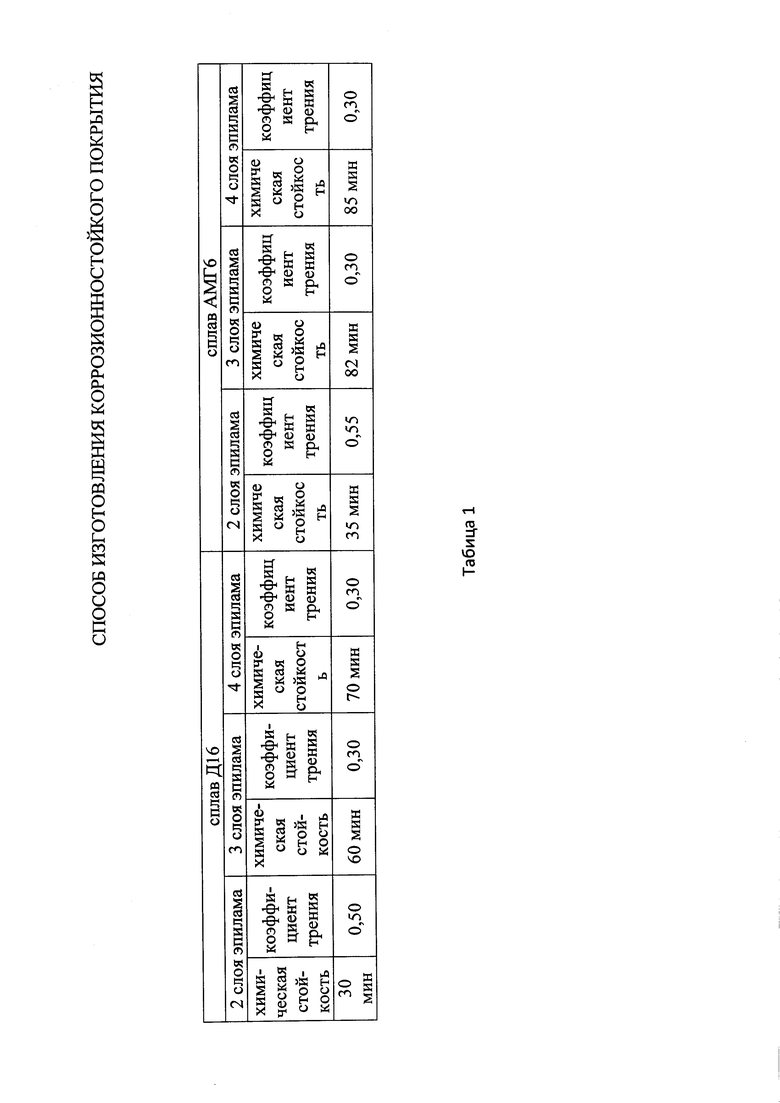
Для нанесения на металлическую поверхность фторсодержащего поверхностно-активного вещества эпилам оптимально выбраны три слоя, так как при нанесении двух слоев коэффициент трения снижается с 0,55 до 0,50, и химическая стойкость не увеличивается, что является технологически не удовлетворительным, а при нанесении четырех слоев коэффициент трения равен коэффициенту трения при нанесении трех слоев, при этом химическая стойкость возрастает незначительною. Следовательно, три слоя пленки эпилама обеспечивают оптимальное качество для повышения защитных свойств и снижения коэффициента трения. Результаты приведены в таблице 1.
Временной интервал 15-20 минут между нанесением первого и второго, второго и третьего слоев фторсодержащего поверхностно-активного вещества эпилам обеспечивает формирование на твердой поверхности мономолекулярного слоя определенным образом ориентированных молекул эпилама, что радикально меняет энергетические параметры металлической поверхности и образуют хемосорбиционную связь, что оптимальным образом снижает коэффициент трения защитного покрытия.
Время выдержки алюминиевых пластин в термостате 60 мин, так как оно является оптимальным для полного проникновения эпилама в поры анодной пленки, меньшее время не дает такого эффекта, а большее время будет экономически и технологически не выгодным.
Температурный интервал термостатирования 115-125°С обеспечивает полное высыхание эпилама и сцепление его с поверхностью анодной пленки, меньшая температура не даст такого результата, а большая температура неудовлетворительна экономически и технологически.
Анодная пленка с обработкой эпиламом и без обработки подвергается контролю на химическую стойкость по методике, описанной в ОСТ 92-1436-81 (п. 4.4.4). Методика заключается в капельном нанесении раствора, состоящего из HCl (кислота соляная) и K2Cr2O7 (калий двухромовокислый) на поверхность изделия. Изменение цвета капли от желтого к зеленому не должно происходить в течение 4 мин при температуре 18-21°С и 2 мин при температуре 22-26°С. Анодная пленка подвергается контролю на коэффициент трения по ГОСТ 27492-87 с использованием пружинного динамометра. Результаты исследований определения химической стойкости и коэффициента трения представлены в таблице 2.
Эффективность технологии эпиламирования, применяемой в производстве, доказана нанометрическими исследованиями технологий обработки и упрочнения материалов. Снижение поверхностной энергии твердых тел и повышение износостойкости достигается эпиламированием - процессом нанесения фторсодержащего поверхностно-активного вещества (ПАВ) на поверхность твердого тела. При эпиламировании на твердой поверхности формируется мономолекулярный слой определенным образом ориентированных молекул эпилама, который радикально меняет энергетические параметры поверхности. С металлическими поверхностями эпилам образует хемосорбиционную связь. Обеспечивается равномерное удержание жидкости на поверхности твердых тел. Эпиламы гарантированно выдерживают температуру эксплуатации от -269°С до +520°С, что позволяет применять данный материал в узлах трения машин и для гидрофобизации поверхности металлических и неметаллических изделий. Сформировавшаяся после адсорбционно-химического процесса на поверхности пленка обладает высокими гидрофобизирующими свойствами, высокой химической стабильностью, высокой термической стойкостью и рядом других положительных качеств, в том числе способностью защитить контактирующие поверхности от окисления и истирания.
Анализ результатов исследований, представленных в таблице 2, показывает, что показатель химической стойкости и коэффициента трения анодированного покрытия с покрытием эпиламом выше, по сравнению с базовым вариантом и стабилизируются по истечении 24-30 часов после термостатирования. Таким образом, эффективность представленного способа является достоверно подтвержденной.
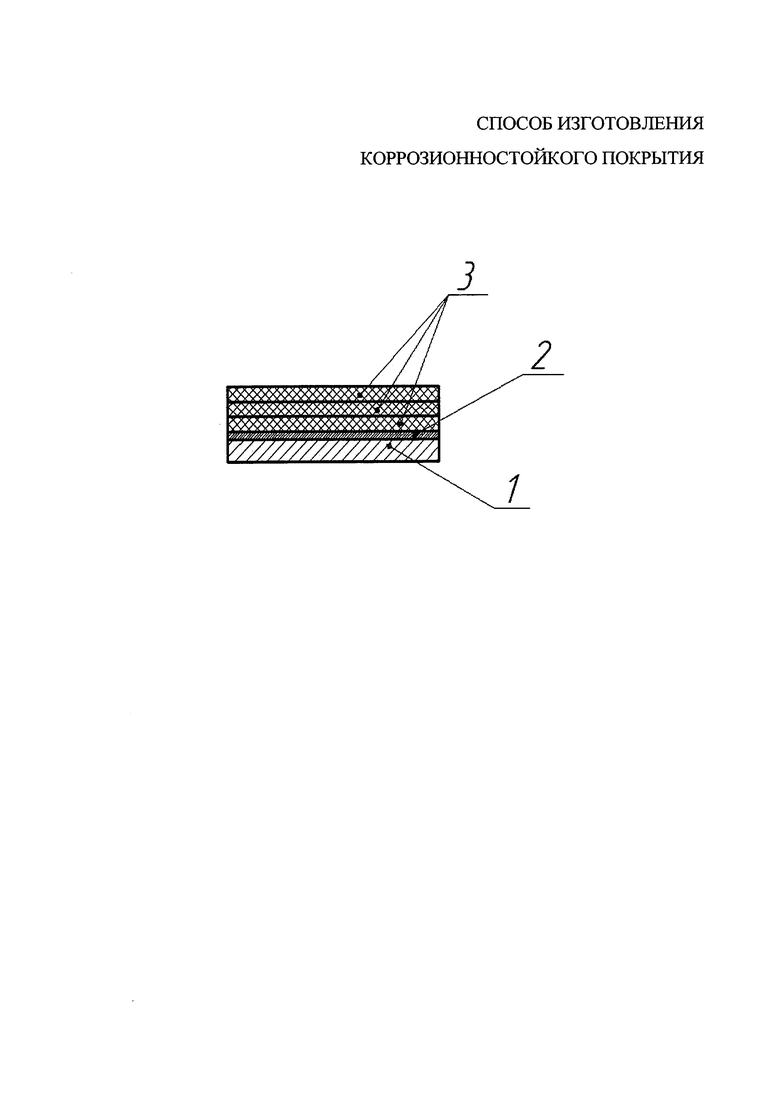
На чертеже изображено анодное покрытие, где 1 - пластины из алюминиевого сплава (например, Д16, АМГ6), 2 - анодная пленка, 3 - трехслойное покрытие с применением эпилама.
Пример изготовления защитного покрытия.
Пластины 1 из алюминиевого сплава (Д16, АМГ6) обезжиривают х/б салфеткой, смоченной органическим растворителем - нефрас С2-80/120 или С3-80/120, и сушат на воздухе или сжатым воздухом.
Затем пластины травят в растворе гидроксида натрия (NaOH) - 40-60 г/л и фторида натрия (NaF) - 40-50 г/л, при температуре 50-70°С в течение 5-15 мин, после чего изделия промывают в теплой воде 40-59°С в течение 20 с, а затем в холодной проточной воде не менее 20 с.
Далее пластины осветляют в растворе азотной кислоты (HNO3) - 300-400 г/л при температуре 15-30°С в течение 1-2 мин, затем изделия промывают в холодной воде не менее 20 с.
Затем пластины из сплава Д16 подвергают анодированию в растворе серной кислоты (H2SO4) - 180-230 г/л, сульфата алюминия (Al2(SO4)3) - 10-15 г/л, щавелевой кислоты (Н2С2О4) - 15-17 г/л при температуре 15-22°С в течение 25-60 мин, а пластины из сплава АМГ6 анодируют в растворе хромового ангидрида (CrO3) - 50-95 г/л при температуре 30-40°С в течение 25-60 мин, затем промывают детали в холодной воде не менее 20 с, получается анодная пленка 2.
После анодировния пластины из сплава Д16 пропитывают в растворе хромового ангидрида (CrO3) - 50-92 г/л при температуре 15-22°С в течение 10-12 мин, а пластины из сплава АМГ6 пропитывают в воде при температуре 90-98°С в течение 20-30 мин;
Далее пластины пропитывают эпиламом «Эфрен-К» (марка Б2 ТУ 6-02-2-929-87), или 6СФК-180-05 (ТУ 6-02-1229-82), или «Трибоконцентрат» (ТУ 2412-002-13868195-2012), или «СФК-20» (ТУ 2412-002-13868195-2012), или «СФК-05» (ТУ 2412-002-13868195-2012). Эпилам наносят кистью в три слоя 3 с промежутком в 15 мин между нанесением первого и второго, второго и третьего слоев.
Покрытие термостатируют в течение 1 часа при температуре 125°С. Полученное покрытие показано на чертеже.
Предлагаемое изобретение улучшает триботехнические свойства покрытия, а также благодаря присутствию в составе эпилама ионов фтора способствует (при наличии минимизации толщины) дополнительной адсорбции на анодной поверхности и после термостатирования - снижению коэффициента трения и создает гидрофобный эффект.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2008 |
|
RU2401287C2 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2359981C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2081203C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИФРИКЦИОННЫХ И ПРОТИВОИЗНОСНЫХ ПОКРЫТИЙ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ ЭЛЕМЕНТОВ ПАР ТРЕНИЯ | 1998 |
|
RU2139456C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ В ВАКУУМЕ | 1991 |
|
RU2066705C1 |
| СОСТАВ ДЛЯ ПРОТИВОИЗНОСНЫХ ПОКРЫТИЙ | 1996 |
|
RU2100421C1 |
| ЭПИЛАМИРОВАННЫЙ ПОРИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2283322C1 |
| СПОСОБ ОБРАБОТКИ КАНАЛОВ ОХЛАЖДЕНИЯ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2417145C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2005 |
|
RU2280051C1 |
| ЭПИЛАМИРОВАННЫЙ ГРАФИТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2329946C1 |
Изобретение относится к химической промышленности, а именно к гальваническому производству. Способ изготовления коррозионно-стойкого покрытия на металлической поверхности, преимущественно для трущихся контактных поверхностей деталей из алюминиевых сплавов, включает подготовку поверхности: обезжиривание, травление, осветление; формирование анодной пленки и ее обработку фторсодержащим поверхностно-активным веществом эпилам. Обработку анодной пленки поверхностно-активным веществом проводят в три слоя, при этом выдерживают 15-20 мин после нанесения первого и второго слоя, а после нанесения третьего слоя проводят термостатирование покрытия при температуре 115-125°С в течение 60 мин. Технический результат заключается в улучшении триботехнических свойств за счет трехслойного нанесения поверхностно-активного вещества типа эпилам по предлагаемой технологии. 2 табл., 1 ил., 1 пр.
Способ изготовления коррозионно-стойкого покрытия на металлической поверхности, преимущественно для трущихся контактных поверхностей деталей из алюминиевых сплавов, включающий подготовку поверхности: обезжиривание, травление, осветление; формирование на ней анодной пленки и обработку пленки фторсодержащим поверхностно-активным веществом эпилам, отличающийся тем, что обработку анодной пленки фторсодержащим поверхностно-активным веществом проводят в три слоя, при этом выдерживают 15-20 мин после нанесения первого и второго слоя, а после нанесения третьего слоя проводят термостатирование покрытия при температуре 115-125°С в течение 60 мин.
| РАСТВОР ДЛЯ УПЛОТНЕНИЯ АНОДНООКИСНОГО ПОКРЫТИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2114219C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2008 |
|
RU2401287C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 2005 |
|
RU2280051C1 |
| RU 2013135782 A1, 10.02.2015 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2081203C1 |
| JP 2007138232 A1, 07.06.2007. | |||

