Изобретение относится к области лазерной обработки материалов и может быть использовано при получении градиентных материалов из порошков лазерным излучением и в лазерной стереолитографии с применением порошковых материалов.
Известен способ получения градиентных материалов [1], состоящий в последовательном нанесении слоев из различных порошков и их селективном спекании. Однако данный способ не позволяет получить спеченные области из различных порошков, лежащих в одной плоскости. Наиболее близким по технической сущности является способ получения градиентных материалов [2], состоящий в последовательном нанесении слоев из различных порошков и их селективном спекании. При использовании данного способа невозможно получить вертикальную границу раздела областей изделия из различных порошков, то есть получить в одном слое области изделия из различных порошков.
Задачей данного изобретения является разработка способа получения градиентных материалов и изделий из них, позволяющего получить спеченные области из различных порошков, лежащие в одной горизонтальной плоскости - в одном слое.
Для решения поставленной задачи предложен способ получения градиентных материалов из порошков, состоящий в последовательном нанесении слоев из различных материалов и программируемом селективном спекании или плавлении заданной области каждого слоя. Перед нанесением последующего слоя поршень рабочего бункера с изделием перемещают вверх на толщину наносимого слоя, снимают слой порошка, возвращают поршень в прежнее положение, наносят слой другого порошка и селективно спекают этот слой.
После селективного спекания предыдущего слоя поршень со спекаемым изделием поднимают на высоту слоя порошка и роллером очистки, сбрасывают слой порошка в бункер сбора порошка. Опускают поршень на высоту слоя, ножом каретки укладки наносят слой другого порошка и селективно его спекают в области, получая две области из разных порошков в одном слое.
Известно устройство для послойного лазерного спекания изделий из порошковых материалов [3], содержащее рабочую камеру, лазер, оптически связанный с фокусирующей системой и системой сканирования луча, рабочий бункер, поршень, перемещающий слой порошка и изделие, бункер-питатель, роллер засыпки и укладки порошка. С помощью данного устройства невозможно получить спеченные области из различных порошков, лежащие в одной горизонтальной плоскости.
Наиболее близким по технической сущности к заявляемому устройству является представленное в [4] устройство для послойного спекания изделий из порошковых материалов, содержащее рабочую камеру, лазер с системой сканирования и фокусировки луча, рабочий бункер, заполненный порошком, поршень, перемещающий слой порошка и изделие, бункер-питатель, каретку засыпки и укладки порошка.
Используя данное устройство невозможно получить изделия или покрытия, имеющие спеченные области из различных порошков, лежащие в одной горизонтальной плоскости - в одном слое.
Задачей заявляемого изобретения является расширение функциональных возможностей устройства для получения градиентных материалов, которое позволит реализовать предложенный способ получения градиентных материалов и получить спеченные области из различных порошков, лежащие в одной горизонтальной плоскости - в одном слое.
Для решения поставленной задачи предлагается устройство для получения градиентных материалов из порошков, содержащее рабочую камеру, лазер, оптически связанный с системой сканирования и фокусировки луча, рабочий бункер с поршнем, перемещающим слой порошка и изделие в вертикальном направлении, бункер-питатель, каретку засыпки и укладки порошка.
Каретка засыпки и укладки порошка дополнительно снабжена роллером прикатки, а также дополнительным роллером для очистки изделия с возможностью его вертикального перемещения, кроме того, установлен роллер очистки, перемещающийся перпендикулярно направлению движения каретки засыпки и укладки порошка, а по периметру входного окна рабочей камеры дополнительно установлены газоразрядные лампы с отражателями для нагрева поверхности порошка общей мощностью не ниже 5 кВт.
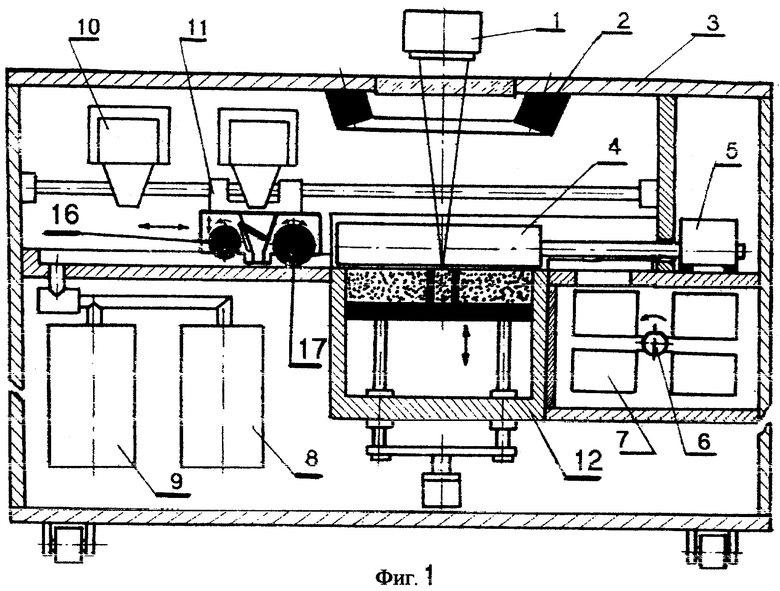
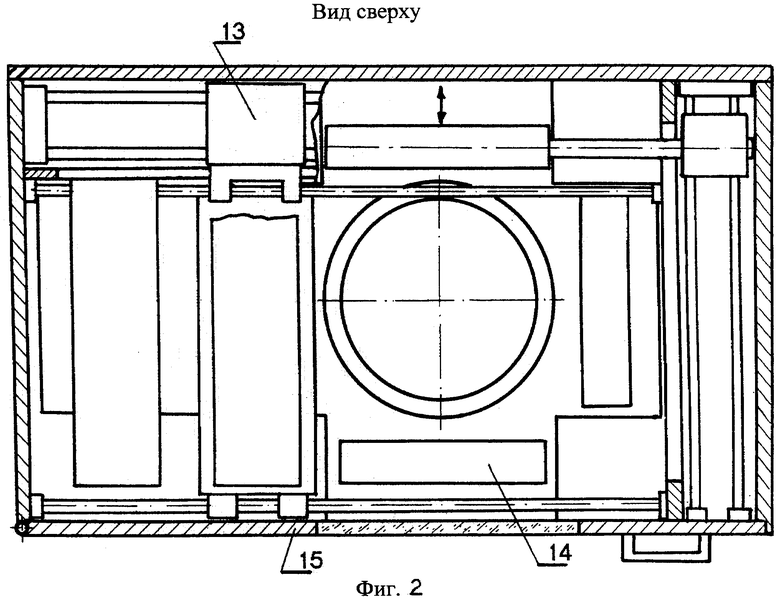
Сущность изобретения поясняется схемами (фиг.1, 2), где:
1 - лазер с системой сканирования и фокусировки луча, 2 - газоразрядные лампы с отражателями, 3 - рабочая камера с дверцей 13, 4 - роллер очистки на каретке 5, 6 - бункер сбора порошка с контейнерами 7, 8 - система напуска газа, 9 - вакуумный насос, 10 - бункер-питатель, 11 - каретка засыпки и укладки порошка, 12 - рабочий бункер с поршнем, на котором закреплено спекаемое изделие, 14 - бункер сбора порошка, 15 - входное окно рабочей камеры, 16 - роллер очистки, 17 - роллер прикатки.
Устройство работает следующим образом. На поршне рабочего бункера 12, находящегося в некотором исходном положении после селективного спекания предыдущего слоя из порошка А закреплено изделие. Перед нанесением слоя порошка Б поршень рабочего бункера 12 поднимается на высоту спекаемого слоя и с помощью роллера очистки 4, движущегося перпендикулярно движению каретки укладки порошка 11, производится удаление предыдущего слоя А. Каретка засыпки порошка 11 заполняется из одного из бункеров питателей порошком Б. Поршень рабочего бункера 12 опускают на высоту спекаемого слоя и наносят с помощью каретки 11 слой порошка Б. Укладка производится двумя ножами каретки 11. На обратном ходу каретки слой уплотняется роллером прикатки 17 каретки 11. Затем проводится селективное спекание слоя из порошка Б. Роллер очистки 16 на каретке 11, имеющий вертикальное перемещение, служит для дополнительной очистки при удалениии слоя порошка.
Периодическое поднимание и опускание поршня с изделием позволяет получить спеченные области из различных порошков, лежащие в одной плоскости, получить криволинейные в пространстве границы раздела областей изделия, спеченных из различных порошков и таким образом изготовить объемное изделие из градиентного материала любой сложности. При необходимости прогрева порошка, например при спекании керамики, включают лампы нагрева 2 и динамически регулируя интенсивность ламп обеспечивают оптимальный режим спекания. При работе в атмосфере инертного или активного газов предварительно вакуумируют рабочую камеру насосом 9, а затем заполняют объем с помощью системы напуска газа 8 с динамическим управлением.
Литература
1. Wang, Chunchau, Hu, Yiadong. Cu/Fe Powder Gradient Material Sintering by Laser Processing // Proceedings SPIE. Vol.3550. Pp.60-64. 1998.
2. I.Yadroitcev, Ph.Bernard, B.Laget, I.Smurov. Application of Laser Assisted Technology for Fabrication of Functionally Graded Coatings and Objects for ITER Components // Journal of Nuclear Materials. V.362. №2-3. P.189-196. 2006.
3. С.Г.Баев, В.П.Бессмельцев, В.М.Крылов и др.. "Разработка прототипа рабочей станции для изготовления трехмерных моделей методами послойного лазерного спекания и/или абляции" // Оптическая техника. №1. С.15-17.
4. Т.Rechtenwald, D.Roble et al. // Proceedings of the LANE 2007. Eriangen. 2007. P.491-50L
Изобретение относится к области лазерного спекания, а именно к получению градиентных материалов из порошков, и может быть использовано в лазерной стереолитографии. Способ включает последовательное нанесение слоев порошка из различных материалов при перемещении поршня рабочего бункера со спекаемым материалом и программируемое селективное спекание заданной области в плоскости каждого слоя. После спекания заданной области слоя поршень рабочего бункера со спеченным материалом перемещают вверх на толщину слоя и удаляют порошок из этого слоя. Затем возвращают поршень в прежнее положение, наносят другой порошок в плоскости слоя и проводят его селективное спекание. Устройство для реализации способа содержит рабочую камеру с входным окном, лазер, рабочий бункер с поршнем, бункер-питатель, каретку засыпки и укладки порошка. При этом устройство дополнительно снабжено роллером очистки, выполненным с возможностью перемещения в направлении, перпендикулярном направлению движения каретки засыпки и укладки порошка. Причем каретка засыпки снабжена роллером прикатки и дополнительным роллером очистки. По периметру входного окна рабочей камеры установлены газоразрядные лампы с отражателями для нагрева поверхности порошка общей мощностью не менее 5 кВт. Технический результат - повышение качества получаемого изделия при высоком КПД процесса спекания. 2 н.п. ф-лы, 2 ил.
1. Способ получения градиентного материала из порошков, включающий последовательное нанесение слоев порошка из различных материалов при перемещении поршня рабочего бункера со спекаемым материалом и программируемое селективное спекание заданной области в плоскости каждого слоя, отличающийся тем, что после спекания заданной области слоя поршень рабочего бункера со спеченным материалом перемещают вверх на толщину слоя, удаляют порошок из этого слоя, возвращают поршень в прежнее положение, наносят другой порошок в плоскости слоя и проводят его селективное спекание.
2. Устройство для получения градиентных материалов из порошков, содержащее рабочую камеру с входным окном, лазер, оптически связанный с системой сканирования и фокусировки луча, рабочий бункер с поршнем, выполненный с возможностью перемещения слоя порошка и спекаемого материала в вертикальном направлении, бункер-питатель, каретку засыпки и укладки порошка, отличающееся тем, оно снабжено роллером очистки, выполненным с возможностью перемещения в направлении, перпендикулярном направлению движения каретки засыпки и укладки порошка, которая снабжена роллером прикатки и дополнительным роллером очистки, выполненным с возможностью вертикального перемещения, при этом по периметру входного окна рабочей камеры установлены газоразрядные лампы с отражателями для нагрева поверхности порошка общей мощностью не менее 5 кВт.
| Wang C | |||
| et al | |||
| Study on Cu/Fe powder gradient material sintering by laser processing // Proceedings SPIE | |||
| Шарообразное судно для передвижения по воде и суше | 1926 |
|
SU3550A1 |
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| T.Rechtenwald et al | |||
| Станок для сварки труб | 1928 |
|
SU8211A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Бензиновая зажигалка | 1923 |
|
SU491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ КОМПОЗИЦИИ | 1995 |
|
RU2145269C1 |
| Способ сжигания влажного низкосортного топлива | 1932 |
|
SU30790A1 |

