Настоящее изобретение относится к области спортивного оружия и может быть использовано при изготовлении клинков фехтовального оружия, в частности клинков рапир, сабель и шпаг.
Известен способ производства спортивного фехтовального оружия по заявке Франции N 2515332, F41В 13/02, опубл. 1983 г., при котором из прутковой заготовки методом горячей деформации (горячей штамповкой, ковкой на радиально-ковочных машинах или ковкой вручную) получают тонкий пруток переменного по длине сечения, после чего производят механическую обработку изделия и термическую обработку.
Перечисленные способы имеют ряд существенных недостатков. Общими недостатками горячих процессов обработки металлов являются: нарушение экологии, невозможность получения точных размеров заготовки, в связи с чем клинки приходится шлифовать, что приводит к лишнему расходу металла, а также шлифовочные прижоги, которые снижают качество клинков. Горячая штамповка требует применения дорогостоящего громоздкого оборудования. Использование радиально-ковочной машины характеризуется медленной скоростью вытягивания изделия и затрудняет использование этого метода при массовом производстве фехтовального оружия. При ручной ковке в теле клинка часто образуются макродефекты, приводящие к внезапной поломке клинка во время боя и травмированию соперника.
Известный способ изготовления стальных клинков фехтовального оружия из мартенситно-стареющей стали методом горячей прокатки или волочения по патенту RU 2000861, МПК5 B21B 3/02, опубл. 15.10.1993, хотя и более производительный, но также обладает общими недостатками, характерными для горячих деформационных процессов. Кроме того, изготовление клинка цельным из дорогостоящей легированной стали повышает его стоимость.
Известен способ изготовления клинков спортивного оружия по патенту RU 2037128, МПК5 F41B 13/02, опубл. 1992 г. Согласно известному способу шлифованную прутковую заготовку из мартенсито-стареющей стали прокатывают вхолодную за два перехода с формированием профиля клинка и механически и термически обрабатывают.
Известный способ позволяет сформировать жесткую сильную часть клинка рапиры, сабли, шпаги без поверхностных и внутренних дефектов, которая отвечает требованиям спортсменов-мастеров. Однако для изготовления такого клинка расходуется достаточно дорогостоящая высоколегированная сталь - мартенситно-стареющая, в результате чего удорожается стоимость производимых клинков.
Из уровня техники, в патенте Великобритании N 2191709, A63B 69/02, опубл. 1987, известен способ изготовления фехтовальных клинков, лишенный вышеуказанного недостатка. Согласно известному изобретению клинок изготавливают из двух исходных прутковых заготовок разных марок сталей: наиболее нагруженная рабочая часть, идущая от острия, - из дорогой мартенситно-стареющей стали, рекомендованной Международной Федерацией фехтования FIE, а остальная часть - из дешевой углеродистой стали. Оба прутка имеют одинаковое начальное сечение в виде квадрата 6.25×6,25 мм или круга диаметром 6 мм. Прутки сваривают друг с другом контактным, электронно-лучевым или плазменным способом. Сваренный полуфабрикат подвергают обжатию ковкой до получения нужной формы и термической обработке. Сваренный участок усиливают за счет установки втулки, выполненной из стали, алюминия, пластика и др., и закрепления ее любым путем, например клеем, сваркой, болтами, заклепками, хомутами.
Однако сравнительно небольшое сечение прутков в зоне сварки (6,25×6,25 мм - в случае, если сечение квадрат, и диаметром 6 мм - в случае, если сечение круг) не обеспечивает прочного соединения, в результате чего в отдельных случаях наблюдаются поломки клинков в месте сварки. По этой же причине (недостаточно жесткое начальное сечение прутков в толстой части) получаемые клинки имеют излишнюю хлесткость, что не устраивает мастеров-фехтовальщиков, и подобные клинки используются в основном начинающими спортсменами во время тренировок. Кроме того, наличие третьей детали - втулки - только усложняет процесс изготовления клинка и не увеличивает его жесткости в сильной части, поскольку это соединение разъемное.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению, т.е. прототипом, является способ изготовления клинков фехтовального оружия, описанный в патенте RU 2174559, МПК7 C21D 8/00, F41B 13/02, A63B 69/02, опубл. 10.10.2001 г. Согласно известному изобретению клинок фехтовального оружия изготавливают следующим образом. Цилиндрическую заготовку из дешевой углеродистой стали и заготовку из дорогой мартенситно-стареющей стали, имеющие равные диаметры, соединяют сваркой. Зону сварного шва подвергают упрочнению холодной прокаткой со степенью деформации 2-10%. Затем производят обжатие полуфабриката холодной прокаткой рабочей части клинка с формированием требуемого профиля и термическую обработку - старение при температуре 460-480°.
Недостатком известного технического решения, выбранного за прототип, является то, что используемый процесс упрочнения сварного шва холодной прокаткой со степенью деформации 2-10% может производиться только на сваренных заготовках, имеющих одинаковые диаметры. Это приводит к тому, что для клинков, например у шпаг, имеющих значительное увеличение размеров рабочей части клинка у ручки, приходится использовать заготовки из дорогостоящей мартенситно-стареющей стали с большим диаметром, что увеличивает ее расход. Перенос сварного шва на участок с меньшим диаметром невозможен, поскольку в этом случае он будет находиться на рабочей части клинка, который подвергается холодной деформации прокаткой со степенью деформации 30-70%, что приведет к разрушению сварного шва. Кроме того, термическая обработка всего клинка - старение при температуре 460-480° - не обеспечивает достаточной прочности ручки клинка, изготовленной из углеродистой стали, и в отдельных случаях при больших нагрузках, действующих на клинок, особенно при фехтовании физически сильными спортсменами, ручка может изгибаться, что недопустимо.
Настоящее изобретение направлено на исключение вышеперечисленных недостатков, а именно на повышение прочностных свойств ручки клинка и сварного шва при одновременной экономии используемой дорогостоящей стали и увеличении жесткости клинка.
Для решения поставленной задачи в способе изготовления клинков фехтовального оружия, включающем соединение сваркой двух исходных прутковых заготовок, одна из которых выполнена из мартенситно-стареющей, а другая - из углеродистой сталей, обжатие сваренного полуфабриката холодной прокаткой для формирования профиля клинка и его механическую обработку с последующей термической обработкой старением, согласно заявляемому изобретению в качестве исходных для соединения сваркой выбирают прутковые заготовки разного диаметра, при этом заготовка из углеродистой стали имеет больший диаметр, а заготовка из мартенситно-стареющей стали - меньший диаметр.
Другим отличием заявляемого способа является то, что в процессе механической обработки полученного холодной прокаткой клинка осуществляют профилирование его толстой части, выполненной из углеродистой стали, с образованием ручки.
Еще одно отличие заявляемого изобретения заключается в том, что термическую обработку производят в два этапа: вначале закаливают только участок клинка из углеродистой стали с ручкой, а его последующий отпуск осуществляют одновременно со старением участка клинка из мартенситно-стареющей стали.
Сопоставительный анализ с прототипом показывает, что заявляемое изобретение отличается наличием новых операций, режимом выполнения, а также иным условием выполнения операции сварки заготовок.
Проведенный патентный поиск показал, что в настоящее время неизвестен способ изготовления клинков фехтовального оружия, обладающий такой же совокупностью существенных признаков, что и предлагаемый. Таким образом, заявляемое техническое решение соответствует критерию изобретения “новизна”.
При изучении уровня техники, известного в данной области техники, признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию “изобретательский уровень”.
Изготовление клинка фехтовального оружия из полуфабриката, полученного сваркой двух прутков разных диаметров, один из которых, большего диаметра, выполнен из дешевой углеродистой стали, другой, меньшего диаметра, выполнен из дорогостоящей мартенситно-стареющей стали, а также проведение термической обработки всего клинка за два этапа: вначале закалку углеродистой части клинка, а затем старение (отпуск) всего клинка позволяют сэкономить дорогостоящую мартенситно-стареющую сталь при одновременном повышении прочностных свойств ручки клинка и сварного шва, а также повышении жесткости клинка.
Вышеизложенное доказывает, что совокупность отличительных от прототипа признаков обеспечивает возможность использования заявляемого технического решения при изготовлении спортивного оружия, а именно рапир, сабель и шпаг, т.е. оно соответствует критерию изобретения “промышленная применимость”.
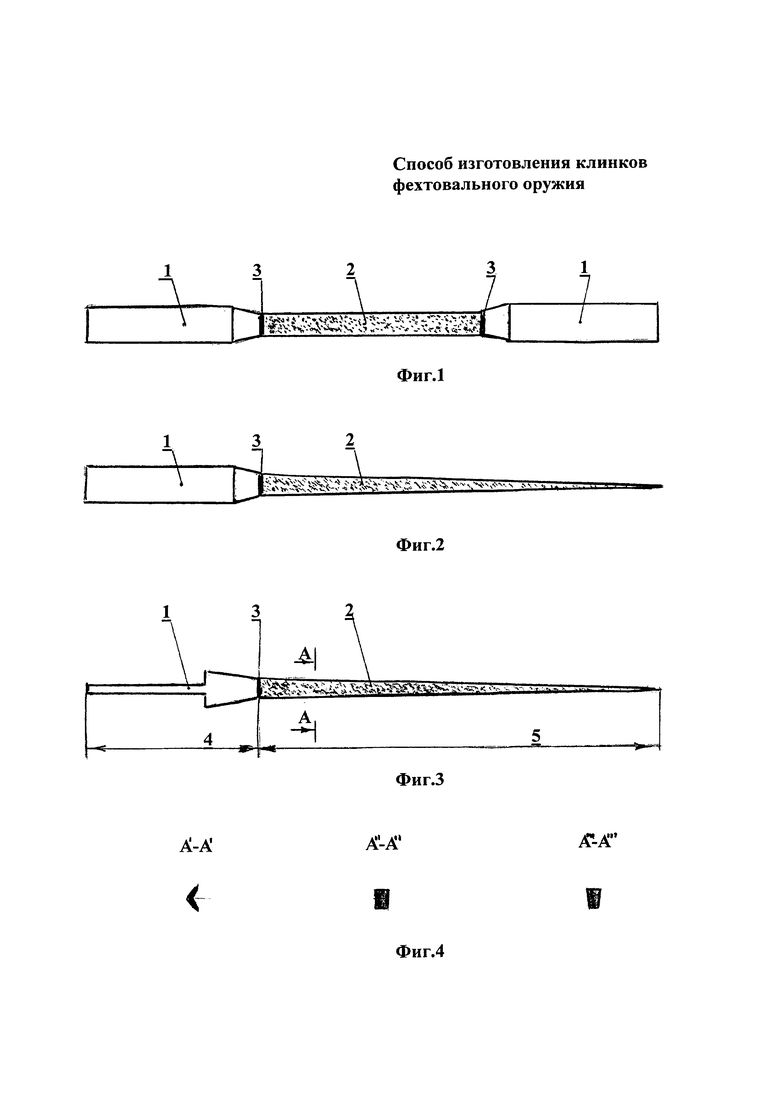
Предлагаемое изобретение схематически иллюстрируется чертежами, где на:
- фиг. 1 изображена сваренная сдвоенная заготовка клинка фехтовального оружия: 1 - заготовка из углеродистой стали, 2 - заготовка из мартенситно-стареющей стали, 3 - сварной шов;
- фиг. 2 - заготовка после предварительной прокатки, разделения и окончательной прокатки;
- фиг. 3 - клинок фехтовального оружия после механической обработки и термической обработки в два этапа: 4 - зона закалки углеродистой стали, 5 - зона старения мартенситно-стареющей стали;
- фиг 4 - сечение A-A на фиг. 3 (A′-A′ - сечение профиля для шпаги; A″-A″ -то же для рапиры; A′″-A′″ - то же для сабли).
Способ изготовления клинков фехтовального оружия осуществляется следующим образом.
Две прутковые заготовки 1 большего диаметра из дешевой углеродистой стали и полученную бесцентровым шлифованием прутковую заготовку 2 меньшего диаметра из дорогой мартенситно-стареющей стали, рекомендованной Международной Федерацией фехтования FIE, соединяют контактно-стыковой сваркой. Далее заготовку закрепляют за оба конца, прикладывают к ним усилия противонатяжения и протягивания и осуществляют холодную прокатку полуфабриката с формированием сначала сдвоенной ступенчатой заготовки, а затем профиля клинка: для рапиры - прямоугольного, сабли - трапецеидального и шпаги - V-образного. Процесс холодной прокатки осуществляют за ряд возвратно-поступательных перемещений заготовки, при которых неприводным валкам сообщают радиальное перемещение, величина которого жестко связана с продольным перемещением заготовки и определяется программой обработки для каждого рабочего хода. После каждого рабочего хода заготовку поворачивают вокруг продольной оси на 90° и изменяют величину ее хода в соответствии с увеличением длины обрабатываемого участка.
После деформации производят механическую обработку с последующей термической обработкой, проводимой в два этапа - вначале закаливают только участок клинка из углеродистой стали, затем производят старение (отпуск) всего клинка, при этом осуществляется одновременное старение для участка клинка из мартенситно-стареющей стали и отпуск для участка клинка из углеродистой стали.
Пример
Конкретное осуществление заявляемого способа рассмотрим на примере изготовления одновременно двух клинков шпаги, который, однако, не ограничивает всех возможностей заявляемого изобретения.
Для этого берут две прутковые заготовки 1 из углеродистой стали ст. 45 диаметром 20 мм и полученную бесцентровым шлифованием прутковую заготовку 2 из мартенситно-стареющей стали ЭП-637BD диаметром 13,3 мм и соединяют их контактно-стыковой сваркой с получением полуфабриката, центральной частью которого является заготовка 2, а концами - заготовки 1. В процессе сварки образуют сварной шов 3. Далее производят предварительную прокатку, при которой получают сдвоенную ступенчатую заготовку, на специальном стане последовательно в неприводных калиброванных валках полного охвата заготовки с квадратным профилем ручья: 10,0×10,0; 9,0×9,0; 8,0×8,0; 7,0×7,0; 6,0×6,0; 5,5×5,5; 5,0×5,0 при радиальном усилии на валки - 18 т.с., усилии противонатяжения - 0,4 т.с. Окончательную холодную прокатку с формированием профиля клинка шпаги осуществляют в валках с V-образным калибром за 15 проходов при радиальном усилии на валках - 15 т.с., осевом усилии протягивания в пределах до 6 т.с. и усилии противонатяжения - 450 кгс.
Полученный клинок подвергают механической обработке, в результате которой формируется ручка и толстая часть клинка 1 (фиг. 3), затем - термической обработке, которую производят в два этапа: вначале закаливают зону 4 из углеродистой стали индукционным нагревом токами высокой частоты на специальной установке до температуры 860°C, охлаждение в масло, затем осуществляют одновременное старение и отпуск всего клинка при температуре 460-480°C в течение 7 часов: старение для зоны 5 из мартенситно-стареющей стали, отпуск для зоны 4 из углеродистой стали.
По окончании обработки произвели оценку качества полученного клинка шпаги, изготовленного в соответствии с заявляемым изобретением. Для сравнения был изготовлен и оценен клинок шпаги в соответствии с прототипом по патенту RU 2174559. Как показали исследования, прочностные характеристики зоны клинка с ручкой, выполненной из углеродистой стали, в соответствии с предлагаемым способом составляют: σв=910 МПа, HB=280. Для прототипа эти характеристики значительно ниже и составляют соответственно σв=480 МПа, HB=150.
Расход дорогостоящей стали ЭП-637BD (что очень существенно, поскольку эта сталь более чем в 40 раз дороже углеродистой стали 45) по заявляемому изобретению составляет 200 г, в то время как по прототипу - 250 г.
Качество сварного шва оценивали по известной методике путем изгиба заготовок по месту сварки. Качественным считали сварной шов, который выдерживал загиб на 90° без поломки и появления видимых трещин. Как показали исследования, в обоих случаях сварной шов выдержал загиб на 90° без поломки и появления видимых трещин.
Таким образом, предлагаемый способ наряду с экономией дорогостоящей стали позволяет повысить прочностные свойства ручки клинка без ухудшения качества сварного шва, а также обеспечивает более оптимальную конфигурацию рабочей части клинка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ СПОРТИВНОГО ОРУЖИЯ | 1992 |
|
RU2037128C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1992 |
|
RU2040355C1 |
| СТАЛЬНОЙ КЛИНОК ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1992 |
|
RU2020994C1 |
| Клинок фехтовального оружия | 1987 |
|
SU1600617A3 |
| ФЕХТОВАЛЬНОЕ ОРУЖИЕ С КОМПЛЕКТОМ И СПОСОБ ЕГО ПОДСВЕТКИ | 2017 |
|
RU2752471C2 |
| Способ упрочнения рабочей части кромки режущего инструмента из коррозионно-стойких сталей мартенситного класса | 2024 |
|
RU2841307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2002 |
|
RU2241047C2 |
Изобретение относится к области спортивного оружия и может быть использовано при изготовлении клинков фехтовального оружия, в частности клинков рапир, сабель и шпаг, для повышения прочностных свойств ручки клинка и сварного шва при одновременной экономии используемой дорогостоящей стали и увеличении жесткости клинка. Две прутковые заготовки 1 большего диаметра из углеродистой стали и шлифованную прутковую заготовку 2 меньшего диаметра из мартенситно-стареющей стали соединяют контактно-стыковой сваркой. Далее осуществляют обжатие полуфабриката холодной прокаткой с формированием сначала сдвоенной ступенчатой заготовки, а затем требуемого профиля клинка: для рапиры - прямоугольного, сабли - трапецеидального и шпаги - V-образного. После деформации производят механическую обработку с последующей термической обработкой, проводимой в два этапа - вначале закаливают только участок клинка из углеродистой стали, затем производят отпуск всего клинка, при этом осуществляется одновременный отпуск для участка клинка из мартенситно-стареющей стали и для участка клинка из углеродистой стали. 4 ил.
Способ изготовления клинков фехтовального оружия, включающий соединение сваркой двух исходных прутковых заготовок, одна из которых выполнена из мартенситно-стареющей, а другая - из углеродистой стали, обжатие сваренного полуфабриката холодной прокаткой для формирования профиля клинка и его механическую обработку с последующей термической обработкой, отличающийся тем, что в качестве исходных заготовок для соединения сваркой используют прутки разного диаметра, при этом пруток из углеродистой стали имеет больший диаметр, а пруток из мартенситно-стареющей стали - меньший диаметр, в процессе механической обработки полученного холодной прокаткой клинка осуществляют профилирование его части, выполненной из углеродистой стали, с образованием ручки клинка, а термическую обработку производят в два этапа, причем вначале осуществляют закалку участков клинка из углеродистой стали с ручкой, а затем - отпуск одновременно всех участков клинка из углеродистой и мартенситно-стареющей стали.
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ СПОРТИВНОГО ОРУЖИЯ | 1992 |
|
RU2037128C1 |
| КОМПЛЕКТНЫЙ ТЯГОВЫЙ ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 2000 |
|
RU2191709C2 |
| US 20150148139 A1, 28.05.2015. | |||

