Изобретение относится к спортивному оружию и может быть использовано при изготовлении клинков фехтовального оружия, в частности клинков рапир, сабель и шпаг.
Известен способ производства спортивного фехтовального оружия по заявке Франции N 2515332, F 41 B 13/02, 1983 г., при котором из прутковой заготовки методом горячей деформации (горячей штамповкой, ковкой на радиально-ковочных машинах или ковкой вручную) получают тонкий пруток переменного по длине сечения, после чего производят механическую обработку изделия и термическую обработку.
Перечисленные способы имеют ряд существенных недостатков. Общими недостатками горячих процессов обработки металлов являются нарушение экологии, невозможность получения точных размеров заготовки, в связи с чем клинки приходится шлифовать - а это лишний расход металла, а также шлифовочные прижоги, которые снижают качество клинков.
Горячая штамповка требует применения дорогостоящего громоздкого оборудования. Использование радиально-ковочной машины характеризуется медленной скоростью вытягивания изделия и затрудняет использование этого метода при массовом производстве фехтовального оружия. При ручной ковке в теле клинка часто образуются макродефекты, приводящие к внезапной поломке клинка во время боя и травмированию соперника. Кроме того, изготовление клинка цельным из дорогостоящей легированной стали повышает его стоимость.
Известен способ изготовления клинков спортивного оружия по патенту РФ N 2037128, МПК5 F 41 B 13/02, 1992 г. Согласно известному способу шлифованную прутковую заготовку из мартенсито-стареющей стали прокатывают вхолодную за два перехода с формированием профиля клинка и термообрабатывают.
Известный способ позволяет сформировать жесткую сильную часть клинка рапиры, сабли, шпаги без поверхностных и внутренних дефектов, которая отвечает требованиям спортсменов-мастеров. Однако для изготовления такого клинка расходуется достаточно дорогостоящая высоколегированная сталь - мартенситно-стареющая, в результате чего удорожается стоимость производимых клинков.
Наиболее близким по технической сущности и достигаемому результату к заявляемому, т.е. прототипом, является способ изготовления фехтовальных клинков по патенту Великобритании N 2191709, A 63 B 69/02, 1987, лишенный вышеуказанного недостатка.
Согласно известному изобретению клинок изготавливают из двух исходных прутковых заготовок разных марок сталей: наиболее нагруженная рабочая часть, идущая от острия, - из дорогой мартенситно-стареющей стали, рекомендованной Международной Федерацией фехтования FIE, а остальная часть - из дешевой углеродистой стали. Оба прутка имеют одинаковое начальное сечение в виде квадрата 6.25 х 6,25 мм или круга диаметром 6 мм. Прутки сваривают друг с другом контактным, электронно-лучевым или плазменным способом. Сваренный полуфабрикат подвергают обжатию ковкой до получения нужной формы и термической обработке. Сваренный участок усиливают за счет установки втулки, выполненной из стали, алюминия, пластика и др., и закрепления ее любым путем, например клеем, сваркой, болтами, заклепками, хомутами.
Однако сравнительно небольшое сечение прутков в зоне сварки (6,25 х 6,25 мм - в случае, если сечение квадрат и диаметром 6 мм - в случае, если сечение круг) не обеспечивает прочного соединения, в результате чего в отдельных случаях наблюдаются поломки клинков в месте сварки. По этой же причине (недостаточно жесткое начальное сечение прутков в толстой части) получаемые клинки имеют излишнюю хлесткость, что не устраивает мастеров-фехтовальщиков, и подобные клинки используются в основном начинающими спортсменами во время тренировок. Кроме того, наличие третьей детали - втулки - только усложняет процесс изготовления клинка и не увеличивает его жесткости в сильной части, поскольку это соединение разъемное.
Заявляемое изобретение направлено на повышение прочностных свойств сварного шва при одновременной экономии используемой дорогостоящей стали и увеличении жесткости клинка.
Для достижения технического результата в способе изготовления клинков фехтовального оружия, включающем соединение сваркой двух исходных прутковых заготовок, одна из которых выполнена из мартенситно-стареющей, а другая - из углеродистой сталей, обжатие сваренного полуфабриката для формирования профиля клинка и последующую термическую обработку, согласно предлагаемому изобретению в процессе сварки образуют шов, площадь поперечного сечения которого в 10-15 раз превышает величину площади сечения острия готового клинка.
Другое отличие заявляемого способа заключается в том, что обжатие сваренного полуфабриката производят холодной прокаткой. Еще одно отличие заключается в том, что холодную прокатку проводят за три перехода, при этом сначала прокатывают участок сварного шва со степенью деформации 2-10% для его упрочнения, затем прокатывают полуфабрикат с формированием сдвоенной ступенчатой заготовки и после этого окончательно прокатывают для формирования профиля клинка фехтовального оружия.
Сопоставительный анализ с прототипом показывает, что заявляемый способ изготовления клинков фехтовального оружия отличается наличием новых операций, режимом выполнения, а также иным условием выполнения операции сварки заготовок. Таким образом, заявляемое техническое решение соответствует критерию изобретения "новизна".
Изготовление клинка фехтовального оружия из заготовки, полученной сваркой двух прутков с образованием шва, имеющего площадь сечения, составляющую 10-15 от величины площади сечения острия готового клинка, позволит получать сварной шов, сечение которого почти в три раза превышает сечение сварного шва по патенту Великобритании N 2191709. Это обеспечивает большую по сравнению с ним жесткость и прочность. Интервал 10-15 выбран в зависимости от типа изготавливаемого фехтовального оружия. Так, для рапиры эта величина составляет 10-12, для шпаги - 12-14, для сабли - 14-15 от площади сечения острия готового клинка. Холодная прокатка сварного шва позволит повысить его прочностные характеристики. Экспериментально установлена оптимальная степень деформации при упрочнении сварного шва холодной прокаткой, составляющая 2-10%. При степени деформации меньше 2% деформация не проникает до центральной части сварного шва, в результате чего отсутствует его проработка, а при степени деформации больше 10% прочность сварного шва начинает уменьшаться.
При изучении уровня техники, известного в данной области, признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "изобретательский уровень".
Предлагаемый способ схематически поясняется чертежами, где на:
фиг. 1 изображена сваренная сдвоенная заготовка клинка фехтовального оружия;
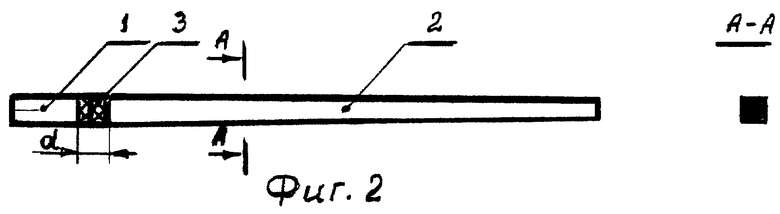
фиг. 2 - заготовка после упрочнения сварного шва холодной прокаткой и разделения сдвоенной заготовки на части (А-А - сечение полученного профиля);
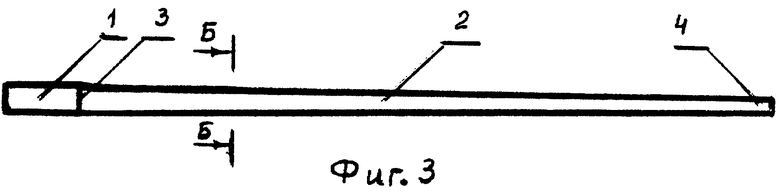
фиг. 3 - клинок фехтовального оружия после окончательной прокатки профиля клинка;
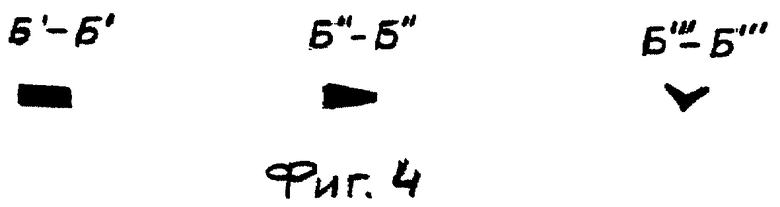
фиг. 4 - сечение Б-Б на фиг. 3 (Б'-Б' - сечение профиля для рапиры, Б''-Б'' - то же для сабли, Б'''-Б''' - то же для шпаги).
Способ изготовления клинков фехтовального оружия осуществляется следующим образом.
Две прутковые заготовки 1 из дешевой углеродистой стали и шлифованную прутковую заготовку 2 из дорогой мартенситно-стареющей стали, рекомендованной Международной Федерацией фехтования FIE. соединяют контактно-стыковой сваркой. В процессе сварки образуют сварной шов 3, площадь поперечного сечения которого в 10-15 раз превышает площадь сечения острия 4 готового клинка. Это позволяет получить площадь сечения сварного шва, превышающую почти в три раза площадь сварного шва в прототипе. После сварки в зоне шва 3 снимают облой, и заготовку обтачивают. Затем зону "d" сварного шва подвергают холодной прокатке, которую осуществляют со степенью деформации 2-10%. Далее заготовку закрепляют за оба конца, прикладывают к ним усилия противонатяжения и протягивания и осуществляют холодную прокатку полуфабриката с формированием сначала сдвоенной ступенчатой заготовки, а затем профиля клинка: для рапиры - прямоугольного, сабли - трапецеидального и шпаги - V-образного. Процесс холодной прокатки осуществляют за ряд возвратно-поступательных перемещений заготовки, при которых неприводным валкам сообщают радиальное перемещение, величина которого жестко связана с продольным перемещением заготовки и определяется программой обработки для каждого рабочего хода. После каждого рабочего хода заготовку поворачивают вокруг продольной оси на 90o и изменяют величину ее хода в соответствии с увеличением длины обрабатываемого участка.
После деформации производят термическую обработку.
Пример. Конкретное осуществление предлагаемого способа приведем на примере изготовления одновременно двух клинков электрорапиры, который, однако, не ограничивает всех возможностей заявляемого изобретения.
Для этого берут две прутковые заготовки 1 из углеродистой стали ст.45 диаметром 13 мм и шлифованную прутковую заготовку 2 из мартенситно-стареющей стали ЭП-637 диаметром 11,3 мм и соединяют их контактно-стыковой сваркой с получением полуфабриката, центральной частью которого является заготовка 2, а концами - заготовки 1. В процессе сварки образуют сварной шов 3, площадь поперечного сечения которого составляет ~100 мм, что в 10-12 раз превышает площадь сечения острия 4 готового клинка электрорапиры, составляющего 10 мм2. После сварки в зоне шва удаляют облой и части 1 полуфабриката протачивают на диаметр 11,3 мм.
Далее производят холодной прокаткой упрочнение зоны "d" сварного шва 3 и формирование сдвоенной ступенчатой заготовки, сечение которой уменьшается от концов к середине, и окончательное формирование профиля рапиры.
При упрочнении сварного шва холодную прокатку осуществляют со степенью деформации 2-10% за два прохода.
Предварительную прокатку, при которой получают сдвоенную ступенчатую заготовку, производят на специальном продольно-раскатном стане последовательно в неприводных калиброванных валках полного охвата заготовки с квадратным профилем ручья: 9х9; 8х8; 7х7; 6х6; 5,5х5,5; 5х5 при радиальном усилии на валки - 15 т.с., усилии противонатяжения - 0,3 т.с.
Окончательную холодную прокатку с формированием профиля клинка рапиры осуществляют в валках с овальным калибром за 11 проходов при радиальном усилии на валках - 12 т.с., осевом усилии протягивания в пределах до 5 т.с. и усилии противонатяжения - 350 кгс.
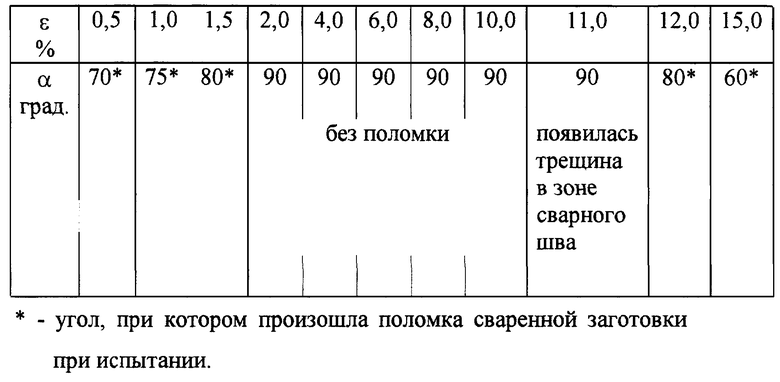
Полученный клинок подвергают термической обработке: нагрев до температуры - 480oC, выдержка - 9 ч, охлаждение на воздухе. Качество сварного шва оценивали по известной методике путем изгиба заготовок по месту сварки. Качественным считали сварной шов, который выдерживал загиб на 90o без поломки и появления видимых трещин. В таблице представлены данные экспериментов, которые свидетельствуют о том, что оптимальная степень деформации, обеспечивающая получение прочного сварного шва, находится в пределах 2-10%.
Таким образом, предложенный способ наряду с экономией дорогостоящей стали позволяет повысить прочностные свойства сварного шва, а также обеспечивает более оптимальную конфигурацию рабочей части клинка. Третья деталь не требуется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 2015 |
|
RU2605886C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
| ЭЛЕКТРИФИЦИРОВАННОЕ ФЕХТОВАЛЬНОЕ ОРУЖИЕ "ПРЭТТИ" | 1994 |
|
RU2079324C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНО-ВОЛОКНИСТОГО АДСОРБЕНТА | 2001 |
|
RU2212479C2 |
| ГЛАЗУРНЫЙ ШЛИКЕР | 2000 |
|
RU2191763C2 |
Изобретение относится к спортивному оружию, а именно к изготовлению рапир, сабель и шпаг. Технический результат - повышение прочностных свойств при одновременной экономии дорогостоящего материала и увеличения жесткости клинка. Цилиндрическую заготовку из дешевой углеродистой стали и заготовку из дорогой мартенситно-стареющей стали соединяют сваркой с образованием шва, площадь поперечного сечения которого в 10-15 раз превышает площадь сечения острия готового клинка. Зону сварного шва подвергают холодной прокатке со степенью деформации 2-10%. Затем производят обжатие полуфабриката холодной прокаткой рабочей части клинка с формированием требуемого профиля и термическую обработку. 4 ил., 1 табл.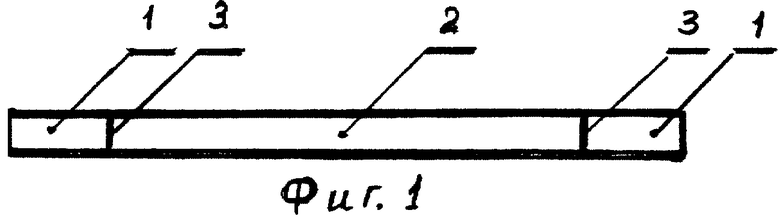
Способ изготовления клинков фехтовального оружия, включающий соединение сваркой двух исходных прутковых заготовок, одна из которых выполнена из мартенситно-стареющей, а другая - из углеродистой сталей, обжатие сваренного полуфабриката для формирования профиля клинка и последующую термическую обработку, отличающийся тем, что в процессе сварки образуют шов, площадь поперечного сечения которого в 10 - 15 раз превышает величину площади сечения острия готового клинка, а обжатие сваренного полуфабриката производят холодной прокаткой, которую проводят за три перехода, при этом сначала прокатывают участок сварного шва со степенью деформации 2 - 10% для его упрочнения, затем прокатывают полуфабрикат с формированием сдвоенной ступенчатой заготовки и после этого окончательно прокатывают для формирования профиля клинка фехтовального оружия.
| КОМПЛЕКТНЫЙ ТЯГОВЫЙ ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 2000 |
|
RU2191709C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ СПОРТИВНОГО ОРУЖИЯ | 1992 |
|
RU2037128C1 |
| КОНТЕЙНЕР БАРЬЕРНОГО ТИПА, ВЫПОЛНЕННЫЙ ИЗ ПЛАСТМАССЫ | 2010 |
|
RU2515322C2 |
| Способ получения ягодно-сывороточного напитка | 2018 |
|
RU2693263C1 |

