Изобретение относится к области термической обработки конструкций, выполненных из дисперсионно-твердеющих сплавов и работающих в условиях как высоких, так и низких температур, вибраций и агрессивных сред, в частности обработки паяно-сварных конструкций, содержащих детали из мартенситно-стареющей стали.
Известны способы термической обработки сварных соединений из мартенситно-стареющих сталей [1,2], согласно которым детали перед сваркой подвергают термической обработке по режиму: нагрев до температуры 650-670°С, выдержка в течение 3,5-4,0 ч и охлаждение на воздухе. Далее детали подвергают аргонодуговой сварке и контролируют наличие микротрещин в сварном соединении методом рентгеновской и цветной дефектоскопии. После сварки осуществляют термическую обработку изделия по режиму: нагрев до температуры 1000±15°С, выдержка 50-60 мин и охлаждение на воздухе.
В ряде случаев при сварке изделия из мартенситно-стареющей стали данный метод повышения прочности неприемлем в связи с невозможностью термообработки всего изделия, приводящей к его разрушению.
Известен способ повышения прочности мартенситно-стареющей стали [3], включающий нагрев до 820-850°С, закалку, охлаждение на воздухе, старение при температуре 480-500°С в течение 3-6 ч и охлаждение на воздухе.
Известен способ термической обработки сварных изделий из мартенситно-стареющих сталей, включающий сварку изделия из состаренной стали, старение, охлаждение до комнатной температуры.
(см. SU 523883 А, МПК 7 С 21 D 6/02, 01.08.1978).
Техническим результатом изобретения является достижение 90% предела прочности сварного шва изделия от основного состаренного материала стали Н18К8М5Т при условии нагрева всего изделия не выше 80°С, а также для случая, когда нагрев всего изделия не ограничен.
Для достижения технического результата в известном способе термической обработки сварных изделий из мартенситно-стареющих сталей, включающем сварку изделия из состаренной стали, старение, охлаждение до комнатной температуры, сварку изделий осуществляют сфокусированным электронным лучом со скоростью 25±2 мм/с, дают изделию остыть, затем осуществляют старение сварного шва при температуре 480±5°С в течение 3,5±0,5 мин и вновь дают остыть. Старение сварного шва осуществляют расфокусированным электронным лучом при температуре 480±5°С, дают остыть, а затем проводят многократное старение сварного шва путем нагрева до 480±5°С и охлаждение, причем общее время нахождения сварного шва при температуре 480±5°C не менее 3,5±0,5 мин. Шов после сварки обрабатывают жидким азотом.
При сварке соединения из состаренного материала - стали Н18К8М5Т сфокусированным электронным лучом мощностью 1400±100 Вт со скоростью 25±2 мм/с мартенситно-стареющая сталь претерпевает фазовое превращение из состаренного мартенсита в аустенит, в котором легирующие элементы находятся в твердом растворе. Далее, во время охлаждения изделия в вакууме до комнатной температуры, а затем при обработке жидким азотом в сварном соединении происходит образование определенного количества мартенсита и остается часть не прореагировавшего аустенита. Количество аустенита зависит от величины напряженного состояния в сварочном шве, которое в свою очередь определяется скоростью сварки и температурой, которую приобретает сварное соединение при обработке жидким азотом. Чем больше скорость движения электронного луча, используемого при сварке, вдоль стыка, тем выше в сварочном шве внутреннее напряжение и, следовательно, меньше образуется мартенсита, способного упрочняться. Известно, что разогрев шва и околошовной зоны до высоких температур в процессе сварки вызывает их расширение и удлинение детали в направлении оси шва, при этом со стороны менее нагретой части детали на высокотемпературную зону действует реакция, вызывая в ней деформации сжатия. Высокотемпературная зона в шве составляет небольшую часть от поперечного сечения детали, и возникающие в ней деформации сжатия существенно больше, чем деформации растяжения вне зоны шва. Значительная часть деформаций сжатия в зоне шва переходит в пластическую деформацию. При полном остывании эта деформация препятствует сокращению длины шва и вызывает растягивающие напряжения вдоль него. Зона растягивающих напряжений приблизительно равна зоне пластической деформации в шве сварного соединения. Известно, что пластическая деформация в материале сварного шва приводит к увеличению концентрации точечных дефектов, что в свою очередь ускоряет диффузию легирующих элементов, которые участвуют в образовании интерметалидов. Ускоренное образование интерметалидов приводит к понижению температуры старения на десятки градусов, а время старения уменьшается до несколько минут. Данный эффект, заявляемый в предлагаемом изобретении, первоначально был получен экспериментальным путем.
Пример конкретного осуществления способа.
“Эксперименты проводили на образцах сталей ЧС-4ВИ (Н18К8М5ТЮ) ЧС-4 ИД, ЧС-95, прошедших штатную термообработку на упрочнение и имеющих прочность на разрыв 165 кГ/мм2. Из мартенситно-стареющих сталей ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4ИД был сварен шов длиной 15 см, а из него изготовлены образцы длиной 5 см, шириной 5 см, толщиной 0,3 см. Сварку и термоциклическую обработку электронным лучом выполняли на лабораторной установке ЭЛУРС-М электронно-лучевым агрегатом ЭЛА-50/5М. Старение образцов изделия из сталей ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4 ИД проводили в вакуумной камере электронным лучом электронного спектрометра ЭС 2401 с контролем состава поверхности шва в зависимости от температуры.
При этом охлаждение изделия не обязательно проводить в вакууме, т.к. образующиеся на поверхности изделия окислы не влияют на процессы старения внутри сварного шва.
Регистрацию температуры при тепловых воздействиях в зоне сварного изделия производили с помощью прибора Н-338 и хромелькапельевой термопарой с диаметром спая 0,3 мм. Исследования фазового состава стали ЧС до и после термообработки сварного шва проводились на рентгеновском дифрактометре ДРОН-3М с использованием монохроматизированного Си Кα излучения. Микротвердость измеряли прибором ПМТ-3. Исследования микроструктур выполняли с помощью микроскопов типа ММР-4. Образцы из сталей ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4 ИД для металлофизических исследований изготавливали посредством вырезки на электроэрозионном станке модели “Аджикут” с системой управления от УЧПУ.
Для оценки температурных полей при локальной термоциклической обработке были выполнены численные расчеты, в результате которой установлено, что максимальная разница температур на обеих поверхностях образца составляет 30°С. Термоциклы по предлагаемому изобретению обеспечивали изменение температуры от 470°С на поверхности корня шва и до 500°С на поверхности вершины шва. Время существования данных температур составляло около 5 с. Экспериментально установлено, что изменение температуры при многократном старении в области корня шва происходило в интервале от 500°С до 60°С.
В случае невозможности нагрева всего изделия выше 80°С, приводящее, например, к выведению из строя резиновых элементов конструкции, осуществляли многократное старение шва расфокусировнным электронным лучом на скорости 0,5 мм/с, обеспечивающее более длительное нахождение металла шва при температуре старения 480±5°С и охлаждение в паузах до 20°С в течение 20 циклов старения, а общее время пребывания при температуре 480±5°С образца составляло 3,5 мин. При этом эффект увеличения микротвердости равноценен результату, полученному в предшествующем варианте.
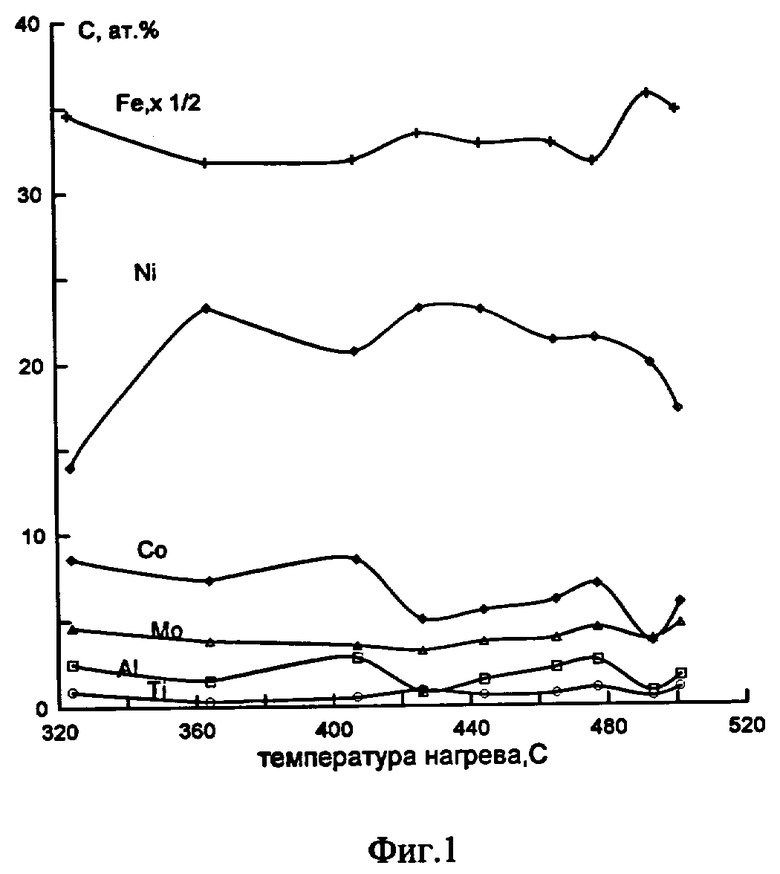
Термоциклическая обработка несваренного материала изделия по заявляемым режимам к существенному изменению его прочностных свойств не приводила. Как видно из фиг.1, кривые концентрационных зависимостей легирующих элементов в поверхностном слое от температуры основного материала изделия в интервале температур 350-500°С не претерпели каких-либо значительных изменений, т.к. структурные превращения, связанные со старением сплава, прошли ранее. Отмечалась тенденция к снижению концентрация никеля при нагреве до 500°С и выше. При этой температуре в сплавах ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4 ИД начал образовываться аустенит, растворимость никеля в котором выше, чем в мартенсите, поэтому избыток никеля из поверхностного слоя уходить в объем материала.
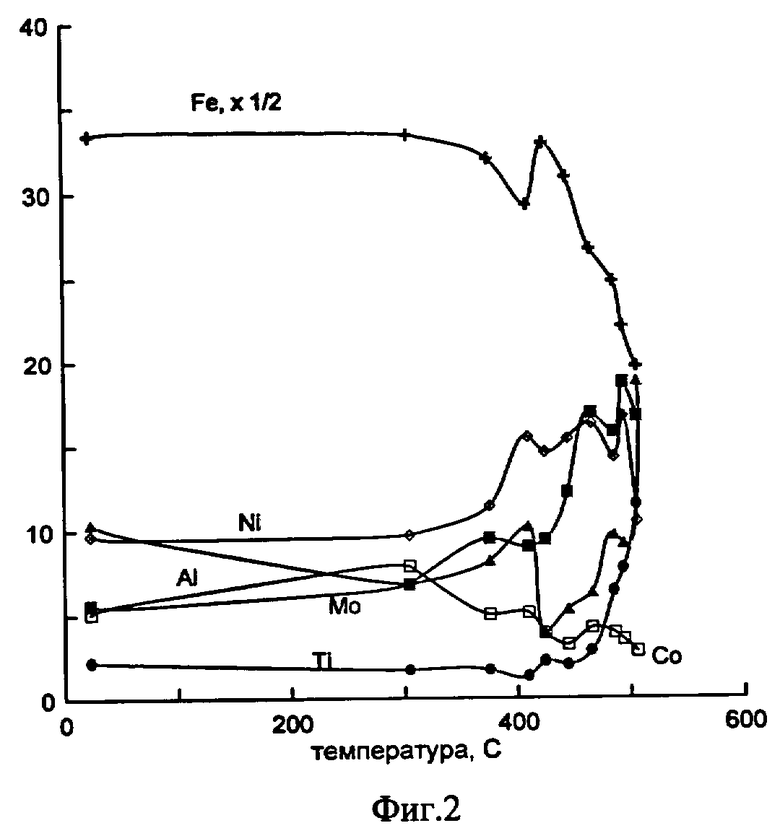
На фиг.2 представлены концентрационные зависимости легирующих элементов стали ЧС-4ВИ (Н18К8М5ТЮ) в поверхностном слое от температуры для шва сваренного на скорости 25 мм/с. На начальной стадии старения вблизи 400-420°С отмечалась корреляция концентраций А1 и Ni от температуры, что было связано с выделением интерметалидов и их участием в образовании фаз на основе NiAl. При дальнейшем повышении температуры наблюдалось синхронное изменение концентраций Мо, Ni и А1. Сегрегационная активность титана стала заметна при температуре выше 450°С и резко повысилась с приближением к 500°С. Концентрация титана на поверхности шва вблизи 500°С повысилась до 10 ат.%, а концентрация алюминия - до 18%. Установлено, что одной из причин сегрегационной активности Ti и А1 явилась более низкая концентрация Мо в шве, что повысило диффузионную подвижность Ti и А1. Процессы структурных изменений в сварном шве шли с опережением по температуре на 20-30°C по сравнению с основным материалом. В связи с повышением концентрации титана на границах зерен вблизи 500°С и образованием оксидов, карбидов или нитридов титана ухудшались механические свойства сплава. Падение концентраций никеля и молибдена при превышении 500°С свидетельствовало о начале перестаривания материала сварного шва.
Механические испытания, проведенные с образцами шва, сваренного из сталей ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4 ИД, сваренного со скоростью прохождения электронным лучом 25±5 мм/с, показали увеличение прочности сварного изделия до 153,3-156,4 кг/мм2, что составило 0,92-0,94 прочности основного металла изделия.
В качестве оценки прочности сварного изделия ЧС-4ВИ (Н18К8М5ТЮ), ЧС-4 ИД выбирали величину микротвердости, которая до начала старения сварного шва составила 65% от состаренного материала всего изделия. Выдержка сварного изделия при температуре 480±5°С в течение 3 мин привела к тому, что микротвердость шва стала равной микротвердости основного материала. Микротвердость образцов сварного шва, измеренная при нагрузке 100 Н, составила 446-514 HV, а основного металла - 446-47-HV.
Источники, принятые во внимание
1. Способ термической обработки конструкций (№97105202 А, С 21 D 6/00, 1999).
2. Способ термической обработки сварных соединений из мартенситно-стареющих сталей (№2103382 С1, C 21 D 6/00, 1988).
3. Способ термической обработки конструкций (№2129166 С1, С 21 D 6/00, 1999 (прототип)).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ | 2008 |
|
RU2399684C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1996 |
|
RU2103382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 2015 |
|
RU2605886C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1972 |
|
SU331107A1 |
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ ФЕРРИТНАЯ СТАЛЬ | 2006 |
|
RU2323998C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАРТЕНСИТНОЙ СТАЛИ И СООТВЕТСТВУЮЩАЯ МАРТЕНСИТНАЯ СТАЛЬ | 2019 |
|
RU2787760C2 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| ФЕРРИТНАЯ КОРРОЗИОННОСТОЙКАЯ СТАЛЬ | 2013 |
|
RU2571241C2 |
Изобретение относится к области термической обработки конструкций, выполненных из дисперсионно-твердеющих сплавов и работающих в условиях как высоких, так и низких температур, вибраций и агрессивных сред, в частности обработки паяно-сварных конструкций, содержащих детали из мартенситно-стареющей стали типа Н18К8М5Т. Техническим результатом изобретения является достижение 90% предела прочности сварного шва изделия от основного состаренного материала, а именно стали типа Н18К8М5Т, при условии нагрева всего изделия до 80°С, а также для случая, когда нагрев всего изделия не ограничен. Технический результат достигается тем, что сварку стыка из состаренного материала - стали Н18К8М5Т осуществляют сфокусированным электронным лучом мощностью 1400±100 Вт со скоростью 25±2 мм/с, дают изделию остыть в вакууме до комнатной температуры, затем обрабатывают жидким азотом, осуществляют изотермический отжиг при температуре 480±5°С в течение 3,5±0,5 мин и вновь дают остыть до комнатной температуры. В случаях, когда нагрев всего изделия не должен превышать 80°С, вместо изотермического отжига осуществляют локальный многоцикловой нагрев шва расфокусированным электронным лучом до 480±5°С, дают остыть до комнатной температуры, причем общее время нахождения сварного соединения при температуре 480±5°С не менее 3,5±0,5 мин. 2 з.п. ф-лы, 2 ил.
| Способ обработки нержавеющих мартенситностареющих сталей | 1977 |
|
SU623883A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 0 |
|
SU331107A1 |

