Данное изобретение относится к способу и устройству для разрезания фильтрующих материалов.
В табачной промышленности, в частности в машинах для изготовления многосегментных фильтров, используемых в сигаретах, требуется подача нескольких разных сегментов фильтра из нескольких подающих устройств. К известным подающим устройствам для подачи сегментов относятся устройства для подачи наборов сегментов фильтра, причем один набор сегментов образуют путем разрезания одного фильтрующего стержня, перемещаемого на барабанном конвейере, при помощи режущей головки, оснащенной вращающимися ножами.
Из уровня техники известны системы для разрезания фильтрующих материалов на сегменты, в частности для разрезания фильтрующих стержней на сегменты, применяемые в многосегментных фильтрах, в которых используют несколько отдельных сегментов с разными физическими свойствами. В уровне техники применяют блоки вращающихся ножей, в частности изготовленные из стали.
Например, в польской патентной заявке P.394994 целью изобретения является съемная режущая головка для устройства, предназначенного для подачи сегментов фильтра и оснащенного барабанным конвейером, имеющим канавки для поперечного перемещения фильтрующих стержней. Эта головка имеет вращающиеся ножи, расположенные в блоках ножей, закрепленных в корпусе головки.
В польской патентной заявке Р.395519 целью изобретения является стенка для направления сегментов фильтра в устройство для подачи сегментов фильтра, оснащенное барабанным конвейером, имеющим канавки для поперечного перемещения фильтрующих стержней, и режущей головкой, имеющей несколько вращающихся ножей, закрепленных в корпусе головки, которая отличается тем, что она имеет однородную, по существу цилиндрическую направляющую поверхность для фильтрующих стержней. Кроме того, в этой стенке имеется несколько пазов для вращающихся ножей режущей головки.
Из патента GB 1043706 известна съемная режущая головка, оснащенная несколькими вращающимися ножами, смонтированными на валах привода ножей.
В известных системах разрезания фильтрующих стержней не используются системы принудительного охлаждения, так как изготовленные из стали вращающиеся ножи хорошо передают тепло в воздух, имеющий температуру окружающий среды. Однако в ходе исследований, посвященных увеличению скорости резания, наблюдались затруднения, связанные с сохранением качества поверхности резания, поскольку качество поверхности резания большей частью ухудшается вследствие ее плавления. В частности такие затруднения имели место в случае применения вращающихся ножей, изготовленных из карбида вольфрама. Аналогичные затруднения возникают в случае использования фильтрующих материалов, несжимаемых в осевом направлении и имеющих высокую твердость и температуру плавления в области 60°C. Задача данного изобретения состоит в том, чтобы решить проблемы, возникающие в течение разрезания фильтрующего материала с высокой скоростью.
Сущностью изобретения является способ разрезания фильтрующих материалов в табачной промышленности, в котором при помощи барабанного конвейера, по окружности которого имеются канавки, фильтрующий материал в виде фильтрующих стержней подают к блоку вращающихся ножей, посредством вращающихся ножей фильтрующие стержни разрезают на сегменты в канавках барабанного конвейера в области, расположенной под направляющей стенкой для фильтрующих стержней, при этом способ отличается тем, что вращающиеся ножи охлаждают в области, расположенной за направляющей стенкой.
Кроме того, способ согласно изобретению отличается тем, что вращающиеся ножи охлаждают до температуры в интервале от 5 до 25°C, предпочтительно в интервале от 15 до 25°C и наиболее предпочтительно в интервале от 20 до 25°C.
Кроме того, способ согласно изобретению отличается тем, что вращающиеся ножи охлаждают при помощи сжатого воздуха, воды или жидкого азота.
Кроме того, вращающиеся ножи охлаждают при помощи охлаждающей среды в замкнутом цикле.
Кроме того, вращающиеся ножи охлаждают при помощи охлаждающей среды в открытом цикле.
Кроме того, сущностью изобретения является устройство для разрезания фильтрующих материалов в табачной промышленности, содержащее блок вращающихся ножей, оснащенный направляющей стенкой для фильтрующих стержней для направления фильтрующих стержней, перемещаемых в канавках барабанного конвейера, отличающееся тем, что в области за направляющей стенкой расположен блок охлаждения, уменьшающий температуру вращающихся ножей.
Устройство согласно изобретению отличается тем, что блок охлаждения содержит по меньшей мере одно сопло для подачи охлаждающей среды для каждого ножа.
Устройство согласно изобретению отличается тем, что узел охлаждения содержит два сопла для подачи охлаждающей среды с двух сторон ножа.
Устройство согласно изобретению отличается тем, что сопла охлаждающей среды расположены по существу перпендикулярно поверхности ножа.
Устройство согласно изобретению отличается тем, что сопла охлаждающей среды расположены непосредственно у режущих краев.
Устройство согласно изобретению отличается тем, что блок охлаждения выполнен с возможностью работы в открытой системе.
Устройство согласно изобретению отличается тем, что блок охлаждения выполнен с возможностью работы в замкнутой системе.
Устройство согласно изобретению отличается тем, что блок вращающихся ножей содержит вращающиеся ножи из карбида вольфрама.
Устройство согласно изобретению отличается тем, что блок охлаждения представляет собой блок для охлаждения при помощи воздуха, воды или жидкого азота.
Кроме того, сущностью данного изобретения является устройство, отличающееся тем, что по меньшей мере одному ножу соответствует датчик температуры.
Преимущество способа и устройства согласно изобретению заключается в простоте конструкции, что делает возможным выполнение разрезания фильтрующего материала с высокими скоростями и без ухудшения физических характеристик фильтрующего материала.
Данное изобретение подробно показано в предпочтительном варианте его осуществления на чертежах, на которых изображено следующее.
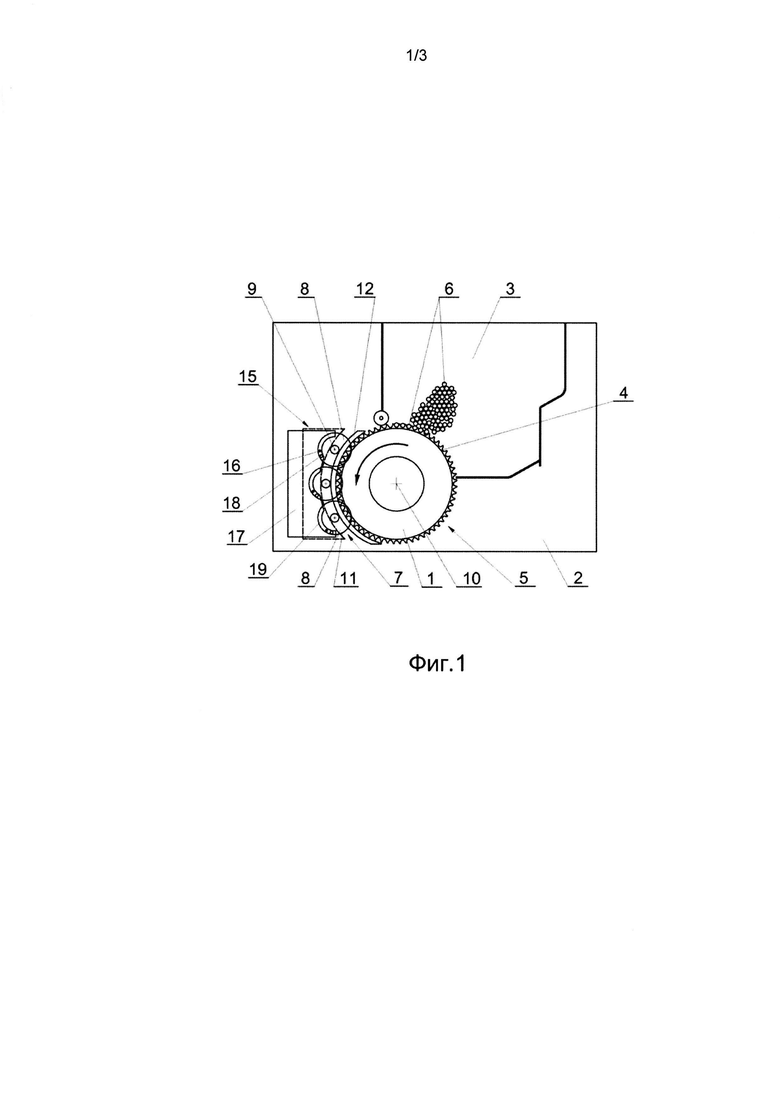
Фиг. 1 представляет собой схематичное изображение устройства для разрезания фильтрующих материалов согласно изобретению.
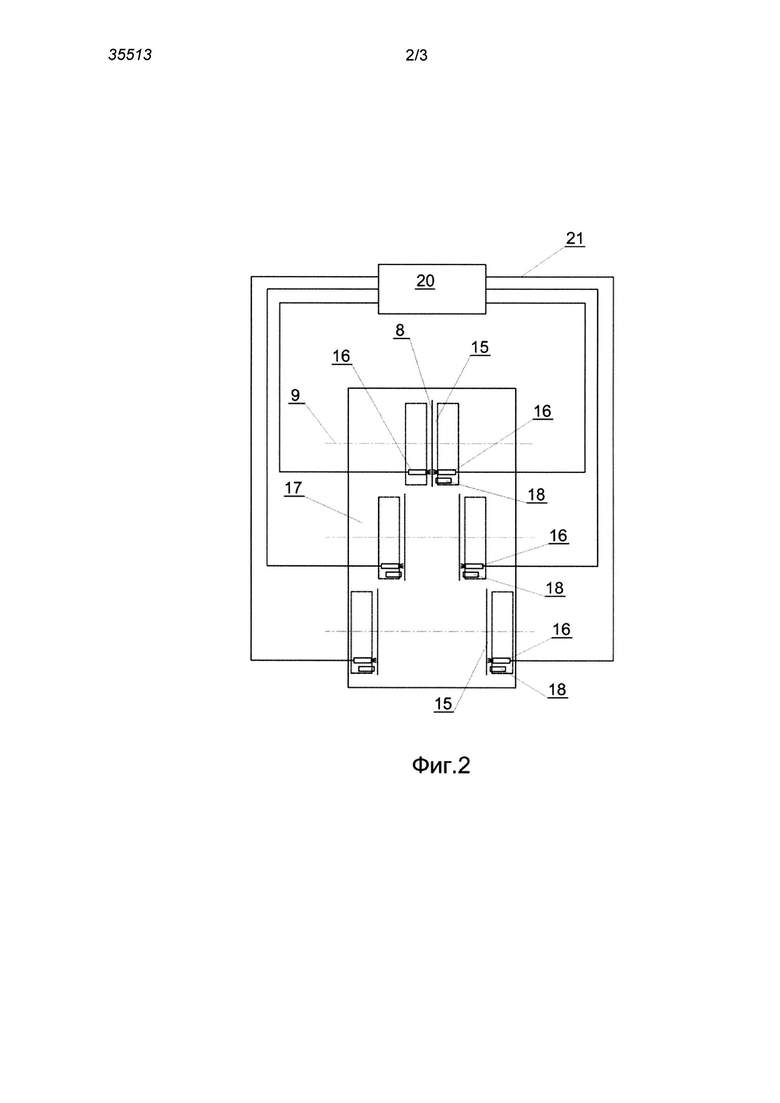
Фиг. 2 представляет собой схематичное изображение охлаждающей головки в открытой конфигурации.
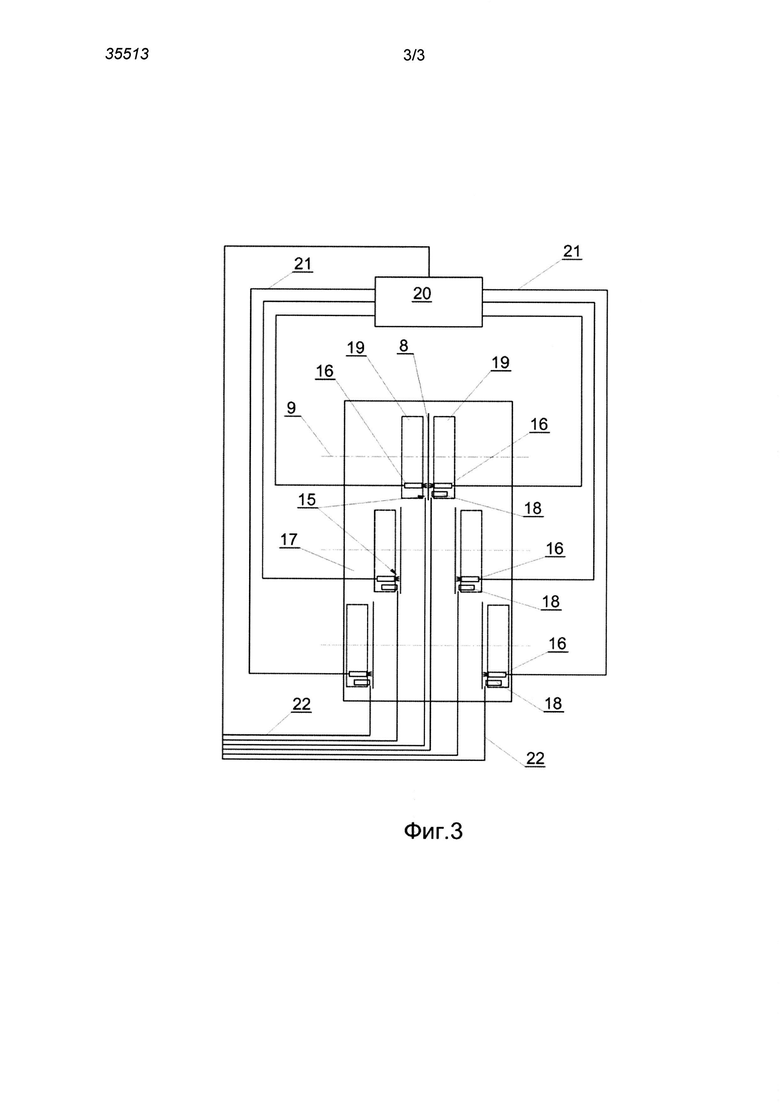
Фиг. 3 представляет собой схематичное изображение охлаждающей головки в замкнутой конфигурации.
На фиг. 1 схематично показан вид спереди, т.е. со стороны оператора, варианта осуществления изобретения. На этом чертеже показан барабанный конвейер 1, смонтированный на плите 2 под бункером 3. Барабанный конвейер 1 в канавках 4 на окружности 5 перемещает в зону действия блока 7 вращающихся ножей 8 фильтрующие стержни 6, принятые из бункера 3. Фильтрующие стержни 6 помещают в пространство между барабанным конвейером 1 и направляющей стенкой 12, где их разрезают при помощи вращающихся ножей 8. Вращающиеся ножи 8 расположены так, что их оси 9 вращения параллельны оси 10 вращения барабанного конвейера 1, в то время как их режущие края 11 проходят через направляющую стенку 12, с целью обеспечения возможности разрезания стержней 6 в канавках 4. Вращающиеся ножи 8 частично расположены в области 15 охлаждения, обозначенной пунктирной линией и находящейся за направляющей стенкой 12. В области 15 охлаждения расположены охлаждающие элементы 16 охлаждающей головки 17, предпочтительно изготовленные из алюминия, причем каждому ножу соответствует по меньшей мере один охлаждающий элемент 16. Охлаждающие элементы 16 представляют собой элементы, подающие охлаждающую среду в область 15 охлаждения. Охлаждающие элементы 16 могут представлять собой, например, сопла сжатого воздуха или газовые сопла, таким образом, они могут подавать разную охлаждающую среду. Также можно предусмотреть охлаждающую головку 17, в которой применяется очень холодная вода, т.е. вода, содержащая добавки, снижающие ее температуру замерзания до значения ниже 0°C. Кроме того, в охлаждающей головке расположены датчики 18 температуры, причем в охлаждающей головке по меньшей мере один датчик 18 температуры соответствует одному из вращающихся ножей 8. На фиг. 2 схематично изображены вращающиеся ножи 8 и охлаждающая головка 17, если смотреть на них со стороны барабанного конвейера 1.
В течение работы рассматриваемого устройства вращающиеся ножи 8 разрезают фильтрующие стержни на сегменты, при этом их режущие края и кромка нагреваются до температуры, которая зависит от типа разрезаемого материала. С целью стабилизации температуры вращающихся ножей 8 в области 15 охлаждения имеются охлаждающие элементы 16, расположенные в частях 19 охлаждающей головки 17, которые содержат часть поверхности вращающихся ножей 8 или расположены рядом с ней. Охлаждающая среда может проходить к охлаждаемым ножам 8 в пазах 13 между частями 19 охлаждающей головки 17 и вращающимися ножами 8. Головка 17 предназначена для стабилизации температуры вращающихся ножей в течение их работы. Охлаждающая головка 17 выполняет функцию теплообменника, к которому от источника 20 охлаждающей среды, который также используется в качестве системы для кондиционирования, т.е. охлаждения и сжатия, по подающим каналам 21 подают охлаждающую среду. Возможна открытая система охлаждения, показанная на фиг. 2, в которой охлаждающую среду, например сжатый воздух, имеющий низкую температуру, выпускают в окружающую среду. Также возможна система охлаждения в замкнутой конфигурации, показанной на фиг. 3, в которой охлаждающую среду подают по подающим каналам 21 к соплам 16. Однако, поскольку охлаждающую среду в атмосферу не выпускают, нагретую охлаждающую среду из пазов 13 по дренажным каналам 22 перемещают к источнику 20 охлаждающей среды.
Принимая во внимание расходы, предпочтительным вариантом осуществления изобретения является система с замкнутой циркуляцией охлаждающей среды.
В предпочтительных вариантах осуществления изобретения возможно использование таких охлаждающих сред, как, например, сжатый воздух, вода и жидкий азот.
В ходе исследовательской работы было неожиданно установлено, что охлаждение вращающихся ножей из карбида вольфрама до температуры 25°C дает положительные эффекты в отношении качества процесса разрезания фильтрующего материала.
Проведенные исследования показали, что температуру ножей можно стабилизировать в интервале от 5 до 25°C. Предпочтительно температуру поддерживали в интервале от 15 до 25°C и наиболее предпочтительно в интервале от 20 до 25°C.
Изобретение относится к способу и устройству для разрезания фильтрующих материалов. Способ разрезания фильтрующих материалов в табачной промышленности, в котором посредством барабанного конвейера, на окружности которого имеются канавки, фильтрующий материал в виде фильтрующих стержней подают к блоку вращающихся ножей; фильтрующие стержни разрезают посредством вращающихся ножей на сегменты в канавках барабанного конвейера в области под направляющей стенкой для фильтрующих стержней; при этом вращающиеся ножи охлаждают в области за направляющей стенкой. Устройство для разрезания фильтрующих материалов в табачной промышленности содержит блок вращающихся ножей, оснащенный направляющей стенкой для фильтрующих стержней для направления фильтрующих стержней, перемещаемых в канавках барабанного конвейера, при этом в области за направляющей стенкой расположен блок охлаждения, выполненный с возможностью уменьшения температуры вращающихся ножей посредством охлаждающей среды. Техническим результатом изобретения является возможность выполнения разрезания фильтрующего материала с высокими скоростями и без ухудшения физических характеристик фильтрующего материала, обеспечивая при этом простоту конструкции. 2 н. и 13 з.п. ф-лы, 3 ил.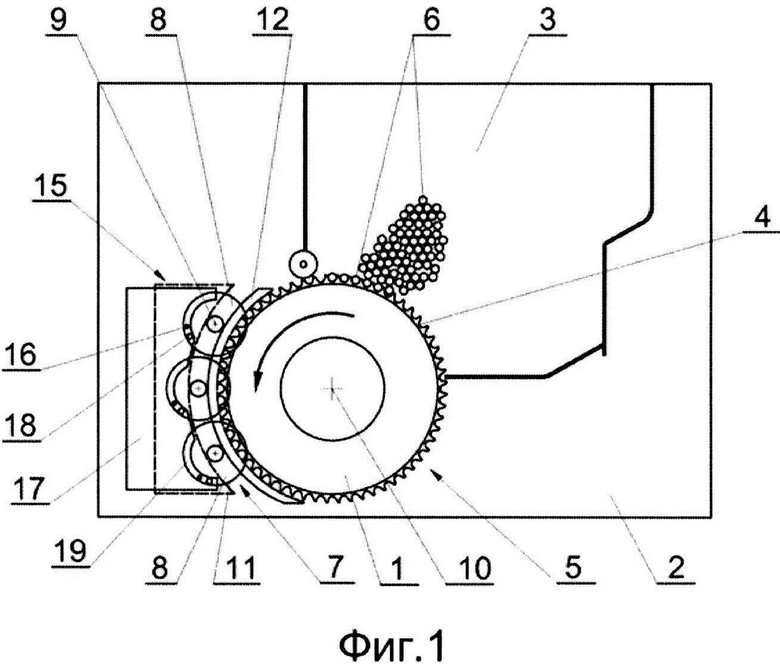
1. Способ разрезания фильтрующих материалов в табачной промышленности, в котором:
посредством барабанного конвейера, на окружности которого имеются канавки, фильтрующий материал в виде фильтрующих стержней подают к блоку вращающихся ножей;
фильтрующие стержни разрезают посредством вращающихся ножей на сегменты в канавках барабанного конвейера в области под направляющей стенкой для фильтрующих стержней;
отличающийся тем, что
вращающиеся ножи охлаждают в области за направляющей стенкой.
2. Способ по п. 1, отличающийся тем, что вращающиеся ножи охлаждают до температуры в интервале от 5 до 25°С, предпочтительно в интервале от 15 до 25°С и наиболее предпочтительно в интервале от 20 до 25°С.
3. Способ по п. 1, отличающийся тем, что вращающиеся ножи охлаждают при помощи охлаждающей среды, выбранной из группы, включающей в себя сжатый воздух, воду и жидкий азот.
4. Способ по любому из пп. 1-3, отличающийся тем, что вращающиеся ножи охлаждают при помощи охлаждающей среды в замкнутом цикле.
5. Способ по любому из пп. 1-3, отличающийся тем, что вращающиеся ножи охлаждают при помощи охлаждающей среды в открытом цикле.
6. Устройство для разрезания фильтрующих материалов в табачной промышленности, содержащее:
блок вращающихся ножей, оснащенный направляющей стенкой для фильтрующих стержней для направления фильтрующих стержней, перемещаемых в канавках барабанного конвейера,
отличающееся тем, что
в области за направляющей стенкой расположен блок охлаждения, выполненный с возможностью уменьшения температуры вращающихся ножей посредством охлаждающей среды.
7. Устройство по п. 6, отличающееся тем, что блок охлаждения содержит по меньшей мере одно сопло для подачи охлаждающей среды для каждого ножа.
8. Устройство по п. 6, отличающееся тем, что блок охлаждения содержит два сопла для подачи охлаждающей среды с двух сторон ножа.
9. Устройство по п. 7, отличающееся тем, что сопла охлаждающей среды расположены по существу перпендикулярно к поверхности ножа.
10. Устройство по п. 7, отличающееся тем, что сопла охлаждающей среды расположены непосредственно у режущих краев.
11. Устройство по любому из пп. 6-10, отличающееся тем, что блок охлаждения выполнен с возможность работы в открытой системе.
12. Устройство по любому из пп. 6-10, отличающееся тем, что блок охлаждения выполнен с возможность работы в замкнутой системе.
13. Устройство по любому из пп. 6-10, отличающееся тем, что блок охлаждения представляет собой блок для охлаждения при помощи воздуха, воды или жидкого азота.
14. Устройство по любому из пп. 6-10, отличающееся тем, что по меньшей мере одному ножу соответствует датчик температуры.
15. Устройство по любому из пп. 6-10, отличающееся тем, что блок вращающихся ножей содержит вращающиеся ножи из карбида вольфрама.
| US 3308833 A, 14.03.1967 | |||
| US 2006230899 A1, 19.10.2006 | |||
| US 4961359 A, 09.10.1990 | |||
| US 2011180083 A1, 28.07.2011. |

