Изобретение относится к способу и башмаку для сжатия сегментов многосегментного фильтра.
В табачной промышленности изготавливают сигареты, содержащие фильтры, причем фильтры могут изготавливаться из материала одного вида, или их могут составить из различных материалов, имеющих разные физические и фильтрующие свойства. Фильтрующий материал в непрерывной форме, например, ацетат, разрезают на стержни и прикрепляют к сигаретам. Кроме того, известны фильтры, изготовленные из нескольких концентрически расположенных слоев фильтрующего материала. В изготавливаемых в наши дни сигаретах все чаще применяют фильтры, имеющие множество сегментов из разных материалов. Известны устройства для изготовления многосегментных фильтрующих стержней или непрерывных многосегментных фильтрующих стержней. При помощи таких установок соединяют сегменты, подаваемые различными подающими устройствами, причем эти сегменты образуют в результате разрезания при помощи режущей головки, оснащенной дисковыми ножами, фильтрующих стержней, перемещающихся, например, на барабанном конвейере. В зависимости от устройства отдельные сегменты соединяют так, что они находятся рядом друг с другом на барабанном конвейере или друг за другом на линейном конвейере, чтобы, в конце концов, образовать линейно перемещающийся непрерывный многосегментный стержень, разрезаемый на отдельные многосегментные стержни. На последующих этапах процесса изготовления сигарет многосегментные стержни разрезают на отдельные многосегментные фильтры, прикрепляемые к отдельным сигаретам.
Весьма важным аспектом изготовления фильтрующих стержней разных известных видов является качество оборачивания оберткой. Это качество определяется как деформацией обертки в области адгезивного шва, так и наполнением обертки фильтрующим материалом. Чтобы скорректировать наполнение цилиндрического пространства, образованного оберткой, фильтрующие сегменты могут быть подвергнуты кратковременному сжатию.
Известны элементы для сжатия в виде неподвижных сжимающих планок, которые нагреваются во время работы и вызывают повреждение материала. Патент США 3,716,443 раскрывает устройство для изготовления фильтрующих стержней из непрерывного фильтрующего материала. В этом устройстве используется элемент для формирования непрерывного фильтрующего стержня, охлаждаемый при помощи сжатого воздуха. Благодаря применению сжатого воздуха образуется тонкий слой, уменьшающий трение между фильтрующим материалом и направляющими элементами.
Способ кратковременного сжатия непрерывного многосегментного стержня при помощи прессующих валиков известен из польской патентной заявки PL 402777.
Задача, решаемая посредством данного изобретения, заключается в том, чтобы разработать усовершенствованное устройство и способ сжатия фильтрующего материала.
Сущностью данного изобретения является способ сжатия фильтрующих сегментов, перемещающихся в цепи сегментов, отличающийся тем, что фильтрующие сегменты сжимают посредством башмака, причем между нижней поверхностью башмака и фильтрующими сегментами, расположенными на направляющей обертке, перед склеиванием и покрытием цепи сегментов оберткой подают сжатый воздух посредством каналов.
Кроме того, сущностью данного изобретения является башмак для сжатия сегментов непрерывного многосегментного стержня, отличающийся тем, что нижняя поверхность для сжатия фильтрующих сегментов, расположенных на направляющей обертке перед склеиванием и покрытием цепи сегментов оберткой, содержит набор сопел для вдувания сжатого воздуха, подаваемого по каналам.
Башмак согласно изобретению отличается тем, что сопла расширяются в направлении сегментов непрерывного многосегментного стержня.
Башмак согласно изобретению отличается тем, что сопла расположены по меньшей мере в один ряд, линейно, по существу вдоль оси цепи сегментов, предпочтительно от 3 до 10 сопел в одном ряду.
Башмак согласно изобретению отличается тем, что ряды сопел расположены симметрично относительно оси симметрии нижней поверхности.
Башмак согласно изобретению отличается тем, что ряды сопел расположены асимметрично относительно оси симметрии нижней поверхности.
Башмак согласно изобретению отличается тем, что его нижняя поверхность представляет собой цилиндрическую поверхность.
Башмак согласно изобретению отличается тем, что радиус цилиндрической поверхности от 1,5 до 10 раз, предпочтительно от 2 до 5 раз, больше радиуса сегментов.
Башмак согласно изобретению отличается тем, что нижняя поверхность представляет собой плоскую поверхность.
Башмак согласно изобретению отличается тем, что на нижней поверхности имеются канавки (18), распределяющие сжатый воздух.
Башмак согласно изобретению отличается тем, что он прикреплен под углом к оси сегментов, в частности, под углом от 0,7° до 2°.
Башмак согласно изобретению отличается тем, что относительно вертикального направления каналы расположены под углом от 0° до 30°, предпочтительно от 10° до 20°.
Башмак согласно изобретению отличается тем, что нижняя поверхность расположена асимметрично относительно оси сегментов.
Преимущество решения согласно изобретению заключается в сочетании двух функций, а именно сжатия сегментов и одновременного охлаждения поверхности, остающейся в контакте со сжимаемыми сегментами.
Данное изобретение детально показано в предпочтительном варианте его осуществления на чертежах, на которых изображено следующее.
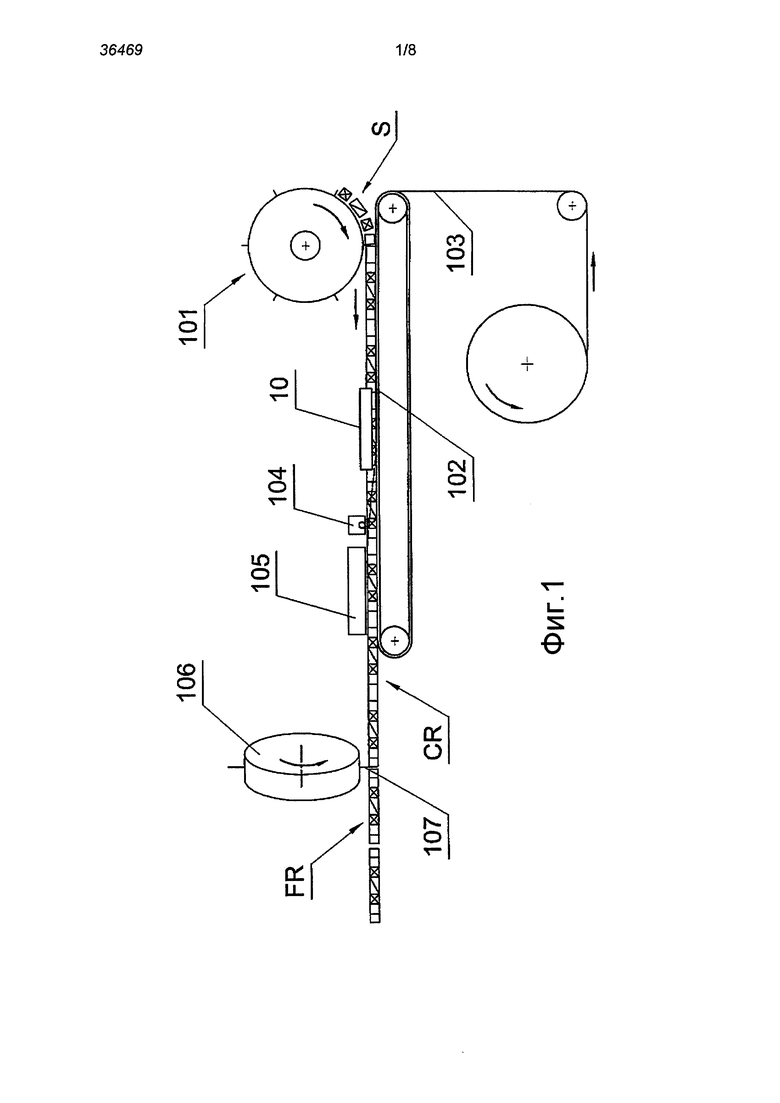
Фиг. 1 представляет собой схематическое изображение фрагмента устройства для изготовления многосегментных стержней.
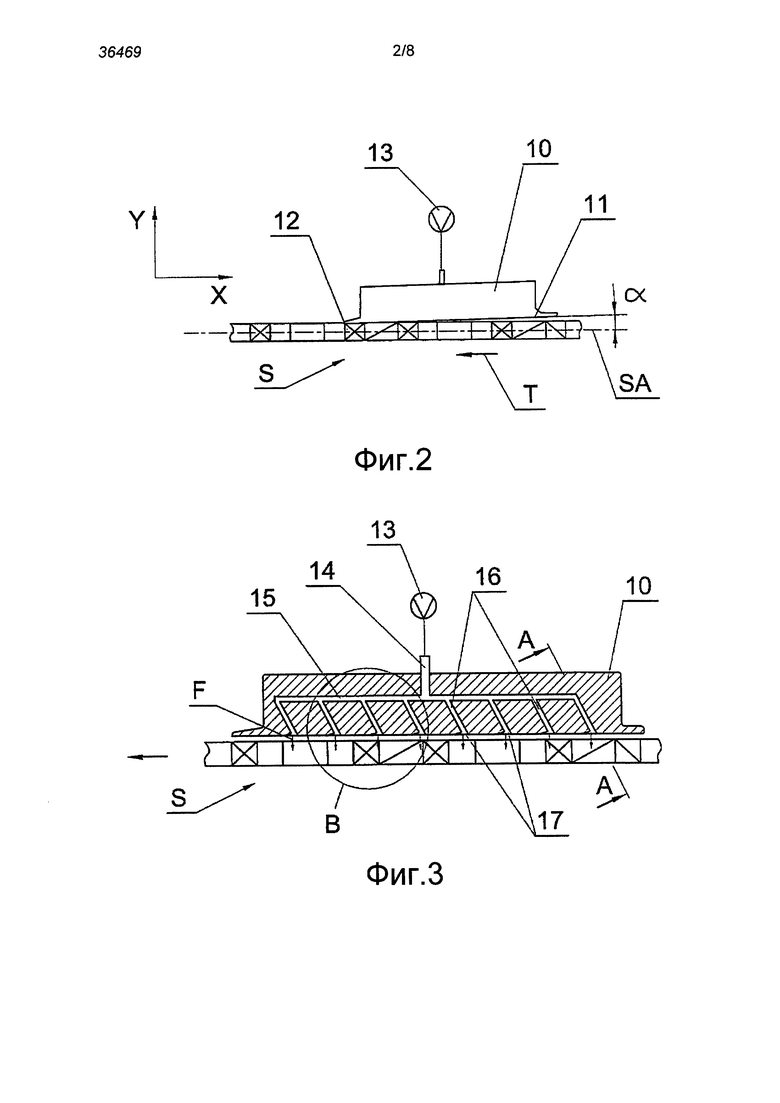
Фиг. 2 представляет собой вид спереди прессующего башмака.
Фиг. 3 представляет собой вид в разрезе прессующего башмака согласно фиг. 2.
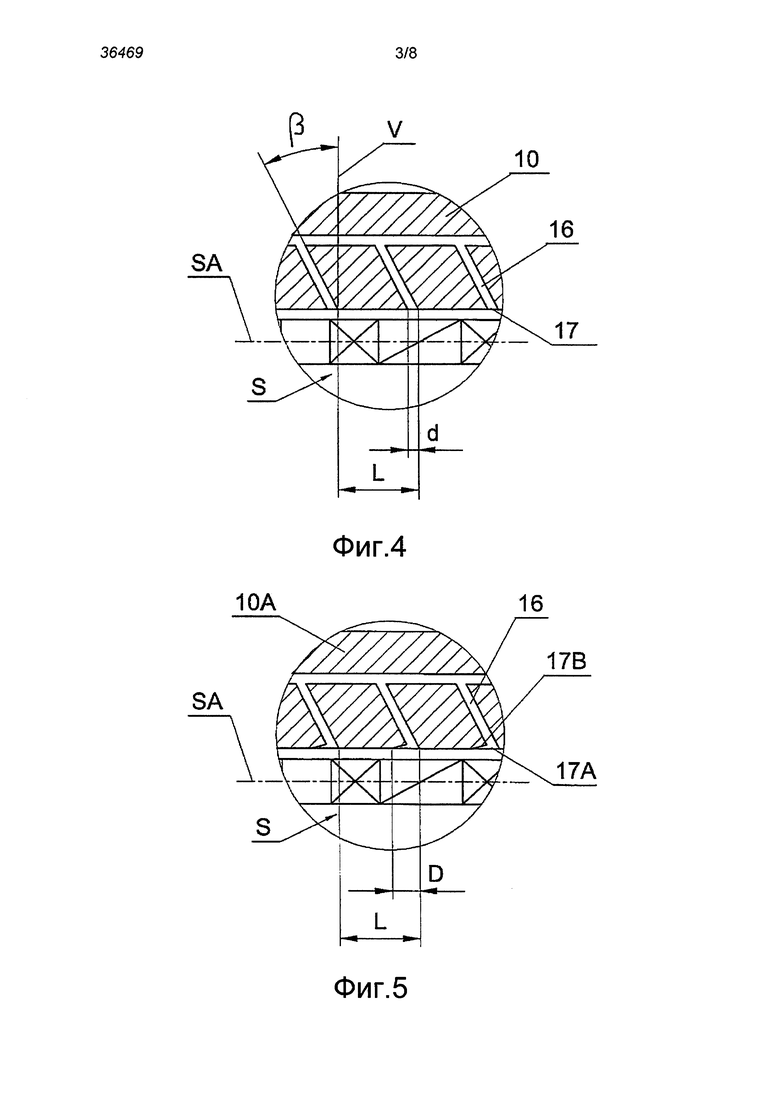
Фиг. 4 представляет собой увеличенный фрагмент вида в разрезе согласно фиг. 3.
Фиг. 5 представляет собой увеличенный фрагмент вида в разрезе согласно фиг. 3.
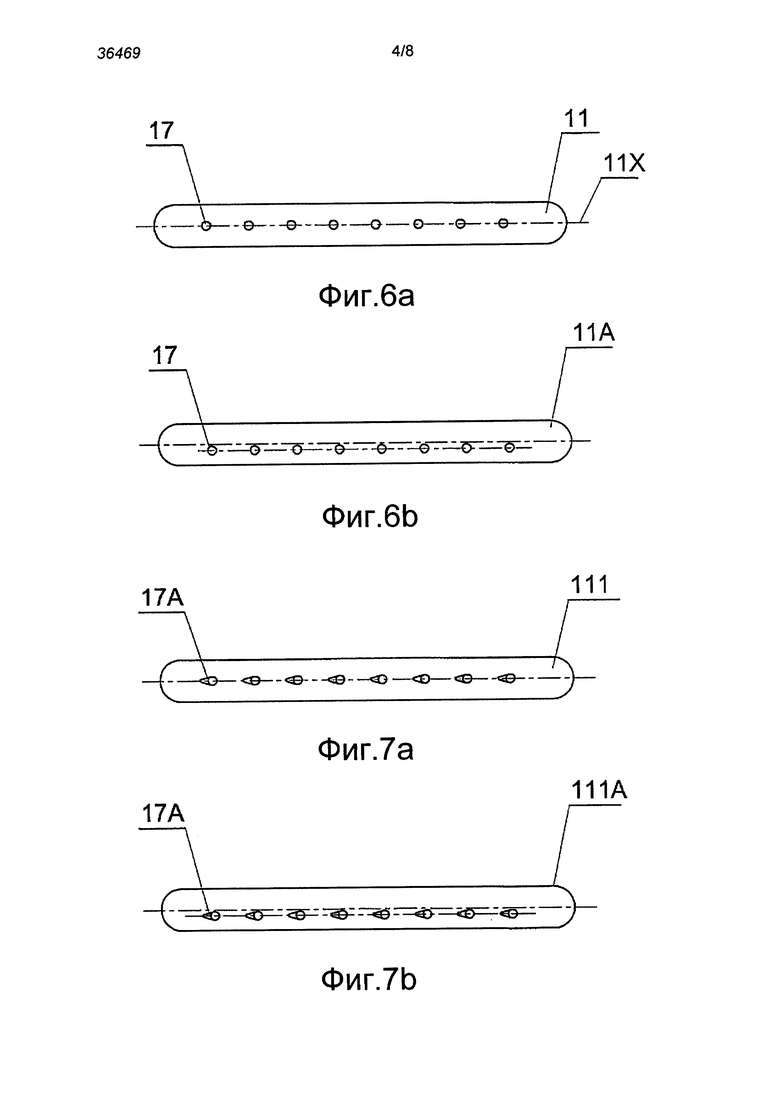
Фиг. 6а, 6b, 7а, 7b показывают варианты осуществления нижней поверхности прессующего башмака, имеющего один ряд сопел.
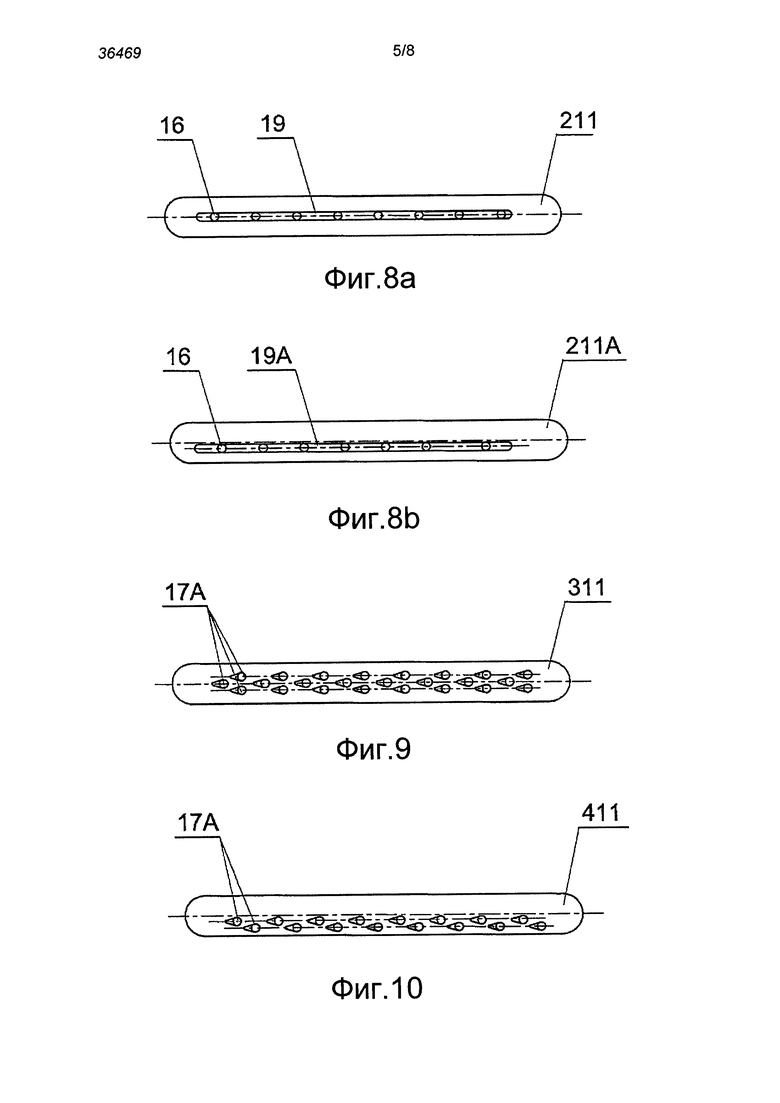
Фиг. 8а, 8b показывают варианты осуществления нижней поверхности прессующего башмака, содержащего сопло в виде канала.
Фиг. 9 показывает вариант осуществления нижней поверхности прессующего башмака, содержащего три ряда сопел.
Фиг. 10 показывает вариант осуществления нижней поверхности прессующего башмака, содержащего два ряда сопел.
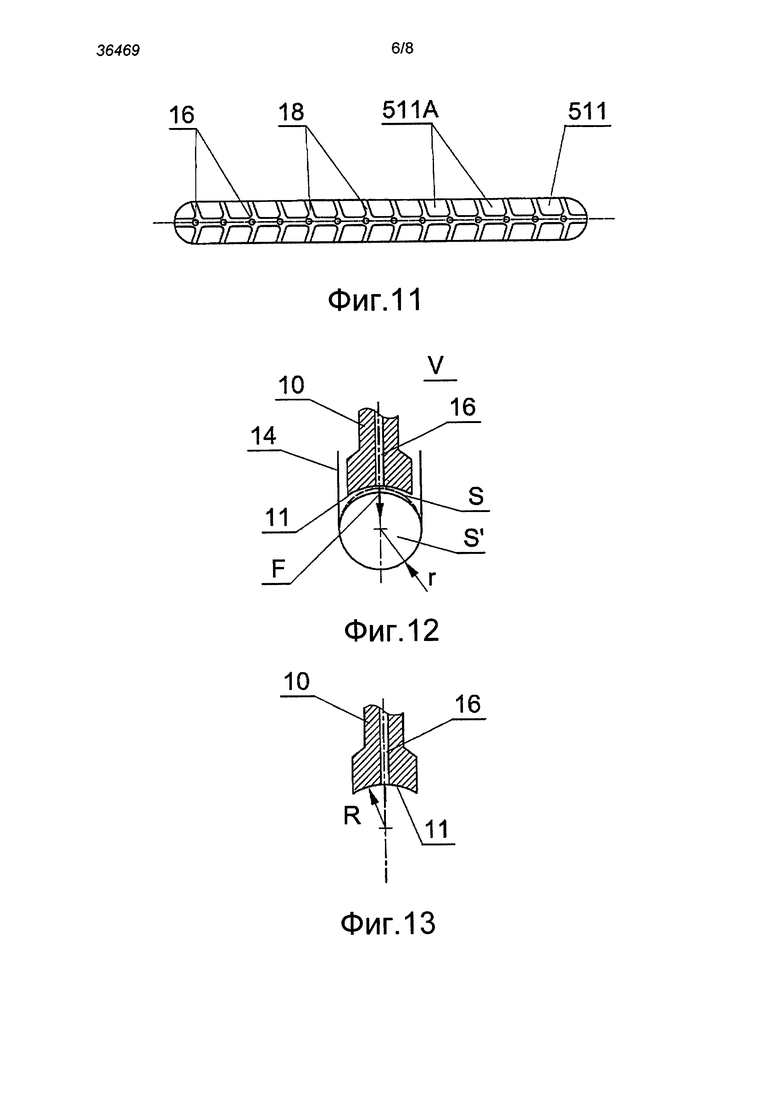
Фиг. 11 показывает вариант осуществления нижней поверхности прессующего башмака, содержащего множество канавок и множество сжимающих поверхностей.
Фиг. 12 и 13 представляют собой виды в разрезе прессующего башмака с вертикальным каналом.
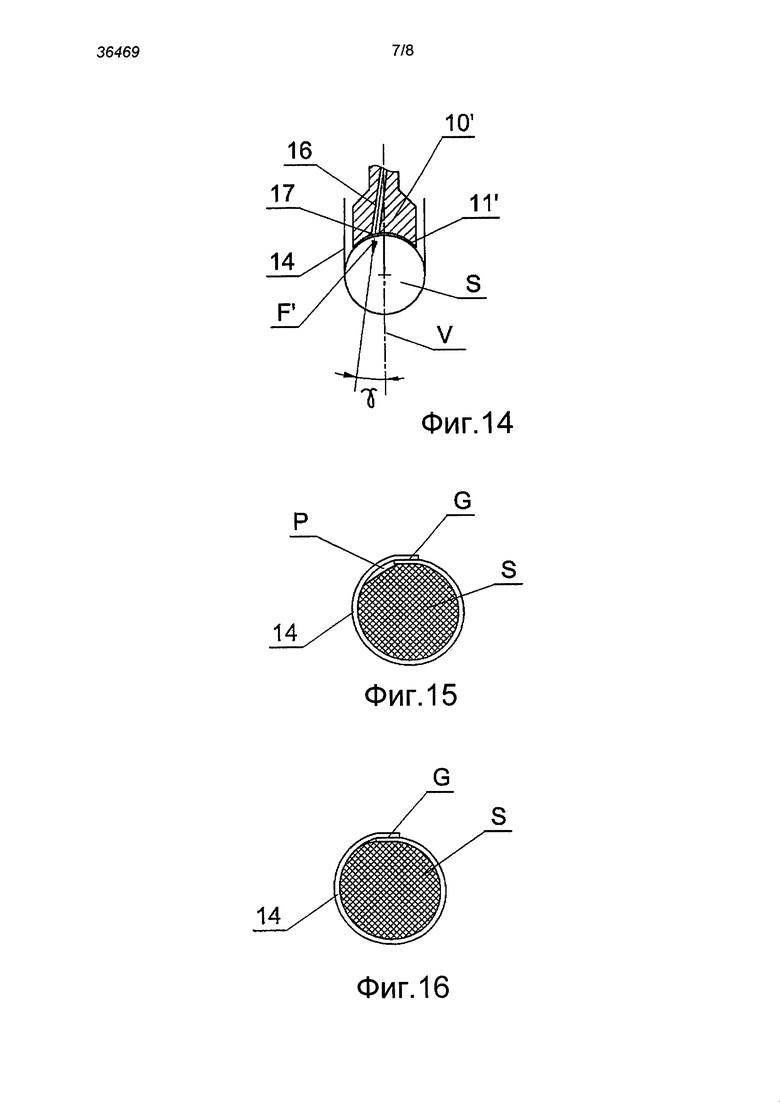
Фиг. 14 представляет собой вид в разрезе прессующего башмака с наклонным каналом.
Фиг. 15 представляет собой вид в разрезе сжатого фильтрующего стержня перед снижением давления.
Фиг. 16 представляет собой вид в разрезе фильтрующего стержня после снижения давления.
Фиг. 17 представляет собой вид в разрезе асимметричной прессующего башмака с наклонным каналом.
На фиг. 1 схематично показан фрагмент устройства для изготовления многосегментных стержней. Фильтрующие сегменты S, заранее приготовленные известным способом, при помощи подающего устройства 101 подают на конвейер 102, на поверхности которого расположена обертка 103. Во время перемещения сегментов на конвейере 102 обертку 103 известным способом оборачивают вокруг сегментов и склеивают, причем адгезив подают из устройства 104 для нанесения адгезива, а адгезивный шов нагревают при помощи нагревателя 105. Многосегментный непрерывный стержень CR, образованный таким образом, перемещают дальше и разрезают на фильтрующие стержни FR при помощи известной режущей головки 106, содержащей ножи 107. Типичные элементы, поддерживающие и направляющие непрерывный стержень CR и фильтрующие стержни FR, на чертеже не показаны. Перед оборачиванием обертки 102 вокруг сегментов S и подачей адгезива из устройства для подачи адгезива сегменты сжимают при помощи устройства 10 согласно изобретению.
На фиг. 2 показан башмак 10 для сжатия сегментов S. Он расположен над цепью сегментов S, а сегменты S установлены вдоль оси SA (обертка на этом чертеже не показана). Элементы для крепления и регулировки положения башмака 10 в направлениях X и Y и в направлении, перпендикулярном плоскости чертежа, а также для регулировки углового положения в плоскости чертежа здесь не показаны. Нижняя поверхность 11 башмака 10 расположена вдоль оси SA цепи сегментов S, причем она может быть наклонена относительно оси SA на угол, составляющий от 0,7° до 2°, т.е. давление нижней поверхности 11 на сегменты S увеличивается в направлении перемещения Τ сегментов S и достигает максимального значения в точке 12. Эффект сжатия усиливается благодаря действию сжатого воздуха в целом по всей длине нижней поверхности 11. Для этой цели к башмаку 10 для сжатия сегментов от источника 13 подают сжатый воздух. Сжатый воздух распределяется по каналам 14 и 15 (фиг. 3), а затем по каналам 16 к отдельным соплам 17, имеющим выходное отверстие, площадь которого равна или больше поперечного сечения каналов 16. В случае каждого сопла 17 сжатый воздух действует на сегменты S с силой F. Сопла 17 могут быть расположены в ряд, так что в цепи сегментов в принципе достигается линейное сжатие сегментов.
На фиг. 4 показан увеличенный фрагмент В вида в продольном разрезе башмака 10, изображенной на фиг. 3. Здесь сопла 17 имеют размер d, равный диаметру канала 16, причем сопла расположены относительно друг друга на расстоянии L. Относительно вертикального направления V каналы 17 могут быть расположены под углом β, составляющим от 0° до 30°, предпочтительно от 10° до 20°. На фиг. 5 также показан увеличенный фрагмент вида в разрезе башмака 10А. Здесь в направлении оси SA сопла 17 имеют размер D, который больше диаметра d на фиг. 4, причем относительно друг друга сопла также расположены на расстоянии L. Предпочтительно размер D от 1,5 до 5 раз больше диаметра канала 16. Размер D может быть равен размеру L, или сопла 17А могут быть соединены друг с другом, образуя канал, применяемый для сжатия сегментов при помощи сжатого воздуха. Предпочтительно в одном ряду может быть расположено от 3 до 10 сопел. Благодаря применению набора сопел давление, создаваемое в результате действия сжатого воздуха, можно поддерживать по существу на постоянном уровне. Та поверхность 17В сопла, которая увеличивает сопло 17А, может иметь цилиндрическую или коническую форму. На фиг. 6а показана сжимающая нижняя поверхность 11, имеющая сопла 17, расположенные в один ряд вдоль оси 11Х симметрии, в то время как на фиг. 6b также изображена нижняя поверхность 11А, в которой имеются сопла 17, расположенные в ряд, причем ряд сопел 17 смещен относительно оси 11Х симметрии нижней поверхности 11А.
На фиг. 7а показана сжимающая поверхность 111, имеющая сопла 17А, расположенные в один ряд, в то время как на фиг. 7b также изображены сопла 17А, расположенные в ряд, причем ряд сопел 17А смещен относительно оси симметрии поверхности 111А. На фиг. 8а показана сжимающая поверхность 211, на которой выполнено сопло в виде канала 19, соединяющего выходные отверстия каналов 16. На фиг. 8b аналогичный канал 19А смещен относительно оси симметрии поверхности 211А.
На фиг. 9 изображен еще один вариант осуществления нижней поверхности 311 прессующего башмака, содержащего три ряда сопел 17А. На фиг. 10 изображен вариант осуществления поверхности 411 с двумя рядами сопел 17А, расположенных асимметрично относительно оси симметрии поверхности 411. Благодаря применению множества рядов возможно более равномерное распределение давления по поверхности сегментов.
На фиг. 11 показан другой вариант осуществления нижней поверхности 511 башмака, которая разделена канавками 18 на множество составляющих поверхностей 511А. Сжатый воздух в каналы 18 подают по каналам 16.
На фиг. 12 изображен вид в разрезе башмака 10 и канала 16 (на фиг. 2 этот разрез имеет обозначение Α-A), причем здесь показана обертка 14, на которой расположены сегменты S. Контур сегмента S, не подвергнутого сжатию, обозначен пунктиром, в то время как сегмент S' представляет собой сегмент после сжатия силой, вызванной давлением башмака 10 и воздействием сжатого воздуха. Нижняя поверхность 11 этого башмака может иметь цилиндрическую форму, ось которой по существу перпендикулярна оси AS цепи сегментов S, причем радиус R этой цилиндрической поверхности от 1,5 до 10 раз, предпочтительно от 2 до 5 раз, больше радиуса r сегмента. Такие соотношения между радиусом нижней поверхности и радиусом сегмента делают возможным соответствующее выравнивание деформированной поверхности сегмента относительно нижней поверхности башмака. Также возможен вариант осуществления нижней поверхности башмака с конической или плоской формой.
На фиг. 14 показан башмак 10', содержащий каналы 16, подающие сжатый воздух под углом γ относительно вертикального направления V в диапазоне от 5° до 20°, так чтобы усилить эффект сжатия. Благодаря асимметричному расположению сопел 17 относительно сегмента S можно создать кратковременное сжатие Ρ (фиг. 15) сегмента S в поперечном направлении относительно адгезивного шва G. После снижения давления с материала сегмента S склеенную обертку 14 заполняют так, как показано на фиг. 16. На фиг. 17 показан вид в разрезе башмака 10", по существу имеющего такую же конструкцию, что и башмак 10', изображенный на фиг. 14, однако при этом поверхность 11" расположена асимметрично относительно сегмента S.

Изобретение относится к способу и башмаку для сжатия сегментов многосегментного фильтра. Предложен способ сжатия фильтрующих сегментов, перемещающихся в цепи сегментов, при этом фильтрующие сегменты сжимают посредством башмака (10, 10А, 10', 10"), причем между нижней поверхностью (11, 11А, 111, 111А, 211, 211А, 311, 411) башмака и фильтрующими сегментами (S), расположенными на обертке, перед склеиванием и покрытием цепи сегментов оберткой одновременно с выполнением сжатия фильтрующих сегментов подают сжатый воздух посредством каналов (14, 15, 16), выполненных внутри башмака (10, 10А, 10', 10"). Также предложен башмак (10, 10А, 10', 10") для сжатия сегментов непрерывного многосегментного стержня, при этом нижняя поверхность (11, 11А, 111, 111А, 211, 211А, 311, 411) для сжатия фильтрующих сегментов (S), расположенных на обертке перед склеиванием и покрытием цепи сегментов оберткой, содержит набор сопел (17, 17А, 19) для вдувания сжатого воздуха, подаваемого по каналам (12, 13, 14), причем сопла (17А) расширяются в направлении сегментов (S) непрерывного многосегментного стержня. Техническим результатом изобретения является сочетание двух функций, а именно сжатия сегментов и одновременного охлаждения поверхности, остающейся в контакте со сжимаемыми сегментами. 2 н. и 10 з.п. ф-лы, 17 ил. 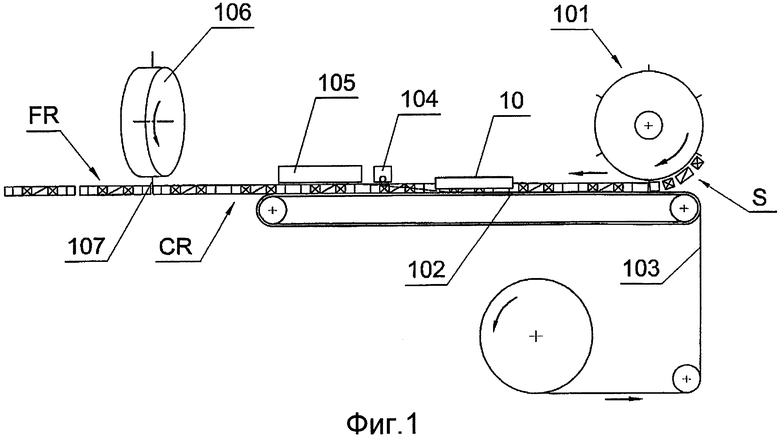
1. Способ сжатия фильтрующих сегментов, перемещающихся в цепи сегментов, отличающийся тем, что фильтрующие сегменты сжимают посредством башмака (10, 10А, 10', 10"), причем между нижней поверхностью (11, 11А, 111, 111А, 211, 211А, 311, 411) башмака и фильтрующими сегментами (S), расположенными на обертке, перед склеиванием и покрытием цепи сегментов оберткой одновременно с выполнением сжатия фильтрующих сегментов подают сжатый воздух посредством каналов (14, 15, 16), выполненных внутри башмака (10, 10А, 10', 10").
2. Башмак (10, 10А, 10', 10") для сжатия сегментов непрерывного многосегментного стержня, отличающийся тем, что нижняя поверхность (11, 11А, 111, 111А, 211, 211А, 311, 411) для сжатия фильтрующих сегментов (S), расположенных на обертке перед склеиванием и покрытием цепи сегментов оберткой, содержит набор сопел (17, 17А, 19) для вдувания сжатого воздуха, подаваемого по каналам (12, 13, 14), причем сопла (17А) расширяются в направлении сегментов (S) непрерывного многосегментного стержня.
3. Башмак по п. 2, отличающийся тем, что сопла (17, 17А) расположены по меньшей мере в один ряд, линейно, по существу вдоль направления оси (SA) цепи сегментов (S), предпочтительно от 3 до 10 сопел в одном ряду.
4. Башмак по п. 3, отличающийся тем, что ряды сопел расположены симметрично относительно оси симметрии нижней поверхности (11, 11А, 111, 111А, 211, 211А, 311, 411).
5. Башмак по п. 3, отличающийся тем, что ряды сопел расположены асимметрично относительно оси симметрии нижней поверхности (11, 11А, 111, 111А, 211, 211А, 311, 411).
6. Башмак по любому из пп. 2-5, отличающийся тем, что его нижняя поверхность (11, 11А, 111, 111А, 211, 211А, 311, 411) представляет собой цилиндрическую поверхность.
7. Башмак по п. 6, отличающийся тем, что радиус (R) цилиндрической поверхности от 1,5 до 10 раз, предпочтительно от 2 до 5 раз больше радиуса (r) сегментов.
8. Башмак по любому из пп. 2-5, отличающийся тем, что нижняя поверхность представляет собой плоскую поверхность.
9. Башмак по любому из пп. 2-5, 7, отличающийся тем, что нижняя поверхность имеет канавки (18), распределяющие сжатый воздух.
10. Башмак по любому из пп. 2-5, 7, отличающийся тем, что указанный башмак (10, 10А, 10', 10") прикреплен под углом к оси (SA) сегментов, в частности под углом от 0,7° до 2°.
11. Башмак по любому из пп. 2-5, 7, отличающийся тем, что каналы (14, 15, 16) расположены под углом (β) относительно вертикального направления (V), составляющим от 0° до 30°, предпочтительно от 10° до 20°.
12. Башмак по любому из пп. 2-5, 7, отличающийся тем, что нижняя поверхность (10, 10А, 10', 10") расположена асимметрично относительно оси сегментов (S).
| DE 102006025056 A1, 29.11.2007 | |||
| US 3716443 A, 13.02.1973 | |||
| DE 102010042766 A1, 26.04.2012. |

