Объектом изобретения являются способ и система для изготовления многосегментных изделий табачной промышленности.
В табачной промышленности изготавливают изделия для курильщиков, обычно стержневидные изделия, содержащие табак или материал, полученный в результате обработки табака, при этом изделия для курильщиков обычно снабжены фильтрующим мундштуком. Фильтрующий мундштук может быть изготовлен из одного вида фильтрующего материала или из нескольких различных фильтрующих материалов, и его задача состоит в том, чтобы фильтровать дым или пропускать аэрозоль, который генерируется в таких изделиях. Изделия для курильщиков чаще всего изготавливают на машинах, на которых формируется непрерывный стержень, содержащий упомянутый табак и/или фильтрующие элементы, после чего такой непрерывный стержень разрезают с помощью режущей головки на стержни-полуфабрикаты, которые обычно имеют двойную длину и разрезаются на две полуфабрикатные части, т.е. на два полуфабриката в дальнейших технологических операциях на машине для приклеивания фильтра. Машина для приклеивания фильтров известна, среди прочего, из патента US5054346A и патентной заявки DE3706753A1. Отрезанные изделия-полуфабрикаты разделяют вдоль оси, и между ними помещают стержни фильтрующих мундштуков двойной длины. Стержни фильтрующих мундштуков могут быть изготовлены из фильтрующего материала или из материала в форме трубки. После наклеивания секции оберточного материала на концевой участок каждого полуфабриката курительного изделия (каждого элемента курительного изделия) и на стержень двойного фильтрующего мундштука, созданный таким образом стержень, являясь сдвоенным курительным изделием, разрезают на два отдельных готовых изделия. Машина для приклеивания фильтра подает секции оберточного материала непрерывно, т.е. по одной секции оберточного материала в каждую канавку барабанного конвейера, в которых транспортируются полуфабрикаты курительных изделий и сдвоенные фильтрующие мундштуки, независимо от того, были ли доставлены изделие-полуфабрикат и фильтрующий стержень. Если стержень двойного полуфабриката не доставлен или не подан стержень двойного фильтра, сдвоенное курительное изделие не изготавливается, и неиспользованная секция оберточного материала будет неизбежно падать с барабанного конвейера, вызывая засорение машины. Таким образом, отбраковка стержней, изготовленных на машине по изготовлению стержней двойных полуфабрикатов, приведет к возникновению перерывов в производственном процессе на машине приклеивания фильтров и, в результате, к засорению машины.
В уровне техники не известны решения, которые могли бы быть применены на машине приклеивания фильтров, чтобы избежать засорения машины или необходимости строить блоки, которые могли бы принимать любые неиспользуемые секции оберточного материала.
Объектом изобретения является способ изготовления многосегментных стержневидных изделий табачной промышленности в устройстве для изготовления многосегментных или сегментных стержней, содержащий этапы, на которых: подают, по меньшей мере, один вид стержневидных сегментов, составляющих многосегментное стержневидное изделие; собирают стержневидные сегменты в цепочку сегментов на оберточном материале; изготавливают непрерывный сегментный или многосегментный стержень, содержащий стержневидные сегменты, обернутые оберточным материалом, при этом сегменты прижимают друг к другу или оставляют пустоты между сегментами; и разрезают непрерывный сегментный или многосегментный стержень на многосегментные или сегментные стержни, содержащие любую комбинацию стержневидных сегментов, двойных стержневидных сегментов и половин стержневидных сегментов, причем во время разрезания непрерывного многосегментного стержня многосегментные или сегментные стержни перемещают в продольном направлении; затем изменяют направление транспортировки многосегментного или сегментного стержня с продольного направления на поперечное направление и крепят концевые сегменты к многосегментным стержням или сегментным стержням, транспортируемым в поперечном направлении в устройстве прикрепления концевых сегментов, приспособленном для изготовления многосегментных стержневидных изделий. Способ изготовления отличается тем, что после изменения направления транспортировки многосегментного или сегментного стержня с продольного направления на поперечное направление и перед креплением концевого сегмента выполняют этап проверки качества изготовленных многосегментных или сегментных стержней на измерительном блоке и отбраковывают дефектные многосегментные или сегментные стержни, затем подают многосегментные или сегментные стержни в компенсационный блок для хранения многосегментных или сегментных стержней и для компенсации отбраковки многосегментных или сегментных стержней, после чего подают многосегментные или сегментные стержни с компенсационного блока к устройству крепления концевого сегмента так, что устройство крепления концевого сегмента непрерывно получает многосегментные или сегментные стержни.
Кроме того, способ согласно изобретению отличается тем, что перед подачей многосегментных или сегментных стержней к измерительному блоку выполняют этап проверки качества многосегментных или сегментных стержней на устройстве изготовления многосегментных или сегментных стержней и отбраковывают дефектные многосегментные или сегментные стержни.
Кроме того, объектом изобретения является производственная система для изготовления многосегментных стержневидных изделий, содержащая: устройство для изготовления многосегментных или сегментных стержневидных изделий, содержащих стержневидные сегменты, по меньшей мере, одного вида или двойные стержневидные сегменты или половины стержневидных сегментов, доставляемых и транспортируемых в продольном направлении, при этом сегменты в непрерывном многосегментном или сегментном стержне, из которых нарезают многосегментные или сегментные стержни, прижаты друг к другу или пустоты оставлены между стержневидными сегментами; устройство для изменения направления транспортировки многосегментного или сегментного стержня с продольного направления на поперечное; измерительный блок для проверки качества изготовляемых многосегментных или сегментных стержней; блок отбраковки для отбраковки дефектных многосегментных или сегментных стержней; и устройство крепления концевых сегментов, приспособленное для изготовления многосегментных стержневидных изделий путем крепления концевых сегментов к многосегментным или сегментным стержням, транспортируемым в поперечном направлении. Кроме того, производственная система отличается тем, что содержит компенсационный блок для хранения многосегментных или сегментных стержней, расположенный между измерительным блоком и устройством крепления концевого сегмента, приспособленный для компенсации отбраковки многосегментных или сегментных стержней так, что многосегментные или сегментные стержни непрерывно подаются к устройству крепления концевого сегмента.
Кроме того, система согласно изобретению отличается тем, что устройство изготовления многосегментных или сегментных стержней снабжено измерительным блоком и блоком отбраковки для отбраковки дефектных сегментных или многосегментных стержней.
Благодаря применению решения согласно данному изобретению была успешно повышена эффективность производственной системы для изготовления стержневидных изделий.
Объект изобретения подробно проиллюстрирован в предпочтительном варианте осуществления на чертежах, из которых:
фиг. 1 иллюстрирует вид сверху производственной системы для изготовления многосегментных стержневидных изделий;
фиг. 2 иллюстрирует вид спереди фрагмента устройства изготовления многосегментных стержней производственной системы с фиг. 1;
фиг. 3 иллюстрирует цепочку сегментов непрерывного многосегментного стержня, изготавливаемого на устройстве изготовления многосегментных стержней производственной системы с фиг. 1;
фиг. 4а, 4b схематично иллюстрируют устройство приклеивания фильтра производственной системы с фиг. 1;
фиг. 5, 6, 7 иллюстрируют примеры процессов изготовления многосегментных стержневидных изделий, выполняемых в производственной системе с фиг. 1.
В данном описании приняты следующие определения выражений/терминов. Термин "стержневидный сегмент" и "сегмент" может относиться к сегменту конечной длины, который не будет разделен, к сегменту, который будет разделен на более поздней стадии производства и к сегменту, который был разделен ранее. Выражение "непрерывный сегментный стержень" означает непрерывный стержень, содержащий сегменты или двойные сегменты, по меньшей мере, одного вида. Выражение "непрерывный многосегментный стержень" означает непрерывный стержень, содержащий сегменты или двойные сегменты, по меньшей мере, двух видов. Выражение "сегментный стержень" означает стержень, содержащий один сегмент, половину сегмента или двойной сегмент. Выражение "многосегментный стержень" означает стержень, содержащий, по меньшей мере, два сегмента различных видов, половины таких сегментов или такие двойные сегменты. Выражение "многосегментное изделие" означает изделие, содержащее, по меньшей мере, два сегмента различных видов, половины таких сегментов или такие двойные сегменты.
Производственная система 1 для изготовления многосегментных стержневидных изделий, показанная на фиг. 1, содержит устройство 2 изготовления многосегментных стержней и устройство 3 крепления концевого сегмента, при этом, в частности, концевой сегмент может быть сегментом фильтрующего мундштука в изготовляемых многосегментных стержневидных изделиях. Многосегментные стержни, изготовленные в устройстве 2 изготовления многосегментных стержней, содержат сегменты, которые целиком или после разрезания составят часть многосегментных стержневидных изделий, изготовленных производственной системой 1. Устройство 2 изготовления многосегментных стержней может быть модульным устройством, в котором количество модулей зависит от количества стержневидных сегментов, из которых состоят изготовляемые многосегментные стержни. Устройство 2 изготовления многосегментных стержней может быть снабжено двумя подающими модулями 2А и 2В для подачи двух видов стержневидных сегментов типов А и В. В качестве альтернативы устройство 2 изготовления многосегментных стержней может быть снабжено подающими модулями 2А, 2 В и 2С для подачи трех видов стержневидных сегментов (стержневидных элементов) типов А, В и С соответственно, как показано на фиг. 1. Устройство 2 изготовления многосегментных стержней может быть любым устройством для изготовления многосегментных стержней, в том числе, устройством для изготовления многосегментных стержней, состоящих из большего количества стержневидных сегментов. Устройство 2 представляет собой устройство изготовления многосегментных стержней по линейной технологии, сначала формирующее непрерывный многосегментный стержень CR, который впоследствии разрезается на отдельные многосегментные стержни 6, подаваемые в продольном направлении Т1. Устройство 3 крепления концевого сегмента представляет собой устройство, в котором стержни транспортируются в поперечном направлении Т2. Производственная система 1, описанная выше, может работать сходным образом, когда устройство 2 снабжено одним подающим модулем и приспособлено для изготовления сегментных стержней непрерывных сегментных стержней, содержащих сегменты одного вида.
На фиг. 2 показан фрагмент устройства 2 изготовления многосегментных стержней, приспособленного для изготовления многосегментных стержней 6 непрерывного многосегментного стержня CR, содержащего стержневидные сегменты типов А, В и С.Устройство 2 изготовления многосегментных стержней снабжено формующим блоком 4, предназначенным для формирования непрерывного многосегментного стержня CR. Формующий блок 4 содержит оберточные элементы, предназначенные для обертывания оберточным материалом 7, и головку, предназначенную для подачи клея. Приведенные как пример стержневидные сегменты типов А, В и С расположены в фиксированной последовательности на полосе оберточного материала 7 и обертываются оберточным материалом 7 так, чтобы изготовить непрерывный многосегментный стержень CR, в котором стержневидные сегменты типов А, В и С расположены соосно друг за другом. Сегменты типов А, В и С могут быть расположены как без зазоров, так и с зазорами между сегментами. В случае изготовления сегментных стержней сегменты в непрерывном сегментном стержне также могут быть расположены как без зазоров, так и с зазорами, так что в готовых стержневидных изделиях между сегментами формируются незаполненные пустоты.
На фиг. 3 показана примерная последовательность цепочки ST стержневидных сегментов типов А, В и С в устройстве 2 для изготовления многосегментных стержней 6. Непрерывный многосегментный стержень CR, перемещающийся в продольном направлении Т1, разрезается посредством режущей головки 5 на многосегментные стержни 6, показанные на фиг. 4. Многосегментные стержни 6 содержат такое количество стержневидных сегментов типов А, В и С, которое необходимо для изготовления, по меньшей мере, двух готовых многосегментных стержневидных изделий 25, показанных на фиг. 5, поэтому они являются полуфабрикатами. Многосегментный стержень 6 состоит из двух половин сегмента типа А, двух сегментов типа В и сегмента типа С. Устройство 2 изготовления многосегментных стержней может быть снабжено не показанным измерительным блоком, предназначенным для проверки качества изготовленных многосегментных стержней 6, и блоком отбраковки, предназначенным для отбраковки дефектных многосегментных стержней 6.
Многосегментное стержневидное изделие 25, изготовленное производственной системой 1, содержит стержневидные сегменты типов А, В, С и D, причем концевой сегмент типа D присоединяется в устройстве 3 крепления концевого сегмента. Пример многосегментного стержневидного изделия 25 состоит из половины стержневидного сегмента типа А, стержневидного сегмента типа В, половины стержневидного сегмента типа С и половины концевого сегмента типа D. Стержневидный сегмент типа А может быть предназначен для зажигания, а содержащийся в нем материал после зажигания может использоваться для нагрева прилегающего стержневидного сегмента типа В, являющегося элементом, генерирующим аэрозоль. Стержневидный сегмент типа С содержит табачный материал. Концевой сегмент типа D является сегментом фильтрующего мундштука. Концевой сегмент типа D может быть фильтрующим элементом или трубчатым элементом.
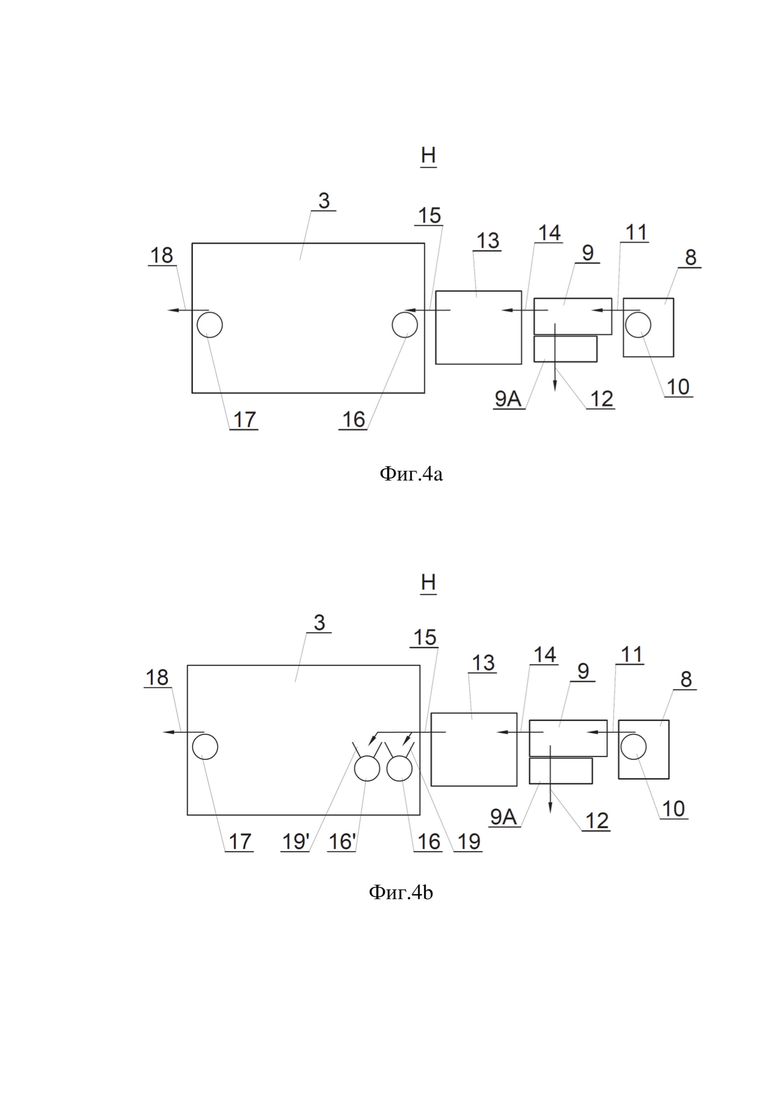
В производственной системе 1 между устройством 2 изготовления сегментных или многосегментных стержней и устройством 3 крепления концевых сегментов расположено передаточное устройство 8, предназначенное для изменения направления перемещения многосегментных стержней 6 с продольного направления Т1 на перемещение в поперечном направлении Т2 (фиг. 1). Передаточное устройство 8, выполняющее подобную функцию, известно, например, из патента US 3,567,011, в котором отрезанные табачные стержни передаются в канавки барабанного конвейера. Передаточное устройство 8 также известно из американского патента US 4,465,083. Кроме того, можно переносить фильтр или табачные стержневидные стержни в соответствии с немецкой патентной заявкой DE 3423570 А1, в которой раскрыт барабанный конвейер, в канавки которого последовательно переносятся табачные стержни, изготовленные на сигаретной машине. Как показано на фиг. 4а, многосегментные стержни 6 направляются с передаточного устройства 8 к измерительному блоку 9 в виде последовательности 11 отдельных многосегментных стержней 6, изготовленных на устройстве 2. Последовательность 11 направляется от барабанного конвейера 10, принадлежащего передаточному устройству 8, к измерительному блоку 9, в котором многосегментные стержни 6 могут передаваться в канавки барабанных конвейеров. В измерительном блоке 9 может использоваться любое измерительное устройство, например, может быть использовано измерение посредством рентгеновского излучения. В результате проведенного измерения проходящих многосегментных стержней 6 дефектные многосегментные стержни 6 отбраковываются посредством блока отбраковки 9А, отбраковывающего дефектные многосегментные стержни 6; отбраковка дефектных многосегментных стержней 6 обозначена как последовательность 12 отбракованных стержней, которые не прошли проверку качества. Отбраковка дефектных многосегментных стержней 6 может осуществляться, например, посредством сжатого воздуха, который может выбрасывать дефектные многосегментные стержни из канавок барабанного конвейера. Многосегментные стержни 6 хорошего качества передаются в компенсационный блок 13 в виде потока 14, при этом поток 14 может быть последовательностью отдельных многосегментных стержней 6 или массовым потоком многосегментных стержней 6. Многосегментные стержни 6 далее передаются в устройство крепления концевых сегментов 3, при этом поток 15 может представлять собой последовательность отдельных многосегментных стержней 6, а также массовый поток многосегментных стержней 6. Многосегментные стержни 6 подаются на первый барабанный конвейер 16 в устройство 3 крепления концевых сегментов, при этом подача происходит непрерывно, т.е. один многосегментный стержень 6 из последовательности отдельных многосегментных стержней подается в каждую канавку барабанного конвейера 16.
Если необходимо обеспечить более высокую эффективность производственной системы 1, многосегментные стержни 6 могут подаваться в виде массового потока, питающего накопительный контейнер 19, из которого многосегментные стержни доставляются в канавки барабанного конвейера 16. Барабанный конвейер 16, принимающий многосегментные стержни 6 из накопительного контейнера 19, может быть дублирован. На фиг. 4b показано устройство 3 крепления концевых сегментов, снабженное двумя барабанными конвейерами 16, 16' и двумя накопительными контейнерами 19, 19', принимающими массовый поток 15. В устройстве 3 крепления концевых сегментов многосегментные стержни 6 проходят через последовательные этапы процесса, в результате которого изготавливаются готовые многосегментные стержневидные изделия 25. Поток 18 многосегментных стержневидных изделий 25 с последнего барабанного конвейера 17 может быть передан, например, в упаковочную машину. Поток 18 может иметь форму последовательности отдельных стержневидных изделий 25 или форму массового потока стержневидных изделий 25. В пределах измерительного блока 9, компенсационного блока 13 и устройства 3 крепления концевых сегментов многосегментные стержни 6 и многосегментные стержневидные изделия 25 транспортируются в поперечном направлении Т2.
Ход процесса, осуществляемого в устройстве 3 крепления концевых сегментов, проиллюстрирован в упрощенном виде на фиг. 7 в отношении многосегментного стержневидного изделия 25. Многосегментные стержни 6 центрируются для определения центров многосегментных стержней 6 в одной плоскости и разрезаются на две части 6А посредством вращающегося ножа 20, который показан на фиг. 5 в разделе а). Разрезанные половинки многосегментного стержня 6 являются элементами 6А стержневидного изделия, которые разделены по оси, например, в соответствии с решением, раскрытым в патенте US 7,296,579 В1 и показанном на фиг. 5 в разделе b). В пространстве между элементами 6А стержневидного изделия расположен концевой сегмент типа D, как показано на фиг. 5 в разделе с), являющийся элементом двойного фильтрующего мундштука для изготавливаемых многосегментных стержневидных изделий 25. Три элемента, образующие группу 21, а именно, два элемента 6А стержневидного изделия, вместе с двойным концевым сегментом типа D, прижаты друг к другу, как показано на фиг. 5 в разделе d) и центрированы так, что центр каждой последующей группы 21 находится в одной и той же плоскости. Затем налепляют прямоугольную секцию 22 оберточного материала, как показано на фиг. 5 в разделе е), и выполняют оборачивание прямоугольной секцией 22 оберточного материала так, чтобы соединить элементы 6А стержневидного изделия с концевым сегментом типа D, как показано на фиг. 5 в разделе f) и как описано в патенте ЕР 0580150 В1. Затем двойные стержни 23 центрируют и вырезают с помощью вращающегося ножа 24, как показано на фиг. 5 в разделе g), причем разрез производится путем разрезания концевого сегмента типа D. Многосегментные стержневидные изделия 25, полученные в результате разрезания двойных стержней 23, перемещаются в двух потоках S1 и S2. Потоки S1 и S2 могут быть объединены, как раскрыто в патенте US4090602A, и переданы далее в виде одного потока S на барабанном конвейере 44 к выходу устройства крепления сегментов фильтрующего мундштука, откуда их соберут и доставят, например, в упаковочную машину.
На фиг. 6 показан процесс, сходный с показанным на фиг. 5, при этом непрерывный сегментный стержень CR' содержит сегменты Е, которые разнесены таким образом, что между ними находится незаполненная пустота V. Сегментный стержень 6' содержит один стержневидный сегмент Е и две пустоты длиной, равной половине пустоты V, в то время как многосегментный стержневидный элемент 25' содержит половину концевого сегмента типа D, половину сегмента типа Е и пустоту длиной, равной половине длины пустоты V. Многосегментное стержневидное изделие 25' имеет форму бумажного сердечника, снабженного двухсегментным фильтром.
На фиг. 7 показан процесс, сходный с показанным на фиг. 5, при этом непрерывный сегментный стержень CR' содержит сегменты F, которые разнесены таким образом, что между ними находится пустота W. Сегментный стержень 6''содержит две половины стержневидного сегмента F и пустоту W, в то время как многосегментное стержневидное изделие 25'' содержит половину концевого сегмента типа D, половину сегмента типа F и пустоту длиной, равной половине длины пустоты W.





Изобретение относится к способу изготовления многосегментных стержневидных изделий промышленности в устройстве для изготовления многосегментных стержней или сегментных стержней. Способ содержит этапы подачи стержневидных сегментов, составляющих многосегментное стержневидное изделие; собирания стержневидных сегментов вместе в цепочку сегментов на оберточном материале; изготовления непрерывного сегментного стержня или многосегментного стержня, содержащего стержневидные сегменты, обернутые оберточным материалом, при этом сегменты прижаты друг к другу или оставлены пустоты между сегментами; и разрезания непрерывного сегментного стержня или многосегментного стержня на многосегментные стержни или сегментные стержни, содержащие любую комбинацию стержневидных сегментов, двойных стержневидных сегментов и половин стержневидных сегментов, при этом во время разрезания непрерывного многосегментного стержня многосегментные стержни или сегментные стержни перемещают в продольном направлении; затем изменения направления транспортировки многосегментного стержня или сегментного стержня с продольного направления на поперечное и крепления сегментов к многосегментным стержням или сегментным стержням, транспортируемым в поперечном направлении, в устройстве крепления концевых сегментов, приспособленном для изготовления многосегментных стержневидных изделий. Способ отличается тем, что после изменения направления транспортировки многосегментного стержня или сегментного стержня с продольного направления на поперечное и перед креплением концевого сегмента в измерительном блоке выполняют этап проверки качества изготовленных многосегментных стержней или сегментных стержней и отбраковывают дефектные многосегментные стержни или сегментные стержни, затем многосегментные стержни или сегментные стержни подают к компенсационному блоку для хранения многосегментных стержней или сегментных стержней и для компенсации отбраковки многосегментных стержней или сегментных стержней, после чего многосегментные стержни или сегментные стержни подают с компенсационного блока к устройству крепления концевых сегментов так, что устройство крепления концевых сегментов непрерывно получает многосегментные стержни или сегментные стержни. Технический результат заключается в исключении перерывов в производственном процессе на машине приклеивания фильтров и исключении засорения машины. 2 н. и 2 з.п. ф-лы, 8 ил.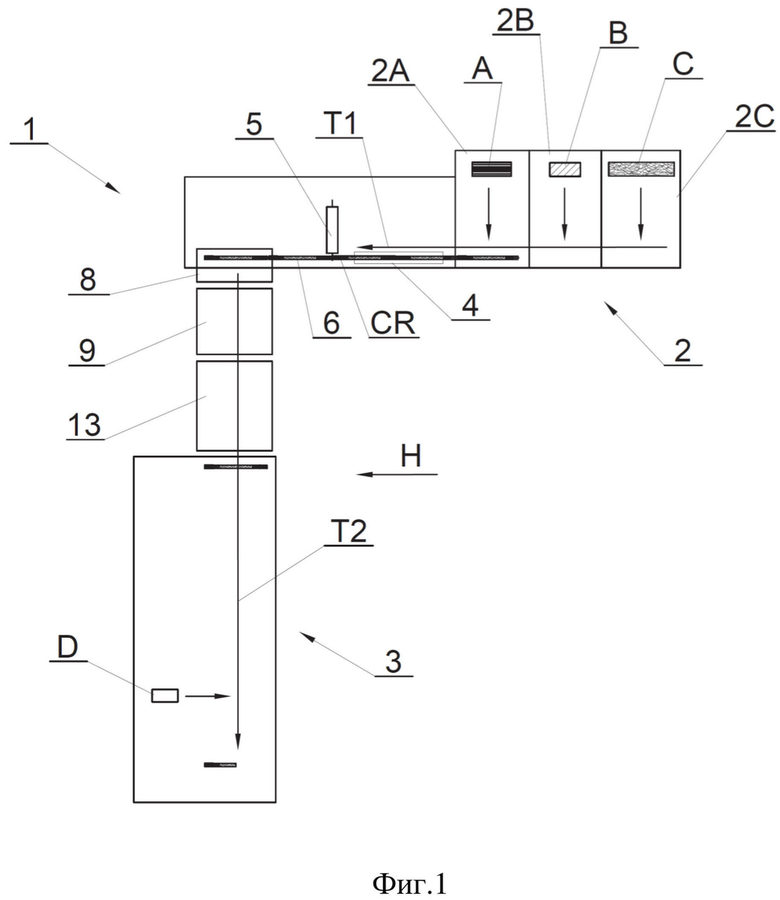
1. Способ изготовления многосегментных стержневидных изделий (25, 25', 25'') табачной промышленности в устройстве (2) для изготовления многосегментных стержней (6) или сегментных стержней (6', 6''), содержащий этапы, на которых:
подают стержневидные сегменты, по меньшей мере, одного вида (А, В, С, Е, F), составляющие многосегментное стержневидное изделие (25, 25', 25'');
собирают вместе стержневидные сегменты (А, В, С, Е, F) в цепочку сегментов (ST) на оберточном материале (7);
изготавливают многосегментный стержень (CR) или непрерывный сегментный стержень (CR', CR''), содержащий стержневидные сегменты (А, В, С, Е, F), обернутые оберточным материалом (7), при этом сегменты (А, В, С, Е, F) прижимают друг к другу или оставляют пустоты между сегментами; и
нарезают многосегментный стержень (CR) или непрерывный сегментный стержень (CR', CR'') на многосегментные стержни (6) или сегментные стержни (6', 6''), содержащие любую комбинацию стержневидных сегментов (А, В, С, Е, F), двойных стержневидных сегментов (А, В, С, Е, F) и половин стержневидных сегментов (А, В, С, Е, F), при этом во время нарезания непрерывного многосегментного стержня (CR) или непрерывного сегментного стержня (CR', CR'') многосегментные стержни (6) или сегментные стержни (6', 6'') перемещают в продольном направлении (Т1); затем
изменяют направление транспортировки многосегментного стержня (6) или сегментного стержня (6', 6'') с продольного направления (Т1) на поперечное направление (Т2), и
крепят концевые сегменты (D) к многосегментным стержням (6) или сегментным стержням (6', 6''), транспортируемым в поперечном направлении (Т2) в устройстве (3) крепления концевых сегментов, приспособленном для изготовления многосегментных стержневидных изделий (25, 25', 25''),
отличающийся тем, что после изменения направления транспортировки многосегментного стержня (6) или сегментного стержня (6', 6'') с продольного направления (Т1) на поперечное направление (Т2) и перед креплением концевого сегмента (D) выполняют этап проверки качества изготовленных многосегментных стержней (6) или сегментных стержней (6', 6'') на измерительном блоке (9) и отбраковывают дефектные многосегментные стержни (6) или сегментные стержни (6', 6''), затем подают многосегментные стержни (6) или сегментные стержни (6', 6'') к компенсационному блоку (13) для хранения многосегментных стержней (6) или сегментных стержней (6', 6'') и для компенсации отбраковки многосегментных стержней (6) или сегментных стержней (6', 6''), после чего
подают многосегментные стержни (6) или сегментные стержни (6', 6'') с компенсационного блока (13) к устройству (3) крепления концевых сегментов так, что устройство (3) крепления концевых сегментов непрерывно получает многосегментные стержни (6) или сегментные стержни (6', 6'').
2. Способ по п. 1, отличающийся тем, что перед подачей многосегментных стержней (6) или сегментных стержней (6', 6'') к измерительному блоку (9) выполняют этап проверки качества многосегментных стержней (6) или сегментных стержней (6', 6'') и этап отбраковки дефектных многосегментных стержней (6) или сегментных стержней (6', 6'') на устройстве (2) для изготовления многосегментных стержней (6) или сегментных стержней (6', 6'').
3. Производственная система (1) для изготовления многосегментных стержневидных изделий (25, 25', 25''), содержащая:
устройство (2) для изготовления многосегментных стержней (6) или сегментных стержней (6', 6''), содержащих стержневидные сегменты (А, В, С, Е, F), по меньшей мере, одного вида или двойные стержневидные сегменты (А, В, С, Е, F) или половины стержневидных сегментов (А, В, С, Е, F), доставляемые и транспортируемые в продольном направлении (Т1), при этом сегменты в непрерывном многосегментном стержне (CR) или сегментном стержне (CR', CR''), из которого нарезаются многосегментные стержни (6) или сегментные стержни (6', 6''), прижаты друг к другу или оставлены пустоты между стержневидными сегментами (А, В, С, Е, F),
устройство (8) для изменения направления транспортировки многосегментного стержня (6) или сегментного стержня (6', 6'') с продольного направления (Т1) на поперечное направление (Т2),
измерительный блок (9) для проверки качества изготовленных многосегментных стержней (6) или сегментных стержней (6', 6''),
блок отбраковки (9А) для отбраковки дефектных многосегментных стержней (6) или сегментных стержней (6', 6'') и устройство (3) крепления концевых сегментов, приспособленное для изготовления многосегментных стержневидных изделий (25, 25', 25'') путем крепления концевых сегментов (D) к многосегментным стержням (6) или сегментным стержням (6', 6''), транспортируемым в поперечном направлении (Т2),
отличающаяся тем, что производственная система (1) содержит компенсационный блок (13) для хранения многосегментных стержней (6) или сегментных стержней (6', 6''), расположенный между измерительным блоком (9) и устройством (3) крепления концевых сегментов, приспособленный для компенсации отбраковки многосегментных стержней (6) или сегментных стержней (6', 6'') так, чтобы устройство (3) крепления концевых сегментов непрерывно получало многосегментные стержни (6) или сегментные стержни (6', 6'').
4. Система по п. 3, отличающаяся тем, что устройство (2) для изготовления многосегментных стержней (6) или сегментных стержней (6', 6'') снабжено измерительным блоком и блоком отбраковки для отбраковки дефектных сегментных стержней (6', 6'') или многосегментных стержней (6).
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СИГАРЕТ | 2001 |
|
RU2226968C1 |
| US 20160120213 A1, 05.05.2016 | |||
| DE 10163761 A1, 17.07.2003 | |||
| WO 2001007351 A1, 01.02.2001. | |||

