Изобретение относится к изделиям, входящим в группу «изделий легкой промышленности», конкретно цельно-валяным изделиям, и может быть использовано, преимущественно, при изготовлении одежды сложных пространственных форм и переходов, а также при реставрации войлочных изделий.
Известно устройство (патент РФ на полезную модель №141079) для мокрого валяния шерсти, которое относится к инструментам, а именно к цилиндровым свойлачивающим машинам, и может быть использовано для нанесения рисунка на ткань и изготовления войлочных изделий методом мокрого валяния.
Задачей полезной модели является совершенствование конструкции устройства для мокрого валяния шерсти.
Технический результат заключается в обеспечении возможности изготовления валяных изделий большого размера и повышении их качества.
Недостаток аналога заключается в том, что способ и устройство не обеспечивают устранения дефектов, проявляющихся в процессе изготовления полотна и одежды сложных форм и переходов.
Известна диссертация Сыдыковой Жаннагкан Абдукамаловны «Разработка метода проектирования и изготовления деталей одежды объемной формы из войлока». См. http://tekhnosfera.com/razrabotka-metoda-proektirovaniya-i-izgotovleniya-detaley-odezhdy-obemnoy-formy-iz-voyloka#ixzz3MY023nGo. В диссертации отмечены положительные характеристики и высокие потребительские свойства при использования войлока в качестве материала при изготовлении различных изделий, в том числе целесообразность изготовления формоустойчивых объемных деталей без швов.
Недостатком методов и способов изготовления деталей из войлока, изложенных в диссертации, является то, что предлагаемые способы ориентированы на массовое производство и не рассматривают способы цельноваляного производства сложных изделий, преимущественно авторских изделий одежды. В работе не рассматриваются способы изготовления, позволяющие исключать в процессе свойлачивания различные дефекты формы и расположения отдельных частей сложносоставного изделия.
Известен традиционный способ получения изделия из войлока, включающий формирование валяного полотна путем укладывания слоев шерстяных волокон, свойлачивание, валку, формование, расправку и сушку [Гусев А.П., Сергеенко А.П. Технология валяльно-войлочного производства. - Москва: Легпромбытиздат, 1988].
Технология способа не отвечает требованиям формирования элементов конструкции одежды, имеющей сложные пространственные конструктивные переходы.
Недостатки способа:
1. Способ не обеспечивает формирование элементов одежды без локальных дефектов, преимущественно в местах соединения отдельных частей и/или, например, бесшовного изготовления одежды сложных пространственных форм и переходов.
2. Способ не содержит специальных технологических средств, обеспечивающих формирование отдельных конструктивных элементов изделия (одежды) в процессе изготовления.
Общий вывод: операции способа не обеспечивают изготовление цельноваляной одежды сложных пространственных форм и переходов.
Известен «Способ получения цельноформованной детали из войлока», см. патент RU 2457764 (прототип). Способ включает формирование холста путем укладывания слоев шерстяных волокон и нанесения на слои шерстяных волокон текстильного материала, свойлачивание, валку и сушку. На холст со стороны текстильного материала дополнительно укладывают слои шерстяных волокон. После валки осуществляют формование, а после сушки - влажно-тепловую обработку. В качестве текстильного материала используют клеевой прокладочный материал.
Недостатки способа:
1. Способ не обеспечивает формирование элементов одежды без локальных дефектов, преимущественно в местах соединения отдельных частей и/или, например, бесшовного изготовления одежды сложных пространственных форм и переходов.
2. Способ не позволяет в процессе «свойлачивания» управлять процессом конструктивного формообразования отдельных деталей изделия, частей изделия или конструкции изделия в целом.
3. Способ не содержит специальных технологических средств, обеспечивающих формирование отдельных конструктивных элементов изделия (одежды) в процессе изготовления.
Цель заявляемого изобретения:
- повышение качества изготовления цельноваляных изделий, преимущественно мужской, женской и детской одежды, расширение технологических возможностей ее изготовления.
Технической задачей заявляемого изобретения является:
- разработка технологии, позволяющей устранять или не допускать в процессе «свойлачивания» различные дефекты формы изделия, его частей и деталей;
- разработка технологии, обеспечивающей изготовление цельноваляного изделия, например жакеты, платья, пиджаки и иные виды;
- разработка технологической оснастки (инструмента), обеспечивающей управление процессом формообразования конструктивных элементов изделия, в том числе изготовление изделия с бесшовным соединением отдельных частей, устраняющего возможное появление дефектов одежды в процессе ее изготовления.
Поставленная задача решается способом с применением в качестве инструмента (устройства) сложносоставного шаблона.
Способ предназначен для изготовления одежды, преимущественно из шерсти, или иного сырья, удовлетворяющего цельноваляной технологии, включающий раскладку сырья, например шерстяных волокон на сложносоставной шаблон, формирование полотна на шаблоне (валку изделия) и сушку.
В предлагаемом способе сложносоставной шаблон (макет) является устройством, обеспечивающим выполнение операций способа по формированию в процессе изготовления отдельных конструктивных элементов изделия и/или бесшовному формированию участков изделия (одежды) сложных пространственных форм и переходов.
Раскрытие изобретения.
В случае, когда одежда изготавливается цельноваляным способом, проявляются дефекты, обусловленные технологией изготовления изделия. Причина появления дефектов обусловлена изменением форм отдельных участков изделия и изделия в целом при переходе от положения «технологическое» к «реальному». «Технологическое» предполагает изготовление полотна и, соответственно, изделия на плоском шаблоне, при котором все участки и изделие в целом не соответствуют объемным формам, а определяются исключительно плоским шаблоном и, соответственно, соответствуют положению на плоскости. «Реальное» изделие имеет объемную форму, соответствующую фигуре заказчика изделия. Переход цельноваляного изделия из положения «технологическое» к «реальному» должен учитываться в процессе изготовления и иметь соответствующие средства и технологические операции, удовлетворяющие задаче качественного, бездефектного перехода от одного состояния - «технологическое», к другому - «реальное».
Операции способа, в результате применения которых обеспечивается возможность формирования конструктивных элементов изделия, а также, например, конструктивная «бесшовность» изделия устраняются дефекты формы и расположения совмещаемых частей изделия, например рукава и лифа в зоне проймы, во многом определяются используемым макетом (шаблоном), который по отношению к способу является «устройством», обеспечивающим их выполнение.
Техническая задача, решаемая операциями предлагаемого способа, заключается в устранении возможных деформаций одежды с применением для этой цели сложносоставного шаблона, изменяющего свою конструкцию в процессе последовательного применения операций способа.
Конструкция макета (шаблона) по способу должна геометрически соответствовать форме изделия, например жакету, платью с рукавами или иному изделию, имеющему сложные пространственные переходы в конструкции одежды (например, сложный пространственный переход в местах соединения: проймы рукава, воротника, капюшона, цельноваляных карманов, баски и других конструктивных, функциональных и/или авторских элементов одежды). А также обеспечивать возможность конструктивного видоизменения отдельных участков одежды в соответствии с моделью автора. Технологические свойства макета (шаблона) выражаются в возможности изменения его (шаблона) геометрических параметров в процессе выполнения операций способа по цельноваляному формированию одежды и управлению процессом формообразования полотна в месте его (шаблона) применения.
Рассмотрим в качестве типового примера соединение рукава платья (жакета) с основной частью изделия (лифом). Переход от плоского «технологического» состояния к «реальному» - объемному приводит к деформациям, искажающим объемную форму изделия и, в первую очередь, геометрическую точность профиля одежды. Объемный качественный профиль форм изделия, соответствующий заданной фигуре заказчика, искажается в процессе перехода из технологического «плоского» состояния к реальному - «объемному» (См. Фиг. 2, 3, 4. Изменение профиля изделия при переходе от «технологического» плоского положения изделия к объемному «реальному». Вид деформаций: «утяжка», морщины, заломы, перекосы (в различных сочетаниях) в месте соединения (проймы) рукава и лифа. Для формирования полотна одежды без дефектов искажения конструкции изделия в местах соединения отдельных деталей, например рукава к лифу жакета, используется сложносоставной макет (шаблон). Он же (шаблон) используется для бесшовного соединения отдельных частей изделия, если такое соединение обусловлено конструкцией изделия.
Шаблон представляет собой конструкцию, имеющую плоскую поверхность и толщину, преимущественно в интервале 0.10-12.00 мм. В качестве материала целесообразно использовать различные пленки или тонкие плоские листы, например, на основе тефлона, винила, полиэтилена, поливинилхлорида и т.д. Возможно применение клеенки на тканевой или нетканевой основе, на которой нанесено латексное или поливинилхлоридное покрытие, или резинотканевой клеенки. Материал макета (шаблона) должен быть упругопластичным, легко деформироваться под действием внешних сил и одновременно, механически прочным, сохраняя целостность соединения отдельных частей конструкции. Одновременно, он не должен в процессе формообразования изделия образовывать каких-либо соединений с материалом собственно изделия. Основное назначение шаблона - заданное формообразование изделия с технологической функцией управления распределяемой массой сырья и разделения в процессе валки полотна тех участков и поверхностей, которые являются или могут являться источником дефектов в процессе изготовления изделия. Макет (шаблон) в процессе его применения позволяет уменьшить (или исключить) различные виды деформаций, искажающие авторскую конструкцию изделия. Так как деформации могут проявиться (и проявляются) в различных местах (зонах) изделия шаблон состоит из нескольких частей, характеризуемых их (частей) особым расположением, суть которого заключается в том, что эти части, являясь элементом конструкции шаблона, технологически обеспечивают разделение сначала сырья, а затем и полотна именно в местах (зонах) образования дефектов, а также позволяют наращивать дополнительное количество полотна в местах возможных «утяжек» форм изделия при переходе от плоского, «технологического» состояния к объемному «реальному». Основные геометрические параметры шаблона могут быть определены на основе лекал или выкроек, которые, в свою очередь соответствуют формам и фигуре человека (заказчика) с учетом вида одежды, для изготовления которой он предназначен. Для удобства геометрической разметки макета (шаблона) можно использовать типовые лекала, которые учитывают параметры фигуры человека и конкретные формы вида изделия.
Конструкция макета (шаблона).
Выбранная модель изделия, например жакета, определяет и формирует сложную составную форму шаблона. Составной шаблон для изготовления жакета состоит из следующих элементов:
- условно «центральной» части с отдельными неразъемно соединенными с ней под различными углами участками.
Центральная часть макета (шаблона) является основной по отношению к любым иным элементам, из которых состоит авторская модель изделия. Так, например, часть макета (шаблона) для изготовления лифа является центральной (основной) по отношению к части макета, предназначенной для формирования рукавов.
«Неразъемность» соединения отдельных участков основной и дополнительной частей макета (шаблона) обусловлена сохранением заданных геометрических форм и размеров авторской модели изделия в процессе выполнения технологических операций способа по ее изготовлению. «Неразъемность» частей шаблона определяет заданное расположение конструктивных частей изделия, например заданное положение рукава изделия, относительно лифа. Подвижная часть шаблона не имеет «неразъемной» связи с основной частью, располагается на его поверхности и имеет возможность перемещения по ней в различных направлениях. Как и основная часть шаблона, его подвижный элемент имеет плоскую поверхность и толщину преимущественно в интервале 0.10-12.00 мм.
Местом расположения подвижного элемента (подвижная часть шаблона) является поверхность лицевой основной части шаблона и обратная (нелицевая) поверхность его дополнительной части или поверхность обратной (нелицевой) основной части шаблона и лицевая поверхность его дополнительной части. Указанное расположение можно обосновать следующим образом: необходимо конструктивно обеспечить условие, при котором подвижный элемент может устанавливаться и перемещаться одновременно, по лицевой поверхности основной части макета (шаблона) и нелицевой (обратной) прилегающей или подвижный элемент может перемещаться одновременно по обратной (нелицевой) основной части макета и лицевой прилегающей.
Для реализации указанного условия между основной и дополнительной частью макета создается область разъемного участка, представляющего собой соединение частей шаблона «внахлест» в пределах указанной области. Одной из технических задач, решаемых предлагаемой конструкцией шаблона, является совмещение конструктивно-технологических баз макета (шаблона) и конструктивных элементов изделия (например, жакета).
Составной шаблон состоит из следующих элементов:
- центральной части и соединенными с ней под различными углами участками. Указанные участки являются конструктивными элементами шаблона и соответствуют конструктивным частям изделия. Конструкция шаблона предполагает такое соединение основной части с прилегающей, при котором отдельный участок одной части шаблона накладывается на другой, формируя расположение частей «внахлест».
Для решения задач по устранению дефектов изделия и обеспечения возможности наращивания полотна макет (шаблон) конструируется следующим образом. Определяются места расположения функциональных частей шаблона, соответствующие функциональным частям изделия. Например, пройма рукава жакета с лифом и соответствующие этим элементам изделия части шаблона. Определяется точка пересечения кромок плоских частей шаблона. Указанная точка шаблона должна соответствовать нижней точке проймы изделия. Такое соответствие определяет единство технологических баз (шаблон) и конструкторских баз изделия (жакет). Из единства технологических и конструкторских баз следует качество изделия (точность форм и взаимного расположения частей конструкции). Часть шаблона (условно рукав) накладывается на центральную часть шаблона выше точки пересечения кромок шаблона. Такое наложение обеспечивает расположение двух частей шаблона «внахлест». Выше расположения «внахлест» часть шаблона (условно рукав) соединяется с центральной частью шаблона «неразъемно», например, пришиванием, сваркой или клеевым соединением. Зона участка (соединение «внахлест») составляет до 0.7 D, где D - длина проймы соединяемых частей изделия. Оптимальный размер: H=0,2D…0,5D. В численных параметрах для D=200 мм H=40…100 мм. Ширина участка «внахлест» составляет 15-100 мм.
Эквивалентно указанному выше формированию «внахлест» удовлетворяет иное расположение частей, а именно участок центральной части шаблона накладывается на часть шаблона (условно рукав), также обеспечивая взаимное расположение «внахлест».
В пределах указанного участка (участка с расположением элементов «внахлест») производится фигурное формообразование кромок шаблона. Кромки шаблона являются его торцевыми поверхностями. Линии, по которым осуществляется формообразование кромок, имеют преимущественно форму окружности. Центры радиусов окружностей для отдельных частей шаблона противоположны (находятся на участках, соответствующих функционально разным частям изделия), а кромки поверхности, образованные указанными окружностями, имеют не менее одной точки совместного контакта.
На всех основных операциях способа шаблон располагается внутри изделия. Находясь внутри изделия шаблон не должен «мешать» изготовлению полотна. Так как процесс изготовления (валки) изделия производится при воздействии на шерсть внешнего усилия, то необходимым конструктивным признаком является возможность его (шаблона) деформаций под действием внешних сил. Использование в качестве материала различных эластичных пленок, клеенки, в том числе на основе тефлона, винила, полиэтилена, поливинилхлорида, оптимально обеспечивает достижение указанного свойства конструкции - «свободная деформация шаблона (макета) под действием внешних сил».
Для изготовления изделия цельноваляным способом производятся следующие действия:
1. На шаблон (макет), конструктивно соответствующий указанному выше описанию, производится раскладка сырья, например шерсти или иного материала. Раскладка сырья - шерсти, шелковой ткани и/или декоративных волокон производится с двух сторон плоского шаблона.
1.1 Производится установка подвижных частей шаблона. Установка производится введением подвижных частей шаблона в зону «нахлеста» и, соответственно, их расположением между частями шаблона. Плоские, развитые поверхности шаблона «внахлест» обеспечивают точное местоположение и размещение подвижных элементов шаблона и одновременно их закрепление в статическом положении. Конструктивное расположение плоскостей шаблона «внахлест» функционально обеспечивает крепление подвижной части шаблона в заданном месте (участок «внахлест» выполняет функцию крепления по отношению к подвижным частям шаблона, без каких-либо дополнительных конструктивных элементов). Место расположения подвижной части шаблона также покрывается сырьем, при этом подвижная часть шаблона вследствие своего расположения осуществляет разрыв массы раскладываемого сырья (в месте расположения подвижной части шаблона) и, как следствие, в процессе «свойлачивания», под действием внешних сил этот локальный участок не будет образовывать сплошного полотна изделия. Например, для жакета такой участок расположен непосредственно в зоне проймы рукава. Особенность соединения «внахлест», при котором части шаблона перекрыты, обеспечивает именно в этом месте дополнительное количество полотна, которое в конечной стадии процесса обеспечит необходимое приращение при переходе из плоского «технологического» состояния в объемное «реальное», т.е. обеспечивается функционально возможность управления участками полотна изделия, увеличивая его (полотна) количество именно в зоне возможной утяжки (дефекта), при переходе от технологического «плоского» состояния к раскладке в «объемное», соответствующее реальной посадке изделия.
1.2. Раскладка сырья с обратной стороны шаблона.
Макет (шаблон) переворачивается. Подвижные части шаблона меняют свое расположение относительно поверхности «неподвижной» части шаблона. Установка производится введением подвижных частей шаблона в зону «нахлеста» сопрягаемых частей. Плоские развитые поверхности шаблона «внахлест» обеспечивают точное местоположение и размещение подвижных элементов шаблона и одновременно их закрепление в статическом положении. Конструктивное расположение плоскостей шаблона «внахлест» функционально обеспечивает крепление подвижной части шаблона в заданном месте (участок «внахлест» выполняет функцию крепления по отношению к подвижным частям шаблона, без каких-либо дополнительных конструктивных элементов).
Установочной поверхностью (для подвижных частей) является поверхность лицевой основной части шаблона и обратная (нелицевая) поверхность его дополнительной части или поверхность обратной (нелицевой) основной части шаблона и лицевая поверхность его дополнительной части. При раскладке шерсти на обратной стороне шаблона припуски сырья заворачиваются на противоположную сторону сложного шаблона, что впоследствии обеспечивает образование цельноваляной конструкции изделия.
2. Валка полотна.
Производится ручное или машинное (возможно применение виброшлифовальной машинки) свойлачивание сырья, например шерсти в полотно на шаблоне. Выложенная шерсть сваливается преимущественно в среде водно-мыльной эмульсии (возможно использование другой щелочной или соленой среды). На этом этапе способа допускается использовать тонкую полиэтиленовую пленку или синтетическую сетку, которой накрываем изделие с шаблоном внутри. Операция характеризуется приложением внешнего ручного или машинного усилия на шерсть (волокна шерсти), обеспечивающего их (волокон) соединение в полотно и детали изделия. Макет (шаблон), расположенный между слоями шерсти, включая и его подвижные части, установленные между частями в зону «нахлест», решает техническую задачу формообразования передней и задней стороны жакета в условиях силового воздействия на изделие, технологически разделяя указанные стороны изделия на функционально отдельные части и исключая их возможное (неконструктивное) соединение.
Участок «внахлест» за счет взаимного перекрытия соединяемых частей содержит в технологическом состоянии несколько излишнее его (полотна) количество, которое при переходе в объемное состояние (раскрытие полотна) исключает возможную «утяжку». «Утяжка» (реальный дефект) характеризуется недостатком полотна. Формирование полотна в зоне участка «внахлест» целенаправленно формирует излишек полотна, который соответствует параметрам «утяжки» и полностью его компенсирует. Переход из технологического «плоского» состояния в объемное «реальное» осуществляется без деформаций, так как подвижные части шаблона исключили «непрерывность» полотна и, следовательно, исключили силы, которые могли деформировать полотно в зоне «утяжки».
3. Удаляем (снимаем) шаблон.
4. Соединяем путем сращивания низ проймы (место соединения рукава с лифом). Операция сращивания осуществляется в месте ранее установленной подвижной части шаблона с лицевой и изнаночной сторон изделия.
5. Формование изделия в «размер».
Производим посадку изделия на манекен. Мойка изделия от водно-мыльной эмульсии на манекене. Сушка изделия.
Конструкция сложносоставного шаблона представлена на Фиг. 1-17.
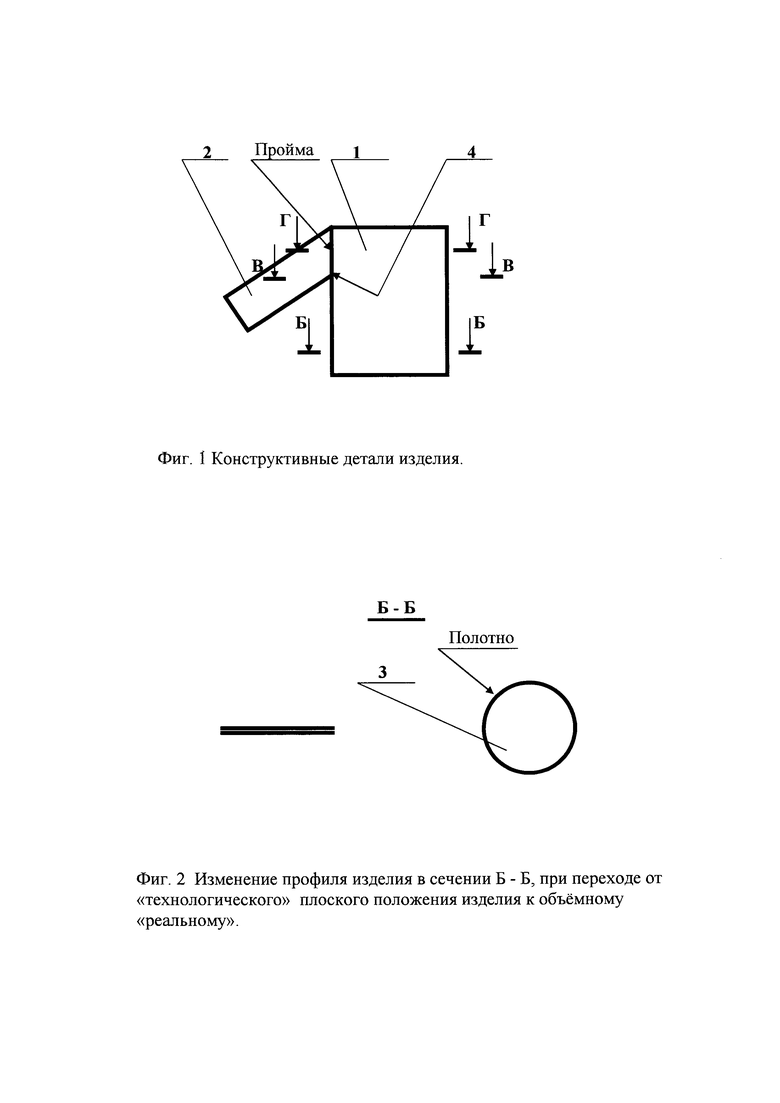
На Фиг. 1 показаны конструктивные части (детали) изделия, характеризующиеся сложным пространственным переходом от одной части (детали) изделия к другой.
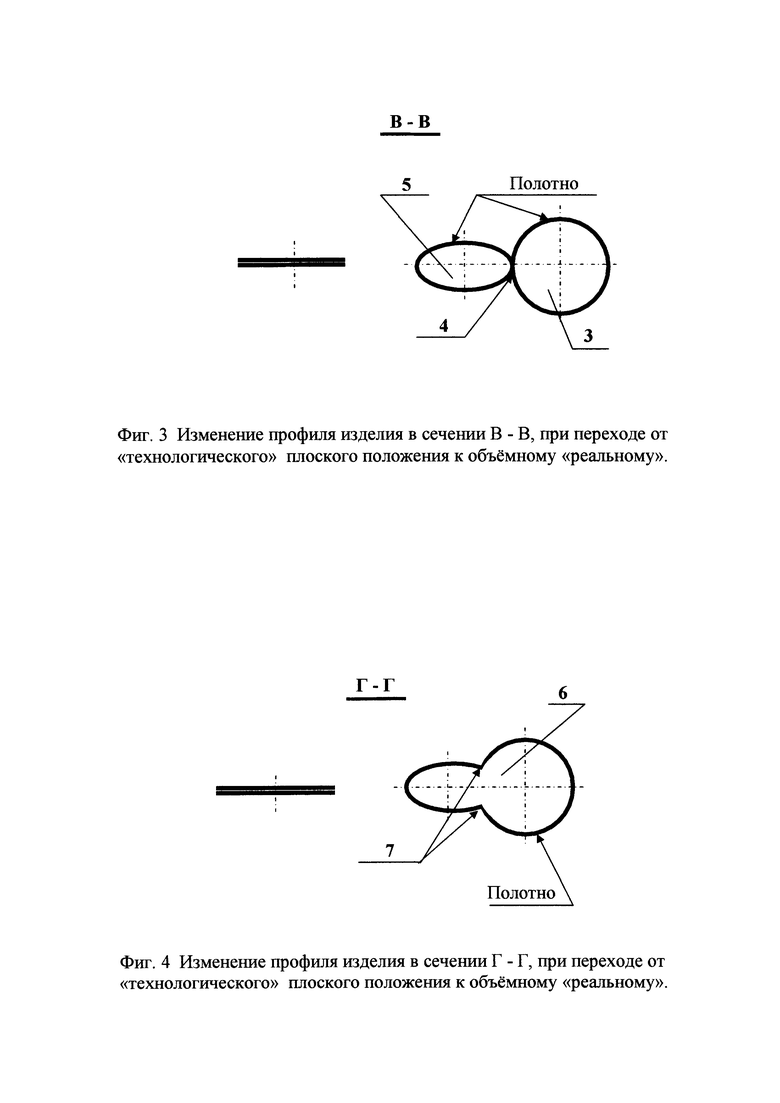
На Фиг. 2 показано изменение профиля изделия в сечении при переходе от «технологического» плоского положения к объемному «реальному», вне зоны сложного пространственного перехода.
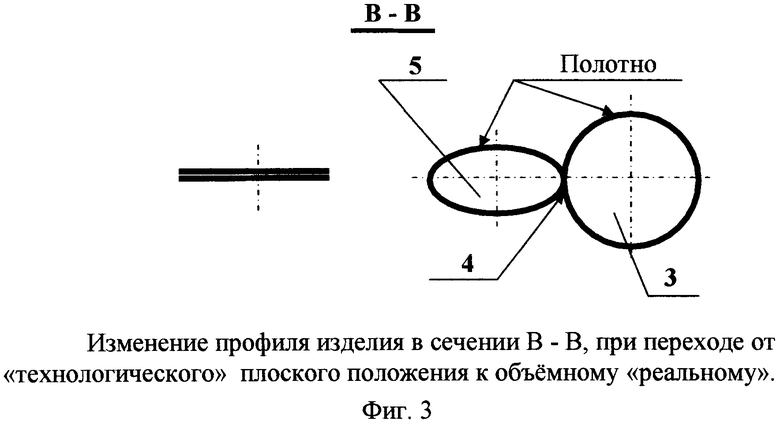
На Фиг. 3 показаны конструктивные детали изделия в точке сложного пространственного перехода частей изделия. Изменение профиля изделия показано в сечении при переходе от «технологического» плоского положения к объемному «реальному», являющемуся причиной конструктивных и технологических дефектов.
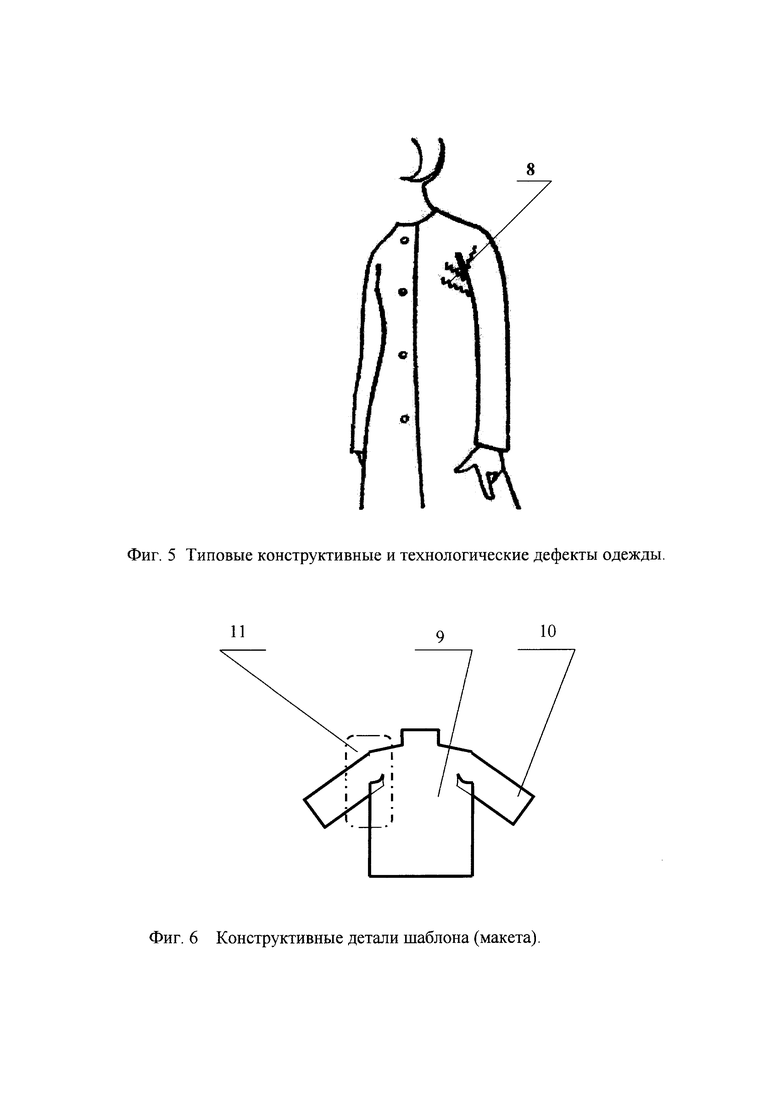
На Фиг. 4 показаны конструктивные детали изделия в зоне сложного пространственного перехода частей изделия и изменение профиля изделия в сечении, при переходе от «технологического» плоского положения к объемному «реальному».
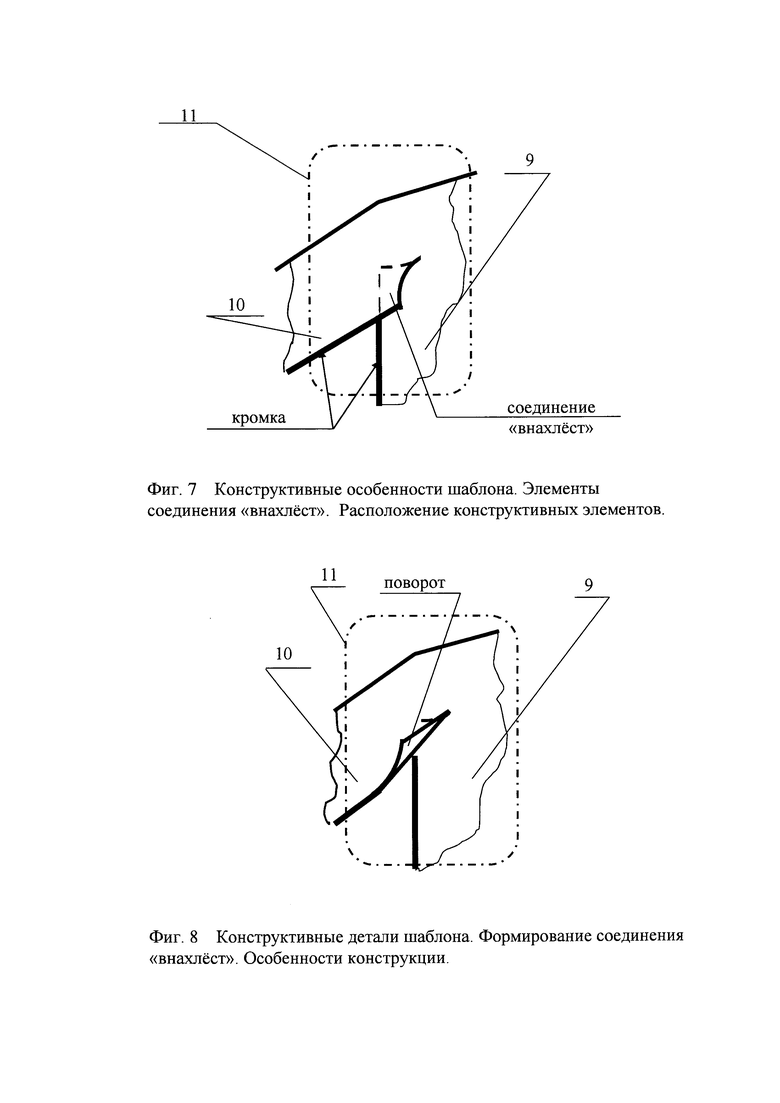
На Фиг. 5 показаны типовые дефекты, проявляющиеся при изготовлении одежды в зонах сложных пространственных переходов.
На Фиг. 6 показаны основные конструктивные части (детали) шаблона, удовлетворяющего применению в способе цельноваляной технологии изготовления изделий одежды.
На Фиг. 7 показаны конструктивные детали шаблона. Элементы соединения «внахлест». Расположение конструктивных элементов.
На Фиг. 8 показаны конструктивные детали шаблона. Особенности конструкции. Формирование соединения «внахлест».
На Фиг. 9 показан вариант (конструктивное исполнение) профилирования кромок соединения «внахлест». Особенности соединения и расположения.
На Фиг. 10 показан конструктивный вариант расположения соединения «внахлест».
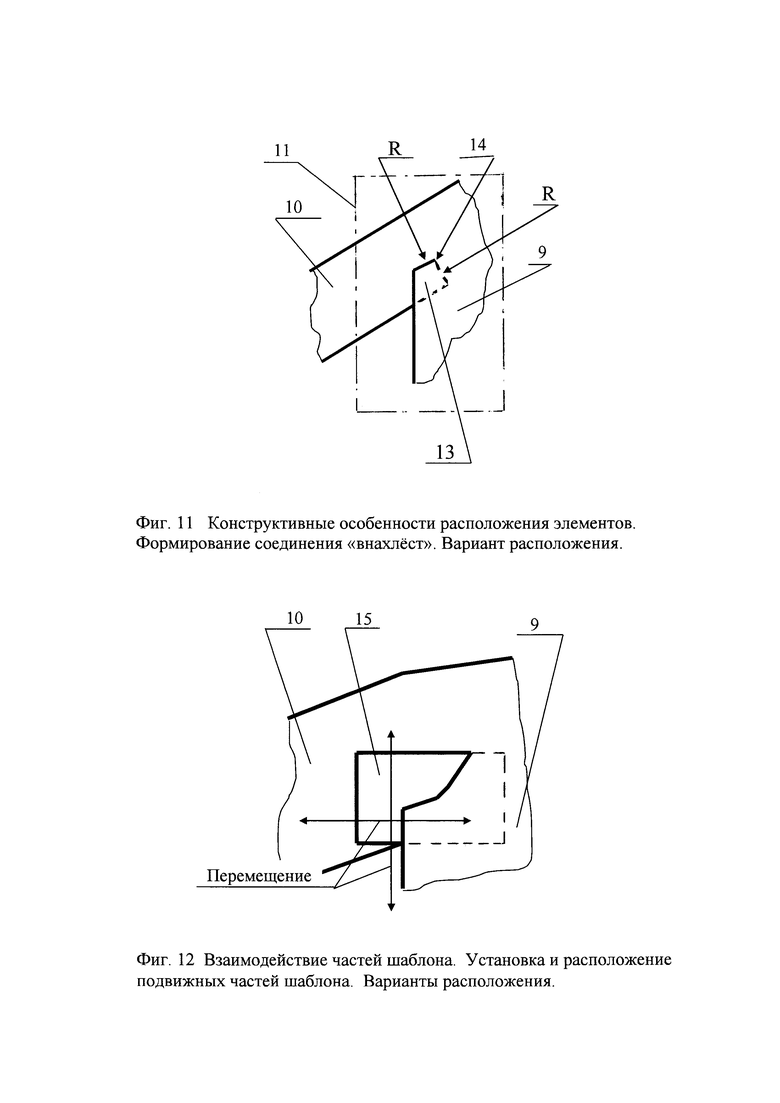
На Фиг. 11 показан конструктивный вариант расположения соединения «внахлест».
На Фиг. 12 показано взаимодействие частей шаблона. Установка и расположение подвижных частей шаблона. Варианты расположения.
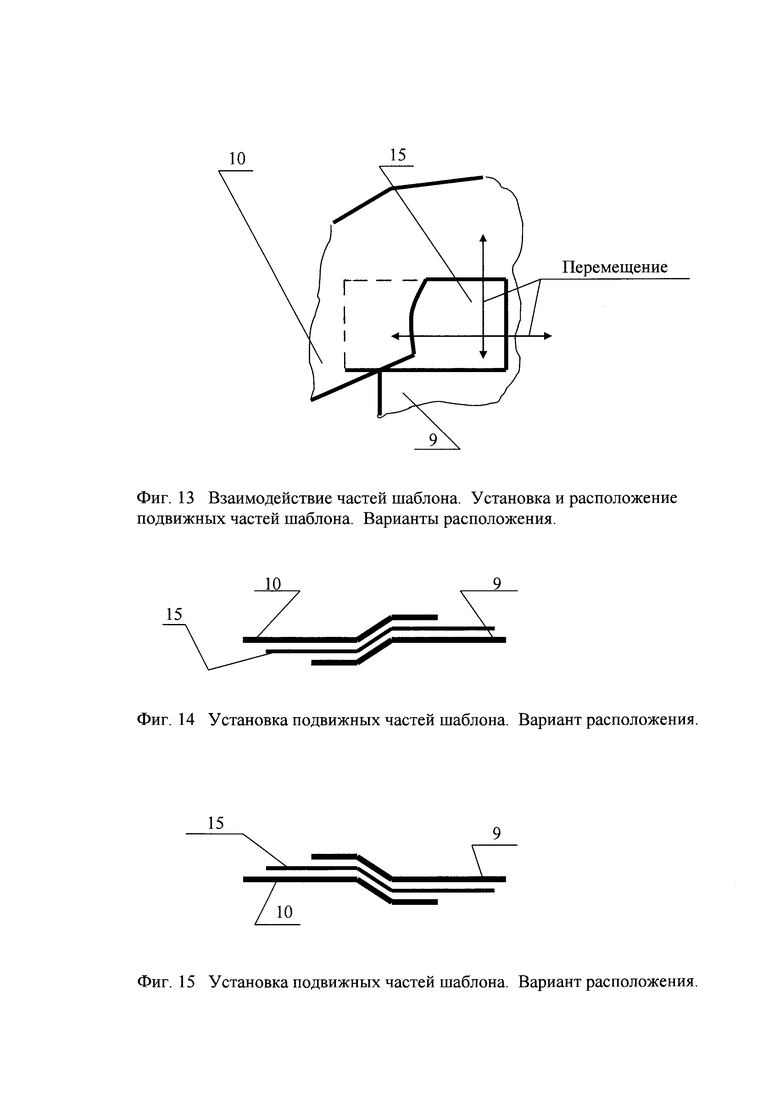
На Фиг. 13 показано взаимодействие частей шаблона. Установка и расположение подвижных частей шаблона. Варианты расположения.
На Фиг. 14 показан конструктивный вариант установки и расположения подвижных частей шаблона в поперечном сечении.
На Фиг. 15показан конструктивный вариант установки и расположения подвижных частей шаблона в поперечном сечении.
На Фиг. 16 показана раскладка сырья на шаблоне и расположение частей шаблона в процессе раскладки.
Фиг. 17 показана особенность раскладки сырья в зоне соединения «внахлест» и месте установки подвижной части шаблона.
На Фиг. 1 показаны конструктивные части (детали) изделия, имеющие сложные пространственные переходы, например, Поз. 1 - условно, центральная часть изделия (например, жакета), Поз. 2 - рукав жакета, часть изделия (деталь), присоединенная к центральной. Место перехода полотна рукава к центральной части расположено в зоне проймы, от точки контакта Поз. 4 вверх по конструктивной линии изделия (например, жакета) и характеризуется взаимным влиянием Поз. 1 и Поз. 2 при переходе от плоского «технологического» состояния к объемному «реальному». Взаимное влияние отдельных частей изделия на конечный результат рассматривается в сечениях Б-Б, В-В, Г-Г.
Указанные сечения рассматриваются для двух состояний:
- на плоскости, характерное для раскладки сырья и процесса свойлачивания - «технологическое»;
- состояние «готового» изделия (реальное), при котором рассматривается взаимодействие частей в «расправленном» объемном состоянии, когда проявляется взаимодействие сформированных частей.
На Фиг. 2 показано конструктивное изменение профиля изделия в сечении Б-Б, при переходе от «технологического» плоского положения к объемному «реальному», вне зоны сложного пространственного перехода. Сечение Б-Б расположено вне зоны (проймы) соединения рукава с лифом. Состояние раскладки: нет факторов, искажающих форму изделия. Для состояния развернутого полотна: нет внешних факторов, искажающих форму готового изделия. Состояние «развернутого» полотна характеризуется объемом (полостью) Поз. 3 между внутренней поверхностью полотна только центральной части изделия.
На Фиг. 3 показаны конструктивные изменения изделия, характерные для точки Поз. 4, сложного пространственного перехода частей изделия. Изменение профиля изделия показано в сечении при переходе от «технологического» плоского положения к объемному «реальному», являющемся причиной конструктивных и технологических дефектов. Сечение В-В проходит через «точку» Поз. 4 соединения рукава Поз. 2, в нижней части проймы, с центральной частью изделия Поз. 1. Для сформированного изделия зона Поз. 4 является местом, в пределах которого происходят реальные деформации изделия. На Фиг. 1 нижняя точка проймы обозначена Поз. 4 и находится в плоскости сечения В-В.
Состояние раскладки и свойлачивания: нет факторов, искажающих форму изделия. Состояние «развернутого» полотна характеризуется объемом (полостью) Поз. 3 между полотном центральной части изделия и объемом (полостью) Поз. 5 внутри рукава. Особенность сечения: полотно и полости частей изделия (Поз. 3 и Поз. 5) объективно разделены в точке соединения рукава и центральной части изделия. Точка разделения Поз. 4 является местом неразъемного соединения частей изделия (полотна) и одновременно принадлежит части полотна рукава Поз. 2 и полотна центральной части изделия Поз. 1. Таким образом, часть сформированного полотна в зоне точки Поз. 4 (в развернутом состоянии) будет стремиться соответствовать форме и размерам центральной части изделия Поз. 1 и эта же часть одновременно (в зоне точки Поз. 4, в развернутом состоянии) будет стремиться соответствовать форме и размерам рукава изделия Поз. 2. Несоответствие геометрических параметров рукава Поз. 2 и центральной части изделия Поз. 1 приводит к дефектам, например «утяжке» полотна или иным видам и форме деформаций.
Одновременно, зона, характеризуемая точкой Поз. 4 сечения В-В, проявляет следующее негативное влияние на формирование изделия. Соединяемые части, в данном случае рукав Поз. 2 и центральная часть изделия Поз. 1, в зоне проймы, геометрически различны. Рукав в зоне проймы характеризуется параметром руки заказчика, условно, малым диаметром по отношению к центральной части изделия, которая характеризуется объемом (диаметром) его (заказчика) туловища. Большая жесткость полотна рукава (малый диаметр Поз. 5) объективно «утягивает» конструкцию с меньшей жесткостью (большой диаметр Поз. 3), отбирая часть сформированного полотна у центральной части изделия, в связи с наличием общей зоны контакта Поз. 4.
Таким образом, предлагаемый «Способ и устройство его обеспечивающее» должны предусмотреть дополнительное количество полотна (на «утяжку» конструкции). «Дополнительное» количество полотна объективно необходимо для компенсации части полотна «утянутого» в рассматриваемой зоне.
На Фиг. 4 показаны конструктивные детали изделия в зоне сложного пространственного перехода частей изделия и изменение профиля изделия в сечении Г-Г, при переходе от «технологического» плоского положения к объемному «реальному».
Сечение Г-Г расположено в пределах проймы соединения рукава с лифом. Выше зоны (крайней точки проймы Поз. 4) и ниже крайней верхней точки проймы. Состояние раскладки (технологическое): нет факторов, искажающих форму изделия.
Состояние полотна «развернутого в изделие» («реальное»). Особенность сечения: нет отдельных объемов, характерных для сечения В-В Фиг. 3. Характеризуется одним общим объемом, Поз. 6, не разделенным на объемы отдельных частей изделия.
В сечении Г-Г есть две зоны, характеризуемые точками контакта Поз. 7 рукава и центральной части изделия. Особенность места контакта: полотно в точках Поз. 7 является «общим достоянием» центральной части Поз. 1 и рукава Поз. 2. Фиг. 1, т.е. одновременно относится к рукаву и лифу единого изделия. Различие геометрических параметров частей (рукава - меньший диаметр, центральная часть - больший диаметр) определяет различную «жесткость» соединяемых частей и соответственно наличие дефектов в указанной зоне и необходимости их устранения. Одновременно, утяжка предполагает необходимость технического решения по формированию дополнительного полотна для компенсации этого дефекта.
Отсюда формулируются задачи, решаемые предлагаемым изобретением:
- устранение дефектов, проявляющихся как следствие действия силовых факторов при переходе от состояния «технологического» к реальному «объемному»;
- устранение дефектов, проявляющихся как следствие частичного недостатка полотна при переходе от состояния «технологического» к реальному «объемному»;
На Фиг. 5 показаны типовые конструктивные и технологические дефекты, проявляющиеся в процессе изготовления одежды.
Поз. 8 - утяжка, морщины, заломы, перекосы и иные деформации одежды, например, в месте соединения (проймы) рукава и лифа.
На Фиг. 6 показаны основные конструктивные части (детали) шаблона, удовлетворяющего способу цельноваляной технологии изготовления изделий одежды.
Составной шаблон состоит из следующих элементов:
- условно центральной части Поз. 9 и соединенными с ней под различными углами участками Поз. 10. Указанные участки являются конструктивными элементами шаблона и соответствуют конструктивным частям изделия. Например, для жакета Поз. 10 соответствует рукаву.
Размеры форм Поз. 9 и Поз 10 могут определяться, например, на основе выкроек или лекал швейного производства, с учетом поправок (уточнений), присущих технологии цельноваляного производства.
Конструкция шаблона: в нижней части соединение частей (Поз. 9 и Поз. 10) разъемное, с обязательным наложением одной части на другую (разъемное соединение «внахлест), а в верхней - неразъемное соединение основной части Поз. 9 с прилегающей Поз. 10.
Поз. 11 - выделенный участок шаблона с конструктивными элементами.
Для решения задач по устранению дефектов изделия и обеспечения возможности наращивания полотна макет (шаблон) конструируется следующим образом. Определяется точка пересечения кромок плоских частей шаблона. Указанная точка должна соответствовать нижней точке проймы изделия (Поз. 4, Фиг. 1). Такое соответствие определяет единство технологических баз (шаблон) и конструкторских баз изделия (жакет). В дальнейшем из единства технологических и конструкторских баз следует качество изделия (точность форм и взаимного расположения частей конструкции). Часть шаблона Поз. 10, накладывается на центральную часть шаблона Поз. 9 выше точки пересечения кромок шаблона, таким образом, формируется разъемное соединение «внахлест». Выше разъемного соединения «внахлест» часть шаблона Поз. 10 соединяется с центральной частью шаблона Поз. 9 неразъемно, например, сшиванием, сваркой или клеевым соединением.
Оптимальные параметры соединения «внахлест».
Зона разъемного участка (соединение «внахлест») составляет до 0.7 D, где D - длина проймы соединяемых частей изделия.
Оптимальный размер: Н=0,2D…0,5D.
В численных параметрах для D=200 мм: Н=40…100 мм.
Ширина участка «внахлест» составляет 15-100 мм.
Возможно иное расположение частей, а именно участок центральной части шаблона Поз. 9 накладывается на часть шаблона Поз. 10, также обеспечивая разъемное соединение «внахлест».
На Фиг. 7 показаны конструктивные особенности шаблона. Элементы соединения «внахлест». Расположение конструктивных элементов. Поз. 9 - центральная часть шаблона - и неразъемно-соединенная с ней Поз. 10.
Поз. 11 - выделенный участок шаблона с конструктивными элементами. Зона «нахлеста» предполагает взаимное наложение частей Поз. 9 и Поз. 10. На Фиг. 8 показаны конструктивные особенности шаблона. Особенности конструкции. Формирование соединения «внахлест».
Поз. 9 - центральная часть шаблона - и неразъемно-соединенная с ней Поз. 10.
Поз. 11 - выделенный участок шаблона с конструктивными элементами. Элементы соединения «внахлест» имеют возможность взаимного перемещения. Элемент соединения «внахлест» Поз. 10 (условно «рукав») имеет возможность перемещения (поворота) относительно участка Поз. 9 (условно «лиф»), равно элемент соединения «внахлест» Поз. 9 (условно «лиф») имеет возможность перемещения (поворота) относительно участка Поз. 9 («рукав»). Такое соединение (соединение частей макета с возможностью поворота в зоне «нахлеста») обеспечивает возможность заданного распределения сырья вокруг шаблона, формирование полотна в процессе валки и заданное расположение подвижной части шаблона относительно неподвижной (установка, расположение, крепление, перемещение).
На Фиг. 9 показан вариант (конструктивное исполнение) профилирования кромок частей Поз. 9 и Поз. 10 соединения «внахлест». Особенности соединения и расположения.
Поз. 12 - лицевой участок соединения «внахлест». Вариант, при котором часть участка Поз. 10 перекрывает (накрывает) часть участка Поз. 9. Линии, по которым осуществляется формообразование кромок шаблона, имеют преимущественно форму радиуса, а поверхности, образованные указанными радиусами, имеют не менее одной точки совместного контакта. Поз. 14 - точка контакта кромок соединения «внахлест».
В пределах участка с соединением «внахлест» (Поз. 12 и Поз. 13) производится формообразование кромок шаблона (торцевых частей шаблона), заключающееся в профилировании части шаблона Поз. 10 и Поз. 9, причем центр окружности профиля кромки части шаблона Поз. 10 лежит (расположен) в плоскости части Поз. 9 и определяется радиусом R1. Центр окружности профиля кромки части шаблона Поз. 9 лежит (расположен) в плоскости части Поз. 10 и определяется радиусом R2. Поз. 14 - точка контакта поверхностей, образованных окружностями с радиусами R1 и R2. Возможно число точек контакта более одного. Центры радиусов R1 и R2 находятся на противоположных сторонах относительно оси, проходящей через точку контакта.
В зависимости от выбранного материала шаблона механическое профилирование контура может осуществляться вручную, например ножницами или специальным инструментом, например лобзиком. На Фиг. 10 показан вариант расположения Поз. 10 и Поз. 9, формирующий соединение «внахлест», удовлетворяющее решению поставленных задач. Поз. 9 - центральная часть макета. Поз. 10 - часть макета, прилегающая к центральной. Поз. 11 - выделенный сегмент. Поз. 12 - лицевой участок соединения «внахлест». Вариант, при котором часть участка Поз. 10 перекрывает (накрывает) часть участка Поз. 9.
На Фиг. 11 показан вариант расположения Поз. 9 и Поз. 10, формирующий соединение «внахлест», удовлетворяющее решению поставленных задач. Поз. 9 - центральная часть макета. Поз. 10 - часть макета, прилегающая к центральной. Поз. 11 - выделенный сегмент. Поз. 13 - лицевой участок соединения «внахлест». Вариант, при котором часть участка Поз. 9 перекрывает (накрывает) часть участка Поз. 10.
Возможность изменения взаимного расположения участков Поз. 12 и Поз. 13, т.е. изменения конструкции «нахлеста», обусловлено возможностью поворота (перемещения) Поз. 12 и Поз. 13 и показано на Фиг. 8. Изменение взаимного расположения участков Поз. 12 и Поз. 13 обеспечивает возможностью управления процессом раскладки сырья, валки полотна с дополнительным его (полотна) количеством в зоне предполагаемого дефекта конструкции и расположением подвижных частей шаблона (установка, крепление, перемещение, расположение).
Соединение «внахлест» разъемное и предназначено:
1. Для установки, ориентации и крепления (фиксации) подвижных частей шаблона относительно его центральной части.
2. Для формирования полотна, компенсирующего «утяжку» изделия при переходе от состояния «технологического» к реальному «объемному».
На Фиг. 12 показана установка и расположение подвижных частей шаблона. Поз. 9 - центральная часть шаблона - и неразъемно соединенная с ней Поз. 10.
Плоский подвижный элемент шаблона Поз. 15 устанавливается между Поз. 9 - центральная часть шаблона - и неразъемно соединенной с ней Поз. 10 в зазор соединения «внахлест». Фиксация подвижной части шаблона Поз. 15 осуществляется соединением «внахлест», причем боковые плоскости соединения являются одновременно направляющими (для Поз. 15), ориентирующими и закрепляющими.
Местом расположения подвижного элемента поз. 15 (подвижная часть шаблона) является поверхность прилегающей лицевой части шаблона (Поз. 10) и обратная (нелицевая) поверхность его основной части (Поз.9). На Фиг. 13 показана установка и расположение подвижных частей шаблона. Поз. 9 - центральная часть шаблона - и неразъемно соединенная с ней Поз. 10.
Плоский подвижный элемент шаблона Поз. 15 устанавливается между Поз. 9 (центральная часть шаблона) и неразъемно соединенной с ней Поз. 10 в зазор соединения «внахлест». Фиксация подвижной части шаблона Поз. 15 осуществляется соединением «внахлест», причем боковые плоскости соединения являются одновременно направляющими (для Поз. 15), ориентирующими и закрепляющими.
Местом расположения подвижного элемента поз. 15 (подвижная часть шаблона) является поверхность основной (лицевой) части шаблона (Поз. 9) и обратная (нелицевая) поверхность его дополнительной части (Поз. 10). На Фиг. 14 показано сечение шаблона в зоне соединения «внахлест». Подвижный элемент шаблона Поз. 15 ориентирован и закреплен, одновременно, с опорой на лицевую часть Поз. 9 и нелицевую (обратную) Поз. 10.
На Фиг. 15 показано сечение шаблона в зоне соединения «внахлест». Подвижный элемент шаблона Поз. 15 ориентирован и закреплен, одновременно, с опорой на лицевую часть Поз. 10 и нелицевую (обратную) Поз. 9.
Вариантность расположения Поз. 15 с ориентацией и креплением на противоположных сторонах шаблона обусловлена раскладкой сырья с лицевой и нелицевой (обратной) стороны шаблона. В процессе раскладки Поз. 15 (подвижная часть шаблона) меняет свое расположение.
На Фиг. 16 показана раскладка сырья на шаблоне (макете) и расположение частей шаблона в процессе изготовления изделия.
Поз. 9 - основная, центральная часть плоского шаблона (макета).
Поз. 15 - подвижная часть шаблона.
Поз. 16 - раскладка исходного сырья на макете (шаблоне).
Подвижная часть шаблона Поз. 15 установлена в зоне «нахлеста» между частями шаблона Поз. 9 и Поз. 10.
На Фиг. 17 показаны особенности раскладки сырья в месте установки подвижной части шаблона. Формирование соединения «внахлест». Поз. 12 - конструктивный элемент шаблона, необходимый для формирования соединения «внахлест» принадлежащий к одной из частей шаблона, например «рукаву» Поз. 10, и закрывающий часть участка иной части, например основной, Поз. 9.
Поз. 13 - конструктивный элемент шаблона, необходимый для формирования соединения «внахлест», принадлежащий к одной из частей шаблона, например основной, Поз. 9 и закрывающий часть участка иной части шаблона, например «рукав» Поз. 10.
Между Поз. 12 и Поз. 13 установлен подвижный элемент шаблона Поз. 15 с возможностью перемещения, съема и повторной установки в процессе раскладки сырья на поверхности шаблона.
Припуски сырья Поз. 16, например шерсть, заводятся в зону «нахлеста» и располагаются на противоположной стороне шаблона. Например, если основная масса сырья располагается на лицевой стороне шаблона, то на противоположной (нелицевой) стороне размещается припуск в виде части волокон шерсти длиной 15…50 мм, и наоборот. Необходимость применения припуска (напуска) в виде дополнительной массы сырья необходима для завершающей стадии операции способа - «сращивания» полотна изделия.
Пример изготовления цельноваляного изделия с использованием сложносоставного шаблона (макета).
Изготавливаем инструмент - сложносоставной шаблон в соответствии с Фиг. 6-17, и вышеприведенным описанием. Готовим исходное сырье, например шерсть или иной материал для валяния изделия. Устанавливаем в зоне «нахлеста», участок между поверхностями Поз. 9 и Поз. 10 подвижные части шаблона Поз. 15. Местом расположения Поз. 15 (подвижная часть шаблона) является поверхность лицевой основной части шаблона (Поз. 9), и обратная (нелицевая) поверхность его прилегающей части (Поз. 10) или поверхность обратной (нелицевой) основной части шаблона (Поз. 9), и лицевая поверхность его дополнительной части (Поз. 10). Раскладываем на шаблоне слои шерсти и/или другого сырья (материала). Часть сырья, например шерсти, заводится в зазор между частями шаблона (пространство участка «внахлест») и располагается на противоположной стороне шаблона, причем подвижная часть шаблона Поз. 15 разделяет припуски сырья различных частей от взаимного контакта. Например, если основная масса сырья располагается на лицевой стороне шаблона, то на противоположной (нелицевой) стороне размещается припуск (напуск) в виде части волокон шерсти длиной 15…50 мм, и наоборот. Меняем положение шаблона (переворачиваем). Меняем размещение подвижной части шаблона Поз. 15 устанавливая его в том же месте соединения «внахлест», но изменив установочные поверхности (см. описание Фиг. 14 и Фиг. 15). Раскладываем (теперь на противоположной стороне) на шаблоне слои шерсти и/или другого сырья (материала). Часть сырья, например шерсть, заводится в зазор между частями шаблона (пространство участка «внахлест») и располагается на противоположной стороне шаблона, причем подвижная часть шаблона Поз. 15 разделяет припуски сырья различных частей от взаимного контакта. Производим формование сырья в полотно и полотна в изделие: выложенное сырье (шерсть) сваливается руками и/или механически на шаблоне в среде водно-мыльной эмульсии при температуре от 40-65°C до формирования однородного войлочного полотна. Допускается процесс валяния полотна производить в несколько стадий (этапов). Далее удаляем шаблон. Соединяем, например, методом сращивания зону низа проймы (место, где был установлен подвижный шаблон) с лицевой и изнаночной стороны. Проводим мойку изделия от водно-мыльной эмульсии и сушку.
Достигнутый технический эффект.
Способ и инструмент для его осуществления обеспечивают устранение дефектов при изготовлении одежды цельноваляным способом.
Разработанные способ и инструмент расширяют технологические возможности изготовления одежды цельноваляным методом.
Разработанный инструмент - сложносоставной шаблон позволяет устранять дефекты изделия и управлять распределением (наращиванием) полотна заданным образом, увеличивая его распределение и концентрацию в соответствии с конструкцией изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения войлочного застила с тканью, элементы конструкции узла и способ его реализации | 2017 |
|
RU2682810C1 |
| Способ изготовления одежды | 1987 |
|
SU1531963A1 |
| УНИВЕРСАЛЬНЫЙ ШАБЛОН ДЛЯ ДИАГНОСТИКИ И ПОСТРОЕНИЯ ПРОЙМЫ И ОКАТА ВТАЧНОГО РУКАВА | 2009 |
|
RU2395221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕНСКОГО ПЛАТЬЯ | 1997 |
|
RU2096008C1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ЦЕЛЬНОКРОЕНОГО РУКАВА И ЕГО ИЗГОТОВЛЕНИЕ | 2013 |
|
RU2530360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ | 1972 |
|
SU355770A1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ОДЕЖДЫ ПОКРОЯ РЕГЛАН | 2002 |
|
RU2225152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕНСКОГО ПЛАТЬЯ | 1997 |
|
RU2096009C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШАБЛОНОВ ОДЕЖДЫ | 1996 |
|
RU2101990C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО КАМУФЛИРУЮЩЕГО КАПЮШОНА | 2013 |
|
RU2544148C2 |


Изобретение относится к изделиям, входящим в группу «изделий легкой промышленности», конкретно цельноваляным изделиям, и может быть использовано, преимущественно, при изготовлении одежды сложных пространственных форм и переходов, а также при реставрации войлочных изделий. Цель заявляемого изобретения: расширение технологических приемов цельноваляной технологии в изготовлении предметов одежды, повышение качества изготовления и расширение конструкторских решений при проектировании и изготовлении новых видов авторских изделий. Способ предназначен для изготовления одежды, преимущественно, из шерсти или иного сырья, удовлетворяющего цельноваляной технологии, включающий раскладку сырья, например шерстяных волокон, на сложносоставной шаблон, формирование полотна на шаблоне (валку изделия) и сушку. Технической задачей заявляемого изобретения является: разработка технологии, позволяющей устранять или не допускать в процессе «свойлачивания» различные дефекты формы изделия, его частей и деталей; разработка технологии, обеспечивающей формирование в процессе изготовления отдельных конструктивных элементов изделия и/или изготовление бесшовного изделия, преимущественно женской одежды (жакеты, платья, пиджаки); разработка технологической оснастки (инструмента), обеспечивающей управление процессом формообразования конструктивных элементов изделия, в том числе изготовление изделия с бесшовным соединением отдельных частей, устраняющего возможное появление дефектов одежды в процессе ее изготовления. Поставленная задача решается способом с применением в качестве инструмента (устройства) сложносоставного шаблона. В предлагаемом способе сложносоставной макет (шаблон) является устройством, обеспечивающим выполнение операций способа по формированию в процессе изготовления отдельных конструктивных элементов изделия и/или бесшовному формированию участков изделия (одежды) сложных пространственных форм и переходов. А также обеспечивающего, при необходимости, определение зон конструктивно-технологических деформаций изделия и устраняющего в процессе «свойлачивания» различные дефекты формы изделия, его частей и деталей. Сложносоставной шаблон в процессе его применения позволяет уменьшить (или исключить) различные виды деформаций, искажающих авторскую конструкцию изделия. Достигнутый технический эффект: способ и инструмент для его осуществления обеспечивает устранение различных дефектов при изготовлении одежды цельноваляным способом. Одновременно способ и инструмент обеспечивают формирование отдельных конструкторских элементов одежды различных геометрических форм и конфигураций. Существенно расширяет технологические возможности, например, для бесшовного формирования изделия сложной формы. 2 н.п. ф-лы, 17 ил.
1. Способ изготовления цельноваляной одежды сложных пространственных форм, заключающийся в нанесении сырья, преимущественно шерсти, на поверхность шаблона, в состав которого входят неподвижные и подвижные части, разделяющие слои сырья в процессе его раскладки, воздействии на сырье внешним усилием, формировании полотна вокруг шаблона, отличающийся тем, что подвижные части шаблона в процессе распределения сырья меняют расположение по отношению к неподвижным, причем подвижная часть сложносоставного шаблона при изменении расположения меняет поверхности контакта, располагаясь, одновременно, по лицевой поверхности одной из конструктивных частей шаблона и нелицевой (обратной) и наоборот, а часть сырья, преимущественно в зоне соединения шаблона «внахлест», располагают таким образом, что участок или несколько участков неподвижной части шаблона находятся внутри раскладываемого сырья.
2. Сложносоставной шаблон, преимущественно плоской формы, состоящий из нескольких частей, каждая из которых соответствует конструктивному элементу изделия, между которыми сформировано не менее одного участка разъемного соединения «внахлест», а между частями соединения «внахлест» установлена подвижная часть шаблона с возможностью перемещения в различных направлениях, причем кромки соединения «внахлест» формируются по линиям, имеющим, преимущественно, форму окружностей и хотя бы одну общую точку пересечения на поверхности шаблона, отличающийся тем, что конструктивные элементы соединения «внахлест» выполнены с возможностью поворота, а подвижная часть шаблона имеет возможность изменения своего положения относительно неподвижной в зоне соединения «внахлест» с лицевой стороны на нелицевую и наоборот, причем поверхности неподвижной части шаблона являются, одновременно, направляющими, ориентирующими и закрепляющими для подвижной.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯЛЬНО-ВОЙЛОЧНЫХ ИЗДЕЛИЙ ИЗ ШЕРСТИ | 2003 |
|
RU2242547C1 |
| US 3152382 A1, 13.10.1964 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЦЕЛЬНОФОРМОВАННОЙ ДЕТАЛИ ИЗ ВОЙЛОКА | 2011 |
|
RU2457764C1 |

