Изобретение относится к области порошковой металлургии, в частности к устройствам для получения порошков распылением расплавов металлов газовым потоком.
Известна форсунка для распыления расплавленных металлов, включающая корпус с кольцевой щелью для подачи сжатого газа, ниппель с центральным каналом для подачи расплава, снабженный защитным чехлом, при этом выходная часть канала для подачи расплава выполнена в виде конуса с углом при вершине, равным (10÷60) градусов [1].
Известны эжекционные форсунки, в которых для повышении дисперсности получаемого порошка (пульверизата) выполнены каналы для дополнительного ввода сжатого газа в зону распыления расплава [2] или в металлопровод [3].
Наиболее близкой по технической сущности является форсунка для получения порошков расплавленных металлов [4], содержащая корпус с кольцевой щелью для подачи горячего сжатого газа, ниппель для подачи расплава и защитный чехол. Ниппель и защитный чехол снабжены сочленяющимися между собой рассекателями-дестабилизаторами в виде радиальных или тангенциальных щелевидных пазов, задние стенки которых выполнены в виде скосов с углом наклона (30÷45) градусов к оси форсунки.
Недостатками данной форсунки является повышенный расход распыляющего газа через щелевидные пазы, а также низкая производительность и возможная закупорка канала подачи металла, связанные с уменьшением эжекционного эффекта при вдуве газа в расплав через пазы в ниппеле.
Техническим результатом изобретения является повышение массовой доли мелкодисперсной фракции в пульверизате, образующемся при распылении расплава металла, при сохранении величины расхода распыляющего газа и производительности форсунки.
Технический результат достигается тем, что разработана эжекционная форсунка, содержащая корпус с кольцевой щелью для подачи горячего сжатого газа, ниппель с сопряженным защитным чехолом и центральным каналом для подачи расплава. На выходной кромке защитного чехла выполнены вырезы полукруглой формы радиусом в диапазоне r=(0.5÷1.0) мм, расположенные на равных расстояниях друг от друга. Минимальное количество вырезов nmin=-2, а максимальное определяется соотношением nmax=πR/2r, где R - радиус выходной кромки защитного чехла.
Полученный положительный эффект изобретения связан со следующими факторами.
1. При истечении газа из форсунки вырезы в защитном чехле создают возмущения кольцевой струи газа в непосредственной близости от зоны диспергирования (области взаимодействия газа с расплавом), что увеличивает дисперсность получаемого порошка без потери производительности и увеличения расхода газа.
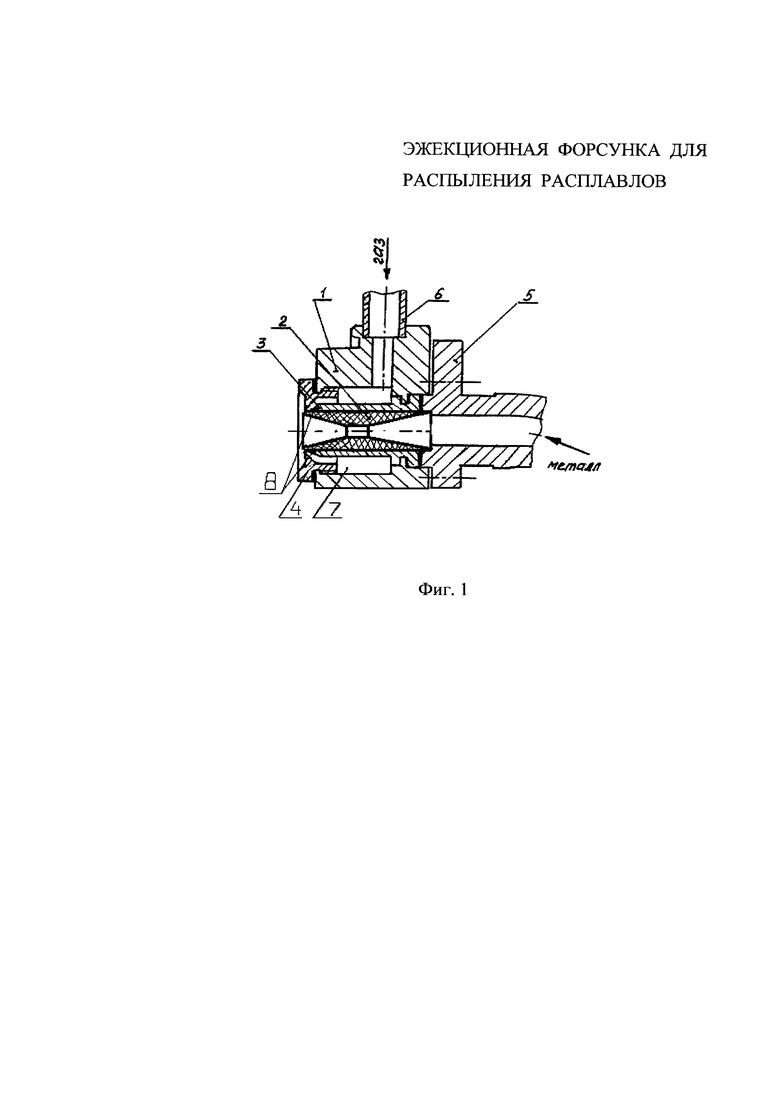
2. Величина радиуса вырезов r, изменяющаяся от 0.5 до 1.0 мм, определяется тем, что вырезы располагаются на острой выходной кромке конуса защитного чехла. Для вырезов радиусом менее 0.5 мм возмущающее воздействие на поток газа будет незначительным. Увеличение радиуса вырезов более 1.0 мм не дает положительного эффекта, поскольку площадь сечения для прохода газа быстро увеличивается по мере удаления от выходной кромки защитного чехла (фиг. 1). При этом уменьшается скорость движения газа в кольцевом канале между внутренней конической поверхностью крышки 4 и внутренней конической поверхностью защитного чехла 3 и, следовательно, уменьшается возмущающее воздействие вырезов на поток газа.
3. Равномерное расположение вырезов по окружности выходной кромки защитного чехла (на одинаковом расстоянии друг от друга) обеспечивает симметричность возмущений газового потока при его взаимодействии с пленкой расплава. Это позволяет повысить степень диспергирования расплава.
4. Минимальное количество вырезов nmin=2 определяется условием обеспечения симметричности возмущений газового потока (при n=1 симметрия нарушается и возмущения газового потока действуют лишь на незначительную часть пленки расплава).
5. Максимальное количество вырезов ограничено величиной nmax=πR/2r, которая соответствует условию равенства расстояния между вырезами их диаметру. При большем количестве вырезов возмущения, вносимые ими в струю газа, смыкаются между собой, что приводит к снижению эжекционного действия струи и уменьшению производительности форсунки.
Пример реализации изобретения
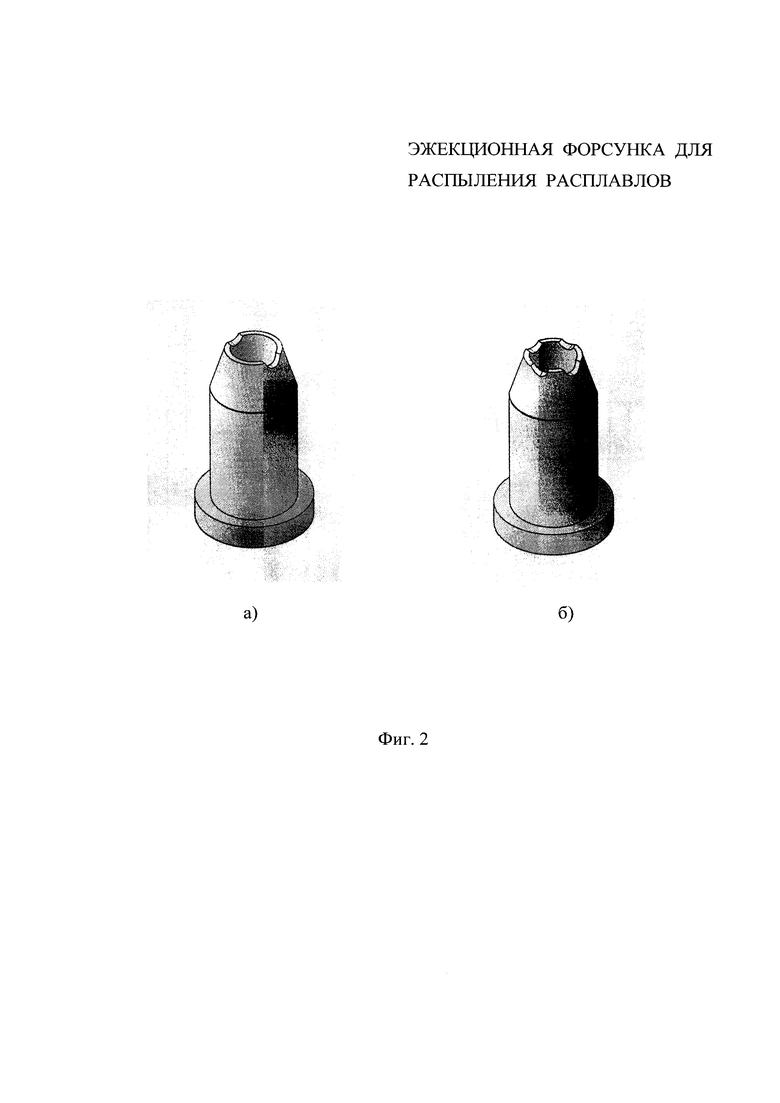
На фиг. 1 показан пример выполнения эжекционной форсунки для распыления расплава алюминия. Форсунка состоит из корпуса 1, ниппеля для подачи расплава алюминия 2, защитного стального чехла 3, крышки 4, патрубков для подачи расплава 5 и горячего сжатого газа 6 (азота). В корпусе 1 выполнена полость 7 для сжатого горячего газа, выходом из которой служит кольцевое сопло, образованное выходным отверстием крышки 4 и носиком ниппеля 2. На выходной кромке стального защитного чехла 3 выполнены 2 (фиг. 2а) или 4 (фиг. 2б) симметрично расположенных выреза 8 полукруглой формы радиусом r=0.6 мм. Эти вырезы не изменяют ширину щели кольцевого сопла для сжатого газа, которая определяется расстоянием между крышкой 4 и выступающим из защитного стального чехла 3 носиком ниппеля 2.
Эжекционная форсунка работает следующим образом. Через патрубок 6 в полость 7 корпуса форсунки 1 подают горячий сжатый газ (азот с контролируемым содержанием кислорода) под избыточным давлением до нескольких десятков атмосфер. При истечении газа из кольцевого сопла создается разрежение в области выходного конуса ниппеля 2, которое за счет эжекционного эффекта обеспечивает поступление расплавленного металла по патрубку 5 в центральный канал ниппеля 2. Под действием радиального перепада давления в выходной конической части канала ниппеля образуется тонкая пленка расплава, движущаяся к выходному сечению форсунки. При взаимодействии пленки расплава металла с кольцевым сверхзвуковым потоком газа происходит разрушение пленки с образованием капель пульверизата. Вырезы 8 в стальном защитном чехле 3 создают дополнительные возмущения в струе газа, которые повышают эффективность диспергирования расплава.
Эффективность заявленной эжекционной форсунки подтверждена результатами сравнительных испытаний базового варианта форсунки (без вырезов в защитном чехле) и форсунки с двумя вырезами радиусом r=0.6 мм. Испытания проводились на промышленной площадке предприятия ООО «СУАЛ-ПМ» (г. Шелехов, Иркутской области).
Эффективность работы базового и заявленного вариантов эжекционной форсунки оценивалась по результатам дисперсного анализа проб пульверизата, полученного при распылении расплава алюминия в режиме АСД при следующих идентичных условиях: температура расплава алюминия 980ºС, температура азота 600ºС, расход азота 660 м3/час, давление азота перед форсункой 6.0 МПа.
Базовая и заявляемая эжекционные форсунки имели одинаковые параметры сборки: диаметр отверстия в сужающей части в ниппеле 3.6 мм; кольцевой зазор между ниппелем и крышкой 0.65 мм; размер выступающей части носика ниппеля над крышкой 1.2 мм.
Оценка дисперсного состава отобранных проб проводилась на приборе "Analysette 22" фирмы FRITSCH (Германия). Результаты дисперсного анализа порошков, полученных при распылении алюминия базовой и заявляемой форсунками, приведены в Паспортах испытаний (таблицы 1, 2).
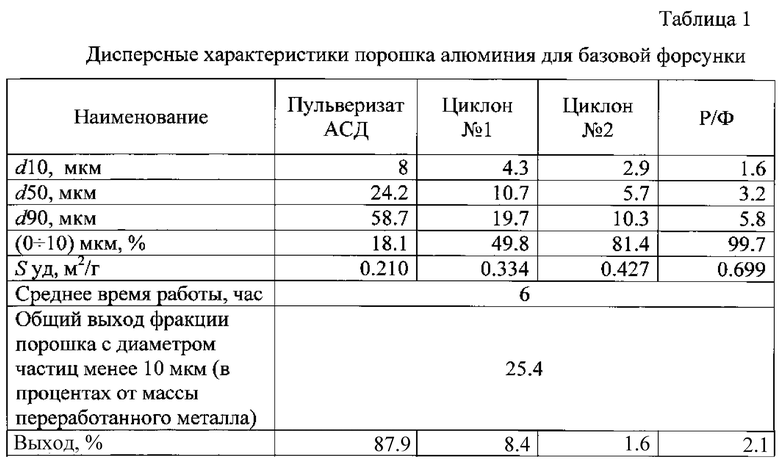
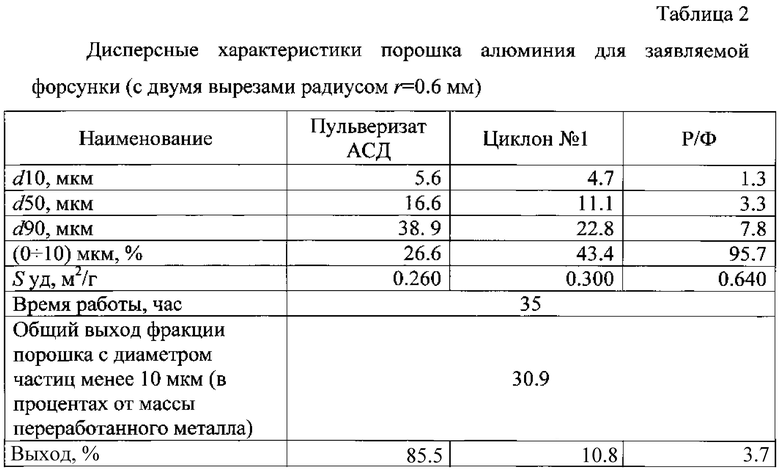
В таблицах 1, 2 приведены значения диаметров частиц алюминия, для которых массовая доля частиц меньшего диаметра составляют 10% (d10), 50% (d50) и 90% (d90) от массы переработанного металла, значения массовой доли частиц диаметром менее 10 мкм (0÷10) и значения средней удельной поверхности частиц (Sуд). Указанные параметры приведены для осадительной камеры (пульверизат), циклонов грубой (№1) и тонкой (№2) очистки и рукавного фильтра (Р/Ф). Приведен также общий выход фракции порошка с диаметром частиц менее 10 мкм (в процентах от массы переработанного металла).
В таблице 3 проведено сравнение основных характеристик, определяющих эффективность распыла:
- d50 - медианный диаметр, для которого половина массы наработанного порошка составляют частицы диаметром d≤d50;
- (0÷10) мкм - выход фракции порошка с диаметром частиц менее 10 мкм в процентах от массы переработанного металла.
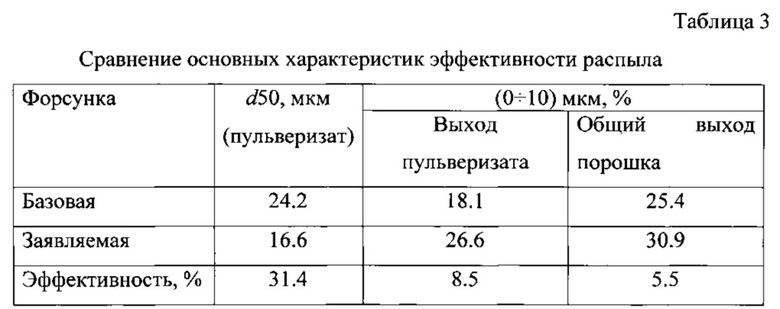
Анализ приведенных в таблице 3 характеристик дисперсности порошков алюминия показал, что заявляемая эжекционная форсунка обеспечивает снижение медианного диаметра частиц пульверизата на 31.4% (от 24.2 до 16.6 мкм) и повышение выхода мелкодисперсной фракции порошка алюминия (с диаметром частиц менее 10 мкм) на 8.5% для пульверизата и на 5.5% для общего выхода порошка.
Таким образом, предлагаемая эжекционная форсунка для распыления расплавов обеспечивает повышение массовой доли мелкодисперсной фракции в наработанном порошке алюминия за счет внесения дополнительных возмущений в поток распыливающего газа вырезами на выходной кромке защитного чехла нипеля.
ЛИТЕРАТУРА
1. А.с. СССР 550235, МПК B22D 23/08. Форсунка для расплавленных металлов / М.М. Чернышов, Б.П. Назаров, В.Г. Гопиенко, И.Д. Бусалаев, В.К. Щербаков, И.В. Волков, В.И. Гринько. - заявл. 25.07.1975; опубл. 15.03.1977.
2. Пат. РФ 2296648, МПК B22F 9/08. Форсунка для распыления расплавленных металлов / А.В. Кукса, А.В. Мольков, А.В. Губанов. - заявл. 19.10.2005; опубл. 10.04.2007.
3. Пат. РФ 2283728, МПК B22F 9/08. Форсунка для распыления расплавленных металлов / А.В. Кукса, А.В. Мольков, М.П. Кононов, А.В. Губанов, С.В. Линьков. - заявл. 02.03.2005; опубл. 20.09.2006.
4. Пат. РФ 2321475, МПК B22F 9/08. Форсунка для распыления расплавленных металлов / А.В. Кукса, А.В. Мольков, А.В. Губанов, С.В. Линьков. - заявл.02.05.2006; опубл. 10.04.2008.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2013 |
|
RU2539512C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2554257C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ РАСПЫЛЕНИЕМ РАСПЛАВОВ | 2014 |
|
RU2559080C1 |
| СПОСОБ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2012 |
|
RU2508964C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2321475C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2778342C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2005 |
|
RU2296648C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2005 |
|
RU2283728C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВА | 1996 |
|
RU2093310C1 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2001 |
|
RU2218243C2 |
Изобретение относится к области порошковой металлургии и может быть использовано для получения металлических порошков. Эжекционная форсунка для распыления расплавов содержит корпус с кольцевой щелью для подачи горячего сжатого газа, ниппель с защитным чехлом и центральным каналом для подачи расплава. На выходной кромке защитного чехла выполнены вырезы полукруглой формы радиусом r=(0,5÷1,0) мм, расположенные на равных расстояниях друг от друга. Минимальное количество вырезов nmin=2, а максимальное nmax=πR/2r, где R - радиус выходной кромки защитного чехла, мм. Обеспечивается повышение мелкодисперсной фракции в пульверизате. 2 ил., 3 табл., 1 пр.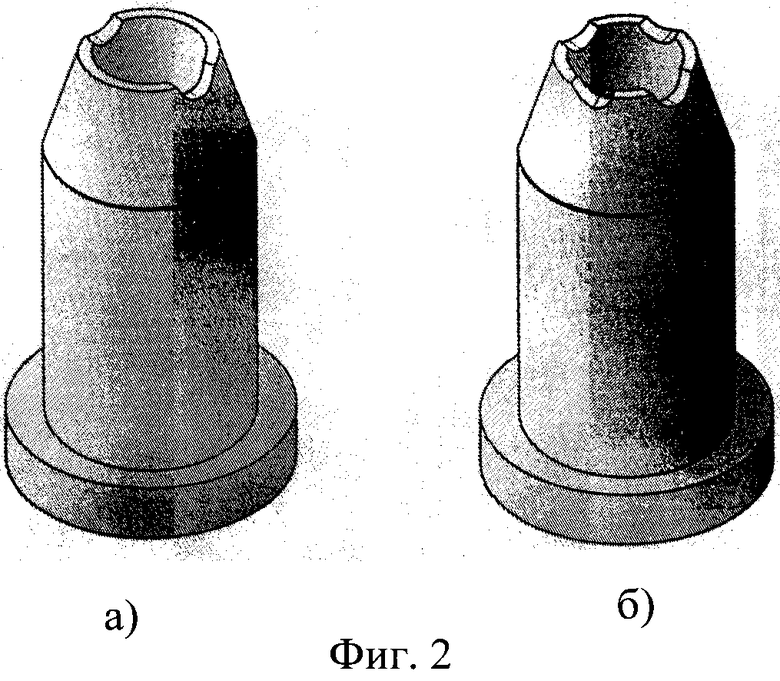
Эжекционная форсунка для получения порошка распылением расплава, содержащая корпус с кольцевой щелью для подачи горячего сжатого газа, ниппель с сопряженным защитным чехлом и центральным каналом для подачи расплава, отличающаяся тем, что на выходной кромке защитного чехла выполнены вырезы полукруглой формы радиусом r=(0,5÷1,0) мм, расположенные на равных расстояниях друг от друга, минимальное число которых составляет nmin=2, а максимальное определяется соотношением nmax=πR/2r, где R - радиус выходной кромки защитного чехла, мм.
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2321475C2 |
| УСТРОЙСТВО И СПОСОБ УЛУЧШЕННОГО СМЕШИВАНИЯ ПРИ ОСЕВОЙ ИНЖЕКЦИИ В ПИСТОЛЕТЕ-ТЕРМОРАСПЫЛИТЕЛЕ | 2008 |
|
RU2465963C2 |
| ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2005 |
|
RU2296648C1 |
| US 6082635 A1, 04.07.2000 | |||
| US 4640806 A1, 03.02.1987. | |||

