ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к изготовлению цилиндрической детали, в частности осесимметричной, из композитного материала, содержащего волокнистую усилительную структуру, залитую органической полимеризованной основой.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Способ изготовления деталей из композитного материала состоит, прежде всего, в изготовлении предварительно отформованной заготовки детали с волокнами, ориентированными в одном или нескольких направлениях в зависимости от желаемого механического сопротивления. Волокнистая структура затем размещается в закрытой литейной форме для пропитки синтетической смолой, которую в жидком состоянии подают под давлением в литейную форму. Затем смола полимеризуется. Эта технология известна под названием «литье под давлением» или под акронимом RTM английского обозначения resin transfer molding. Подача смолы и удаление газа между волокнами в литейной форме могут быть обеспечены созданием разрежения на стороне, противолежащей инжекционной стороне.
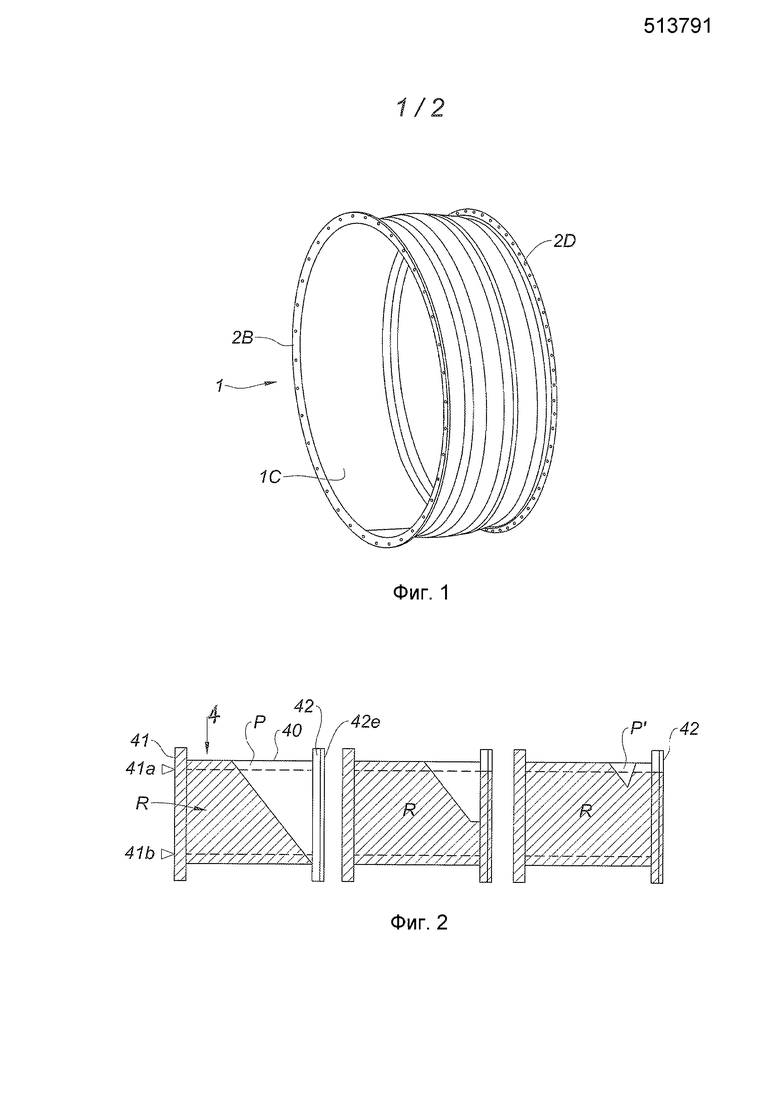
Известно изготовление по такой технологии цилиндрических деталей, таких как кожухи вентиляторов турбореактивного двигателя. Кожух 1 изображен на Фиг.1. Он выполнен в виде единой детали осесимметричной формы с цилиндрической частью 1С непостоянной толщины от одного конца к другому, в частности с увеличением толщины в области, обдуваемой лопастями вентилятора для поглощения ударной энергии в случае отрыва лопасти. Эта цилиндрическая часть содержит два радиальных и наружных фланца 2В и 2D. Входной и выходной элементы гондолы вентилятора двигателя присоединены к кожуху этими фланцами.
Изготовление этой детали включает, в частности, изготовление предварительно отформованной заготовки детали путем намотки соответствующей волокнистой структуры на цилиндрическую оправку для придания формы фланцам. Волокнистая структура может быть выполнена, например, объемным тканьем с увеличивающейся толщиной, как описано, например, в патенте ЕР 1961923 Заявителя. Предварительно отформованная трубчатая заготовка образует таким образом единую деталь кожуха, содержащую, при необходимости, усиливающие части, соответствующие фланцам.
Затем элементы литейной формы размещают на предварительно отформованной заготовке для ее закрывания в оболочке. Предусмотрено радиальное сдавливание предварительно отформованной заготовки для уменьшения вспучивания волокнистой структуры. Оболочка на осевом конце цилиндрической части на уровне фланца содержит средство подачи смолы с одним или несколькими отверстиями для впрыска, распределенными вдоль края оболочки вокруг оси цилиндра. При необходимости, распределительные каналы соединены с этими инжекторами. На другом конце, также на уровне фланца, выполнена кольцевая полость в продолжение предварительно отформованной заготовки с вытяжными отверстиями для соединения с вакуумным насосом.
Для обеспечения равномерного заполнения оболочки литейной формы и равномерного поступления смолы вдоль периферии литейной формы после изготовления предварительно отформованной заготовки и закрывания литейной формы ее обычно устанавливают вертикально со средствами подачи смолы в нижнюю часть и кольцевым вытяжным каналом на верхней части. Таким образом, смола поступает в оболочку вдоль предварительно отформованной заготовки, образующей фланец в ее нижней части, затем смола постепенно и равномерно поднимается до верхнего фланца, сообщающегося с вытяжным каналом.
Такой способ впрыска смолы дает хорошие результаты по скорости и равномерности заполнения оболочки литейной формы.
Однако встречаются следующие проблемы: с одной стороны, установка предварительно отформованной путем намотки волокнистой структуры на внутреннюю оправку трубчатой заготовки и соединение литейной формы являются операциями, которые выполняются при размещении детали в горизонтальном положении и, с другой стороны, кожухи вентиляторов турбореактивных двигателей средней и большой мощности имеют большие размеры с диаметром по меньшей мере в два метра. Отсюда следует, что техническое обслуживание литейной формы, которая может весить от 5 до 25 тонн, является весьма сложной операцией с рисками SSE (здоровье-безопасность-окружающая среда) для операторов, которая требует, кроме того, использования дорогостоящего оборудования.
Решение могло бы состоять в сохранении литейной формы горизонтальной в процессе ее заполнения. Проведенные исследования, к сожалению, показали недостаточное распределение смолы, как изображено на Фиг. 2. Литейная форма 4 содержит литейную оболочку, внутри которой предварительно отформованная оболочка удерживается в сжатом состоянии. Форма содержит центральную кольцевую секцию 40 между двумя коаксиальными цилиндрическими стенками. Первый конец 41 оболочки, предназначенный для изготовления радиального фланца, содержит средства питания смолой - инжекторы 41а, 41b и т.д., распределенные по окружности первого конца 41. Второй конец 42, противолежащий первому, также предназначен для изготовления радиального фланца. Вытяжной кольцевой канал 42е открыт вдоль второго конца. Инжекционные средства 41а, 41b … сообщаются с неизображенным источником жидкой смолы под давлением, а вытяжной канал 42е соединен с вакуумным насосом. Три схемы чертежа изображают три этапа заполнения оболочки с пропиткой предварительно отформованной заготовки, которую она содержит.
Смола R изображена заштрихованными зонами. Распределение жидкости R осуществляется от первого конца 41, но вследствие гравитации нижняя часть предварительно отформованной волокнистой заготовки в оболочке 40 полностью пропитывается раньше верхней части. На центральной схеме жидкость R поднимается вдоль вытяжного канала 42е на противоположном конце 42. Испытания показали, как изображено на правой схеме, что зона Р', по меньшей мере, в верней части предварительно отформованной заготовки вблизи вытяжного канала 42е мало или плохо пропитана.
Действительно, в верхней части литейной формы в горизонтальном положении уровень смолы трудно доходит до вытяжного канала 42е, так как вытяжной канал заполнен смолой, поступившей из нижней части до того, как уровень смолы его достигнет. Плохая пропитка приводит к менее надежным и неприемлемым механическим свойствам в рассматриваемой зоне.
ОБЪЕКТ ИЗОБРЕТЕНИЯ
Задачей изобретения является удерживание литейной формы без ее поворота на 90° в вертикальном положении при улучшении ее заполнения.
В соответствии с изобретением эта задача решается способом изготовления цилиндрической детали из композитного материала, включающим следующие этапы:
размещают волокнистую структуру на горизонтальной оправке,
формируют кольцевую литейную форму вокруг волокнистой структуры и оправки,
подают смолу в оболочку через первый осевой конец при поддержании второго осевого конца оболочки при давлении, меньшем давления подачи смолы, при этом оболочку формы удерживают в горизонтальном или, по существу, горизонтальном положении, причем способ отличается тем, что второй конец содержит по меньшей мере два вытяжных сектора в форме кольцевых секторов, каждый из которых независимо удерживают при давлении, меньшем давления подачи смолы.
Разделение вытяжного канала на секторы позволяет независимо контролировать заполнение оболочки в зонах, где вытяжные секторы находятся на линии впрыска. Этот контроль заполнения позволяет восстановить равномерное распределение жидкости в предварительно отформованной волокнистой заготовке, которое получают в вертикальном положении формы.
Предпочтительно, лучше также контролируется распределение жидкости в процессе заполнения при подаче смолы в оболочку по меньшей мере двумя инжекторами, распределенными по окружности первого осевого конца. В этом случае, предпочтительно, упомянутые вытяжные секторы второго конца размещены каждый на линии инжектора первого конца. Таким образом, центрируя вытяжные секторы напротив точек инжекции, обеспечивают более равномерное прохождение смолы через предварительно отформованную заготовку.
Изобретение относится также к устройству литья под давлением для осуществления способа изготовления цилиндрической детали с концевой стенкой литейной оболочки, снабженной, по меньшей мере, вытяжным каналом, отличающемуся тем, что упомянутый вытяжной канал выполнен по меньшей мере в виде двух независимых кольцевых секторов. В частности, вытяжной канал является кольцевым, по меньшей мере, с двумя кольцевыми секторами, разделенными поперечными перегородками.
Этот вариант воплощения является особенно простым при внедрении и не требует существенной переделки установки для литья.
Изобретение предназначено, в особенности, для изготовления цилиндрической детали, такой как кожух турбомашины, по меньшей мере, с фланцем на осевом конце, при этом упомянутая концевая стенка образует фланец.
В таком исполнении кольцевой сектор, образующий вытяжку, может быть образован или на входной радиальной части упомянутой стенки, образующей фланец, или на выходной радиальной части упомянутой стенки, образующей фланец, либо также на продольной части стенки, образующей фланец. Вытяжка может быть также образована комбинацией этих кольцевых секторов.
В предпочтительном варианте воплощения устройство для литья содержит на первом конце по меньшей мере два инжектора для смолы, при этом упомянутые кольцевые секторы, образующие вытяжку, расположены каждый на линии инжектора и центрованы относительно него.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает в изометрии вид кожуха вентилятора турбореактивного двигателя;
Фиг.2 схематично изображает три последовательных этапа заполнения оболочки для литья под давлением цилиндрической детали, расположенной горизонтально, без использования способа по изобретению.
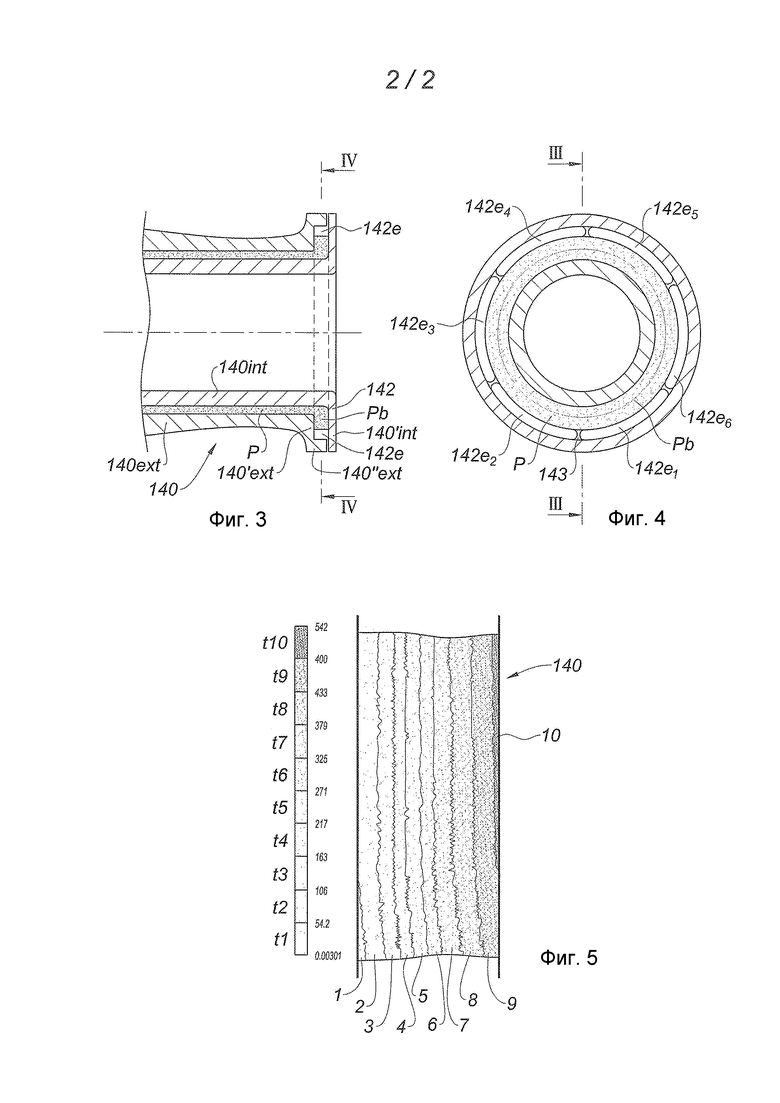
Фиг.3 изображает в осевом разрезе по III-III Фиг.4 вариант изготовления второго конца устройства для литья с вытяжным каналом по изобретению;
Фиг.4 изображает поперечный разрез по IV-IV Фиг.3 второго конца устройства для литья под давлением.
Фиг.5 представляет схему, иллюстрирующую эволюцию фронта смолы в процессе заполнения формы для литья и пропитку предварительно отформованной заготовки.
ДЕТАЛЬНОЕ ОПИСАНИЕ ВАРИАНТА ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг.3 и 4, которые представляют частичные виды устройства 140 для литья по изобретению, изображена предварительно отформованная заготовка Р, сжатая внутри цилиндрических стенок - внутренней 140int и внешней 140ext.
Предварительно отформованная заготовка имеет волокнистую структуру, которая была предварительно намотана на оправку, которая образует внутреннюю стенку 140int.
Волокнистая структура может быть однонаправленного типа (ID), например образованной намоткой нити или жгута, двухмерного типа (2D), например образованной укладкой волокнистых слоев, или трехмерной (3D), например образованной тканьем, плетением, или объемным вязаньем, или наложением и связью между ними волокнистыми слоями.
В последнем случае волокнистые слои могут быть соединены между собой механическими элементами, проходящими через слои. Это может быть получено прокалыванием с перемещением волокон из плоскости слоев путем введения нитей или жестких элементов (иголок или тяг) через слои либо также сшиванием. Пример волокнистой структуры описан в заявке на патент ЕР 1961923.
На Фиг. 3 второй осевой конец 142 со стороны вытяжного канала содержит радиальное пространство, выполненное между радиальными концевыми стенками элементов литейной формы 140'int и 140'ext. В этом пространстве находится радиальная часть Pb, образующая фланец предварительно отформованной заготовки Р. Предварительно отформованная заготовка неполностью заполняет это радиальное пространство. Канал вакуумирования оболочки - вытяжной канал - выполнен между радиальной частью Pb и стенками оборудования.
Этот вытяжной канал в соответствии с изобретением разделен на несколько вытяжных каналов, в данном случае в качестве примера шесть секторов 142 e1-е6 разделены радиальными перегородками 143. Перегородки могут быть выполнены различным образом.
В соответствии с вариантом воплощения несколько канавок в виде дуг окружности выполнены в оборудовании по окружности второго осевого конца 142 в продольной части 140"ext стенки, образующей фланец.
В соответствии с другим вариантом воплощения в оборудовании выполнена непрерывная кольцевая канавка, а разделительные средства, образующие перегородки, такие как вставки или пена, размещены внутри канавки.
Вытяжные секторы изображены на Фиг. 4. Вытяжные секторы изолированы таким образом одни от других и сообщаются каждый независимо с входом одного или нескольких вакуумных насосов, которые обеспечивают разрежение относительно источника смолы на другом конце литейной формы. На этом другом конце, не изображенном на чертеже, расположены несколько не изображенных на чертеже инжекторов смолы по окружности литейной формы.
Вытяжные секторы в форме кольцевых секторов могут быть также выполнены на входной радиальной части 140'ext стенки оборудования, образующей фланец, либо также на выходной радиальной части 140'int упомянутой стенки.
Вытяжные секторы могут быть также выполнены не только в одной стенке, но и с той и другой стороны.
Предпочтительно, впрыскивание смолы осуществляется количеством инжекторов, идентичным количеству вытяжных секторов.
Кроме того, каждый сектор расположен на линии точки впрыска и расположен по центру относительно этой точки так, чтобы обеспечить наиболее равномерное поступление смолы через предварительно отформованную заготовку.
Заполнение устройства осуществляется следующим образом. После установки на место предварительно отформованной заготовки, закрывания оболочки литейной формы и, при необходимости, сжатия заготовки путем радиального сближения наружных элементов литейной формы с внутренними элементами вводят смолу под давлением одновременно всеми инжекторами, расположенными с первой стороны. Одновременно в различных вытяжных секторах поддерживают разрежение. Эффект разрежения в каждом из секторов независимо от других позволяет компенсировать эффект гравитации по фронту передвижения смолы.
На Фиг.5 представлен пример динамики во времени фронта смолы вдоль волокнистой структуры между первым впрыскивающим концом и вторым концом с вытяжными секторами. На протяжении 542 сек, соответствующем заполнению, путем моделирования была определена форма фронта в 10 точках от t1 до t10 от начала впрыскивания до конца заполнения. Констатируется, что фронт смолы равномерно перемещается, по существу, перпендикулярно оси оборудования.
Изобретение относится к способу изготовления цилиндрической детали из композитного материала и к устройству для литья под давлением. Согласно способу размещают волокнистую структуру (Р) на горизонтальной оправке. Устанавливают кольцевую литейную форму вокруг волокнистой структуры и оправки. Подают в оболочку смолу через первый осевой конец при поддержании на втором осевом конце оболочки давления, меньшего давления подачи смолы. Оболочка удерживается в горизонтальном или, по существу, горизонтальном положении. Второй осевой конец содержит по меньшей мере два вытяжных сектора в форме кольцевых секторов, каждый из которых независимо удерживают при давлении, меньшем упомянутого давления подачи. Изобретение обеспечивает повышение качества получаемых изделий при упрощении обслуживания литейной формы. 2 н. и 8 з.п. ф-лы, 5 ил.
1. Способ изготовления цилиндрической детали из композитного материала, включающий следующие этапы:
a. размещают волокнистую структуру (Р) на горизонтальной оправке,
b. устанавливают кольцевую литейную форму вокруг волокнистой структуры и оправки,
c. подают в оболочку смолу через первый осевой конец (141) при поддержании на втором осевом конце (142) оболочки давления, меньшего давления подачи смолы, при этом оболочка удерживается в горизонтальном или, по существу, горизонтальном положении, отличающийся тем, что второй осевой конец (142) содержит по меньшей мере два вытяжных сектора (142е1, 142е2…) в форме кольцевых секторов, каждый из которых независимо удерживают при давлении, меньшем упомянутого давления подачи.
2. Способ по п.1, в котором оболочка питается смолой по меньшей мере из двух инжекторов, распределенных по окружности первого осевого конца (141).
3. Способ по п 2, в котором упомянутые вытяжные секторы (142е1, 142е2) расположены каждый в продолжение инжекторов первого конца.
4. Устройство для литья под давлением для осуществления способа по одному из пп.1-3 для изготовления цилиндрической детали, содержащее крайнюю стенку литейной формы, снабженную вытяжным каналом, отличающееся тем, что упомянутый вытяжной канал образован по меньшей мере двумя независимыми кольцевыми секторами (142е1, 142е2, …).
5. Устройство по п.4, в котором вытяжной канал выполнен в виде по меньшей мере двух кольцевых секторов, разделенных поперечными перегородками (143).
6. Устройство по одному из пп.4-5 для изготовления такой детали, как кожух турбомашины, содержащий по меньшей мере один фланец на осевом конце, при этом упомянутый второй осевой конец (142) образует фланец.
7. Устройство по п.6, содержащее кольцевой сектор, образующий вытяжку, выполненную на входной радиальной части упомянутой стенки, образующей фланец.
8. Устройство по одному из пп.4-7, содержащее кольцевой сектор, образующий вытяжку, выполненную на выходной радиальной части упомянутой стенки, образующей фланец.
9. Устройство по одному из пп.4-8, содержащее кольцевой сектор, образующий вытяжку, выполненную на продольной части стенки, образующей фланец.
10. Устройство по одному из пп.4-9, содержащее на первом конце по меньшей мере два инжектора смолы, при этом упомянутые кольцевые секторы образуют вытяжки, расположенные каждая на линии инжектора по его центру.
| EP 1134069 A1, 19.09.2001 | |||
| EP 1932653 A1, 18.06.2008 | |||
| EP 1961923 A2, 27.08.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ПАНЕЛЕЙ | 1990 |
|
RU2087320C1 |

