Предпосылки создания изобретения
Изобретение относится к корпусам газотурбинных двигателей и, более конкретно, но не исключительно, к корпусам вентиляторов для газотурбинных авиационных двигателей.
В газотурбинном авиационном двигателе корпус вентилятора выполняет ряд функций. В частности, он ограничивает канал для впуска воздуха в двигатель, он, если требуется, обеспечивает опору для истираемого материала относительно кромок лопастей вентилятора и/или конструкцию для поглощения звуковых волн, предназначенную для акустического подавления на входе двигателя, и он включает в себя удерживающий экран или обеспечивает опору для удерживающего экрана.
Корпуса, такие как корпус вентилятора, обычно изготавливали из металлических материалов, но в настоящее время их изготавливают из композиционных материалов, то есть из предварительно отформованной заготовки из волокна, уплотненной посредством органической матрицы, в результате чего обеспечивается возможность изготовления компонентов с общим весом, который меньше веса таких же компонентов, изготовленных из металла, при одновременном придании механической прочности, которая, по меньшей мере, является эквивалентной, если не лучшей. Изготовление корпуса вентилятора из композиционного материала с органической матрицей описано, в частности, в документе US 8 322 971.
Несмотря на то, что использование корпусов из композиционного материала обеспечивает возможность снижения общего веса двигателя, данное снижение веса вызывает уменьшение резонансных частот корпуса, и это может привести к интерференции с вихревыми следами от лопастей вентилятора, причем в этом случае корпус входит в резонанс, когда его собственные резонансные частоты соответствуют гармонике возбуждения, создаваемой вихревым следом от лопастей. При таких обстоятельствах необходимо усилить корпус из композиционного материала.
Задача и сущность изобретения
Задача изобретения состоит в том, чтобы предложить корпус газотурбинного двигателя, изготовленный из композиционного материала, который имеет повышенную жесткость, и выполнить это без значительного увеличения размера и веса корпуса.
Данная задача решается посредством корпуса газотурбинного двигателя, изготовленного из композиционного материала, содержащего армирующий материал, уплотненный матрицей, при этом указанный корпус имеет форму тела вращения и отличается тем, что он содержит, по меньшей мере, одну часть, представляющую собой элемент жесткости и проходящую с радиусом, превышающим радиус частей корпуса, расположенных впереди и позади по потоку, которые являются смежными с указанной частью, представляющей собой элемент жесткости, для образования кольцевого углубления на внутренней поверхности корпуса.
При формировании, по меньшей мере, одного уступа в профиле корпуса, который не повторяет профиль канала для воздушного потока, границы которого обычно определяются всей внутренней поверхностью корпуса, корпус по изобретению имеет локально особую форму, которая обеспечивает самоусиление. Следовательно, корпус по настоящему изобретению имеет повышенную жесткость, и это обеспечивается без добавления дополнительных элементов, таких как специально разработанные элементы жесткости, установленные на корпусе из композиционного материала, которые сделали бы изготовление корпуса более сложным и привели бы к увеличению его общего веса.
В соответствии с одним аспектом корпуса по изобретению каждая часть, представляющая собой элемент жесткости, имеет в осевом сечении омегообразную форму.
Кольцевое углубление, образованное каждой частью, представляющей собой элемент жесткости, предпочтительно заполнено наполнителем или заполняющей структурой для обеспечения непрерывности внутренней поверхности корпуса между частями корпуса, расположенными впереди и позади по потоку, которые являются смежными с каждой частью, представляющей собой элемент жесткости.
Также предпочтительно, если кольцевое углубление, образованное каждой частью, представляющей собой элемент жесткости, заполнено материалом или структурой, обеспечивающим (-ей) акустическое затухание.
В соответствии с другим аспектом корпуса по изобретению он включает в себя удерживающую зону, имеющую толщину, которая больше толщины остальной части корпуса, при этом указанная (-ые) часть (-и), представляющая (-е) собой элемент (-ы) жесткости, расположена (-ы) снаружи удерживающей зоны.
В соответствии с изобретением также предложены газотурбинный авиационный двигатель, имеющий удерживающий корпус вентилятора по изобретению, а также воздушное судно, имеющее один или более подобных авиационных двигателей.
В соответствии с изобретением также предложен способ изготовления корпуса газотурбинного двигателя из композиционного материала, при этом способ включает плетение волокнистой структуры в виде цельной полосы посредством трехмерного или многослойного плетения, придание определенной формы указанной структуре посредством ее намотки на опорную оснастку и уплотнение волокнистого армирующего материала посредством матрицы, при этом способ отличается тем, что во время придания определенной формы волокнистой структуре придают форму так, чтобы получить предварительно отформованную заготовку из волокна, имеющую, по меньшей мере, одну ступенчатую часть, проходящую с радиусом, который больше радиуса частей предварительно отформованной заготовки, расположенных впереди и позади по потоку, которые являются смежными с указанной ступенчатой частью, при этом указанная ступенчатая часть образует кольцевое углубление на внутренней поверхности корпуса после уплотнения.
В соответствии с одним аспектом способа по изобретению каждая часть, представляющая собой элемент жесткости, имеет в осевом сечении омегообразную форму.
Кольцевое углубление, образованное каждой частью, представляющей собой элемент жесткости, предпочтительно заполняют наполнителем или заполняющей структурой для обеспечения непрерывности внутренней поверхности корпуса между частями корпуса, расположенными впереди и позади по потоку, которые являются смежными с каждой частью, представляющей собой элемент жесткости.
Также предпочтительно, если кольцевое углубление, образованное каждой частью, представляющей собой элемент жесткости, заполняют материалом или структурой, обеспечивающим (-ей) акустическое затухание.
В соответствии с другим аспектом способа по изобретению предварительно отформованная заготовка из волокна имеет зону с большей толщиной по сравнению с остальной частью предварительно отформованной заготовки из волокна, которая предназначена для образования удерживающей зоны в корпусе, при этом указанная (указанные) ступенчатая (-ые) часть (-и) расположена (-ы) снаружи части с большей толщиной.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут явными из нижеследующего описания конкретных вариантов осуществления изобретения, приведенных в качестве неограничивающих примеров и со ссылкой на сопровождающие чертежи, в которых:
- фиг.1 представляет собой вид в перспективе авиационного двигателя в соответствии с одним вариантом осуществления изобретения;
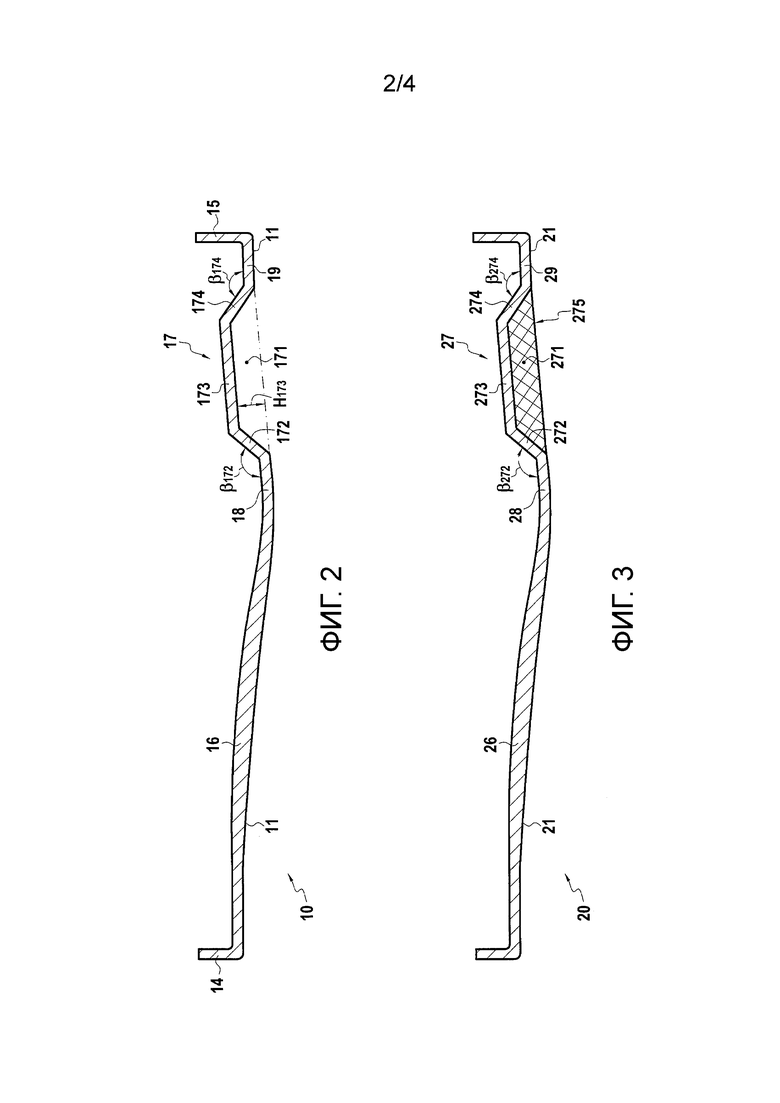
- фиг.2 представляет собой осевое полусечение корпуса вентилятора двигателя по фиг.1;
- фиг.3 представляет собой осевое полусечение корпуса вентилятора в соответствии с другим вариантом осуществления изобретения;
- фиг.4 представляет собой вид в перспективе, показывающий волокнистую структуру в процессе придания ей определенной формы для образования армирующего материала корпуса вентилятора по фиг.2;
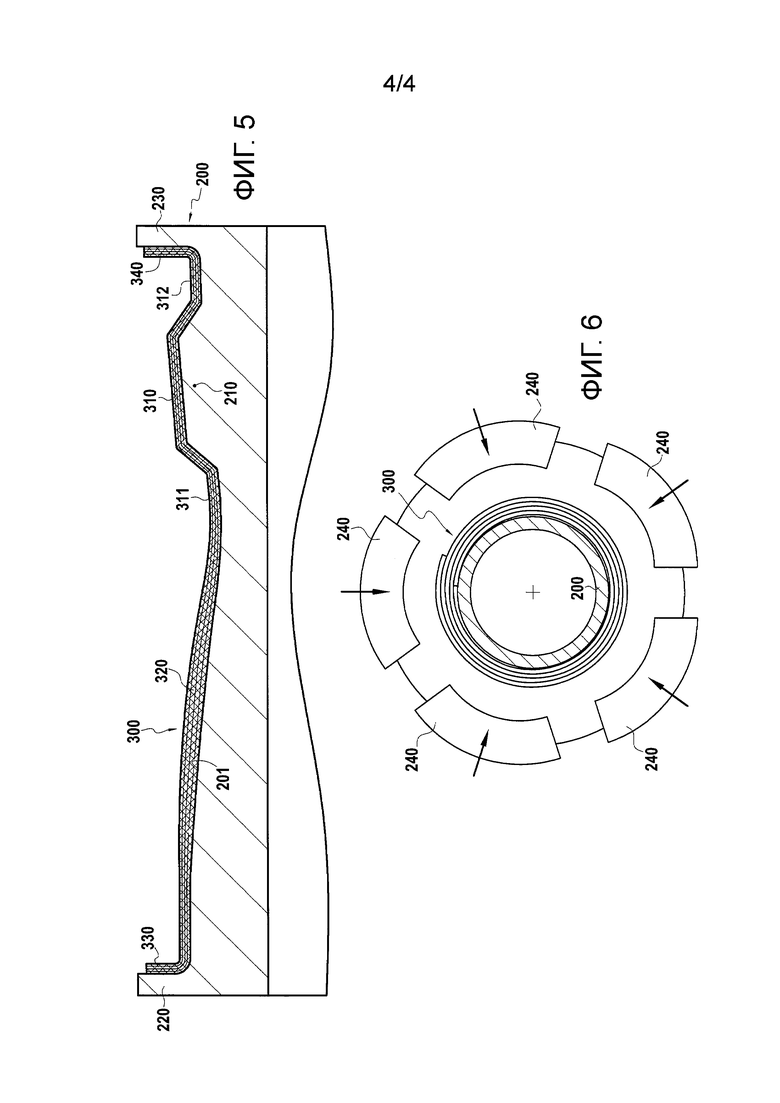
- фиг.5 представляет собой осевое полусечение предварительно отформованной заготовки корпуса по фиг.2, полученной посредством намотки волокнистой структуры, как показано на фиг.4; и
- фиг.6 представляет собой вид в разрезе, показывающий положение секторов для впрыска на предварительно отформованной заготовке корпуса по фиг.2, полученной посредством намотки волокнистой структуры, как показано на фиг.4.
Подробное описание вариантов осуществления
Изобретение относится в целом к любому корпусу газотурбинного двигателя, изготовленному из композиционных материалов с органической матрицей.
Изобретение описано ниже в контексте его применения для корпуса вентилятора для газотурбинного авиационного двигателя.
Как схематически показано на фиг.1, подобный двигатель содержит - от входной части к выходной части в направлении потока газа: вентилятор 1, расположенный на входе двигателя, компрессор 2, камеру 4 сгорания, турбину 4 высокого давления и турбину 5 низкого давления.
Двигатель размещен внутри корпуса, содержащего множество частей, соответствующих разным элементам двигателя. Таким образом, вентилятор 1 окружен корпусом 10 вентилятора в виде тела вращения.
Фиг.2 показывает профиль (в осевом сечении) корпуса 10 вентилятора, который в данном примере изготовлен из композиционного материала с органической матрицей, то есть из армирующего материала, выполненного из волокон, например, углеродных волокон, стекловолокон, арамидных или керамических волокон, и уплотненного полимерной матрицей, например, эпоксидной, бисмалеимидной или полиимидной матрицей. Изготовление корпуса из композиционного материала описано, в частности, в документе US 8 322 971. Внутренняя поверхность 11 корпуса ограничивает воздушный впускной канал двигателя.
Корпус 10 может быть выполнен с наружными фланцами 14, 15 на его входном и выходном концах для обеспечения возможности его установки на других элементах и присоединения к другим элементам. Между его входным и выходным концами корпус 10 имеет толщину, которая изменяется, при этом часть 16 корпуса имеет бóльшую толщину, чем концевые части, и постепенно переходит в них. Часть 16 проходит от края до края места расположения вентилятора от входного конца до выходного конца для образования удерживающей зоны, выполненной с возможностью удерживания продуктов изнашивания, частиц или предметов, засосанных на входе двигателя или образующихся в результате повреждения лопастей вентилятора и выталкиваемых в радиальном направлении за счет вращения вентилятора, для предотвращения их прохождения через корпус и повреждения других компонентов воздушного судна.
В соответствии с изобретением корпус 10 также имеет часть 17, представляющую собой элемент жесткости и проходящую с радиусом, который больше радиуса частей 18 и 19 корпуса, расположенных впереди и позади по потоку, которые являются смежными с частью 17, представляющей собой элемент жесткости, для образования кольцевого углубления 171 на внутренней поверхности 11 корпуса 10. Более точно, часть 17, представляющая собой элемент жесткости, образована кольцевым плоским участком 173, который смещен в радиальном направлении к наружной стороне корпуса относительно внутренней поверхности 11 корпуса. Кольцевой плоский участок 173 соединен с частями 18 и 19, расположенными впереди и позади по потоку и образующими участки внутренней поверхности 11 корпуса, посредством соответствующих кольцевых наклонных участков 172 и 174. Углы β172 и β174, образованные соответственно между наклонными участками 172 и 174 и частями 18 и 19, расположенными впереди и позади по потоку, предпочтительно составляют более 90° и менее 180°. Данные углы определяются, в частности, в зависимости от жесткости, которую желательно придать корпусу, и в зависимости от возможностей изготовления.
Высота Н173 плоского участка, соответствующая его радиальному смещению относительно внутренней поверхности 11 корпуса, также зависит от жесткости, которую желательно придать корпусу, при одновременном учете ограничений по размеру корпуса для обеспечения возможности его встраивания в конфигурацию двигателя.
В описываемом в данный момент варианте осуществления плоский участок 173 и наклонные участки 172 и 174 имеют профили в осевом сечении, которые являются прямолинейными. Тем не менее, в разновидностях вариантов осуществления данные элементы могут с таким же успехом иметь профили, которые являются слегка изогнутыми или волнообразными.
В описываемом в данный момент варианте осуществления часть 17, представляющая собой элемент жесткости, имеет омегообразную форму, которая представляет собой форму, хорошо подходящую для придания жесткости.
Фиг.3 показывает корпус 20 в соответствии с изобретением, который отличается от вышеописанного корпуса 10 тем, что кольцевое углубление 271, образованное плоским участком и кольцевыми наклонными участками 272, 273 и 274, образующими часть 27, представляющую собой элемент жесткости, заполнено наполнителем или заполняющей структурой, которая в данном примере соответствует ячеистой структуре 275, служащей для обеспечения акустического затухания.
Наполнитель в кольцевом углублении 271, образованном частью 27, представляющей собой элемент жесткости, служит для придания непрерывности внутренней поверхности 21 между частями 28 и 29, расположенными впереди и позади по потоку, и, следовательно, для избежания изменения канала, ограниченного указанной внутренней поверхностью корпуса. Заполнение может быть выполнено посредством использования любого соответствующего типа материала или структуры и, в частности, материала (например, вспененного материала) или структуры (например, ячеистой структуры), который (-ая) служит для обеспечения обработки для акустического затухания. Помимо заданной жесткости высота плоского участка в части, представляющей собой элемент жесткости, также может быть определена в зависимости от оптимальной высоты для акустической обработки.
Корпус по изобретению может иметь множество частей, представляющих собой элементы жесткости, аналогичных вышеописанным частям 17 и 27, представляющим собой элементы жесткости. Тем не менее, часть (-и), представляющая (-ие) собой элемент (-ы) жесткости, предпочтительно расположена (-ы) снаружи удерживающей зоны, образованной частью с дополнительной толщиной, соответствующей соответствующим частям 16 и 26 вышеописанных корпусов 10 и 20.
Ниже описан способ изготовления корпуса 10 из композиционного материала, содержащего волокнистый армирующий материал, уплотненный матрицей.
Изготовление корпуса начинается посредством образования волокнистой структуры в виде полосы. Фиг.4 показывает очень схематически волокнистую структуру 100, сплетенную в виде полосы, которая должна образовывать предварительно отформованную заготовку из волокна для корпуса двигателя воздушного судна.
Волокнистую структуру 100 получают трехмерным или многослойным плетением, которое выполняют известным способом посредством использования жаккардового ткацкого станка, имеющего совокупность нитей 101 основы или одиночных нитей, расположенных на нем в множестве слоев, при этом нити основы связаны друг с другом нитями 102 утка.
В показанном примере трехмерное плетение выполняют посредством интерлочного переплетения/тканья. Термин «интерлочное переплетение/тканье» используется в данном документе для обозначения переплетения, в котором каждый слой нитей утка соединяет множество слоев нитей основы, при этом все нити в отдельно взятом уточном столбике имеют одно и то же смещение в плоскости переплетения.
Могут быть использованы другие известные типы многослойного плетения, в частности, такие как описанные в документе WO 2006/136755.
Волокнистая структура, в частности, может быть соткана из нитей, образованных из углеродных волокон, из керамических волокон, таких как кремний-углеродные волокна, из стекловолокон или в действительности из арамидных волокон.
Как показано на фиг.4, армирующий материал/армирующая структуру из волокна образуют посредством намотки волокнистой структуры 100, образованной с изменяющейся толщиной посредством трехмерного плетения, на оправку 200, при этом указанная оправка имеет профиль, соответствующий профилю корпуса, который должен быть изготовлен. Армирующий материал/армирующая структура из волокна предпочтительно образует законченную трубчатую предварительно отформованную заготовку из волокна для корпуса 10, образующую один компонент, включающий в себя элемент жесткости, соответствующий части 17, представляющей собой элемент жесткости.
Для этого оправка 200 имеет наружную поверхность 201 с профилем, который соответствует внутренней поверхности корпуса, который должен быть изготовлен. При намотке на оправку 200 волокнистая структура 100 плотно прилегает к ее профилю. Оправка 200 включает в себя кольцевой выступ 210 на ее наружной поверхности 201, который имеет форму и размеры выступа, соответствующие форме и размерам части 17, представляющей собой элемент жесткости, которая должна быть образована. Оправка 200 также имеет два боковых пластинчатых элемента 220 и 230, предназначенные для образования частей предварительно отформованной заготовки из волокна, которые соответствуют фланцам 14 и 15 корпуса 10.
Фиг.5 представляет собой вид в разрезе предварительно отформованной заготовки 300 из волокна, полученной после намотки волокнистой структуры 100 в виде множества слоев на оправке 200. Число слоев или витков зависит от заданной толщины и от толщины волокнистой структуры. Данное число предпочтительно составляет, по меньшей мере, два. В описываемом в данный момент примере предварительно отформованная заготовка 300 имеет четыре слоя волокнистой структуры 100.
Предварительно отформованную заготовку 300 из волокна получают со ступенчатой частью 310, проходящей с радиусом, который превышает радиус частей 311 и 312 предварительно отформованной заготовки, расположенных впереди и позади по потоку, которые расположены с обеих сторон ступенчатой части. Ступенчатая часть 310 соответствует части 17 корпуса 10, представляющей собой элемент жесткости. Предварительно отформованная заготовка из волокна также имеет часть 320 с большей толщиной, которая соответствует части 16 корпуса, представляющей собой удерживающую зону, и концевые части 330 и 340, соответствующие фланцам 14 и 15 корпуса.
После этого предварительно отформованную заготовку 300 из волокна уплотняют посредством матрицы.
Уплотнение предварительно отформованной заготовки из волокна заключается в заполнении пор предварительно отформованной заготовки на части ее объема или на всем ее объеме посредством использования материала, который образует матрицу.
Матрица может быть получена известным способом посредством использования жидкостной технологии.
Жидкостная технология состоит в пропитке предварительно отформованной заготовки жидким составом, содержащим органическое исходное вещество для материала матрицы. Органическое исходное вещество обычно имеет вид полимера, такого как смола, возможно, разбавленная растворителем. Предварительно отформованную заготовку из волокна размещают в пресс-форме, которая может быть герметично закрыта и которая имеет полость с формой конечной детали, отформованной в пресс-форме. Как показано на фиг.6, предварительно отформованную заготовку 300 из волокна в данном примере размещают между множеством секторов 240, образующих крышку пресс-формы, и оправкой 200, образующей опору, при этом данные элементы имеют соответственно наружную форму и внутреннюю форму корпуса, который должен быть изготовлен. После этого жидкое исходное вещество матрицы, например, смолу впрыскивают во всю полость для пропитки всей волокнистой части предварительно отформованной заготовки.
Исходное вещество превращается в органическую матрицу, то есть оно полимеризуется посредством термообработки, как правило, путем нагрева пресс-формы, после удаления любого растворителя и отверждения полимера, при этом предварительно отформованную заготовку продолжают удерживать внутри пресс-формы, имеющей конфигурацию, которая соответствует форме детали, которая должна быть изготовлена. Органическая матрица может быть получена, в частности, из эпоксидной смолы, например, такой как промышленно изготавливаемая и имеющаяся на рынке, высокоэффективная эпоксидная смола, или из жидких исходных веществ для углеродных или керамических матриц.
При образовании углеродной или керамической матрицы термообработка заключается в пиролизе органического исходного вещества для превращения органической матрицы в углеродную или керамическую матрицу в зависимости от используемого исходного вещества и от условий пиролиза. В качестве примера жидкие исходные вещества для углеродной матрицы могут представлять собой смолы, имеющие сравнительно высокое содержание кокса, такие как фенольные смолы, в то время как жидкие исходные вещества для керамической матрицы и, в частности, SiC, могут представлять собой смолы типа поликарбосилана (PCS) или полититанокарбосилана (PTCS) или полисилазана (PSZ). Множество последовательных циклов от пропитки до термообработки могут быть выполнены для достижения заданной степени уплотнения.
В соответствии с одним аспектом изобретения предварительно отформованная заготовка из волокна может быть уплотнена посредством хорошо известного способа литьевого прессования полимера (RTM). В способе литьевого прессования полимера предварительно отформованную заготовку из волокна размещают в пресс-форме, имеющей форму корпуса, который должен быть изготовлен. Термоотверждающуюся смолу впрыскивают во внутреннее пространство, которое образовано между компонентом из жесткого материала и пресс-формой и которое включает в себя предварительно отформованную заготовку из волокна. Как правило, создают градиент давления в данном внутреннем пространстве между местом, в котором впрыскивают смолу, и отверстиями для выпуска смолы для регулирования и оптимизации пропитки предварительно отформованной заготовки смолой.
В качестве примера используемая смола может представлять собой эпоксидную смолу. Хорошо известны смолы, пригодные для способов литьевого прессования полимеров (RTM). Они предпочтительно имеют низкую вязкость для облегчения их впрыска между волокнами. Выбор класса нагревостойкости и/или химических свойств смолы зависит от термомеханических напряжений, которым должна подвергаться деталь. Как только смола будет впрыснута через армирующий материал, она полимеризуется посредством термообработки в соответствии со способом литьевого прессования полимеров (RTM).
После впрыска и полимеризации деталь извлекают из пресс-формы. В завершение деталь подвергают обрезке для удаления избыточной смолы, и фаски образуют механической обработкой для получения корпуса 10, подобного показанным на фиг.1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ ОГНЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2669429C1 |
| РЕМОНТ ИЛИ ТЕХНОЛОГИЧЕСКОЕ ВОССТАНОВЛЕНИЕ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВОЛОКНИСТЫМ АРМИРУЮЩИМ НАПОЛНИТЕЛЕМ ТРЕХМЕРНОГО ПЛЕТЕНИЯ | 2020 |
|
RU2798925C2 |
| КОРПУС, ВЫПОЛНЕННЫЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С ОРГАНИЧЕСКОЙ МАТРИЦЕЙ, КОТОРЫЙ СПОСОБСТВУЕТ ВЫПУСКУ ДЫМА | 2014 |
|
RU2671609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОЙ КОНСТРУКЦИИ СМЕСИТЕЛЯ ПОТОКА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ГАЗОТУРБИННОГО АВИАЦИОННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2450150C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ГАЗОВОЙ ТУРБИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И КОРПУС, ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ | 2008 |
|
RU2450130C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| ТКАНАЯ ВОЛОКНИСТАЯ СТРУКТУРА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВКИ КОРПУСА | 2018 |
|
RU2769388C2 |
| ДЕТАЛЬ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2016 |
|
RU2740763C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |
| Противопожарная защита картера вентилятора из композиционного материала | 2015 |
|
RU2662264C2 |


Изобретение относится к корпусу газотурбинного двигателя. Техническим результатом является повышение жесткости корпуса без значительного увеличения размера и веса. Технический результат достигается корпусом газотурбинного двигателя, который изготовлен из композиционного материала, содержащего армирующий материал, уплотненный матрицей, и имеет форму тела вращения. При этом он содержит часть (17), представляющую собой элемент жесткости и проходящую с радиусом, превышающим радиус частей (18, 19) корпуса, расположенных впереди и позади по потоку, которые являются смежными с указанной частью (17), представляющей собой элемент жесткости, для образования кольцевого углубления (171) на внутренней поверхности (11) корпуса (10). Причем корпус включает в себя удерживающую зону (16), имеющую толщину, которая больше толщины остальной части корпуса (10). При этом указанная часть (17), представляющая собой элемент жесткости, расположена снаружи удерживающей зоны (16). 4 н. и 6 з.п. ф-лы, 6 ил.
1. Корпус (10) газотурбинного двигателя, изготовленный из композиционного материала, содержащего армирующий материал, уплотненный матрицей, при этом указанный корпус имеет форму тела вращения и отличается тем, что он содержит по меньшей мере одну часть (17), представляющую собой элемент жесткости и проходящую с радиусом, превышающим радиус частей (18, 19) корпуса, расположенных впереди и позади по потоку, которые являются смежными с указанной частью (17), представляющей собой элемент жесткости, для образования кольцевого углубления (171) на внутренней поверхности (11) корпуса (10), причем корпус включает в себя удерживающую зону (16), имеющую толщину, которая больше толщины остальной части корпуса (10), при этом указанная (-ые) часть (-и) (17), представляющая (-е) собой элемент (-ы) жесткости, расположена (-ы) снаружи удерживающей зоны (16).
2. Корпус по п. 1, отличающийся тем, что каждая часть (17), представляющая собой элемент жесткости, имеет в осевом сечении омегообразную форму.
3. Корпус по п. 1, отличающийся тем, что кольцевое углубление (271), образованное каждой частью (27), представляющей собой элемент жесткости, заполнено наполнителем или заполняющей структурой (275) для обеспечения непрерывности внутренней поверхности (21) корпуса (20) между частями (28, 29) корпуса (20), расположенными впереди и позади по потоку, которые являются смежными с каждой частью (27), представляющей собой элемент жесткости.
4. Корпус по п. 1, отличающийся тем, что кольцевое углубление (271), образованное каждой частью (27), представляющей собой элемент жесткости, заполнено материалом или структурой (275), обеспечивающим (-ей) акустическое затухание.
5. Газотурбинный авиационный двигатель, имеющий корпус (10) газотурбинного двигателя по п. 1.
6. Воздушное судно, включающее в себя один или более двигателей по п. 5.
7. Способ изготовления корпуса (10) газотурбинного двигателя из композиционного материала, при этом способ включает плетение волокнистой структуры (100) в виде цельной полосы посредством трехмерного или многослойного плетения, придание определенной формы указанной структуре посредством ее намотки на опорную оснастку (200) и уплотнение волокнистого армирующего материала (300) посредством матрицы, при этом способ отличается тем, что во время придания определенной формы волокнистой структуре (100) придают форму так, чтобы получить предварительно отформованную заготовку (300) из волокна, имеющую по меньшей мере одну ступенчатую часть (310), проходящую с радиусом, который больше радиуса частей (311, 312) предварительно отформованной заготовки, расположенных впереди и позади по потоку, которые являются смежными с указанной ступенчатой частью, при этом указанная ступенчатая часть образует кольцевое углубление (171) на внутренней поверхности (11) корпуса (10) после уплотнения, причем предварительно отформованная заготовка (300) из волокна имеет зону (320) с толщиной, которая больше толщины остальной части предварительно отформованной заготовки из волокна, для образования удерживающей зоны (16) в корпусе (10), при этом указанная (-ые) ступенчатая (-ые) часть (-и) (310) расположена (-ы) снаружи части (320) с большей толщиной.
8. Способ по п. 7, отличающийся тем, что каждая часть (17), представляющая собой элемент жесткости, имеет в осевом сечении омегообразную форму.
9. Способ по п. 7, отличающийся тем, что кольцевое углубление, образованное каждой частью (17), представляющей собой элемент жесткости, заполняют наполнителем или заполняющей структурой (275) для обеспечения непрерывности внутренней поверхности (21) корпуса (20) между частями (28, 29) корпуса (20), расположенными впереди и позади по потоку, которые являются смежными с каждой частью (27), представляющей собой элемент жесткости.
10. Способ по п. 7, отличающийся тем, что кольцевое углубление (271), образованное каждой частью (27), представляющей собой элемент жесткости, заполняют материалом или структурой (275), обеспечивающим (-ей) акустическое затухание.
| WO 2013114051 A1, 08.08.2013 | |||
| FR 2975735 A1, 30.11.2012 | |||
| WO 2013007937 A2, 17.01.2013 | |||
| US 20130048414 A1, 28.02.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО СЛОЯ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВКИ КОМПОЗИТНОЙ ДЕТАЛИ | 2007 |
|
RU2425748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435665C1 |

