ОБЛАСТЬ ТЕХНИКИ
[0001] Данное изобретение относится к заземляющей гайке, в которой может быть достигнуто состояние проводимости между указанной гайкой и болтом.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0002] В Патентном документе 1 описана известная заземляющая гайка, имеющая деформируемую часть, резьбовая часть которой частично уменьшается в диаметре под действием внешнего усилия. При сопряжении с болтом деформируемая часть заземляющей гайки снимает с него покрывающую пленку, в результате чего обеспечивается состояние проводимости между заземляющей гайкой и болтом.
ПЕРЕЧЕНЬ ЦИТИРУЕМЫХ ДОКУМЕНТОВ
Патентные документы
[0003] Патентный документ 1: JP-A-2004-36682
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая задача
[0004] В данном случае деформируемая часть такой заземляющей гайки выполнена только на участке резьбовой части. Таким образом, вероятность обеспечения контакта резьбовой части с болтом на части, отличной от деформируемой части, мала, что приводит к недостаточному усилию затяга по отношению к болту.
[0005] Деформируемая часть образована путем приложения внешнего усилия к боковой поверхности резьбовой части с уменьшением тем самым ее диаметра. Таким образом, имеется вероятность того, что деформируемая часть будет иметь несимметричную форму. Соответственно, существует риск возникновения неустойчивости в состоянии проводимости между деформируемой частью и болтом, что приводит к нарушению функции заземления, обеспечиваемой заземляющей гайкой.
[0006] В данном изобретении предложена заземляющая гайка, в которой обеспечено большое усилие затяга и возможность надежного достижения состояния проводимости относительно болта.
Решение задачи
[0007] Заземляющая гайка согласно данному изобретению, которая может обеспечить решение вышеуказанных проблем, имеет резьбовое отверстие, взаимодействующее с болтом, на котором выполнены винтовые резьбы с шагом Р. Для всех винтовых резьб, выполненных в резьбовом отверстии, шаг Pn резьбы превышает шаг Ρ резьбы болта, а угол θ (в градусах) профиля резьбы составляет больше 60 градусов. На части резьбового отверстия в осевом направлении выполнен вырез, проходящий в осевом направлении, при этом торцевая поверхность винтовой резьбы, обращенная к вырезу, образует режущую кромку.
[0008] В заземляющей гайке согласно данному изобретению, когда шаг Pn винтовой резьбы выражен как Pn=Ρ+α через шаг Ρ резьбы болта, значение α предпочтительно удовлетворяет условию 0<α<0,1×Р.
[0009] В заземляющей гайке согласно данному изобретению, когда угол θ профиля винтовой резьбы выражен как θ=60+β, значение β предпочтительно удовлетворяет условию 0≤β≤10.
[0010] В заземляющей гайке согласно данному изобретению при действии на нее момента затяга предпочтительно обеспечено состояние проводимости относительно болта.
[0011] В заземляющей гайке согласно данному изобретению указанный вырез предпочтительно выполнен по меньшей мере с одной стороны в осевом направлении.
[0012] В заземляющей гайке согласно данному изобретению вырез предпочтительно выполнен на стороне введения болта.
[0013] В заземляющей гайке согласно данному изобретению вырез предпочтительно выполнен на обеих сторонах в осевом направлении.
[0014] Заземляющая гайка согласно данному изобретению предпочтительно представляет собой колпачковую гайку.
[0015] В заземляющей гайке согласно данному изобретению зазор между болтом и резьбовым отверстием предпочтительно заполнен уплотняющим материалом.
Полезные эффекты изобретения
[0016] Заземляющая гайка согласно данному изобретению обеспечивает большое усилие затяга и возможность надежного достижения состояния проводимости между указанной гайкой и болтом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] Фиг. 1 изображает вид сверху заземляющей гайки согласно варианту выполнения.
Фиг. 2 изображает разрез по линии II-II на фиг. 1
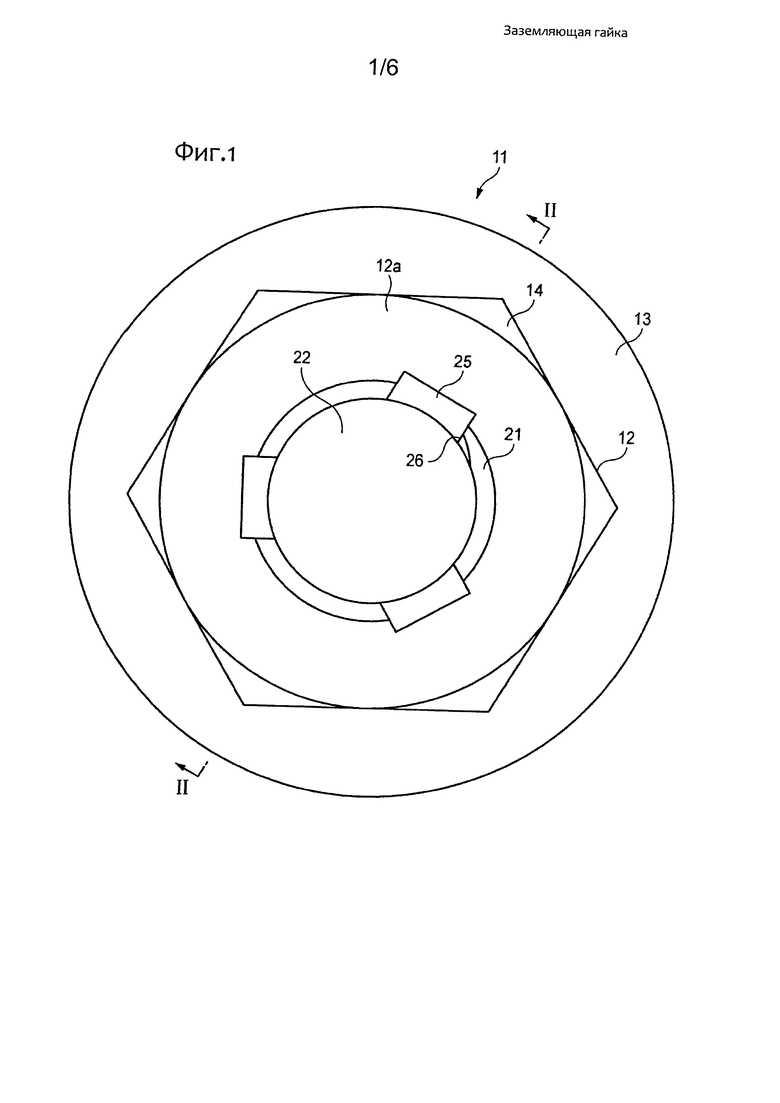
Фиг. 3 изображает разрез области взаимодействия заземляющей гайки и болта.
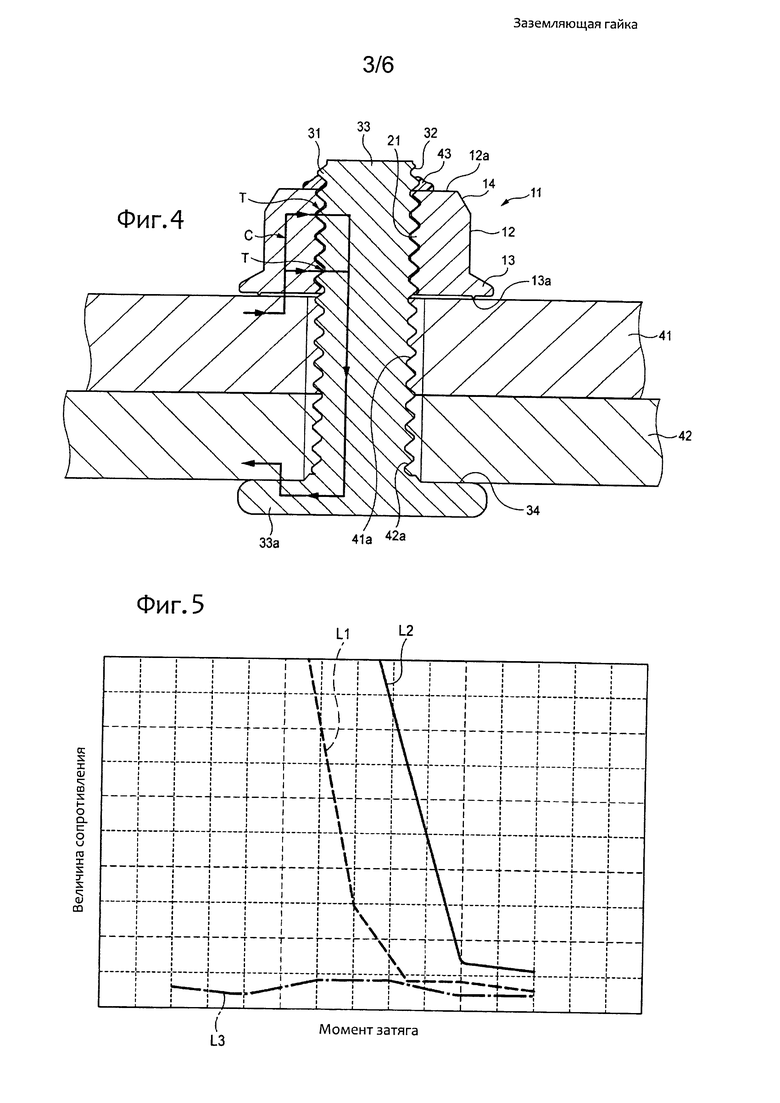
Фиг. 4 изображает разрез области взаимодействия, показывающий пример электронного компонента в прикрепленном состоянии, полученном с помощью заземляющей гайки и болта.
Фиг. 5 изображает график зависимости между моментом затяга и значением сопротивления в области взаимодействия.
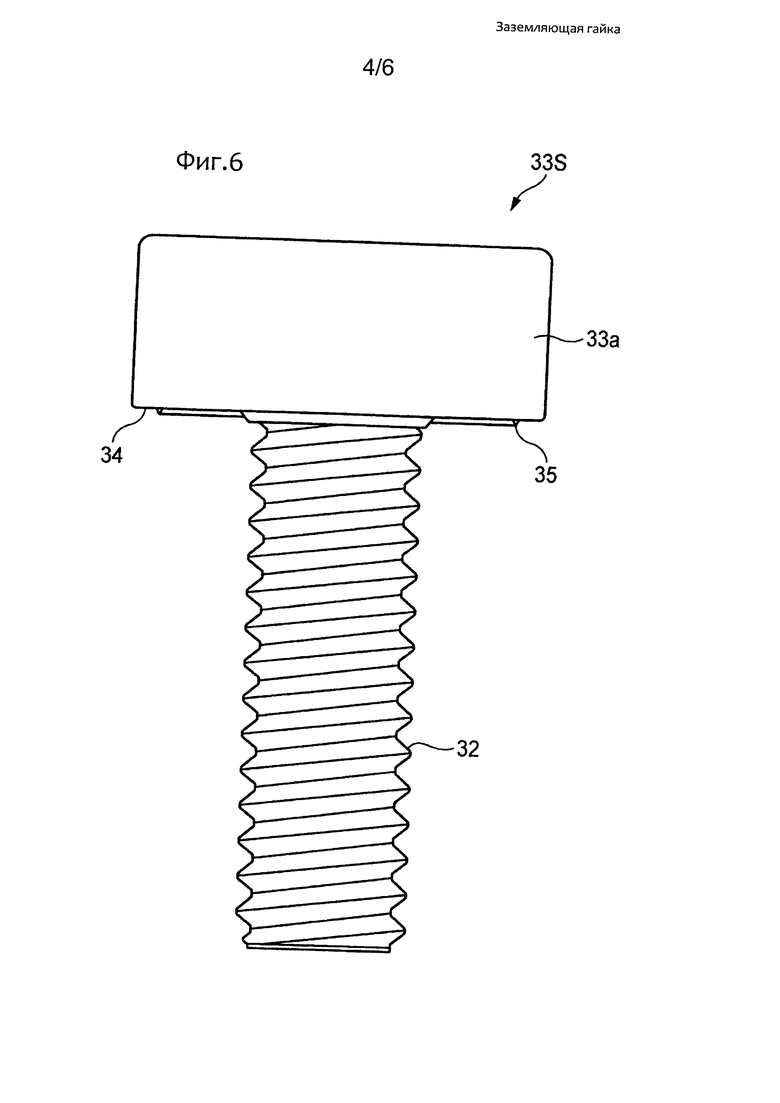
Фиг. 6 изображает разрез болта согласно стандартному примеру.
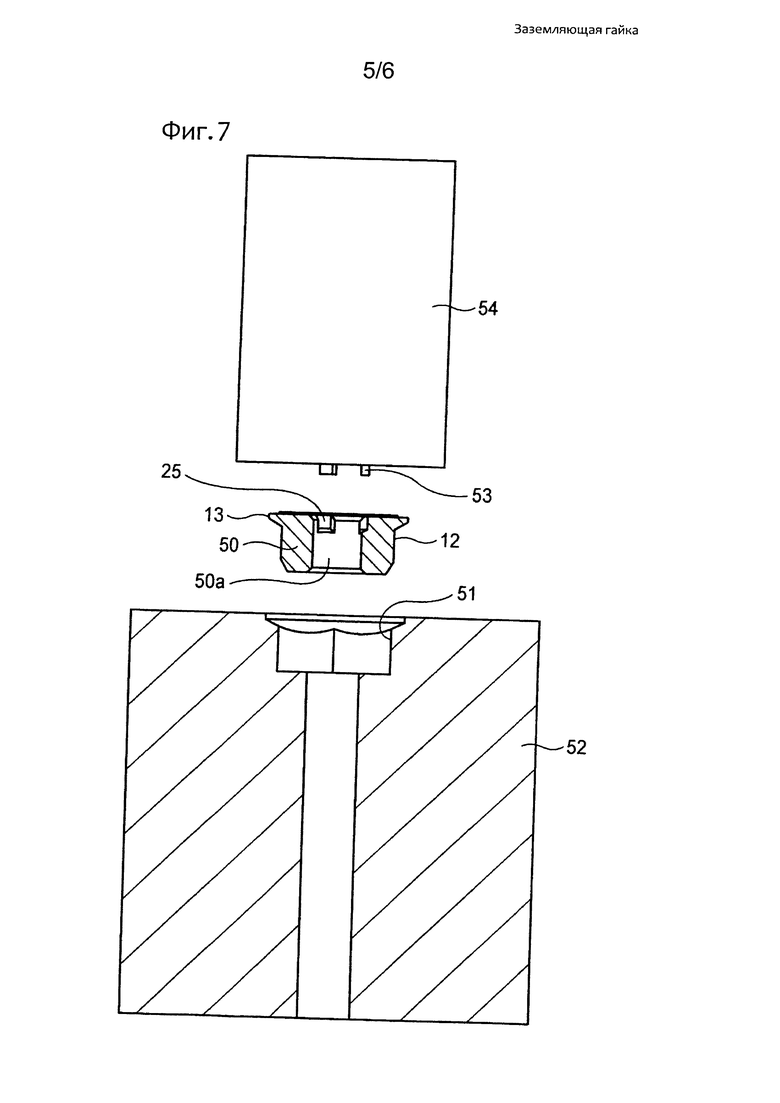
Фиг. 7 изображает разрез, иллюстрирующий этап высадки заземляющей гайки.
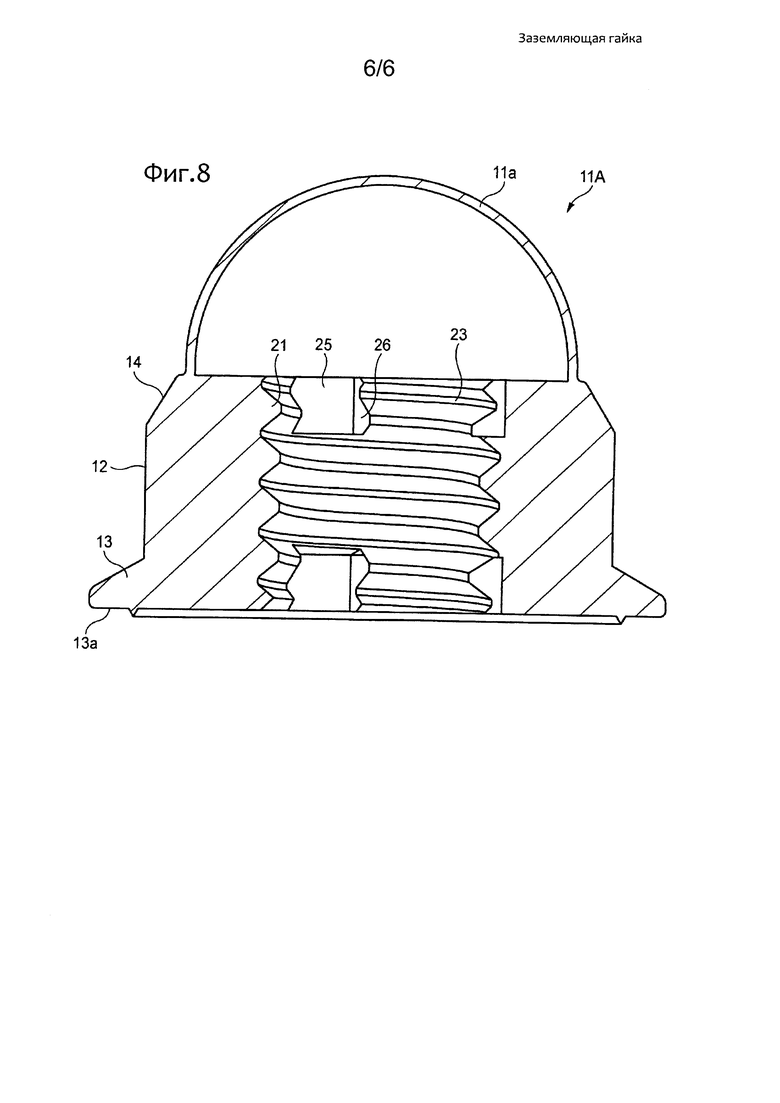
Фиг. 8 изображает разрез заземляющей гайки согласно модифицированному примеру.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0018] Ниже приведено описание примера варианта выполнения заземляющей гайки со ссылкой на чертежи.
На фиг. 1 изображен вид сверху заземляющей гайки согласно данному варианту выполнения. На фиг. 2 изображен разрез по линии II-II на фиг. 1. На фиг. 3 изображен разрез области взаимодействия заземляющей гайки и болта.
[0019] Как показано на фиг. 1 и 2, заземляющая гайка 11 согласно данному варианту выполнения имеет головку 12 и посадочную часть 13, выполненную на нижней части головки 12.
Например, гайка 11 применяется при выполнении заземления путем прикрепления электронного компонента к кузову автомобиля. При навинчивании на болт гайка 11 снимает с него предохранительную покрывающую пленку с обеспечением надлежащего состояния проводимости относительно завинчиваемого болта.
[0020] Например, как показано на фиг. 1, головка 12 гайки 11 имеет на виде сверху шестиугольную форму, что обеспечивает возможность взаимодействия с ней такого инструмента, как гаечный ключ. Посадочная часть 13 имеет на виде сверху форму диска и на внешней периферической стороне выступает дальше в наружном направлении, чем головка 12. Как показано на фиг. 2, головка 12 имеет скошенную часть 14, выполненную у краевой части верхней поверхности 12а, которая представляет собой поверхность на стороне, противоположной посадочной части 13. Часть 13 имеет выступ 15, проходящий в направлении вниз и выполненный кольцевым образом на посадочной поверхности 13а, которая представляет собой поверхность на стороне, противоположной головке 12.
[0021] В центре гайки 11 выполнено резьбовое отверстие 22 с резьбой 21. Как показано на фиг. 3, болт 33, имеющий резьбовую часть 32, на которой выполнена винтовая резьба 31 с шагом Р, может взаимодействовать с отверстием 22. В данном случае часть 32 болта 33 ввинчивают в отверстие 22 со стороны введения болта, расположенной на стороне посадочной части 13.
[0022] Для всех винтовых резьб 21, выполненных в отверстии 22 гайки 11, шаг Pn больше шага Р резьбы 31 резьбовой части 32 болта 33. Шаг Pn резьбы 21 гайки 11 задан нижеприведенным выражением (1) через шаг Р резьбы 31 резьбовой части 32 болта 33.
[0023] 
[0024] Значение α в выражении (1) удовлетворяет нижеприведенному условию (2).
[0025] 
[0026] Что касается конкретных размеров шага Р, например, если гайка 11 и болт 33 соответствуют размеру М6 согласно японскому промышленному стандарту (JIS), то Р=1 мм. Для размера М8 согласно JIS Р=1,25 мм.
[0027] Как показано на фиг. 3, угол θ (в градусах) профиля резьбы 21 гайки 11 превышает 60 градусов (θ>60). Другими словами, угол θ профиля резьбы 21 гайки 11 задан нижеследующим выражением (3).
[0028] 
[0029] Значение β в выражении (3) удовлетворяет нижеприведенному условию (4).
[0030] 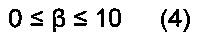
[0031] Согласно JIS углы профиля винтовых резьб болта и гайки составляют 60 градусов.
[0032] Как показано на фиг. 2, в гайке 11 согласно данному варианту выполнения в частях отверстия 22 выполнены вырезы 25, проходящие в осевом направлении. Вырезы 25 образованы в общей сложности в шести местах, а именно в двух местах на обеих сторонах болта 33 в осевом направлении отверстия 22, например на стороне введения болта (нижняя часть на фиг. 2) и на противоположной ей стороне (верхняя часть на фиг. 2), и в трех местах (см. фиг. 1) на заданных расстояниях друг от друга в окружном направлении. Количество вырезов 25 не ограничено данным примером и, соответственно, может быть выполнено любое количество вырезов.
[0033] Торцевая поверхность винтовой резьбы 21, обращенная к вырезу 25, образует режущую кромку 26, которая может снимать покрывающую пленку с болта 33.
[0034] В гайке 11, имеющей вышеописанную конфигурацию, резьбовая часть 32 болта 33 ввинчивается в отверстие 22 и, таким образом, гайка 11 и болт 33 свинчиваются вместе.
[0035] При этом в гайке 11 согласно данному варианту выполнения шаг Pn винтовой резьбы 21 превышает шаг Ρ винтовой резьбы 31 болта 33 на заданную величину α, то есть (Pn=Ρ+α). В этом случае при взаимодействии гайки 11 и болта 33 друг с другом разница (Pn-Ρ=α) между шагами резьб 21 и 31 накапливается в осевом направлении на протяжении всего отверстия 22 и резьбовой части 32.
[0036] Накопленный шаг влияет на взаимодействующие участки как отверстия 22, так и части 32 в осевом направлении с образованием тем самым на обеих их сторонах в осевом направлении контактной части Τ сильного сжатия, на котором резьба 31 болта 33 и резьба 21 гайки 11 взаимодействуют друг с другом с сильным сжатием. Соответственно, если часть 32 болта 33 ввинчена в отверстие 22 гайки 11, с помощью части Τ может быть обеспечено значительное усилие затяга и преобладающий крутящий момент.
[0037] В гайке 11 вырезы 25, выполненные в отверстии 22, расположены на обеих сторонах в осевом направлении, при этом поперечные срезы (торцевые поверхности) резьбы 21, обращенные к вырезам 25, представляют собой режущие кромки 26. При завинчивании части 32 болта 33, как описано выше, контактная часть Τ образуется в осевом направлении как на взаимодействующей части отверстия 22 гайки 11, так и на резьбовой части 32 болта 33. При этом режущие кромки 26 заходят на резьбу 31 резьбовой части 32 болта 33. В данном состоянии при дальнейшем ввинчивании части 32 болта 33 в отверстие 22 гайки 11 кромки 26 снимают покрывающую пленку с болта 33. Таким образом, после снятия покрывающей пленки с болта 33 может быть обеспечено надежное состояние проводимости между гайкой 11 и болтом 33.
[0038] Даже несмотря на то что вырезы 25 выполнены в отверстии 22, они расположены в отверстии 22 на обеих сторонах в осевом направлении лишь частично и, следовательно, не возникает ослабления прочности гайки 11 по сравнению с вариантом, когда вырезы 25 проходят вглубь в осевом направлении.
[0039] При снятии покрывающей пленки с болта 33 стружки от указанной пленки скапливаются в вырезах 25. Соответственно, стружки, снятые с пленки, попадают на зазор между резьбой 21 гайки 11 и резьбой 31 болта 33 с предотвращением тем самым повреждения отверстия 22 гайки 11 и резьбовой части 32 болта 33.
[0040] В заземляющей гайке 11 согласно данному варианту выполнения вырезы 25 выполнены на обеих сторонах в осевом направлении. Соответственно, со стороны введения болта 33 режущие кромки 26 могут снимать покрывающую пленку, расположенную на боковой поверхности со стороны, противоположной направленной вперед стороне, а на стороне, противоположной стороне введения болта, кромки 26 могут снимать с болта 33 покрывающую пленку, расположенную на боковой поверхности с направленной вперед стороны. Соответственно, может быть обеспечено еще большее удаление покрывающих пленок, расположенных на боковой поверхности с обеих сторон болта, и, таким образом, имеется возможность надежного обеспечения состояния проводимости между гайкой 11 и болтом 33.
[0041] Когда болт 33 взаимодействует с гайкой 11, покрывающая пленка резьбы 31 болта 33 снимается с обнажением тем самым металлического слоя резьбы. Соответственно, в гайке 11 согласно данному варианту выполнения на стороне, противоположной стороне введения болта 33, расположен уплотняющий материал 43, заполняющий зазор между отверстием 22 гайки 11 и резьбовой частью 32 болта 33, например резина или каучук. Когда зазор между отверстием 22 гайки 11 и частью 32 болта 33 заполнен материалом 43, может быть предотвращено проникновение влаги через указанный зазор, а также предотвращено возникновение коррозии путем защиты части, на которой покрывающая пленка снята с обнажением металла.
[0042] Ниже приведено описание случая выполнения заземления путем прикрепления электронного компонента к кузову транспортного средства с использованием заземляющей гайки 11 согласно данному варианту выполнения.
На фиг. 4 изображен разрез области прикрепления, показывающий пример электронного компонента в присоединенном состоянии, полученном с помощью заземляющей гайки и болта.
[0043] Как показано на фиг. 4, для прикрепления крепежного элемента 41 электронного компонента, который является присоединяемым компонентом, к кузову 42 транспортного средства указанный элемент 41 накладывают на место прикрепления к кузову 42 с обеспечением при этом сообщения между крепежным отверстием 41а элемента 41 и крепежным отверстием 42а кузова 42. Затем болт 33 вводят через сообщающиеся отверстия 41а и 42а и часть 32 болта 33 ввинчивают в отверстие 22 гайки 11 с обеспечением взаимодействия с ним.
[0044] Таким образом, при взаимодействии болта 33 с гайкой 11 может быть обеспечено прикрепление и присоединение элемента 41 к кузову 42.
[0045] Затем, когда болт 33 входит во взаимодействие с гайкой 11, режущие кромки 26 гайки 11 снимают покрывающую пленку с резьбы 31 болта 33 с достижением, таким образом, состояния проводимости между гайкой 11 и болтом 33. Когда крепежный элемент 41 прикреплен к кузову 42 при помощи гайки 11 и болта 33, выступ 15 установочной поверхности 13а гайки 11 заходит на поверхность элемента 41. Соответственно, покрывающая пленка, нанесенная на поверхность элемента 41, снимается с достижением тем самым надлежащего состояния проводимости между элементом 41 и гайкой 11.
[0046] При взаимодействии болта 33 с гайкой 11 происходит накопление отклонения (Pn-Ρ=α) шага резьбы по всей резьбовой части, на которой резьбы 21 и 31 сопряжены друг с другом. Таким образом, как на взаимодействующих частях отверстия 22, так и на резьбовой части 32 в осевом направлении резьба 31 болта 33 и резьба 21 гайки 11 входят в контакт друг с другом под сильным нажимом. Другими словами, в области взаимодействия отверстия 22 и части 32 образуется контактная часть Τ сильного сжатия, в которой создается значительное усилие затяга и преобладающий крутящий момент. Таким образом, между элементом 41 и кузовом 42 обеспечено надежное состояние проводимости без ослабления при этом прочности крепления элемента 41 и кузова 42.
[0047] При введении гайки 11 во взаимодействие с болтом до тех пор, пока посадочная поверхность 13а гайки 11 не войдет в контакт с элементом 41, выступ 15, выполненный на поверхности 13а, входит в контакт с элементом 41. При этом выступ 15 снимает покрывающую пленку, нанесенную на элемент 41, с обеспечением тем самым состояния проводимости между гайкой 11 и элементом 41.
[0048] В данном варианте выполнения выступ, аналогичный выступу 15 посадочной поверхности гайки 11, выполнен на посадочной поверхности 34, которая является поверхностью головки 33а болта 33 со стороны кузова 42. При закреплении болта 33 выступ заходит на поверхность кузова 42, в результате чего происходит снятие покрывающей пленки с поверхности кузова 42. Соответственно, достигается состояние проводимости между кузовом 42 и болтом 33. Кроме того, головка 33а болта 33 может быть предварительно прикреплена к кузову 42 с помощью сварки и т.п. для обеспечения достижения состояния проводимости.
[0049] Соответственно, крепежный элемент 41 находится в состоянии проводимости через проводящий контур С, соединенный с кузовом 42 при помощи гайки 11 и болта 33. Таким образом, может быть обеспечено надлежащее состояние проводимости между электрическим компонентом, содержащим элемент 41, и кузовом 42.
[0050] Как описано выше, в заземляющей гайке 11 согласно данному варианту выполнения шаг резьбы 21 отклоняется от сопрягаемой винтовой резьбы 31 болта 33, при этом угол профиля резьбы 21 является значительным по сравнению с резьбой 31 болта 33. Соответственно, может быть получена контактная часть Т, на которой винтовые резьбы 21 и 31 входят во взаимный контакт под сильным нажимом, и, таким образом, может быть обеспечено значительное усилие затяга. Поскольку вырезы 25 выполнены в отверстии 22 с обеих сторон в осевом направлении лишь частично, ослабления прочности резьбы 21 не происходит.
[0051] Торцевые поверхности резьбы 21, обращенные к вырезам 25, выполнены в виде режущих кромок 26, при этом шаг резьбы 21 отклоняется от сопрягаемого болта 33. Соответственно, покрывающая пленка может быть легко удалена с болта 33 и, таким образом, может быть надежно обеспечено состояние проводимости относительно болта 33.
[0052] Таким образом, может быть получена заземляющая гайка 11, в которой обеспечено большое усилие затяга и возможность надежного достижения состояния проводимости относительно болта 33.
[0053] В частности, в гайке 11 согласно данному варианту выполнения резьба 21 выполнена таким образом, что значение α удовлетворяет условию 0<α<0,1×Ρ, когда шаг Pn резьбы 21 задан выражением Ρn=Ρ+α через шаг Ρ резьбы 31 болта 33. Соответственно, при использовании гайки 11 может быть надежно обеспечено состояние проводимости относительно болта 33 без ослабления силы затяга.
[0054] Условие для значения α было получено опытным путем. В ходе эксперимента, когда значение α выходило за пределы соответствующего диапазона, усилие затяга относительно болта 33 становилось чрезвычайно слабым или невозможно было обеспечить состояние проводимости относительно болта 33. Значение α предпочтительно удовлетворяет условию 0,005×Ρ≤α≤0,008×Ρ, более предпочтительно 0,01×Ρ≤a≤0,05×P. Когда значение α находилось в пределах соответствующего диапазона, такие характеристики, как сила затяга и состояние проводимости, становились более стабильными.
[0055] Винтовая резьба 21 выполнена таким образом, что значение β удовлетворяет условию 0≤β≤10, при этом угол θ (в градусах) резьбы 21 выражен как 60+β. Соответственно, при использовании гайки 11 может быть обеспечено надлежащее удаление покрывающей пленки резьбы 31 с болта 33.
[0056] В данном случае, когда значение β превышало 10 градусов, резьба 31 болта 33 истиралась в процессе закрепления. Поскольку маловероятно, что покрывающая пленка резьбы 31 будет снята с болта 33 при очень малых значениях β, значение β предпочтительно удовлетворяет условию 2,5≤β≤5, более предпочтительно 3≤β≤4. Когда значение β находилось в пределах соответствующего диапазона, даже в случае многократного присоединения и отсоединения болта 33 мог быть получен стабильный преобладающий крутящий момент. В случае твердой покрывающей пленки резьбы 31 болта 33 предпочтительно задать более высокое значение β.
[0057] В заземляющей гайке 11 согласно данному варианту выполнения, в котором контактная часть Τ может быть получена при плотном взаимном контакте резьб 21 и 31 в отверстии 22 на обеих сторонах в осевом направлении, режущие кромки 26 выполнены в отверстии 22 на обеих его сторонах. Соответственно, кромки 26 могут обеспечивать эффективное удаление покрывающей пленки резьбы 31 с болта 33. Таким образом, если вырезы 25 выполнены с нижней стороны отверстия 22 в осевом направлении, может быть снята покрывающая пленка, нанесенная на обе поверхности, то есть на боковую поверхность болта 33 с передней стороны и его боковую поверхность со стороны, противоположной передней, и таким образом, может быть надежно достигнуто состояние проводимости.
[0058] В данном варианте выполнения вырезы 25 образованы в отверстии 22 с обеих сторон в осевом направлении. Однако допустимо выполнение выреза 25 в отверстии 22 по меньшей мере с одной стороны в осевом направлении. В данном случае покрывающая пленка резьбы 31 также может быть снята с сопряженного болта 33 контактной частью Т, на которой резьбы 21 и 31 находятся в плотном контакте друг с другом.
[0059] В частности, если вырез 25 выполнен в отверстии 22 со стороны введения болта 33, состояние проводимости относительно болта 33 достигается на указанной стороне. Таким образом, проводящий контур С может быть укорочен относительно болта 33 и, следовательно, может быть уменьшено значение сопротивления.
[0060] Вместо использования заземляющей гайки 11 согласно вышеописанному варианту выполнения состояние проводимости в процессе прикрепления может быть достигнуто путем выполнения выреза в сварном болте, присоединенном к стороне кузова транспортного средства. Однако в данном случае, если вырез выполнен в сварном болте, ухудшается прочность и, следовательно, существует необходимость подготовки болтов двух типов, а именно болтов для заземления и болтов для крепления, что приводит к снижению технологичности процесса крепления болтов для заземления и крепления к кузову при разделении их по отличительным признакам. Таким образом, в данном варианте выполнения, если применяется гайка 11 с вырезом 25, имеется возможность выбора универсального сварного болта одного типа, который, соответственно, является предпочтительным.
[0061] Ниже приведено описание зависимости между моментом затяга и значением сопротивления.
На фиг. 5 изображен график зависимостей между моментом затяга и значением сопротивления в области крепления. На фиг. 6 изображен разрез болта согласно стандартному примеру. На фиг. 5 ломаная линия L1 показывает зависимость между моментом затяга и значением сопротивления при использовании заземляющей гайки, описанной в Патентном документе 1, ломаная линия L2 показывает аналогичную зависимость при использовании болта согласно стандартному примеру, а ломаная линия L3 показывает аналогичную зависимость при использовании гайки 11 согласно данному варианту выполнения.
[0062] В заземляющей гайке (заземляющей гайке, описанной в Патентном документе 1), в которой покрывающая пленка болта снимается деформируемой частью, диаметр которой уменьшается вследствие увеличения внешнего усилия, прикладываемого к резьбовой части, усилие затяга не может действовать только в деформируемой части, проходящей во внутреннем радиальном направлении, при этом невозможно достигнуть состояния проводимости до тех пор, пока болт не достигнет деформируемой части (см. ломаную линию L1 на фиг. 5).
[0063] Другими словами, контакт заземляющей гайки с болтом в части, отличной от деформируемой части, маловероятен, и, соответственно, трудно обеспечить значительное усилие затяга. Таким образом, данная гайка не может использоваться в случаях, когда требуется большое усилие затяга. Поскольку вхождение винтовой резьбы в контакт с областью, где покрывающая пленка болта стерта, маловероятно, трудно обеспечить надлежащее состояние проводимости.
[0064] Как показано на фиг. 6, для болта 33S согласно стандартному примеру, в котором на посадочной поверхности 34 головки 34а выполнен выступ 35, аналогичный выступу 15 гайки 11, до тех пор пока болт 33S не ввинчен и не введен в гайку до некоторой степени, выступ 35 не входит в контакт с покрывающей пленкой на поверхности присоединяемого компонента и, следовательно, указанная пленка не может быть снята.
[0065] Таким образом, поскольку для данного болта 33S состояние проводимости не может быть получено, пока момент затяга не достигнет до некоторой степени существенных величин, значение сопротивления не уменьшается (см. ломаную линию L2 на фиг. 5). Соответственно, в случае необходимости использования болта при небольшом значении момента затяга, болт 33S, имеющий такую конфигурацию, применяться не может. Если затяг недостаточен, существует риск невозможности достижения состояния проводимости.
[0066] В противоположность этому, в заземляющей гайке 11 согласно данному варианту выполнения на начальной стадии создания момента затяга резьбы 21 и 31 входят в контакт друг с другом с обеспечением начала снятия покрывающей пленки с резьбы 31 болта 33, и, соответственно, может быть достигнуто надлежащее состояние проводимости при малом значении момента затяга (см. ломаную линию L3 на фиг. 5). Таким образом, в случае гайки 11 согласно данному варианту выполнения надлежащее состояние проводимости может быть достигнуто даже при нестабильном моменте затяга. Например, можно ожидать надежного состояния проводимости даже в том случае, когда гайку 11 приходится применять при малом моменте затяга вследствие ее невысокой прочности.
[0067] Как описано выше, поскольку состояние проводимости относительно болта 33 обеспечивается при воздействии на гайку 11 момента затяга, отсутствует необходимость посадки гайки 11 на нижнюю часть болта 33. Другими словами, даже при малой длине контакта относительно резьбовой части 32 болта 33 можно надежно обеспечить состояние проводимости по сравнению с болтом 33S стандартного образца.
[0068] Ниже приведено описание способа изготовления заземляющей гайки 11 согласно данному варианту выполнения.
На фиг. 7 изображен разрез, иллюстрирующий этап высадки заземляющей гайки.
[0069] Сначала от металлического проволочного стержня, являющегося материалом заземляющей гайки 11, отрезают часть определенной длины с получением тем самым промежуточной заготовки (этап отрезания).
[0070] После этого промежуточную заготовку, полученную из проволочного стержня заданной длины, сжимают в осевом направлении, в результате чего происходит формование заготовки с приданием ей формы гайки (этап высадки). Как проиллюстрировано на фиг. 7, на этапе высадки используют первый штамп 52, имеющий углубление 51 для формования гайки, и второй штамп 54, имеющий выступ 53 для образования выреза. В частности, заготовку 50 вставляют в углубление 51 первого штампа 52 и прижимают второй штамп 54 к первому штампу 52 с осуществлением, таким образом, высадки. При этом благодаря углублению 51 внешняя форма заготовки 50 соответствует форме заземляющей гайки 11 с головкой 12 и посадочной частью 13. В центре выполнена часть 50а под отверстие, на конце которой в осевом направлении выполнен вырез 25.
[0071] После этого во внутренней периферической поверхности части 50а заготовки 50 выполняют резьбовое отверстие 22 с резьбой 21 путем нарезания резьбы с помощью метчика, тем самым завершая изготовление заземляющей гайки 11 (этап нарезания резьбы).
[0072] Вместо гайки 11 согласно вышеописанному варианту выполнения вырез, стирающий поверхностное покрытие на винтовой резьбе гайки, может быть выполнен в болте. Для изготовления болта с таким вырезом, как правило, проволочный стержень сжимают в осевом направлении с образованием выреза и прижимают прокатные штампы с винтовой резьбой к поверхности промежуточной заготовки болта, образованной из проволочного стержня с выполненным в нем вырезом, в результате чего получают болт, на резьбовой части которого образована резьба. Однако при изготовлении болта с вырезом таким способом торцевая поверхность винтовой резьбы, обращенная к вырезу, становится затупленной и, следовательно, острая режущая кромка не образуется.
[0073] В противоположность этому, в заземляющей гайке 11 согласно данному варианту выполнения, поскольку резьбу 21 выполняют с помощью метчика после образования выреза 25, срез резьбы 21, обращенный к вырезу 25, получается острым. В данном случае, если в качестве инструмента для нарезания резьбы применяют метчик, срез резьбы 21, обращенный к вырезу 25, может быть выполнен более острым. Таким образом, покрывающая пленка может быть надежно снята с болта режущей кромкой 26, образованной острым срезом резьбы 21. Кроме того, если подготовить высадочный штамп, содержащий вышеописанный первый штамп 51 и второй штамп 52, образующий вырез 25, заземляющая гайка 11 может быть изготовлена с применением существующего способа и средств изготовления гаек, и, таким образом, можно получить гайку 11 при чрезвычайно низких затратах.
[0074] Вышерассмотренный вариант выполнения описан на примере заземляющей гайки 11, имеющей резьбовое отверстие 22 с вертикальным вводом. Однако форма гайки 11 этим не ограничена.
На фиг. 8 изображен разрез заземляющей гайки согласно модифицированному примеру.
[0075] На фиг. 8 изображена заземляющая гайка 11А, выполненная с колпачковой гайкой, закрытой колпачком 11а, боковая поверхность которого, противоположная стороне введения болта, имеет полусферическую форму. В случае гайки 11А для всей резьбы 21, выполненной в отверстии 22, шаг Pn резьбы 21 также больше шага Ρ резьбы 31 болта 33, а угол θ профиля резьбы 21 составляет больше 60 градусов. В гайке 11А вырезы 25 также образованы в отверстии 22 на обеих сторонах в осевом направлении, а срез резьбы 21, обращенный к вырезу 25, является острой режущей кромкой 26.
[0076] Таким образом, в случае гайки 11А покрывающая пленка может быть легко удалена с болта 33 путем выполнения вырезов 25 с образованием режущих кромок 26 и обеспечения отклонения шага резьбы 21 от сопрягаемого болта 33. Соответственно, имеется возможность надежного обеспечения состояния проводимости относительно болта 33.
[0077] Кроме того, может быть получена контактная часть Τ сильного сжатия, в которой усилие взаимного контакта между резьбами 21 и 31 увеличивается в соответствии с отклонением шага резьбы 21 относительно сопрягаемого болта 33, а угол профиля резьбы 21 является значительным относительно болта 33 и, таким образом, возможно воздействие значительного усилия затяга. Поскольку вырезы 25 образованы в отверстии 22 с обеих сторон в осевом направлении лишь частично, ослабления прочности резьбы 21 не происходит.
[0078] Таким образом, может быть получена заземляющая гайка 11А, в которой обеспечено большое усилие затяга и возможность надежного достижения состояния проводимости относительно болта 33.
[0079] В частности, в заземляющей гайке 11А сторона, противоположная стороне введения болта 33, закрыта колпачком 11а. Соответственно, проникновение воды со стороны, противоположной стороне введения болта 33, к области взаимодействия резьбового отверстия 22 и резьбовой части 32 болта 33 может быть предотвращено. Таким образом, с помощью колпачка 11а может быть обеспечена защита части, на которой покрывающая пленка снята режущей кромкой 26 с обнажением металла, в результате чего предотвращается образование ржавчины.
[0080] В вышерассмотренных вариантах выполнения примеры описаны для случаев, в которых покрывающая пленка резьбы 31 болта 33 снимается с помощью режущей кромки 26, когда болт 33 взаимодействует с отверстием 22 гайки 11 и 11А. Однако помимо покрывающей пленки кромка 26 гаек 11 и 11А может удалять материалы, приставшие к резьбе 31 болта 33. Например, возможен случай, когда к болту или гайке случайно прилип материал, распыляемый при выполнении сварки напылением по периферии области прикрепления болта. В этом случае, применительно к вышеописанным заземляющим гайкам 11 и 11А, режущая кромка 26 также может удалять прилипший распыленный материал при ее взаимодействии с болтом 33.
[0081] Данная заявка основана на заявке на патент Японии (заявка на патент Японии №2012-256373), поданной 22 ноября 2012 года, содержание которой включено в данный документ посредством ссылки.
Промышленная применимость
[0082] В соответствии с данным изобретением может быть получена заземляющая гайка, в которой обеспечено большое усилие затяга и возможность надежного достижения состояния проводимости относительно болта.
Перечень элементов
[0083] 11, 11А заземляющая гайка
21, 31 винтовая резьба
22 резьбовое отверстие
25 вырез
26 режущая кромка
33 болт
43 уплотняющий материал
Р, Pn шаг резьбы
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЗЕМЛЯЮЩИЙ БОЛТ | 2012 |
|
RU2543598C1 |
| РЕЗЬБА, АНКЕР И БУРОВОЕ ОБОРУДОВАНИЕ ШПУРА | 2006 |
|
RU2377410C9 |
| Приспособление для вязания Сентерюхина | 1989 |
|
SU1781342A1 |
| Стол для закрепления деталей | 1983 |
|
SU1098745A1 |
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2009 |
|
RU2501993C2 |
| Труборез | 1929 |
|
SU25223A1 |
| Стопорное устройство регулируемой рулевой колонки транспортного средства | 1987 |
|
SU1472329A1 |
| РЕЗЬБОВАЯ ГАЙКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИНСТРУМЕНТ, ИСПОЛЬЗУЕМЫЙ ПРИ ОСУЩЕСТВЛЕНИИ СПОСОБА | 2006 |
|
RU2410578C2 |
| РЕЗЬБОВОЙ ХВОСТОВИК, СОЕДИНИТЕЛЬНЫЙ УЗЕЛ, ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ И СПОСОБ СБОРКИ РОТОРА ТУРБОМАШИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2633199C2 |
| Тяга торсионного стабилизатора вагона | 2020 |
|
RU2743601C1 |
Данное изобретение относится к заземляющей гайке, в которой может быть достигнуто состояние проводимости между указанной гайкой и болтом. Заземляющая гайка, имеющая резьбовое отверстие, взаимодействующее с болтом, на котором выполнена винтовая резьба с шагом Р, причем для всех витков резьбы, выполненных в резьбовом отверстии, шаг Pn резьбы превышает шаг Р резьбы болта, а угол θ профиля резьбы составляет больше 60 градусов, и на части резьбового отверстия в осевом направлении выполнен вырез, проходящий в осевом направлении, при этом торцевая поверхность винтовой резьбы, обращенная к указанному вырезу, выполнена в виде режущей кромки. Это позволяет обеспечить проводимость путем снятия с болта покрывающей пленки. 9 з.п. ф-лы, 8 ил.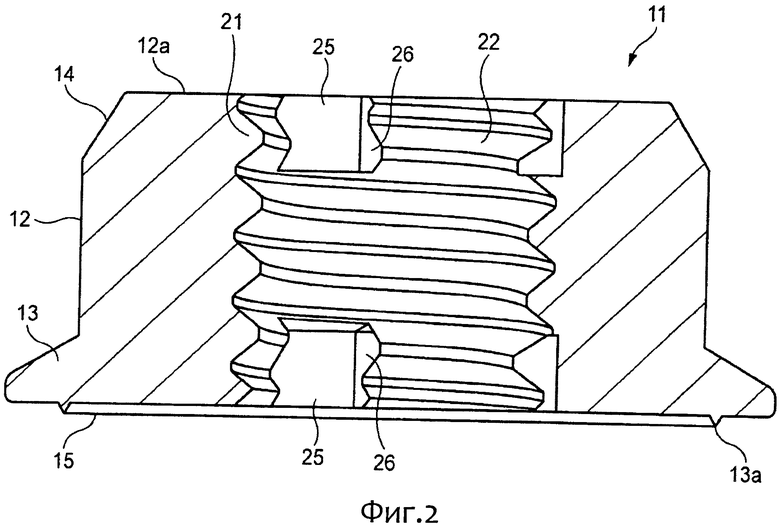
1. Заземляющая гайка, имеющая
резьбовое отверстие, взаимодействующее с болтом, на котором выполнена винтовая резьба с шагом Р,
причем для всех витков резьбы, выполненных в резьбовом отверстии, шаг Pn резьбы превышает шаг Р резьбы болта, а угол θ профиля резьбы составляет больше 60 градусов, и
на части резьбового отверстия в осевом направлении выполнен вырез, проходящий в осевом направлении, при этом торцевая поверхность винтовой резьбы, обращенная к указанному вырезу, выполнена в виде режущей кромки.
2. Заземляющая гайка по п. 1, в которой, когда шаг Pn винтовой резьбы выражен как Pn=Р+α через шаг Р винтовой резьбы болта, значение α удовлетворяет условию 0<α<0,1×Р.
3. Заземляющая гайка по п. 1, в которой, когда угол θ профиля винтовой резьбы, измеряемый в градусах, выражен как θ=60+β, значение β удовлетворяет условию 0<β≤10.
4. Заземляющая гайка по п. 1, в которой при действии на гайку момента затяга обеспечено состояние проводимости относительно болта.
5. Заземляющая гайка по п. 1, в которой указанный вырез выполнен по меньшей мере на одной стороне в осевом направлении.
6. Заземляющая гайка по п. 5, в которой вырез выполнен на стороне введения болта.
7. Заземляющая гайка по п. 5, в которой вырез выполнен на обеих сторонах в осевом направлении.
8. Заземляющая гайка по п. 1, представляющая собой колпачковую гайку.
9. Заземляющая гайка по п. 1, в которой зазор между болтом и резьбовым отверстием заполнен уплотняющим материалом.
10. Заземляющая гайка по любому из пп. 1-9, в которой при ее присоединении к болту, покрытому пленкой, режущая кромка винтовой резьбы снимает указанную покрывающую пленку с болта.
| US 2002009349 A1 24.01.2002 | |||
| US 4266590 A, 12.05.1981 | |||
| JPS 4812458 U, 12.02.1973 | |||
| JP 2009250318 A, 29.10.2009 | |||
| Ковшовый бур для проходки котлованов | 1977 |
|
SU699099A1 |
| RU 2070995 C1, 27.12.1996. | |||

