Изобретение относится к резьбовой гайке из металлического материала с резьбовым отверстием и расположенной огибающей его продольную ось внутренней канавкой согласно ограничительной части пункта 1 формулы изобретения. Помимо этого изобретение относится к способу изготовления резьбовой гайки согласно ограничительной части пункта 14 формулы изобретения, а также разработанному для этого инструменту согласно ограничительной части пункта 18 формулы изобретения.
Гайка и способ упомянутого выше типа раскрыты в FR 2557652.
В US 2363680 описана гайка другого типа, кольцевой фланец которой отогнут и на его обращенной внутрь боковой поверхности нанесена резьба. Отогнутая часть кольцевого фланца имеет большую толщину стенки, чем толщина стенки изогнутой соединяемой детали и смежной, не отогнутой части.
US 2952289 описывает гайку, у которой кольцевой фланец настолько загнут и вдобавок сжат в осевом направлении, что он расположен настолько близко, насколько возможно к свободному концу гайки.
US 2385390 описывает гайку с имеющим вырезы кольцевым фланцем.
Гайка другого типа известна из немецкого патента 305761, причем для образования контргайки она снабжена кольцеобразной полостью, что происходит с помощью бурильной (сверлильной) установки на станке с вращающимся шпинделем, а сам шпиндель снабжен зажимным патроном для удержания одной или нескольких гаек во время формирования углубления. Углубление формируют перед нарезанием резьбы. Углубление находится на равном расстоянии от обеих концевых поверхностей (торцов) гайки. Резьба нарезается на обеих сторонах углубления с одинаковым шагом. После этого гайка подвергается прессованию для достижения смещения резьбовых частей с обеих сторон углубления по отношению друг к другу.
Также, в швейцарском патенте 249469 описана контргайка, снабженная на ее разгруженном конце кольцевой канавкой путем отделения одной части резьбы таким образом, что образуется кольцеобразная лапка, возникающая после основной части резьбы. Тем же путем получают гайку стопорного болта.
Немецкий патент 490889 описывает стопорное воздействие гайки, достигаемое тем, что в резьбовом отверстии, или же сердечнике гайки, выполняется кольцевая канавка с клинообразным поперечным сечением. Также и в этом случае проходящая насквозь резьба прерывается в верхней части посредством выемки, выполненной таким образом, что тем самым получают тонкую стенку, а верхняя часть детали становится пружинящей. Затем уменьшают поперечное сечение и одновременно с этим высоту верхней части детали посредством прессования для достижения сцепного воздействия гайки. Остающаяся после выемки тонкая часть стенки оказывает при этом пружинящее воздействие на суженное и имеющее смещенный шаг резьбы поперечное сечение боковой поверхности верхней части резьбы.
Эти и другие известные гайки имеют в части их работы существенные недостатки, в особенности принимая во внимание их дорогостоящее изготовление, которое должно осуществляться резанием путем отделения одной части резьбы или стенки гайки для достижения пружинящего стопорного воздействия. Принимая во внимание данные факты, изобретателем была поставлена цель разработать эффективно применимую и, прежде всего, выполненную с возможностью ее простого и быстрого изготовления резьбовую гайку.
Решение этой задачи изложено в независимых пунктах формулы изобретения; зависимые пункты описывают дальнейшие предпочтительные варианты. Помимо этого в рамки рассматриваемого изобретения подпадают все комбинации из по меньшей мере двух описанных в описании, фигурах и/или пунктах формулы изобретения признаков. В случае приводимых числовых диапазонов находящиеся также внутри упоминаемых границ значения должны восприниматься как граничные значения и быть произвольно применимы.
На одной из торцевых поверхностей резьбовой гайки выполнен кольцевой фланец и отогнут к оси таким образом, что он вместе с окружающим резьбовое отверстие в качестве опорной поверхности участком этой торцевой поверхности ограничивает расположенный непосредственно на ней приемный паз.
Согласно существенному признаку изобретения кольцевой фланец резьбовой гайки, имеющей образованную участками поверхностей стенки многоугольную горизонтальную проекцию, подвергнут обработке давлением, т.е. деформирован в поперечном сечении, и образует фигурный фланец, при этом внешняя поверхность фигурного фланца расположена с радиальным смещением от осепараллельных ребер участков поверхностей граней резьбовой гайки, при этом приемный паз расположен вблизи внешней поверхности фигурного фланца. Предпочтительно, фигурный фланец снабжен изогнутой к оси внешней поверхностью.
Предпочтительно, чтобы приемный паз, расположенный между двумя параллельными краевыми кромками, был наклонен под углом к плоскости, определяемой одной из этих кромок, однако в рамках изобретения также предусмотрен вариант, в котором приемный паз проходит в диаметральной плоскости резьбовой гайки.
В первом предпочтительном варианте осуществления изобретения, описанном, в особенности, подробно со ссылкой на фиг.7-10 в рамках первого конструктивного исполнения изобретения, кольцевой фланец изогнут в сторону оси таким образом, что приемный паз открыт в направлении резьбового отверстия. Т.е. краевые кромки приемного паза расположены у резьбового отверстия на расстоянии друг от друга.
Во втором варианте, детально описанном, в особенности, со ссылкой на фиг.11-14 в рамках другого особо предпочтительного конструктивного исполнения изобретения, кольцевой фланец изогнут к оси так, что приемный паз в направлении резьбового отверстия закрыт. Т.е. его краевые кромки расположены у резьбового отверстия и практически примыкают друг к другу.
В обоих вариантах выполненная в торцевой области изогнутого кольцевого фланца резьба смещена по отношению к остальной резьбе резьбовой гайки так, что в соответствии с изобретением возникает стопорное воздействие при ее накручивании на болт или винт посредством пружинящей, действующей против резьбовых сторон болта или винта силы. Смещение расположенной в торцевой области изогнутого фигурного фланца резьбы относительно мало по сравнению с остальной резьбой резьбовой гайки и составляет лишь несколько десятых долей миллиметра, к примеру 1 или 2 десятых миллиметра, что является достаточным для возникновения воздействия согласно изобретению. В частности, смещение такового рода, как было установлено в изобретении, достигаемо практически только посредством изогнутых к оси кольцевых фланцев согласно изобретению.
Для изменения пружинящего воздействия фигурного фланца, в частности для его выполнения более гибким, может быть преимуществом, что кольцевой фланец, и соответственно фигурный фланец, расположен вдоль участков периметра резьбовой гайки. При этом возникает предпочтение, если соседние участки кольцевого фланца/фигурного фланца отделены друг от друга полностью или частично посредством разрыва, например разреза или других зазоров. Отдельный участок имеет, при известных условиях, направленное на определенное применение преимущественное пружинящее воздействие по сравнению с расположенным вдоль полного периметра резьбовой гайки фигурным фланцем.
Особое значение имеет признак, согласно которому в приемном пазу установлен выступающий к оси за его краевые кромки крепежный и/или уплотнительный элемент, примыкающий с внутренней стороны, к примеру, к винтовому штифту, установленному в резьбе резьбовой гайки.
Способ изготовления резьбовой гайки согласно изобретению определяет, что на торцевой поверхности заготовки гайки, соответствующей горизонтальной проекции резьбовой гайки, формируют кольцевой фланец с кольцеобразной свободной верхней кромкой, и изгибают его посредством направляемого по оси к продольной оси заготовки гайки давильного инструмента. Помимо этого свободная верхняя кромка кольцевого фланца должна быть подведена параллельно в плоскости к смежному внутреннему участку торцевой поверхности заготовки гайки и расположена на расстоянии от него/нее.
Помимо этого согласно изобретению при обработке давлением кольцевой фланец раздают в торцевой области таким образом, что она имеет большее поперечное сечение, чем примыкающий участок фигурного фланца.
Согласно следующему признаку способа по настоящему изобретению в осевом полом канале нарезают, или выполняют каким-либо другим способом, внутреннюю резьбу, в особенности в торцевой области изогнутого фигурного фланца. Для того чтобы дополнить резьбовую гайку, последний, кроме того, после выполнения внутренней резьбы должен быль сдвинутым к ней.
Это может происходить, если это не произошло уже при изгибе кольцевого фланца, таким образом, при котором краевые кромки приемного паза располагаются на расстоянии друг от друга у резьбового отверстия или примыкают друг к другу. Смещение является причиной подпружиненной зажимной силы, действующей на боковую поверхность резьбы болта или винта при их скручивании с гайкой.
Подходящий для осуществления способа инструмент имеет в корпусе направляющий канал для нажимного пуансона, который заканчивается на образованном кольцевой кромкой торцевой поверхности инструмента приемном участке для детали. Нажимной пуансон установлен в направляющем канале с возможность его осевого перемещения. Для этого кольцевая кромка должна иметь изогнутую вверх к торцевой поверхности внутреннюю поверхность, которая оказывает воздействие на изгиб кольцевой грани во время выполнения прессовки.
Выгодным оказалось насаживать свободный нажимной торец нажимного пуансона на деталь в пределах ее кольцевых граней, при этом корпус устанавливается на детали с возможностью его подвода к кольцевой грани детали.
Согласно другому признаку изобретения свободный нажимной торец дальнего конца нажимного пуансона снабжен по меньше мере одним радиально скошенным ударным элементом, а на траектории его движения установлена внутренняя ступень корпуса в качестве ударной компоненты.
В совокупности образуется удачное решение для поставленной изобретателем задачи.
Дальнейшие преимущества, признаки и детали изобретения раскрыты в последующем описании предпочтительных вариантов осуществления, а также на основании изображений. На них показаны:
Фиг.1 - вид сбоку в частичном разрезе осуществляющего нажим инструмента с расположенной - с отступом - по его продольной оси, показанной также в частичном разрезе деталью;
Фиг.2 - вид сверху на деталь согласно фиг.1;
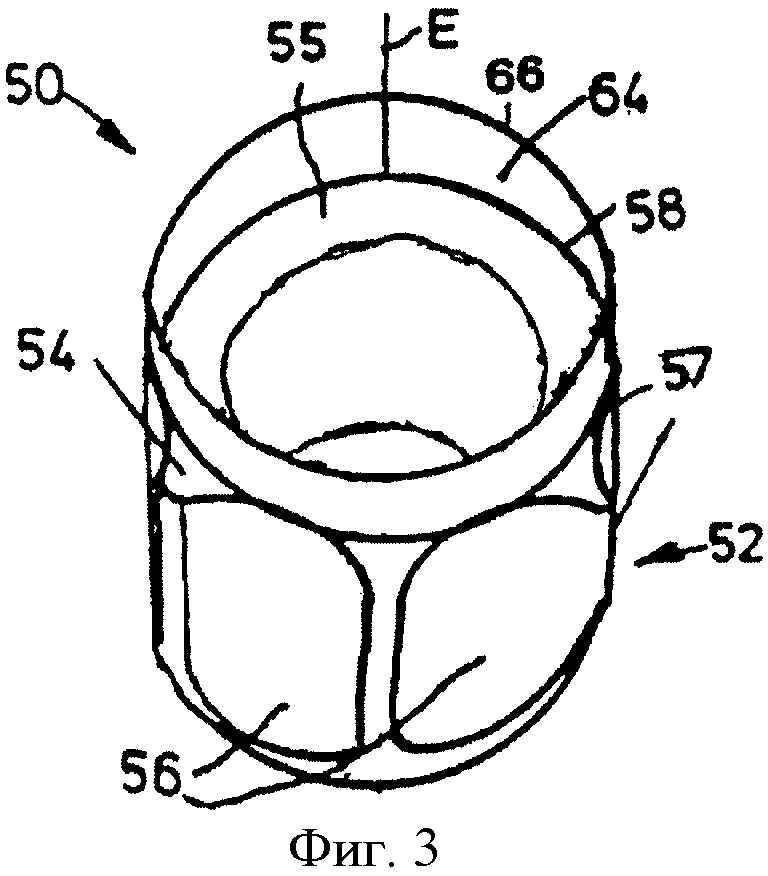
Фиг.3 - наклонный вид на увеличенную по сравнению с представленным на фиг.1 и фиг.2 деталь;
Фиг.4 - вид сбоку в частичном разрезе инструмента с частично вставленной деталью;
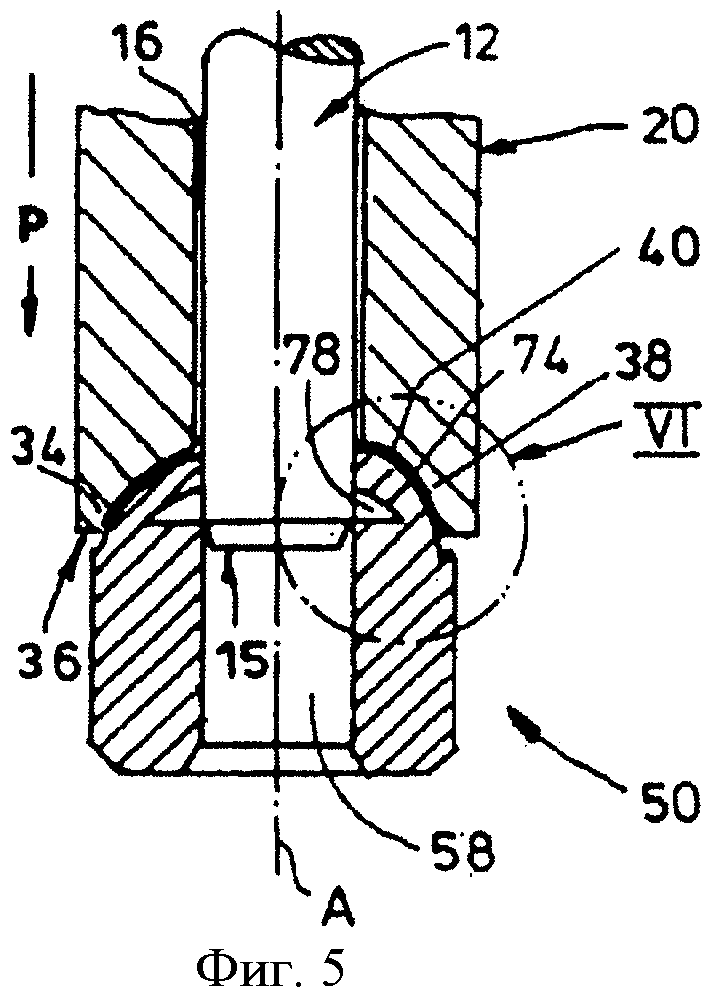
Фиг.5 - увеличенный вырез продольного сечения инструмента с обжатой деталью;
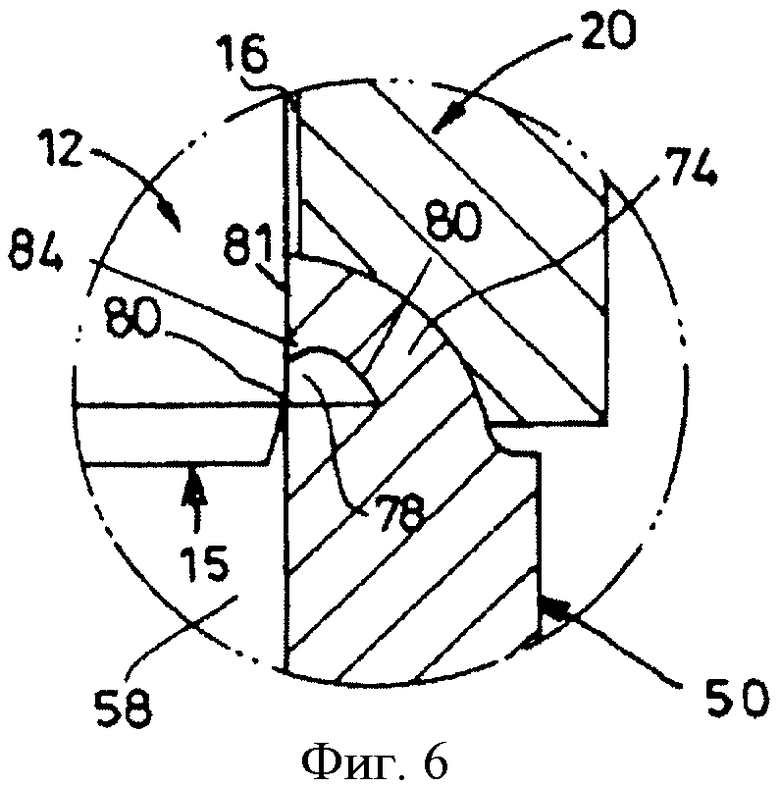
Фиг.6 - увеличенный вырез из фиг.5 по ее стрелке VI;
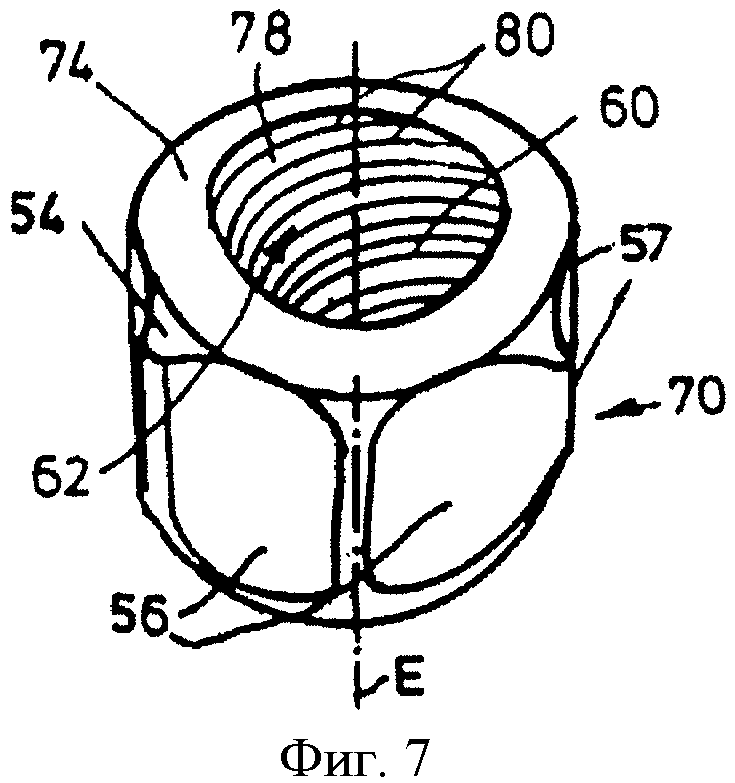
Фиг.7 - соответствующее фиг.3 изображение обжатой детали резьбовой гайки;
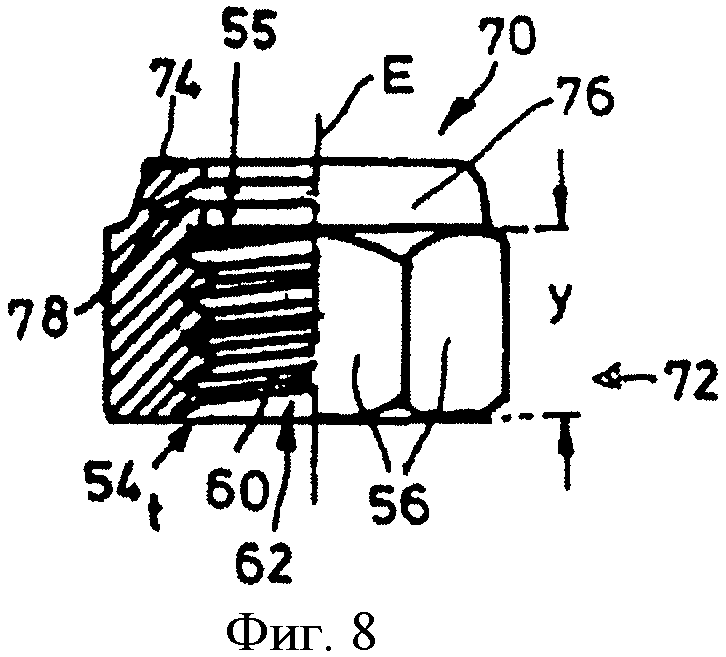
Фиг.8 - деталь после обработки, резьбовая гайка в частичном разрезе;
Фиг.9 - вид сверху на обработанную деталь, резьбовую гайку по фиг.8;
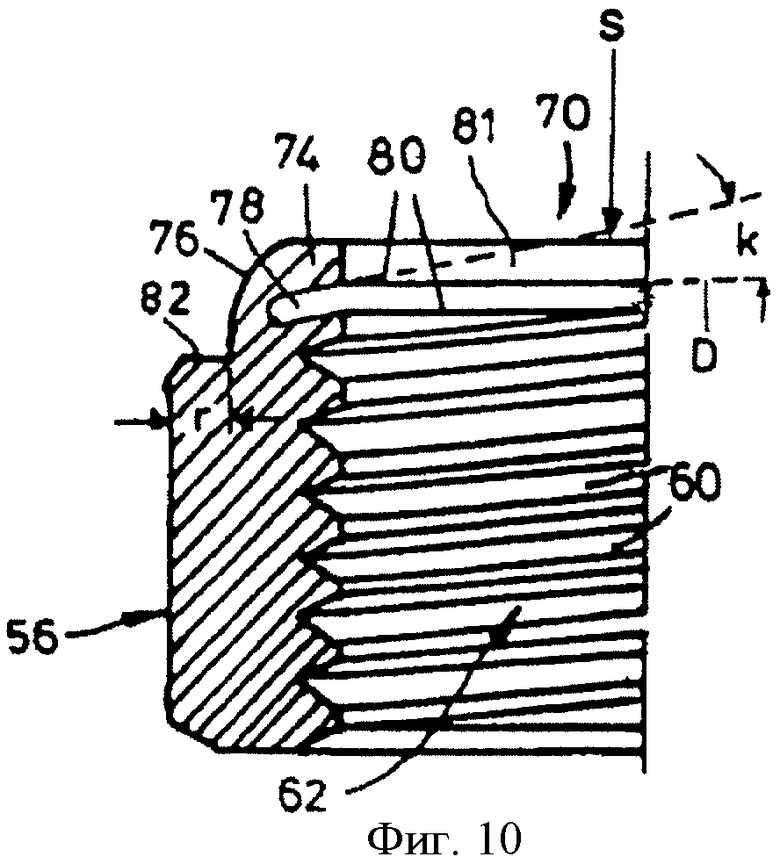
Фиг.10 - увеличенное по сравнению с фиг.8 частичное изображение обработанной детали резьбовой гайки;
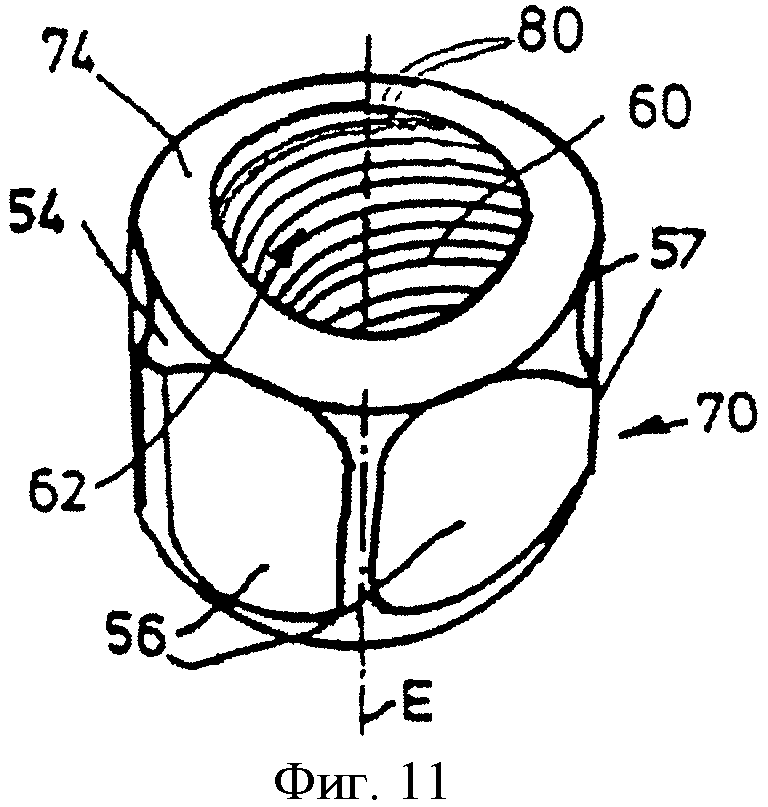
Фиг.11 - соответствующее фиг.3 изображение обжатой заготовки резьбовой гайки согласно альтернативному конструктивному исполнению;
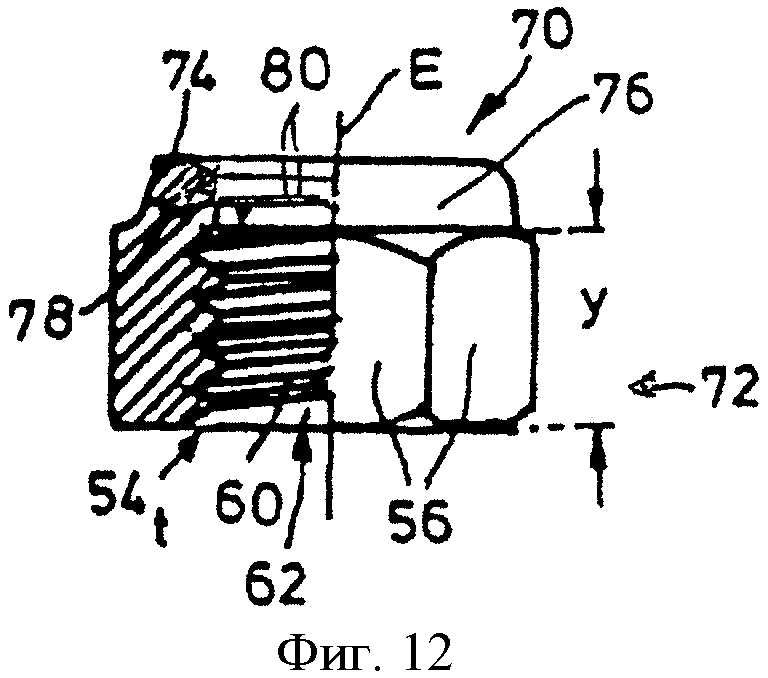
Фиг.12 - деталь после ее обработки, резьбовая гайка согласно альтернативному конструктивному исполнению по фиг.11 в частичном разрезе;
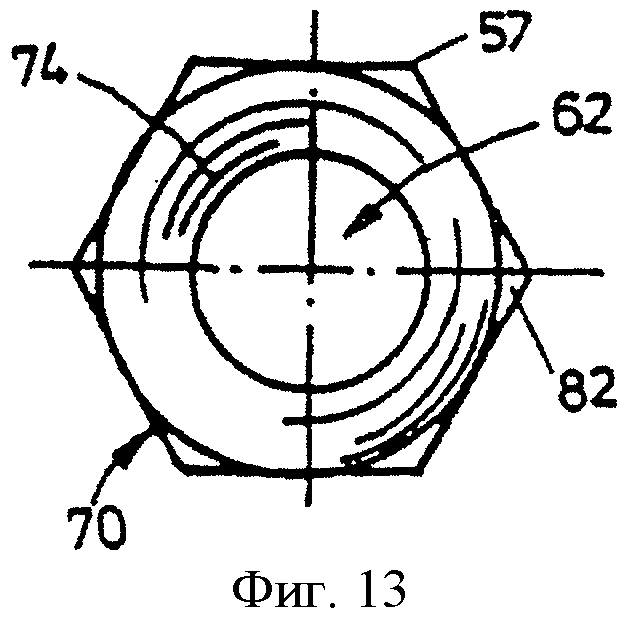
Фиг.13 - вид сверху на обработанную деталь, резьбовую гайку согласно альтернативному конструктивному исполнению по фиг.11;
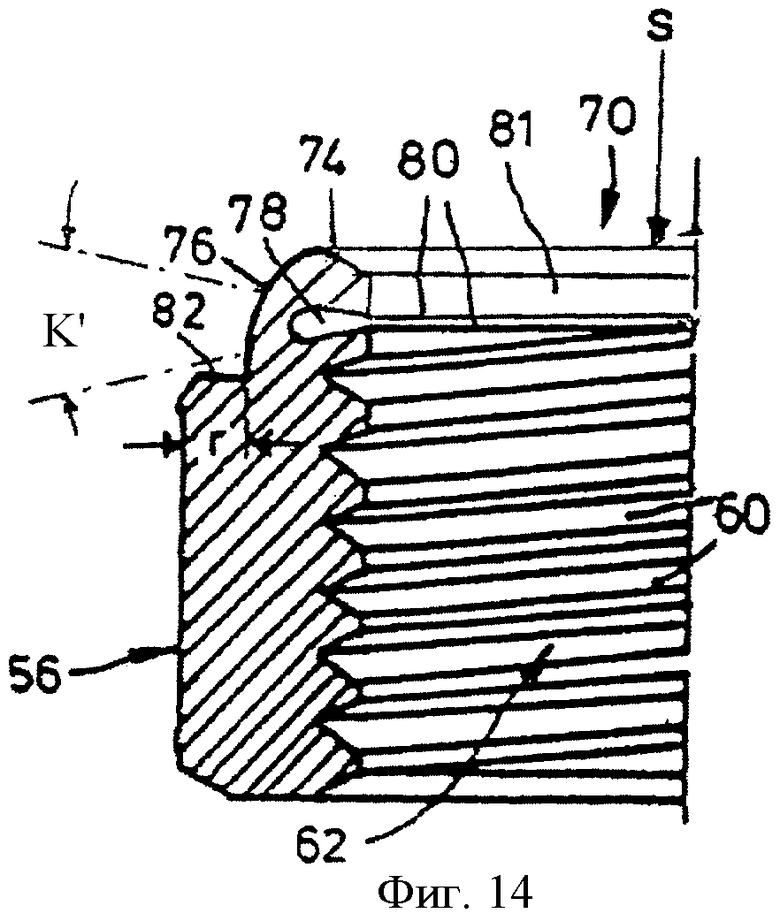
Фиг.14 - увеличенное по сравнению с фиг.12 частичное изображение детали, резьбовой гайки согласно альтернативному конструктивному исполнению по фиг.11;
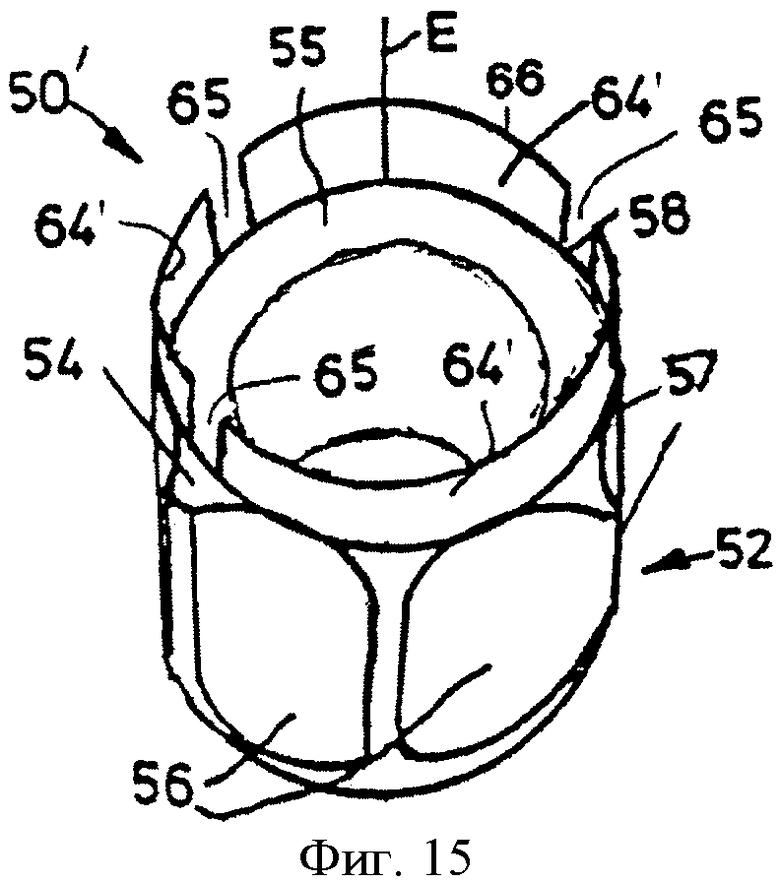
Фиг.15 - наклонный вид на увеличенное по сравнению с представленным на фиг.1, фиг.2 альтернативное конструктивное исполнение детали.
Металлический инструмент 10 для обработки кольцеобразной заготовки 50 имеет нажимной пуансон 12 с длиной, равной в данном случае 76 мм, и диаметром d, равным приблизительно 10 мм. Из ее верхнего, на фиг.1, конца выступает центрический ударный диск 14, имеющий диаметр d1, равный в данном случае 12 мм, и осевую толщину b 3 мм. Величина диаметра d нажимного пуансона 12, и тем самым длина от его нажимного торца 15, зависит от диаметра описанного ниже полого канала заготовки 52 гайки. Нажимной пуансон 12 установлен с возможностью его перемещения в направляющем канале 16 выполненного в виде втулки корпуса 20, имеющего, в данном случае, осевую длину 78 мм и наружный диаметр 22 мм. Диаметр е расположенного вдоль продольной оси А корпуса направляющего канала 16 немного больше, чем диаметр d нажимного пуансона 12.
На осевом расстоянии n, равном 23 мм от верхнего края 32 входного отверстия цилиндрического корпуса 20, на его внешней поверхности 22 выполнен кольцевой фланец 24. На одной его, на фиг.1 верхней, определяемой кольцевой кромкой 26 диаметральной плоскости d заканчивается с одной стороны включающий в себя направляющий канал цокольный участок 28 корпуса 20, который на этой плоскости D переходит в верхний участок 30 корпуса 20, образующий упомянутый верхний край 32 входного отверстия. С другой стороны, направляющий канал 16 переходит, с образованием кольцеобразной, служащей в качестве ударного противоположного элемента внутренней ступеньки 17, в продолжаемый им осевой канал 18. Осевой канал 18 расположен в верхнем участке 30 корпуса 30, а его длина определяется осевым расстоянием n кольцевого фланца 24 до верхнего края 32 входного отверстия. Толщина z стенки верхнего участка 30 составляет 3 мм и является меньшей, чем толщина z1 стенки цокольного участка 28. В остальном, кольцевой фланец 24 имеет на своей, обращенной к цокольному участку 28 области отклоненную к последнему кольцевую поверхность 25.
Свободный конец цокольного участка 28 корпуса 20 определяется имеющей равную приблизительно 4 мм высоту I кольцевой гранью 34, от чьей кольцевой кромки 36 отходит отклоненная под углом приблизительно 25° к продольной оси А внутренняя плоскость 38. Эта внутренняя плоскость 38 заканчивается на отклоненной в поперечном сечении к продольной оси А торцевой поверхности 40 цокольного участка 28 корпуса.
С корпусом 20, или же с его кольцевой кромкой 34, на фиг.1 по оси согласована деталь 50 из металла. При этом речь идет об имеющей шестиугольную горизонтальную проекцию заготовке 52 гайки, имеющей определенную ее двумя торцевыми поверхностями 54, 54t высоту q, равную 10 мм. Между шестью - самих по себе плоскими - участками 56 поверхностей стен заготовки 52 гайки простирается в продольной плоскости Е заготовки полый канал 58. На видимой на фиг.3 верхней торцевой поверхности 54 осепараллельно выполнен ограничивающий расположенную внутри кольцеобразную опорную поверхность 55 и имеющий равную, к примеру, 5 мм высоту q1 и небольшую толщину t стенки кольцевой фланец 64, чья свободная верхняя кромка 66 имеет кольцеобразную горизонтальную проекцию.
К обозначенной под Q опорной поверхности примыкающей детали 50 соосно подводится нажимной пуансон 12 инструмента 10 таким образом, что его нажимной торец 15 проходит сквозь опорную поверхность 55, т.е. ее внутренний диаметр t1 немного больше, чем диаметр d нажимного торца 15. При опускании корпуса 30 в направлении нажима Р изогнутые внутренние плоскости 38 его кольцевой кромки 36, а также примыкающая торцевая поверхность 40 обжимают (прессуют) кольцевой фланец 64 детали 50 согласно фиг.5, 6 путем холодного прессования в изогнутый поперечном сечении к оси фигурный фланец 74. После образования фигурного фланца 74 в его сквозном канале формируют, к примеру, нарезают, внутреннюю резьбу 60. Таким образом, возникает представленная на фиг.7-10 крепящая резьбовая гайка 70 с имеющим осепараллельные участки 56 поверхностей стен резьбовой цоколь 72 высотой у. Сквозной канал 58 становиться посредством выполнения внутренней резьбы 60 резьбовым каналом или же резьбовым отверстием 62. Оно расположено по одной оси с фигурным фланцем 74, имеющим изогнутую к оси верхнюю или наружную поверхность 76. Эта поверхность возникла при прессовании кольцевого фланца 64 вследствие его обжима в поперечном сечении и имеет расположенную по окружности внутреннюю канавку, служащую в качестве приемного паза для не показанного здесь вставного кольца. После формирования внутренней резьбы 60 корпусом 20 или соответствующим инструментом нажимают на кольцевой фланец 64 и обжимают его еще немного по направлению к внутренней резьбе.
Поперечное сечение расположенного вблизи внешней поверхности 76 фигурного фланца 74 приемного паза 78 наклонено согласно фиг.10 к плоскости, определяемой одной из своих краевых кромок 80, под острым углом k, однако в другом варианте осуществления может располагаться и в диаметральной плоскости фигурного фланца 74, т.е. без наклона в поперечном сечении. На фиг.6 показана торцевая область 81 отогнутого фигурного фланца 74 более подробно, который при обработке давлением подвергается раздаче, посредством чего на свободном конце образуется наплыв 84, и этот конец имеет в поперечном сечении большую ширину, чем фигурный фланец 74 сам по себе. Эти различия в поперечном сечении на фиг.10 не показаны из соображений наглядности.
На фиг.10 показан внешний уступ 82, имеющий радиальную ширину r между осепараллельными участками поверхностей стен и внешней поверхностью 76 фигурного фланца 74, который является участком упомянутой верхней торцевой поверхности 54. Показанная радиальная ширина r внешнего уступа 82 существует только на осепараллельных ребрах 57 участков 56 поверхностей стен.
Не показано упоминавшееся выше вставное кольцо, которое удерживается с зажимом в качестве кольцевого элемента в приемном пазу 78, а также выступает за краевые кромки 80 к оси и прилегает к установленному в резьбовом канале штифту винта или аналогичному элементу в качестве крепежного и/или уплотнительного элемента. В зависимости от предназначения, уплотнительный элемент изготавливают из жесткого или ограниченного упругого материала.
В показанном на фиг.3 конструктивном исполнении заготовки 52 гайки кольцевой фланец 64 не имеет на своей, обращенной к полому каналу 58 внутренней стороне резьбы. В отличающихся от этого конструктивных исполнениях полностью обработанная резьбовая гайка, с одной стороны, на фиг.7-10 и, с другой стороны, на фиг.11-14 имеет кольцевой фланец на своей обращенной к резьбовому отверстию 63 внутренней стороне, т.е. резьбу в торцевой области 81.
Резьба в торцевой области 81 смещена по отношению к остальной внутренней резьбе с небольшим, в данном случае от 1 до 2 десятых миллиметра, сдвигом. При накручивании показанной, к примеру, на фиг.10 или на фиг.14 резьбовой гайки фигурный фланец 74 также «отгибается» против обозначенного под S направления и заскакивает (защелкивается) при достижении правильного размера шага резьбы в резьбовые стороны болта или винтовую резьбу. Это происходит, однако, при сохранении определенного напряжения, достигаемого посредством смещения в торцевой области 81 изогнутого в сторону оси фигурного фланца, создающего соответствующую, действующую в обозначенным под S направлении стрелки упругую силу. Тем самым, замкнутое между резьбовой гайкой и болтом или винтом резьбовое соединение предохраняют от открытия.
На фиг.11-14 показана отличающаяся от конструктивного выполнения по фиг.7-10 резьбовая гайка, отличие которой, при всем остальном как в описанных выше на фиг.1-10 резьбовых гайках, заключается в том, что кольцевой фланец 64 в поперечном сечении к сторону оси изогнут таким образом, что приемный паз 78 закрыт к резьбовому отверстия 62. В настоящем случае для этого краевые кромки 80 приемного паза 78 прилегают к резьбовому отверстию 78. Иными словами, приемный паз 78 имеет показанное на фиг.14 каплеобразное в поперечном сечении обрамление так, что теперь расположенные у приемного паза 78 краевые кромки 80 наклонены друг к другу с углом k', в отличие от угла k на фиг.10. Полное примыкание краевых кромок 80 приемного паза 78 к резьбовому отверстию может быть достигнуто посредством примыкания фигурного фланца 74 к внутренней резьбе 60 после того, как уже пояснено, внутренняя резьба 60 выполнена как в торцевой области, так и в остальной резьбовой гайке. Окончательное смещение фигурного фланца 74 получают в рассматриваемом случае посредством последнего, соответствующего сдвигу незначительного изгиба или втягивания фигурного фланца 74. В принципе, сдвиг в показанном на фиг.10 варианте осуществления изобретения может быть выполнен большим, в то время как в показанном на фиг.14 варианте выполнения изобретения может быть достигнута стопорящая, подпружиненная сила, основанная на более сильном изгибе фигурного фланца 74. Величина сдвига может находиться в диапазоне от 1 до 2 шагов резьбы. В показанном на фиг.10 примере величина сдвига равна 1,5 шагам резьбы. В показанном на фиг.14 примере - 1 шаг резьбы. В обоих конструктивных исполнениях оказалось особенно преимущественным то, что примыкающая к приемному пазу торцевая область 81 фигурного фланца 74 имеет большую ширину, чем ее примыкающее поперечное сечение, которое, как показано на фиг.6, является сравнительно тонким и тем самым может быть легко изогнуто, что облегчает обработку и изготовление гайки.
На фиг.15 показано альтернативное, по сравнению с фиг.3, конструктивное исполнение детали 50', которая, точно так же как и показанная на фиг.3 деталь 50, может служить основой для резьбовой гайки по фиг.5-14. В детали 50' кольцевой фланец расположен вдоль ее периметра лишь на отдельных участках. В рассматриваемом случае предусмотрены три участка 64', выполненные на торцевой поверхности 54 детали 50' и полностью отделенные друг от друга тремя разрывами в форме зазоров 65. Участки 64' выполнены, как описано выше (фиг.5, фиг.6), с возможностью их изгиба к оси для получения резьбовой гайки согласно концепции изобретения.
Пружинящее воздействие образованного участками 64' фигурного фланца является более легкоподвижным и упругим, чем воздействие расположенного вдоль полного периметра фигурного фланца согласно фиг.7-14.



Изобретение относится к крепежным элементам и их изготовлению. Резьбовая гайка из металлического материала с резьбовым отверстием и расположенной огибающей его продольную ось внутренней канавкой, при этом на одной из торцевых поверхностей резьбовой гайки выполнен кольцевой фланец, отогнутый к оси таким образом, что он вместе с окружающим резьбовое отверстие в качестве опорной поверхности участком этой торцевой поверхности ограничивает расположенный непосредственно на ней приемный паз. Кольцевой фланец деформирован в поперечном сечении и образует фигурный фланец. Смежная с приемным пазом торцевая область фигурного фланца имеет наплыв и выполнена с более широким поперечным сечением, чем примыкающее поперечное сечение фигурного фланца. Торцевая область имеет резьбу, смещенную по отношению к остальной внутренней резьбе резьбового отверстия. Способ изготовления упомянутой резьбовой гайки заключается в том, что на торцевой поверхности заготовки гайки, соответствующей горизонтальной проекции резьбовой гайки, формируют кольцевой фланец с круговой свободной верхней кромкой и изгибают его посредством направляемого по оси к продольной оси заготовки гайки давильного инструмента. При обработке давлением кольцевой фланец раздают в торцевой области на его верхней кромке и выполняют внутреннюю резьбу в осевом полом канале и в торцевой области изогнутого фигурного фланца заготовки гайки. После выполнения внутренней резьбы смещают кромку фигурного фланца по направлению к внутренней резьбе. Инструмент для обработки давлением кольцевого фланца при изготовлении резьбовой гайки характеризуется тем, что направляющий канал корпуса для нажимного пуансона заканчивается на приемном участке для детали, образованном кольцевой кромкой торцевой поверхности инструмента. Нажимной пуансон установлен в направляющем канале с возможностью его осевого перемещения. Корпус на нажимном пуансоне установлен с возможностью его подвода к кольцевому фланцу детали. В результате увеличивается производительность изготовления гаек. 3 н. и 20 з.п. ф-лы, 15 ил.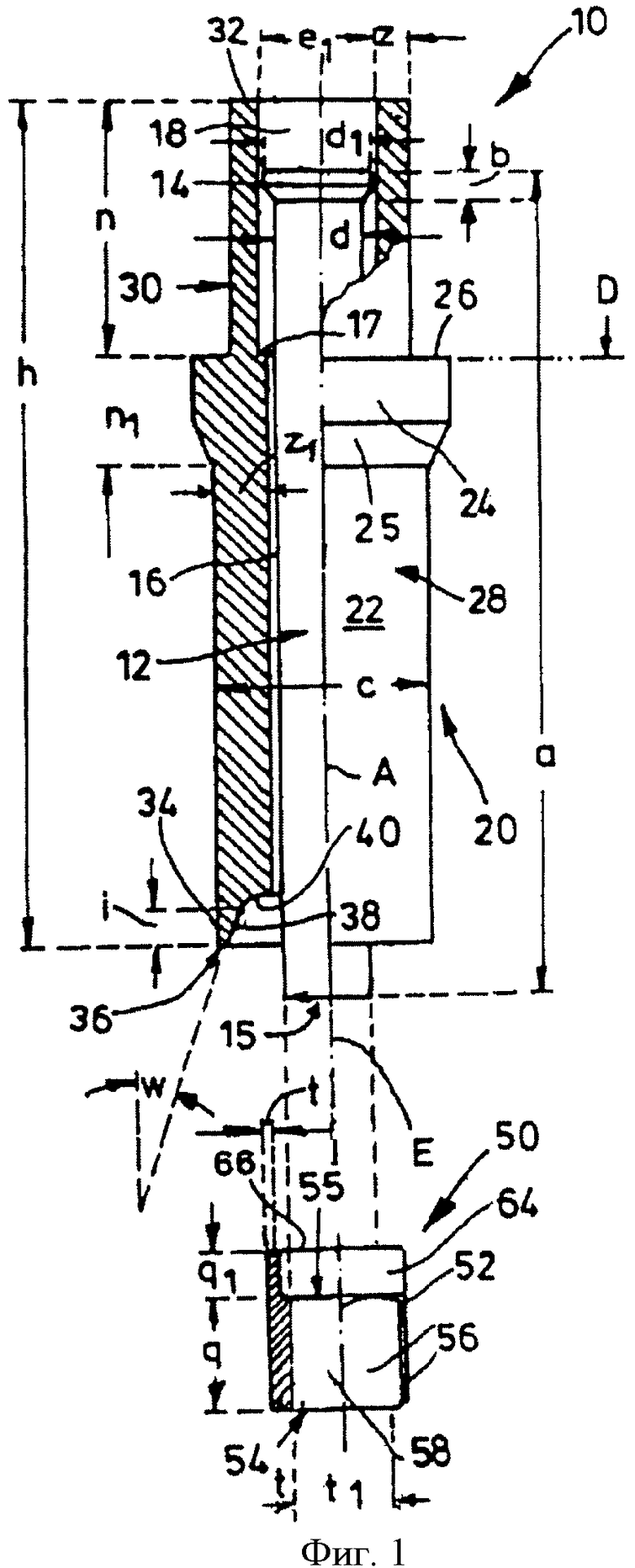
1. Резьбовая гайка из металлического материала с резьбовым отверстием (62) и расположенной огибающей его продольную ось (Е) внутренней канавкой (78), при этом на одной из торцевых поверхностей (54) резьбовой гайки (70) выполнен кольцевой фланец (64), отогнутый к оси таким образом, что он вместе с окружающим резьбовое отверстие (62) в качестве опорной поверхности (55) участком этой торцевой поверхности ограничивает расположенный непосредственно на ней приемный паз (78) отличающаяся тем, что кольцевой фланец (64) деформирован в поперечном сечении и образует фигурный фланец (74), а смежная с приемным пазом (78) торцевая область (81) фигурного фланца (74) имеет наплыв и выполнена с более широким поперечным сечением, чем примыкающее поперечное сечение (фиг.6) фигурного фланца (74), при этом торцевая область (81) имеет резьбу, смещенную по отношению к остальной внутренней резьбе (60) резьбового отверстия (62).
2. Резьбовая гайка по п.1, отличающаяся тем, что она имеет многоугольную горизонтальную проекцию, заданную участками (56) поверхностей граней, при этом внешняя поверхность (76) фигурного фланца (74) расположена с радиальным смещением (r) от осепараллельных ребер (57) участков (56)поверхностей граней резьбовой гайки (70), при этом приемный паз (78) расположен вблизи внешней поверхности фигурного фланца.
3. Резьбовая гайка по п.2, отличающаяся изогнутой к оси внешней поверхностью (76) фигурного фланца (74).
4. Резьбовая гайка по п.2, отличающаяся изогнутой вниз внутренней поверхностью фигурного фланца (74).
5. Резьбовая гайка по любому из пп.1-4, отличающаяся тем, что приемный паз (78), расположенный между двумя параллельными краевыми кромками (80), наклонен (фиг.10) под углом (k) к плоскости, определяемой одной из этих кромок.
6. Резьбовая гайка по любому из пп.1-4, отличающаяся тем, что кольцевой фланец (64) изогнут к оси так, что приемный паз (78) открыт в направлении резьбового отверстия (62), а его краевые кромки (80) расположены у резьбового отверстия (62) на расстоянии друг от друга.
7. Резьбовая гайка по п.5, отличающаяся тем, что кольцевой фланец (64) изогнут к оси так, что приемный паз (78) открыт в направлении резьбового отверстия (62), а его краевые кромки (80) расположены у резьбового отверстия (62) на расстоянии друг от друга.
8. Резьбовая гайка по любому из пп.1-4, отличающаяся тем, что кольцевой фланец (64) изогнут к оси так, что приемный паз (78) закрыт в направлении резьбового отверстия (62), а его краевые кромки (80) расположены у резьбового отверстия (62) и примыкают друг к другу.
9. Резьбовая гайка по п.5, отличающаяся тем, что кольцевой фланец (64) изогнут к оси так, что приемный паз (78) закрыт в направлении резьбового отверстия (62), а его краевые кромки (80) расположены у резьбового отверстия (62) и примыкают друг к другу.
10. Резьбовая гайка по любому из пп.1-4, отличающаяся тем, что кольцевой фланец (64) расположен на внешней стенке торцевой поверхности (54).
11. Резьбовая гайка по п.10, отличающаяся тем, что кольцевой фланец (64) расположен вдоль ее полного периметра.
12. Резьбовая гайка по п.10, отличающаяся тем, что кольцевой фланец (64) расположен вдоль участков ее периметра.
13. Резьбовая гайка по п.12, отличающаяся тем, что соседние участки (64') кольцевого фланца отделены друг от друга разрывом (65).
14. Резьбовая гайка по п.1, отличающаяся тем, что в приемном пазу (78) установлен выступающий к оси за его краевые кромки (80) крепежный и/или уплотнительный элемент.
15. Резьбовая гайка по п.14, отличающаяся тем, что крепежный и/или уплотнительный элемент выполнен в форме кольца.
16. Способ изготовления резьбовой гайки по одному из предыдущих пунктов, в котором на торцевой поверхности (54) заготовки (52) гайки, соответствующей горизонтальной проекции резьбовой гайки (70), формируют кольцевой фланец (64) с круговой свободной верхней кромкой (66) и изгибают его посредством направляемого по оси к продольной оси (Е) заготовки гайки давильного инструмента (10), отличающийся тем, что при обработке давлением кольцевой фланец (64) раздают (фиг.6) в торцевой области (81) на его верхней кромке (66) и выполняют внутреннюю резьбу (60) в осевом полом канале (58) и в торцевой области (80) изогнутого фигурного фланца (74) заготовки (52) гайки, а после выполнения внутренней резьбы (60) смещают кромку фигурного фланца (74) по направлению к внутренней резьбе.
17. Способ по п.16, отличающийся тем, что свободную верхнюю кромку (66) кольцевого фланца (64) подводят параллельно в плоскости к смежному внутреннему участку торцевой поверхности (54) заготовки (52) гайки и располагают на расстоянии от него/нее.
18. Способ по п.17, отличающийся тем, что между внутренним участком торцевой поверхности (54) и внутренней поверхностью кольцевого фланца (64) изготавливают расположенную по окружности внутреннюю канавку (78).
19. Способ по любому из пп.16-18, отличающийся тем, что нарезают внутреннюю резьбу (60).
20. Инструмент для обработки давлением кольцевого фланца (64) при изготовлении резьбовой гайки по одному из пп.1-15, характеризующийся тем, что направляющий канал (16) корпуса (20) для нажимного пуансона (12) заканчивается на приемном участке для детали (50), образованном кольцевой кромкой (34) торцевой поверхности (40) инструмента, а нажимной пуансон установлен в направляющем канале с возможностью его осевого перемещения, при этом корпус (20) на нажимном пуансоне установлен с возможностью его подвода к кольцевому фланцу (64) детали.
21. Инструмент по п.20, характеризующийся тем, что кольцевая кромка (34) имеет в поперечном сечении изогнутую вверх к торцевой поверхности (40) корпуса (20) внутреннюю поверхность (38) для установки кольцевого фланца (64) детали (50).
22. Инструмент по п.20 или 21, характеризующийся тем, что свободный нажимной торец (15) дальнего конца нажимного пуансона (12) снабжен по меньшей мере одним радиально скошенным ударным элементом (14) и на траектории его движения установлена (фиг.1) внутренняя ступень (17) корпуса (20) в качестве ударной компоненты для ударного элемента нажимного пуансона.
23. Инструмент по п.20, характеризующийся тем, что его торцевая поверхность (40) корпуса (20) выполнена с возможностью насаживания на фигурный фланец (74) детали (50).
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДОГО ОСТАТКА ПИРОЛИЗА АВТОШИН | 2014 |
|
RU2557652C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО БЕТОНА | 2008 |
|
RU2363680C1 |
| US 2952289 A, 13.09.1960 | |||
| Стопорная гайка | 1986 |
|
SU1428849A1 |

