Настоящее изобретение относится к области строительства, в частности к устройствам сушки строительных материалов, имеющих открытую пористую структуру, плит или блоков из гипса или гипсобетона, без применения тепла.
Известно устройство для сушки капилярно-пористых гипсовых и гипсобетонных плит, содержащее установленные по обе стороны от плит подвижные пластины, снабженные по периметру уплотнительными элементами, а в центральной части - уплотнительными прокладками, делящими пластины на отсеки, подключенные к системе подачи сжатого воздуха, и вакуумную систему, по которому выдано авторское свидетельство №1474407, публ. 23.04.1989 года, бюл. №15, МПК F26B 9/06, В 5/04.
К недостаткам известного устройства можно отнести низкую производительность, ограниченное применение, в основном с карусельной формовочной машиной, где плиты извлекаются по одной, так как для более распространенных, из-за лучшей геометрии плит, кассетных (рядных) формовочных машин потребуется либо дополнительный механизм для позиционирования плит, либо мускульная сила для помещения плит в устройство, так как, например, свежеотформованная гипсовая плита перед сушкой может весить до 50 кг для размера 667*500*80 мм, кроме того, устройство требует подключение к вакууму, что влечет за собой снижение надежности и усложняет устройство.
Известно устройство для формования гипсовых плит с пустотами и сушки их, содержащее ряд эластичных пустотообразователей, закрепленных посредством патрубков на подающем трубопроводе, соединенном с системой подачи сжатого воздуха, по которому выдано авторское свидетельство №1616819, публ. 30.12.1990 года, бюл. №48, МПК В28В 11/00.
К недостаткам известного устройства можно отнести, в части его функций, как устройства для сушки, низкую производительность, обусловленную тем, что при низком давлении сжатого воздуха в пустотах интенсивность процесса сушки выходит за рамки экономической целесообразности, а повышение давления для ускорения процесса сушки приводит к разрушению гипсовой плиты, так как возникающий изгибающий момент ничем не компенсирован после изъятия плиты из формы во время ее сушки сжатым воздухом.
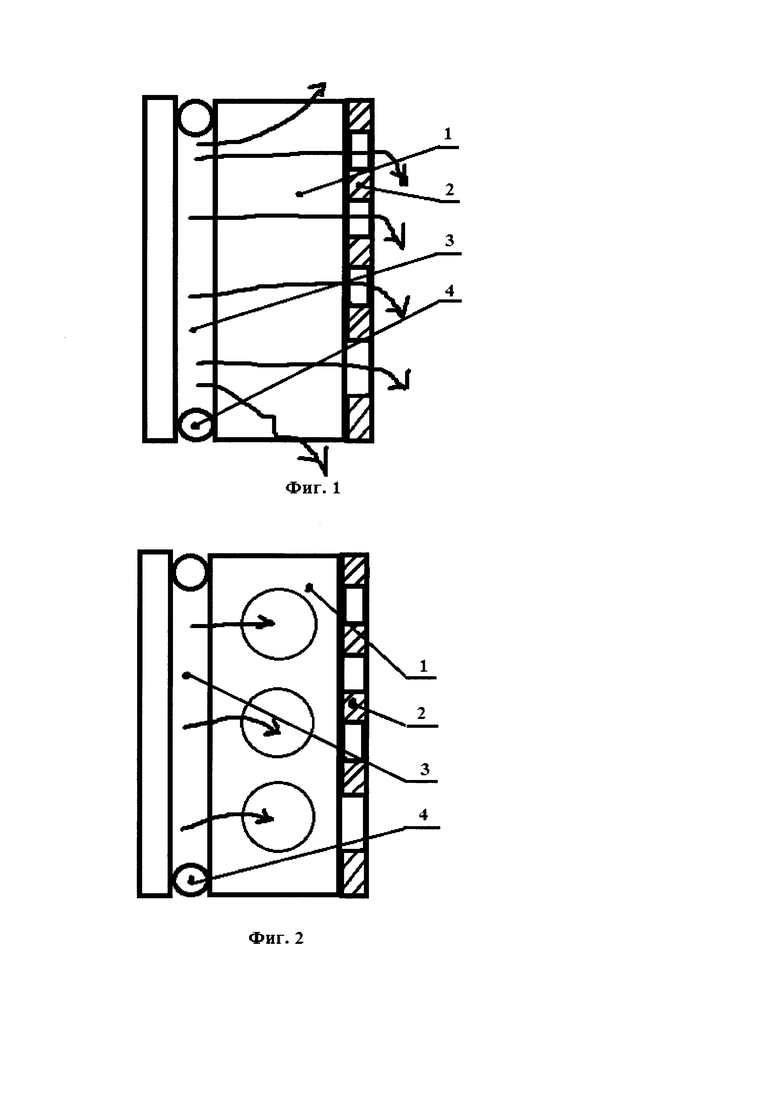
Из существующего уровня техники известно более близкое по технической сущности устройство для сушки двух гипсовых плит с размерами 800*400*80 мм, по которому выдано авторское свидетельство №951038, МПК F26B 9/06, - прототип, публ. 15.08.1982, бюл. №30, которое состоит из двух опорных пластин с патрубками подвода воздуха, на одной из сторон которых выполнено по одному сборному уплотнению в виде резиновой рамки. Эти уплотнения, когда в них подают сжатый воздух, раздуваясь, прилегают к поверхности плиты или блока 1, образуя герметичную воздушную полость 3, куда по дополнительному контуру системы подачи сжатого воздуха нагнетается сжатый воздух, под действием которого вода из плиты выдавливается в направлении ребристой проставки 2, при этом воздушные потоки, проходящие через отдельно взятую плиту, направлены от одной грани плиты к противоположной фиг. 1. Проставка 2 предотвращает плиты от разрушения, вызванного изгибающим моментом от приложения давления сжатого воздуха, она смонтирована на стяжных шпильках, нижний ряд которых имеет ролики для облегчения позиционирования плит внутри устройства и симметрична относительно опорных пластин.
К недостаткам известного технического решения можно отнести низкую производительность устройства, отсутствие возможности сушки сжатым воздухом плит или блоков, имеющих пустоты, поскольку пустоты перераспределяют движение воздушных потоков в плите или блоке 1 фиг. 2, тем самым препятствуют созданию давления сжатого воздуха на другую, расположенную за пустотами часть плиты, достаточного для выдавливания воды, большое количество брака из-за отбитости углов и ребер плит во время перемещения плит по роликам в устройство, ограниченная автоматизация устройства.
Техническим результатом предлагаемого изобретения является устранение недостатков прототипа, направленных на увеличение производительности устройства с возможностью одновременной сушки в разы большего количества плит или блоков, организации возможности сушки воздухом плит, имеющих пустоты, например по ТУ5742-003-78667919-2005 тип II, упрощение конструкции устройства за счет отказа от сборного уплотнения и дополнительного контура подачи сжатого воздуха, необходимого для его работы, возможность автоматизации процесса сушки, от момента захвата плит или блоков устройством до выдачи плит или блоков из устройства, обеспечивающее высшую категорию качества, например по п.п. 2.3 ГОСТ 6428-83.
Поставленный предлагаемым изобретением технический результат достигается сочетанием общих с прототипом известных признаков, а именно в устройстве для сушки плит или блоков из гипса или гипсобетона без применения тепла, имеющих открытую пористую структуру, включающем в себя направляющие, на которых смонтированы опорные пластины с рабочим органом, нажимные пластины, приводящиеся в действие от штоков рабочего органа, продувочные пластины, уплотнения, образующие герметичные воздушные полости между плитой или блоком и продувочной пластиной, а также механизм возврата продувочных пластин в исходное положение, новым является то, что в устройстве отдельно взятая плита или блок двумя своими гранями наибольшей площади прилегает к уплотнениям, расположенным на продувочных пластинах, образуя две герметичные воздушные полости, в которые подается сжатый воздух с давлением, достаточным для интенсивного выдавливания воды, как из полнотелых так и пустотелых плит или блоков, в том числе чередуя их в устройстве в любой последовательности, при этом движение потоков сжатого воздуха направлено навстречу друг другу.
Для адаптации устройства к серийно выпускаемым формовочным машинам конструкцией предусмотрена возможность изменения количества продувочных пластин, длины направляющих, регулировки механизма возврата продувочных пластин и плит или блоков.
А также в качестве привода нажимных пластин рабочий орган может быть выполнен в виде пневмоцилиндра или баллона, гидроцилиндра, электромеханического цилиндра и/или зажима (электро- или механического зажима).
Механизм возврата продувочных пластин и плит или блоков в исходное положение может быть тросовым, цепным, пластинчатым, а его привод механическим, электрическим, пневматическим, гидравлическим.
Описание принципа работы прототипа, конструкции и принципа работы предлагаемого устройства дополняется чертежами.
На фиг. 1 схематично стрелками показано направление движения потоков сжатого воздуха в прототипе, когда сушится полнотелая плита или блок, где 1 - плита или блок, 2 - ребристая проставка, 3 - воздушная полость, 4 - уплотнение.
На фиг.2 схематично стрелками показано направление движения потоков сжатого воздуха в прототипе, когда осуществляется попытка высушить плиту или блок, имеющие пустоты, где 1 - плита или блок, 2 - ребристая проставка, 3 - воздушная полость, 4 - уплотнение.
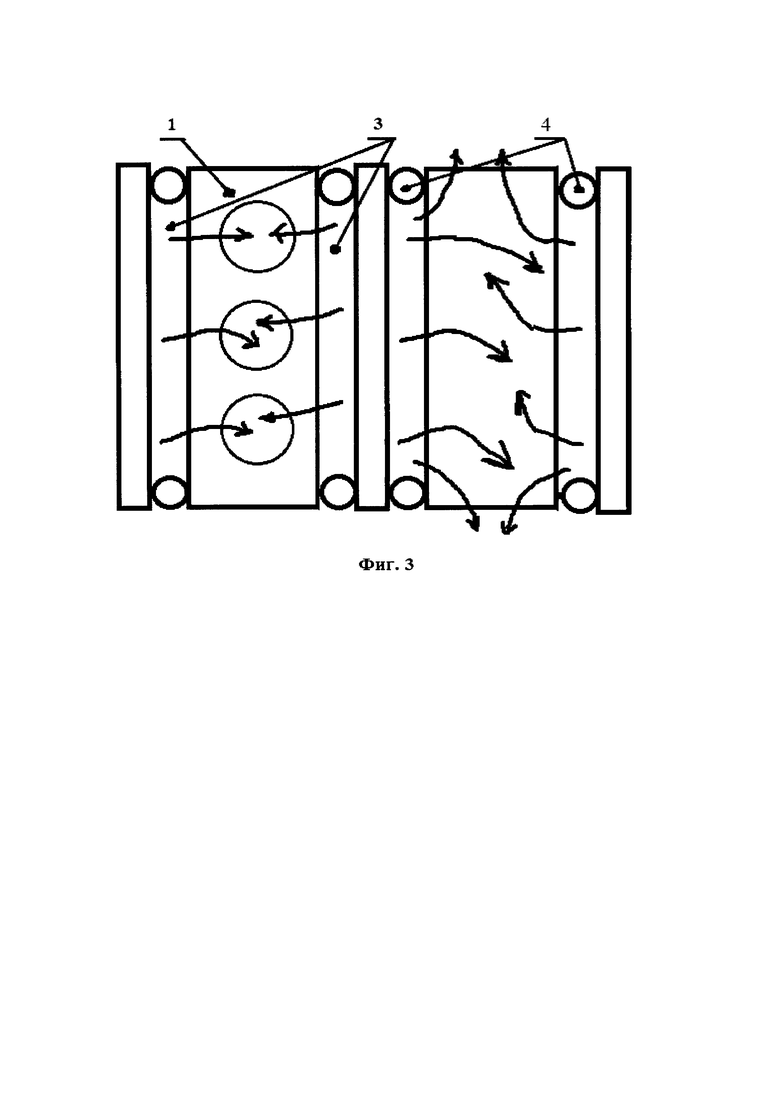
На фиг. 3 схематично стрелками показано движение потоков сжатого воздуха, направленных навстречу друг другу в предлагаемом устройстве, когда сушится плита или блок, имеющие и не имеющие пустоты, где 1 - плита или блок, 3 - воздушная полость, 4 - уплотнение.
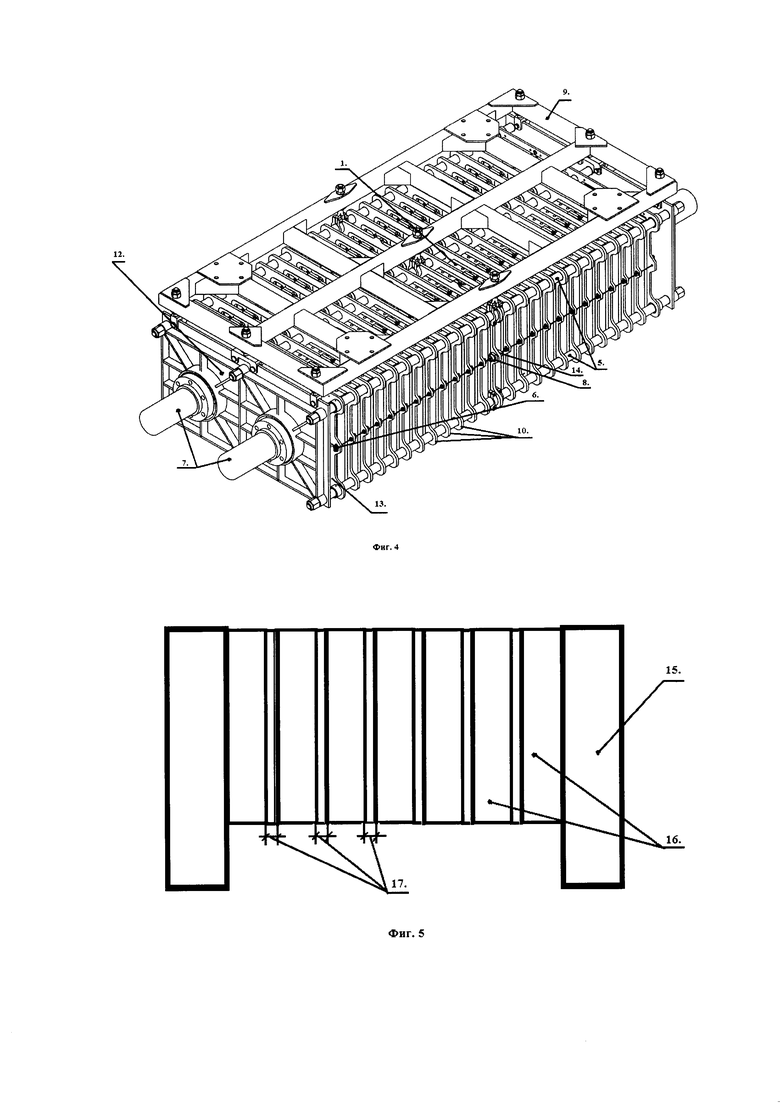
На фиг. 4 схематично в изометрии изображено в качестве варианта исполнения предлагаемое устройство для одновременной сушки 48 плит или блоков 1 с размерами 667*500*80 мм (2 пакета плит по 24 шт. каждый) со смонтированной на нем траверсой 9 и гидравлическими рабочими органом 7 для привода нажимных пластин 13.
На фиг. 5 схематично показана кассетная (рядная) формующая машина 15, ее формующие камеры 16, где их конструкцией задается шаг 16 (промежутки) между плитами или блоками.
Устройство фиг. 4 закреплено на траверсе 9 и состоит из направляющих 5, на концах которых смонтированы по две опорные 12 (неподвижные) и нажимные 13 (подвижные) пластины, на опорной пластине 12 закреплены по два рабочих органа 7 на каждую из сторон. Рабочий орган 7 может быть выполнен в виде пневмоцилиндра или баллона, гидроцилиндра или электромеханического цилиндра и/или зажима, развивающего на толкающем штоке необходимое усилие. За нажимными пластинами 13 на направляющих 5 последовательно смонтированы подвижные продувочные пластины 10, в которых выполнены каналы для подвода сжатого воздуха, а также смонтированы уплотнения, образующие герметичные воздушные полости с одной или двух сторон продувочной пластины 10 в зависимости от их места в устройстве (крайние или внутренние). Механизм возврата 6 состоит из троса, пропущенного через винтовые фиксаторы, посредством которых осуществляется регулировка шага 17 (фиг. 5), которые расположены на торцах продувочных пластин 10. Один конец троса закреплен на демпферной пружине 8, а другой конец - на подвижной пластине 13. При этом корпус демпферной пружины 14 закреплен на одной из продувочных пластин 10, находящейся в середине пакета плит или блоков и делящей длину этого пакет на две равные части. Механизм возврата 6 продувочных пластин 10 и плит или блоков 1 в исходное положение может быть тросовым, цепным, пластинчатым, рычажным, клиновым, а его привод механическим, электрическим, пневматическим, гидравлическим.
Устройство в технологической линии располагается после формовочной машины и работает следующим образом.
Грузоподъемным механизмом траверса 9 (фиг. 4) с устройством опускается на пакет плит или блоков 1 (фиг. 4), продувочными пластинами 10 (фиг. 4) попадая в промежутки между плитами или блоками 1 (фиг. 4), обеспеченными конструкцией формовочной машины 15 (фиг. 5) или иным механизмом, задающим шаг 17 (фиг. 5) плитам или блокам 1, а также чередующим их в любой последовательности (пустотелые с полнотелыми). Затем рабочий орган 7 создает усилие между опорной 12 и нажимной 13 пластинами, под действием этого усилия плиты или блоки 1 (фиг. 4) сплачиваются, прижимаясь к продувочным пластинам 10 (фиг. 4). Уплотнения 4 (фиг. 3) расположенные на продувочных пластинах 10 (фиг. 4) прилегая к поверхности плиты или блока 1 (фиг. 4), образуют герметичные воздушные полости 3 (фиг. 3), после этого в воздушные полости 3 нагнетается сжатый воздух с давлением, достаточным для выдавливания воды из плиты или блока 1 (фиг. 4), при этом сжимающее усилие, развиваемое рабочим органом 7 (фиг. 4), должно превышать отталкивающее усилие, возникающее в воздушных полостях 3 (фиг. 3) для удержания требуемого давления нагнетаемого сжатого воздуха, достаточного для интенсивного выдавливания воды. После стадии интенсивного выдавливания воды на рабочем органе 7 (фиг. 4) снижают сжимающие усилие, воздушная полость 3 (фиг. 3) разгерметизируется, вырвавшийся сжатый воздух очищает уплотнения 4 (фиг. 3), после чего подачу сжатого воздуха закрывают. Шток рабочего органа 7 (фиг. 4) возвращается в исходное положение, при этом механизм возврата 6 (фиг. 4) возвращает плиты или блоки 1 (фиг. 4), а также продувочные пластины 10 (фиг. 4) в исходное положение, то есть с тем же шагом 17 (фиг. 5), что и до работы устройства. Грузоподъемным механизмом траверса 9 (фиг. 4) с устройством поднимается над пакетом высушенных плит или блоков 1 (фиг. 4). Затем цикл повторяется. Высушенные таким образом плиты как минимум в два раза превосходят требования, например пп. 2.6 ГОСТ 6428-83 по отпускной влажности плит.
Применение заявленного устройства для плит или блоков из гипса или гипсобетона, отформованных по литьевой технологии либо другой, обеспечивающей стабильность линейных размеров плит или блоков, имеющих открытую пористую структуру, создает предпосылки для организации автоматизированного поточного способа производства взамен существующего накопительного. Позволяет существенно сократить инвестиции в организацию производства, снизить эксплуатационные издержки из-за отказа от тоннельных сушилок, работающих на ископаемом топливе, время сушки в которых партии плит или блоков достигает 24 ч, тем самым поточный способ с применением заявленного устройства обеспечит снижение себестоимости выпускаемой продукции, а значит, и конкурентные преимущества на рынке.
Для устройства разработана конструкторская документация, ведется изготовление промышленного образца. Для адаптации предлагаемого устройства к серийно выпускаемым кассетным (рядным) формовочным машинам в устройстве предусмотрена возможность изменения количества продувочных пластин 10, длины направляющих 5, типов и усилий, развиваемых рабочим органом 7, регулировка механизма возврата 6. Для нужд собственной лаборатории изготовлен комплект оборудования для моделирования и отладки технологического регламента сушки, на котором в том числе исследуется модификация устройства с возможностью одновременной сушки и объемной гидрофобизации плит или блоков без введения гидрофобизатора с водой в состав формовочной массы.
Натурными испытаниями отмечено следующее, а именно: образцы, изъятые после сушки из лабораторного устройства, имеют остаточную влажность 5% (мас.) и температуру на поверхности на 5-8 градусов Цельсия ниже окружающей среды, после двух суток хранения при температуре +20 градусов Цельсия и атмосферном давлении зафиксирован эффект «самовысушивания» образцов до постоянной массы, на что для образцов, высушенных в электрической сушильной камере до тех же 5% (мас.), требуется около 25-30 суток для «досушивания» их до постоянной массы при тех же начальных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТЕНОВЫХ ПЛИТ ИЗ ГИПСА ИЛИ ГИПСОБЕТОНА | 2015 |
|
RU2604889C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНОЙ ФИГУРНОЙ МОЗАИКИ ИЗ ГИПСА. ИЗНОСОСТОЙКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ ИЗ ГИПСА | 2003 |
|
RU2261173C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО И ИЗДЕЛИЙ НА ЕГО ОСНОВЕ | 2009 |
|
RU2413688C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕДРЕНИЯ ХОЛСТА В ИЗГОТАВЛИВАЕМЫЕ МОКРЫМ СПОСОБОМ ПАНЕЛИ | 2007 |
|
RU2443550C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ОСНОВЕ ГИПСА | 2017 |
|
RU2742894C2 |
| Устройство для сушки капиллярно-пористых плит | 1983 |
|
SU1200097A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2015 |
|
RU2598391C1 |
| ДЕКОРАТИВНАЯ ОБЛИЦОВОЧНАЯ ПЛИТКА И СМЕСЬ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355852C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОКАРТОННОЙ ПЛИТЫ | 2012 |
|
RU2603988C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПЛИТЫ НА ОСНОВЕ ГИПСА | 2013 |
|
RU2611089C2 |
Изобретение относится к области строительства, в частности к устройствам сушки строительных материалов, имеющих открытую пористую структуру, плит или блоков из гипса или гипсобетона без применения тепла. Устройство для сушки плит или блоков из гипса или гипсобетона без применения тепла, имеющих открытую пористую структуру, включает в себя направляющие, на которых смонтированы опорные пластины с рабочим органом, нажимные пластины, приводящиеся в действие от штоков рабочего органа, продувочные пластины, уплотнения, образующие герметичные воздушные полости между плитой или блоком и продувочной пластиной, а также механизм возврата продувочных пластин в исходное положение. В устройстве отдельно взятая плита или блок двумя своими гранями наибольшей площади прилегает к уплотнениям, расположенным на продувочных пластинах, образуя две герметичные воздушные полости, в которые подается сжатый воздух с давлением, достаточным для интенсивного выдавливания воды как из полнотелых, так и пустотелых плит или блоков, в том числе чередуя их в устройстве в любой последовательности, при этом движение потоков сжатого воздуха направлено навстречу друг другу. Техническим результатом изобретения является увеличение производительности устройства с возможностью одновременной сушки большого количества плит или блоков. 3 з.п. ф-лы, 5 ил.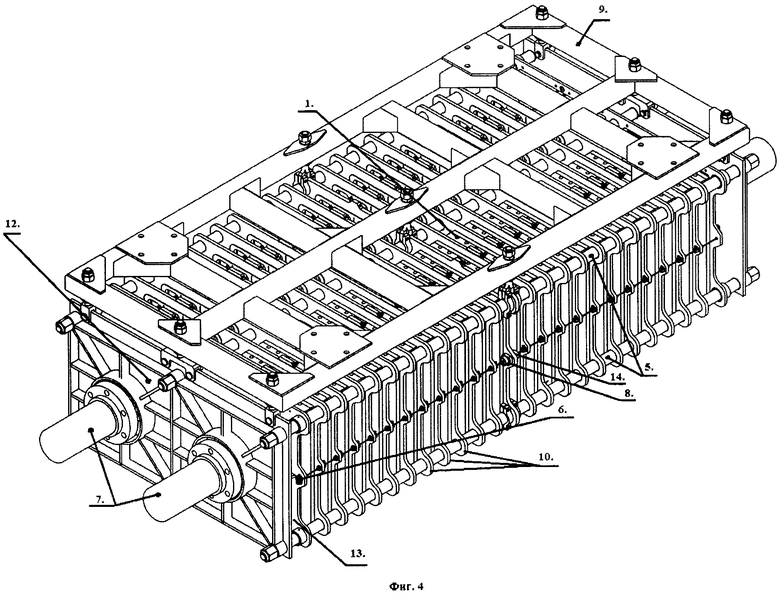
1. Устройство для сушки плит или блоков из гипса или гипсобетона без применения тепла, имеющих открытую пористую структуру, включающее в себя направляющие, на которых смонтированы опорные пластины с рабочим органом, нажимные пластины, приводящиеся в действие от штоков рабочего органа, продувочные пластины, уплотнения, образующие герметичные воздушные полости между плитой или блоком и продувочной пластиной, а также механизм возврата продувочных пластин в исходное положение, отличающееся тем, что в устройстве отдельно взятая плита или блок двумя своими гранями наибольшей площади прилегает к уплотнениям, расположенным на продувочных пластинах, образуя две герметичные воздушные полости, в которые подается сжатый воздух с давлением, достаточным для интенсивного выдавливания воды как из полнотелых, так и пустотелых плит или блоков, в том числе чередуя их в устройстве в любой последовательности, при этом движение потоков сжатого воздуха направлено навстречу друг другу.
2. Устройство по п. 1, отличающееся тем, что для адаптации устройства к серийно выпускаемым формовочным машинам конструкцией предусмотрена возможность изменения количества продувочных пластин, длины направляющих, регулировки механизма возврата продувочных пластин и плит или блоков.
3. Устройство по п. 1, отличающееся тем, что в качестве привода нажимных пластин рабочий орган может быть выполнен в виде пневмоцилиндра или баллона, гидроцилиндра, электро- или механического зажима.
4. Устройство по п. 1, отличающееся тем, что механизм возврата продувочных пластин и плит или блоков в исходное положение может быть тросовым, цепным, пластинчатым, а его привод механическим, электрическим, пневматическим, гидравлическим.
| Устройство для сушки гипсовых плит | 1980 |
|
SU951038A1 |
| Устройство для сушки капиллярно-пористых гипсовых и гипсобетонных плит | 1987 |
|
SU1474407A1 |
| Устройство для сушки капиллярно-пористых плит | 1983 |
|
SU1200097A2 |
| СПОСОБ СУШКИ ГИПСОВЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2266818C2 |
| US 3863361 A1, 04.02.1975. | |||

