Настоящее изобретение относится к области строительства, в частности к способу производства строительных материалов, преимущественно плит изготовленных из гипса или гипсобетона.
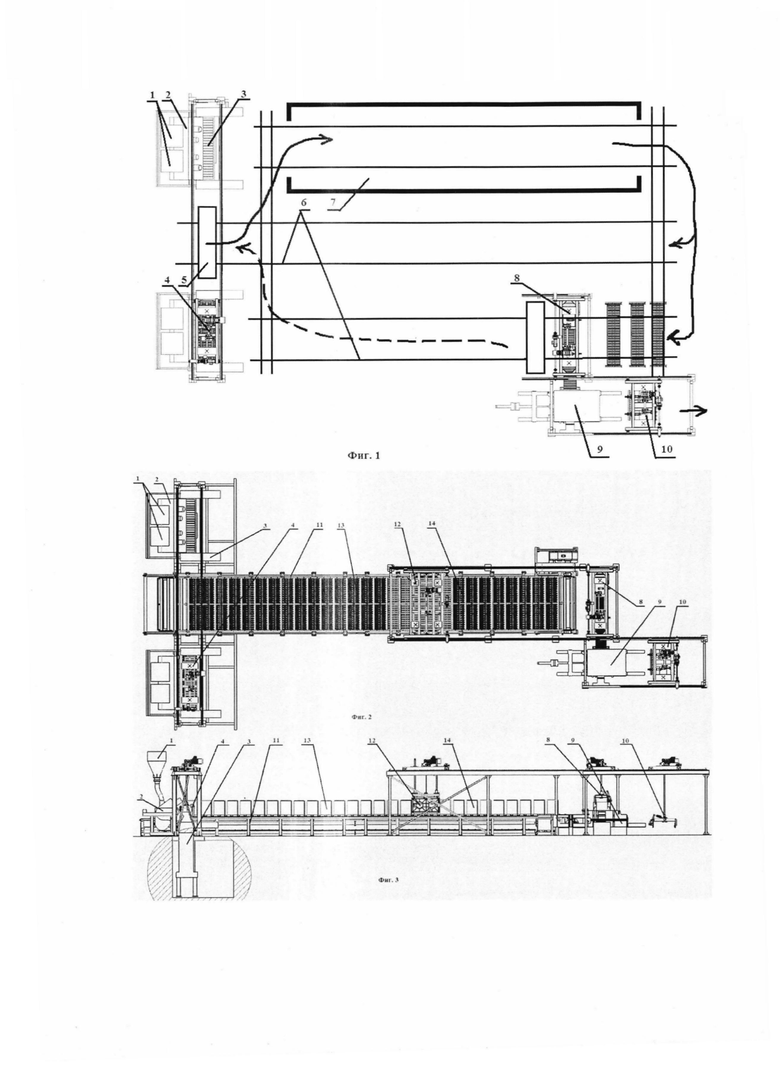
Из существующего уровня техники известен способ производства плит, изготовленных на основе гипсового вяжущего, в виде технологической линии (фиг. 1), определенной как прототип, включающий в себя: узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетную формовочную машину 3, захват 4 для пакета отформованных плит, парк сушильных вагонеток 5, систему рельсового пути 6 для сушильных вагонеток, тоннельную сушилку 7, захват 8 для снятия пакета плит с парка сушильных вагонеток 5, упаковочную машину 9, захват 10 для установки сформированного грузового пакета на транспортную паллету.
Недостатками данного способа в виде технологической линии является низкая производительность при одинаковых технических характеристиках кассетных формовочных машин, то есть с одинаковым количеством формовочных камер и одинаковой скоростью формовки, обусловленная накопительным принципом производства, лимитированного пропускной способностью тоннельных сушилок, где перед подачей плит на упаковку для отгрузки потребителю они высушиваются в течение 18-24 часов до отпускной влажности менее или равной 12% (мас.) по требованиям, например, пп. 2.6 ГОСТ 6428-83. В такой тоннельной сушилке из-за опасности дегидратации гипса в гипсовых плитах применяют низкотемпературный сушильный агент, из-за этого ее размеры в 2-4 раза превышают объем помещенных для сушки плит, что в свою очередь ведет к значительному увеличению производственных площадей, повышению эксплуатационных издержек, требует большего количества обслуживающего персонала.
Техническим результатом предлагаемого изобретения является устранение недостатков прототипа, направленных на увеличение производительности за счет организации поточной линии для производства плит без ограничений накладываемых тоннельными сушилками на ископаемом топливе, снижение потребности в производственных площадях, снижение эксплуатационных издержек, снижение инвестиций в организацию производства, снижение себестоимости единицы продукции, сокращении количества обслуживающего персонала.
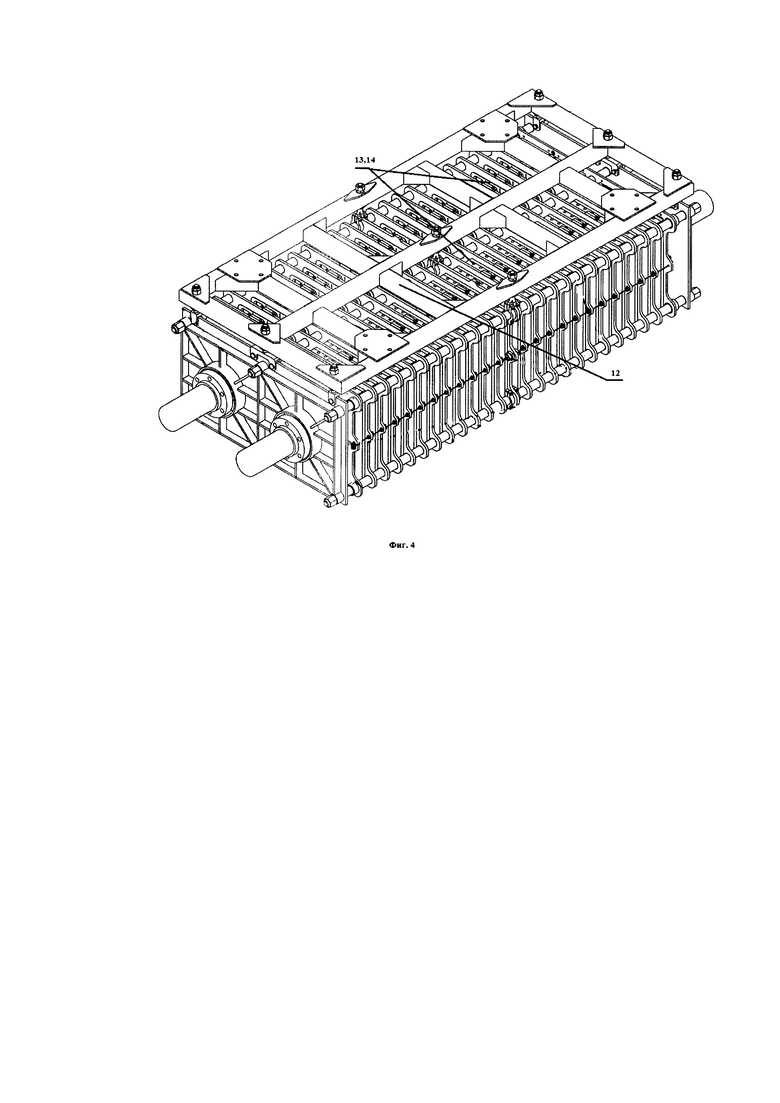
Поставленный предлагаемым изобретением технический результат достигается сочетанием общих с прототипом известных признаков, включающих узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетную формовочную машину 3, захват 4 для пакета отформованных плит, захват 8 для снятия пакета высушенных плит, упаковочную машину 9, захват 10 для установки сформированного грузового пакета на транспортную паллету, и новыми признаками, где из технологической линии исключены: парк сушильных вагонеток 5, система рельсового пути 6 для них, тоннельная сушилка 7. В место этого в технологическую линию введено устройство для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), и один конвейер 11 для передвижения как отформованных пакетов плит 13, так и высушенных пакетов плит 14 совместно реализующие поточный способ производства.
Поточная линия для производства плит из гипса или гипсобетона по предлагаемому изобретению включает в себя: узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетную формовочную машину 3, захват 4 для пакета отформованных плит 13, конвейер 11 для 10-30 пакетов отформованных плит или блоков в зависимости от количества формовочных машин в поточной линии, устройство для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит (13, 14) в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), устройство для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит (13, 14) может быть в подвижном и неподвижном исполнении, одновременно высушивая от 1 до 10 пакетов плит, захват 8 для снятия пакета высушенных плит 14 с конвейера 11, упаковочную машину 9, захват 10 для установки сформированного грузового пакета на транспортную паллету.
Поточная линия для производства плит из гипса или гипсобетона по предлагаемому изобретению в подвижном исполнении устройства для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит фиг. 2 (вид сверху) и фиг. 3 (вид сбоку) работает следующим образом: узел дозирования компонентов формовочной смеси 1, подает в смеситель 2 необходимое количество компонентов, где они смешиваются, затем опрокидыванием формовочная масса заливается в формующие камеры кассетной формовочной машины 3, по истечении 3-6 минут, отформованные плиты выпрессовываются из формовочной машины, захват 4 поднимает пакет отформованных плит 13 и переносит их на конвейер 11, двигаясь по которому в течение от 12 до 42 минут плиты в пакете набирают необходимую прочность для работы устройства для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), которое расположено над конвейером 11 и передвигаясь вдоль него опускается на требуемое количество пакетов отформованных плит 13, определенное количеством формовочных машин в поточной линии. В течение 6-18 минут происходит сушка пакетов плит, в это время устройство для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит движется со скоростью конвейера, после этого устройство для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит поднимастся и передвигается вдоль конвейера 11 в сторону следующих пакетов отформованных плит 13, а высушенные пакеты плит 14 продолжают двигался по конвейеру 11 до зоны действия захвата 8, который переставляет по одному пакету высушенных плит 14 с конвейера 11 на упаковочную машину 9. Упаковочная машина 9 формирует грузовые пакеты из высушенных пакетов плит 14, а захват 10 переносит их на грузовую паллету. При этом работа всех элементов поточной линии для производства плит между собой синхронизированы.
У предлагаемого изобретения в виде поточной линии для производства плит, при одинаковом цикле работы формовочной машины и требуемой отпускной влажности плит, суточная производительность в несколько раз выше, так как технологической линии-прототипу требуется дополнительные 24 часа на сушку и упаковку, перед отправкой плит потребителю.
Состав, принципы работы прототипа и предлагаемого изобретения дополняются чертежами.
На фиг. 1 схематично стрелками показано направление движения пакетов плит в технологической линии-прототипе, пунктирной стрелкой показан возврат парка сушильных вагонеток 5 на позицию загрузки отформованных пакетов плит, где показан узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетная формовочная машина 3, захват 4 для пакета отформованных плит, парк сушильных вагонеток 5, система рельсового пути 6 для парка сушильных вагонеток 5, тоннельная сушилка 7, захват 8 для снятия пакета плит с сушильных вагонеток, упаковочная машина 9, захват 10 для установки сформированного грузового пакета на транспортную паллету.
На фиг. 2 (вид сверху) схематично показан вариант исполненная поточной линии для производства плит с подвижным устройством для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит, где показано: узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетная формовочная машина 3, захват 4 для пакета отформованных плит 13, конвейер 11 для пакетов плит (13, 14), захват 8 для снятия пакета высушенных плит 14 с конвейера 11, упаковочная машина 9, захват 10 для установки сформированного грузового пакета на транспортную паллету.
На фиг. 3 (вид сбоку) схематично показан вариант исполненная поточной линии для производства плит с подвижным устройством для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит, где показано: узел дозирования компонентов формовочной смеси 1, смеситель 2, кассетная формовочная машина 3, захват 4 для пакета отформованных плит 13, конвейер 11 для пакетов плит (13, 14), захват 8 для снятия пакета высушенных плит 14 с конвейера 11, упаковочная машина 9, захват 10 для установки сформированного грузового пакета на транспортную паллету.
На фиг. 4 показан вариант исполнения устройства для сушки плит из гипса или гипсобетона в виде пресса-захвата 12 для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), и пакеты отформованных 13 и/или высушенных плит 14.
Поточная линия для производства плит из гипса или гипсобетона обеспечена комплектом конструкторской документации, ведутся подготовительные работы для промышленной апробации изготовленного оборудования и отладки технологического регламента.
Предлагаемое оснащение устройства в виде пресса-захвата для сушки плит из гипса или гипсобетона системой подачи аэрозоля гидрофобизирующего вещества создает предпосылки к совмещению в одном устройстве функций сушки и объемной гидрофобизации плит из гипса или гипсобетона без введения гидрофобизирующего вещества с водой затворения, работающих в одной поточной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сушки плит или блоков из гипса или гипсобетона. | 2015 |
|
RU2607434C2 |
| Поточно-конвейерная линия для производства строительных изделий | 1991 |
|
SU1763201A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Линия для изготовления жестких минераловатных плит из гидромассы | 1977 |
|
SU773034A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОЙ КЕРАМИКИ Р.С.ЦАГОЛОВА | 1992 |
|
RU2018445C1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| АРМИРОВАННАЯ ГИПСОМОДИФИЦИРОВАННАЯ МИНЕРАЛЬНАЯ ПЛИТА | 2015 |
|
RU2598389C1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
Изобретение относится к области строительства, в частности к способу производства строительных материалов, преимущественно плит, изготовленных из гипса или гипсобетона. Поточная линия для производства стеновых плит или блоков из гипса или гипсобетона содержит узел дозирования компонентов формовочной смеси, смеситель, кассетную формовочную машину, захват для пакета отформованных плит, упаковочную машину и захват для установки сформированного грузового пакета на транспортную паллету. При этом в технологическую линию введено одно устройство для сушки плит или блоков из гипса или гипсобетона в виде пресса-захвата для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12 мас.%, один конвейер для пакетов отформованных и высушенных плит, один захват для снятия пакетов плит с конвейера. Техническим результатом является увеличение производительности за счет организации поточной линии для производства и снижение потребности в производственных площадях, снижение эксплуатационных издержек. 1 з.п. ф-лы, 4 ил.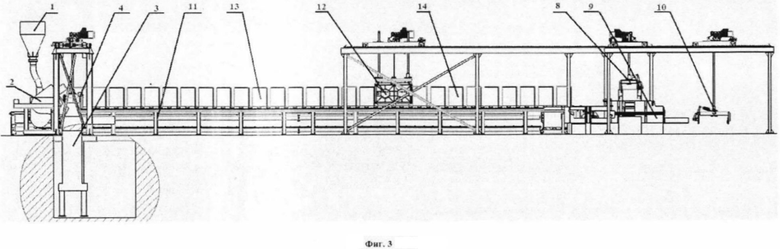
1. Поточная линия для производства стеновых плит из гипса или гипсобетона, содержащая узел дозирования компонентов формовочной смеси, смеситель, кассетную формовочную машину, захват для пакета отформованных плит, упаковочную машину, захват для установки сформированного грузового пакета на транспортную паллету, отличающаяся тем, что в технологическую линию введено одно устройство для сушки плит или блоков из гипса или гипсобетона в виде пресса-захвата для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), один конвейер для пакетов отформованных и высушенных плит, один захват для снятия пакетов плит с конвейера.
2. Поточная линия для производства стеновых плит из гипса или гипсобетона по п. 1, отличающаяся тем, что одно устройство для сушки плит или блоков из гипса или гипсобетона в виде пресса-захвата для пакетов плит, в котором усилием сжатого воздуха вода выдавливается из плит, доводя их до остаточной влажности менее 6-12% (мас.), один конвейер для пакетов отформованных и высушенных плит, один захват для снятия пакетов плит с конвейера могут одновременно обслуживать несколько кассетных формовочных машин.
| СТЕНОВАЯ ПЛИТА ДЛЯ ВНУТРЕННИХ РАБОТ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2344936C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПРИГОТОВЛЕНИЯ ПЕНОБЕТОННОЙ СМЕСИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2080993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Застежка для обуви, платья, сумочек и пр. | 1931 |
|
SU27307A1 |
| Приспособление для управления кранами эмульсирующей установки для хлопка | 1936 |
|
SU50908A1 |
| US 6162839 А, 19.12.2000. | |||

