Настоящее изобретение относится к способу изготовления первичной преформы оптического волокна с использованием процесса внутреннего плазмохимического осаждения из паровой фазы, в котором легированные или нелегированные стеклообразующие прекурсоры подают к внутренней стороне полой стеклянной трубки основы, реакционную зону в форме плазмы перемещают вперед и назад по длине упомянутой выше полой стеклянной трубки основы между точкой разворота вблизи стороны подачи и точкой разворота вблизи стороны выпуска полой трубки основы, в котором трубку основы устанавливают в печи и в котором создают в упомянутой выше реакционной зоне такие условия, что один или несколько пакетов слоев стекла, составленных из по меньшей мере двух отдельных слоев стекла, осаждаются на внутреннюю сторону упомянутой выше трубки основы. Настоящее изобретение также относится к способу изготовления конечной преформы, оптических волокон, а также к первичным преформам, конечным преформам и оптическим волокнам, получаемым из них.
В способах внутреннего осаждения из паровой фазы реакционную смесь, состоящую из стеклообразующих газов и используемых по желанию легирующих примесей, подаются со стороны подачи полой стеклянной трубки основы, после чего упомянутые газы преобразуются в стекло в реакционной зоне. Непрореагировавшие газы и/или остаточные продукты выпускаются со стороны выпуска полой стеклянной трубки основы.
В процессе внутреннего осаждения из паровой фазы типа плазмохимического осаждения из паровой фазы реакционной зоной является плазма, которую перемещают вперед и назад по длине полой стеклянной трубки основы. В процессе плазмохимического осаждения из паровой фазы слои стекла непосредственно осаждаются на внутреннюю сторону полой стеклянной трубки основы независимо от направления, в котором перемещают реакционную зону. Процесс плазмохимического осаждения из паровой фазы известен, в частности, из патентов США №4741747, 5145509, 5188648, Международной заявки WO2004/101458 и заявки №2008/0044150 на патент США.
В процессе внутреннего осаждения из паровой фазы типа модифицированного химического осаждения из паровой фазы или химического осаждения из паровой фазы с использованием электрической печи реакция стеклообразующих газов и используемых по желанию легирующих примесей активируется нагреванием внешней стороны полой стеклянной трубки основы с использованием горелки или печи. В реакционной зоне, которая расположена вблизи горелки или печи, стеклообразующие газы преобразуются в так называемую сажу, и эта сажа осаждается на внутреннюю сторону полой стеклянной трубки основы под действием термофореза. Упомянутая сажа преобразуется в стекло при нагревании. В процессе модифицированного осаждения из паровой фазы или осаждения из паровой фазы с использованием электрической печи слои стекла осаждаются только тогда, когда реакционную зону перемещают в направлении стороны выпуска полой стеклянной трубки основы. Процессы плазмохимического осаждения из паровой фазы, модифицированного осаждения из паровой фазы и осаждения из паровой фазы с использованием электрической печи известны из уровня техники.
В документе JP 57-51139 раскрыт процесс модифицированного осаждения из паровой фазы, которым получают исходный материал для оптического волокна. В течение одного цикла некоторое количество слоев стекла осаждается на внутреннюю сторону трубки основы, при этом осаждение начинается на месте вблизи стороны подачи, а расстояние, на которое реакционную зону перемещают в направлении стороны выпуска, изменяют с каждым слоем стекла. Исходный материал получают осуществляя некоторое количество циклов последовательно.
Оптическое волокно состоит из сердцевины и внешнего слоя, окружающего упомянутую сердцевину, также называемого оболочкой. Сердцевина обычно имеет более высокий показатель преломления, чем оболочка, так что свет может передаваться по оптическому волокну.
Сердцевина оптического волокна может состоять из одного или нескольких концентрических слоев, каждый из которых имеет конкретную толщину и конкретный показатель преломления или конкретный градиент показателя преломления в радиальном направлении.
Оптическое волокно, имеющее сердцевину, состоящую из одного или нескольких концентрических слоев, имеющих постоянный показатель преломления в радиальном направлении, также называется волокном со ступенчатым (многоступенчатым) показателем преломления. Разность ni между показателем преломления концентрического слоя и показателем nоб преломления оболочки может быть выражена так называемым delta-значением, обозначаемым Δi%, и может быть вычислена по формуле, приводимой ниже:
где:
ni - значение показателя преломления слоя i,
n об - значение показателя преломления оболочки.
Оптическое волокно можно также изготавливать таким способом, при котором получают сердцевину, имеющую так называемый градиентный профиль показателя преломления. Такой радиальный профиль показателя преломления определяется delta-значением Δ% и так называемым альфа-значением α. Максимальный показатель преломления сердцевины используют для определения значения Δ%. Альфа-значение можно определять по формуле, приведенной ниже:
где:
n 1 - значение показателя преломления в центре волокна,
а - радиус сердцевины с градиентом показателя преломления [мкм],
α - альфа-значение,
r - радиальное положение в волокне [мкм].
Радиальный профиль показателя преломления оптического волокна считается представлением показателя преломления в зависимости от радиального положения в оптическом волокне. Аналогично этому можно графически представить разность показателей преломления относительно оболочки в зависимости от радиального положения в оптическом волокне, которую можно также считать радиальным профилем показателя преломления.
Форма радиального профиля показателя преломления и в частности, толщина концентрических слоев и показатель преломления или градиент показателя преломления в радиальном направлении сердцевины определяют оптические свойства оптического волокна.
Первичная преформа содержит один или несколько слоев преформы, которые образуют основу для одного или нескольких концентрических слоев сердцевины и/или части оболочки оптического волокна, которое может быть получено из конечной преформы.
Слой преформы образуют из некоторого количества слоев стекла. В процессе внутреннего осаждения из паровой фазы слой стекла является слоем, который осаждается при перемещении реакционной зоны от стороны подачи к стороне выпуска или от стороны выпуска к стороне подачи.
Конечной преформой в этой заявке называется преформа, из которой изготавливают оптическое волокно с использованием процесса вытягивания волокна.
Чтобы получать конечную преформу, первичную преформу снабжают с внешней стороны дополнительным слоем стекла, и этот дополнительный слой стекла представляет собой оболочку или часть оболочки. Упомянутый дополнительный слой стекла можно непосредственно наносить на первичную преформу. Кроме того, можно помещать первичную преформу в ранее образованную стеклянную трубку, также называемую «трубкой-рубашкой». Упомянутую рубашку можно сжимать до первичной преформы. В конечном счете, первичная преформа может содержать сердцевину и оболочку оптического волокна, вследствие чего не будет необходимости в нанесении дополнительного слоя стекла. В этом случае первичная преформа идентична конечной преформе. Радиальный профиль показателя преломления можно измерять на первичной преформе и/или на конечной преформе.
Максимальная длина оптического волокна, которое может быть получено из конечной преформы, определяется длиной и диаметром конечной преформы.
Поэтому для снижения расходов на изготовление оптических волокон и/или повышения выхода на одну первичную преформу стремятся получать из конечной преформы оптическое волокно максимальной длины, которое соответствует требуемым стандартам качества.
Диаметр конечной преформы можно повышать путем нанесения более толстого слоя дополнительного стекла на первичную преформу. Поскольку оптические свойства оптического волокна определяются радиальным профилем показателя преломления, слой дополнительного стекла всегда должен находиться в точном количественном соотношении с толщиной слоев преформы, первичной преформы, из которых будет формироваться сердцевина, более конкретно, с одним или несколькими концентрическими слоями сердцевины оптического волокна. Следовательно, толщина слоя стекла, дополнительно наносимого на первичную преформу, ограничена толщиной слоев преформы, формируемых в процессе внутреннего осаждения из паровой фазы.
Длину конечной преформы можно увеличивать путем увеличения длины, более конкретно полезной длины, первичной преформы. Под термином «полезная длина» следует понимать длину первичной преформы, на всем протяжении которой оптические свойства остаются в заданных пределах допустимого отклонения, и эти пределы допустимого отклонения выбирают так, чтобы получать оптические волокна, которые соответствуют заданным стандартам качества.
Чтобы определить полезную длину первичной преформы, радиальный профиль показателя преломления измеряют в некотором количестве мест по длине ее, после чего на основании упомянутых измерений при желании можно определить так называемый продольный профиль показателя преломления и продольный профиль геометрии для каждого слоя преформы.
Поэтому продольный профиль показателя преломления можно считать графическим представлением показателя преломления слоя преформы в зависимости от продольного положения на первичной преформе. Конечно, для определения продольного профиля показателя преломления можно использовать разность показателей преломления, а не показатель преломления.
Продольный профиль геометрии можно считать графическим представлением толщины площади поперечного сечения слоя преформы в зависимости от продольного положения на первичной преформе. Площадь поперечного сечения, также называемую CSA, можно вычислить на основе радиального профиля показателя преломления. Площадь поперечного сечения можно вычислить следующим образом:
где:
CSAi - площадь поперечного сечения слоя i преформы [мм2],
di,u - внешний диаметр слоя i преформы [мм],
di,I - внутренний диаметр слоя i преформы [мм].
На полезную длину первичной преформы особенно неблагоприятно влияет так называемое «сужение». Под термином «сужение» следует понимать отклонение оптических и/или геометрических свойств первичной преформы в областях вблизи концов ее. Делают различие между оптическим сужением и геометрическим сужением.
Оптическое сужение относится к отклонениям показателя преломления (или разности показателей преломления), тогда как геометрическое сужение относится к отклонениям площади поперечного сечения слоя преформы.
Если первичную преформу создают из нескольких слоев преформы, оптическое и геометрическое сужения слоев преформы отличаются друг от друга.
Способы уменьшения оптического и/или геометрического сужения известны из уровня техники.
Например, в патенте США №4741747 раскрыто изготовление оптических преформ в соответствии со способом плазмохимического осаждения из паровой фазы, при котором слои стекла осаждают, приводя плазму в перемещение по внутренней стороне стеклянной трубки вперед и назад между двумя точками разворота, при этом в трубку добавляют реактивную газовую смесь при температуре в пределах от 1100°С до 1300°С и давлении, находящемся в пределах от 1 гПа до 30 гПа. В результате приведения плазмы в нелинейное в зависимости от времени перемещение вблизи по меньшей мере одной из точек разворота величина области, имеющей непостоянную геометрию осаждения на концах оптической преформы, уменьшается.
Авторы настоящего изобретения установили, что использование такого способа действительно приводит к уменьшению степени геометрического сужения, но оптическое сужение не корректируется или даже усугубляется. Кроме того, авторы настоящего изобретения установили, что к тому же в некоторых случаях он неизбежно оказывает влияние на показатель преломления осажденного стекла в других местах за пределами так называемых конических областей.
Поэтому, хотя при использовании способов из предшествующего уровня техники можно увеличивать длину первичной преформы, имеется необходимость в способе, посредством которого полезную длину можно увеличить еще больше.
В соответствии с этим задача настоящего изобретения заключается в создании способа изготовления первичных преформ оптических волокон, которые имеют большую полезную длину.
Другая задача настоящего изобретения заключается в создании способа изготовления первичных преформ оптических волокон, в которых влияние на оптическое сужение можно оказывать независимо от геометрического сужения.
Еще одна задача настоящего изобретения заключается в создании способа, в соответствии с которым показатель преломления и/или площадь поперечного сечения можно по желанию точно задавать в зависимости от положения в продольном направлении на первичной преформе.
Настоящее изобретение, описанное во введении, отличается тем, что способ содержит следующие этапы:
i) определение условий осаждения для осаждения некоторого количества слоев стекла, которые должны осаждаться прилегающими друг к другу, и формирования пакета слоев стекла при упомянутых выше условиях осаждения,
ii) определение условий осаждения для осаждения некоторого последующего количества слоев, которые должны осаждаться прилегающими друг к другу, и формирования последующего пакета слоев стекла при упомянутых выше условиях осаждения, при этом условия осаждения, таким образом определяемые для i) и ii), отличаются друг от друга, и
iii) возможно, повторение этапов i) и ii),
при этом условия осаждения, определяемые для iii), могут быть идентичными с условиями процесса, определяемыми для i) и ii). Таким образом, одна или несколько задач настоящей заявки решаются изложенным выше способом.
Авторы настоящего изобретения установили, что осевое распределение показателя преломления и толщина слоев стекла, осаждаемых в процессе внутреннего плазмохимического осаждения из паровой фазы, зависят от некоторого количества факторов процесса, из числа которых можно упомянуть интервал осаждения, профиль температур печи, расположенной вокруг трубки основы, профиль скоростей подвижной реакционной зоны и подводимое количество кислорода, наряду с другими факторами. На основании упомянутых выше параметров процесса можно задавать очень равномерное распределение профиля показателя преломления и толщины слоя по длине трубки основы. Таким образом, авторы настоящего изобретения имеют целью возможность задания параметров представленного способа, чтобы получать максимальный результат в части равномерности показателя преломления и в части толщины слоя.
Поэтому настоящее изобретение основано на предположении, заключающемся в том, что для получения более равномерного профиля показателя преломления и/или толщины слоя на всем протяжении длины трубки основы следует использовать сочетание пакетов слоев стекла, которые при отдельном рассмотрении не имеют желаемых свойств в части показателя преломления или толщины слоя, но которые имеют нужные свойства при сочетании друг с другом. Поэтому авторы изобретения получили настоящее изобретение благодаря формированию пакетов слоев стекла с использованием процесса внутреннего плазмохимического осаждения из паровой фазы и благодаря использованию комбинации слоев получили результат, который заключается в более постоянных значениях в зависимости от положения для показателя преломления и площади поперечного сечения пакета слоев стекла.
Термин «пакет слоев стекла», используемый в настоящей заявке, следует рассматривать как сборку слоев стекла, расположенных прилегающими друг к другу. В частности, он распространяется на то, что условия осаждения в пределах такого пакета слоев стекла, состоящего из некоторого количества слоев стекла, расположенных прилегающими друг к другу, являются идентичными друг другу. Поэтому условия осаждения пакета слоев стекла, получаемого на этапе i), являются одинаковыми для каждого слоя стекла, присутствующего в пакете слоев стекла. В соответствии с этапом ii) представленного способа последующий пакет слоев стекла получают при использовании процесса внутреннего плазмохимического осаждения из паровой фазы, в котором условия осаждения, используемые для упомянутого последующего пакета слоев стекла, отличаются от условий осаждения пакета слоев стекла, получаемого в соответствии с этапом i). При необходимости упомянутые выше этапы i) и ii) можно повторять и тем самым получать пакеты a, b, c, d и т.д. слоев стекла при условиях осаждения для пакетов a, b, c, d слоев стекла, отличающихся друг от друга. Поэтому можно получать несколько пакетов слоев стекла при использовании процесса внутреннего плазмохимического осаждения из паровой фазы, в котором можно использовать любой случайный порядок условий осаждения с оговоркой, что условия осаждения пакетов слоев стекла, расположенных прилегающими друг к другу, должны отличаться друг от друга. Вследствие этого возможны комбинации пакетов стекол, такие как a, b, c, b, a, но также и комбинации a, b, c, d, a, b, c и т.д. Настоящее изобретение не ограничено количеством пакетов слоев стекла и поэтому в зависимости от особых условий профиля оптического стеклянного волокна может содержать два, три, четыре или даже больше пакетов слоев стекла. В связи с этим важно, что одинаковые условия осаждения используют в пределах пакета слоев стекла и что условия осаждения для последующего пакета слоев стекла отличаются от условий осаждения, использованных для соседнего пакета слоев стекла, ранее полученных осаждением. Поэтому желательно, чтобы условия осаждения слоев стекла, расположенных прилегающими друг к другу в пределах одного и того же пакета слоев стекла, соответствовали друг другу. Более конкретно, желательно, чтобы в пределах конкретного пакета слоев стекла значение показателя преломления одного слоя стекла, получаемого осаждением, соответствовало значению показателя преломления другого слоя стекла, получаемого осаждением. Количество слоев стекла в пределах пакета слоев стекла не следует толковать как создающее ограничение. В дополнение к этому количество слоев стекла в одном пакете слоев стекла может значительно отличаться от количества слоев стекла в другом пакете слоев стекла.
Слой стекла формируют во время перемещения реакционной зоны. Это означает, что единственный слой стекла формируется при перемещении реакционной зоны, например, от стороны подачи до стороны выпуска. При все еще применении аналогичных условий процесса слой стекла будет также формироваться в результате перемещения реакционной зоны от стороны выпуска до стороны подачи. Сочетание слоев стекла, осажденных таким образом на внутреннюю сторону стеклянной трубки основы, образует пакет слоев стекла. Если одно или несколько условий процесса изменить, что приведет к показателю преломления, отличающемуся от показателя преломления предшествующего пакета слоев стекла, например, путем увеличения количества легирующей примеси в реакционной смеси, начнется осаждение «нового» пакета слоев стекла. И такой «новый» пакет слоев стекла может содержать несколько слоев стекла, при этом количество их может отличаться от количества слоев стекла, присутствующих в предшествующем пакете (пакетах) слоев стекла. И значение показателя преломления каждого пакета слоев стекла может отличаться от значения показателя преломления другого пакета (пакетов) слоев стекла. Настоящее изобретение основано на идее, заключающейся в том, что среднее значение показателя преломления пакетов слоев стекла, составленных путем объединения некоторого количества отдельных пакетов слоев стекла, расположенных прилегающими друг к другу, при этом объединение пакетов слоев стекла образует так называемый слой преформы, является важным и что отдельные значения показателя преломления каждого пакета слоев стекла могут отличаться от «объединенного» значения. «Объединенное» значение является главным фактором. И должно быть ясно, что первичная преформа может состоять из нескольких слоев преформы.
В упомянутом выше описании делалось обращение только к значению показателя преломления, но, как будет пояснено подробно ниже, представленный способ также применим к техническому признаку в виде площади поперечного сечения (CSA).
Авторы настоящего изобретения также обнаружили, что среднее значение показателя преломления пакетов слоев стекла, составленных путем объединения некоторого количества отдельных пакетов слоев стекла, расположенных прилегающими друг к другу, следует считать комбинацией значений показателя преломления всех отдельных пакетов слоев стекла, при этом значения показателей преломления по меньшей мере двух таких отдельных пакетов слоев стекла в упомянутом выше комбинированном пакете слоев стекла отличаются друг от друга.
Кроме того, используется то, что площадь поперечного сечения (CSA) пакетов слоев стекла, составленных объединением некоторого количества отдельных пакетов слоев стекла, расположенных прилегающими друг к другу, считается комбинацией значений площадей поперечного сечения всех отдельных пакетов слоев стекла, при этом значения площади поперечного сечения по меньшей мере двух таких отдельных пакетов слоев стекла в упомянутом выше комбинированном пакете слоев стекла отличаются друг от друга.
Однако настоящее изобретение никоим образом не ограничено ни конкретным количеством пакетов слоев стекла, ни количеством слоев стекла в конкретном пакете слоев стекла.
Настоящее изобретение основано на осознании того, что при вытягивании конечной преформы толщина слоев стекла, осажденных с использованием процесса внутреннего осаждения из паровой фазы, резко уменьшается в конечной преформе. Типичное оптическое волокно имеет диаметр 125 мкм. Конечная преформа одномодовых волокон имеет диаметр, например, от около 100 до около 150 мм или даже больший. Поэтому во время изготовления оптического волокна толщина слоев преформы и тем самым также толщина слоев стекла в конечной преформе уменьшаются в соответствии с коэффициентом, порядок которого составляет от около 800 до около 1200 или даже больше.
Авторы настоящего изобретения поняли, что на способ, которым свет распространяется по оптическому волокну, влияют средние свойства некоторого количества соседних слоев стекла, а не свойства каждого отдельного слоя стекла. Авторы настоящего изобретения обнаружили, что можно создавать слой преформы из пакетов слоев стекла, в котором каждый пакет слоев стекла состоит из по меньшей мере двух слоев стекла и в котором оптические свойства пакетов слоев стекла отличаются друг от друга, но объединение пакетов слоев стекла не влияет на распространение света по оптическому волокну.
Поэтому при использовании настоящего изобретения можно задавать условия осаждения слоев стекла такими, при которых геометрическое сужение минимизируется, тогда как на оптическое сужение они почти или совсем не влияют. Кроме того, при использовании настоящего изобретения можно задавать условия осаждения слоев стекла такими, при которых оптическое сужение минимизируется, тогда как на геометрическое сужение они почти или совсем не влияют. Иначе говоря, при использовании настоящего изобретения было обнаружено, что оптическое сужение и геометрическое сужение можно задавать независимо друг от друга. Следовательно, полезную длину первичной преформы можно повышать по сравнению с длиной, получаемой способами из предшествующего уровня техники.
Настоящим изобретением также обеспечивается возможность изготовления первичной преформы, в которой отношение площадей поперечного сечения различных слоев преформы является по существу постоянным на всем протяжении длины первичной преформы, но в которой толщина слоев преформы не является постоянной на всем протяжении длины первичной преформы. Такая первичная преформа может быть снабжена дополнительным слоем стекла на последующем этапе обработки, при этом толщину дополнительного слоя стекла выбирают так, чтобы отношение площади поперечного сечения дополнительного слоя стекла и площади поперечного сечения слоя преформы было постоянным на всем протяжении длины первичной преформы. Этим способом получают конечную преформу, в которой пропорция между дополнительным слоем и слоями преформы является постоянной на всем протяжении длины конечной преформы. Внешний диаметр такой конечной преформы обычно не является постоянным в продольном направлении. Упомянутая выше технология также называется «нанесением профильного внешнего покрытия». После вытягивания в волокно, имеющее постоянный внешний диаметр, конечная преформа, полученная на основе технологии «нанесения профильного внешнего покрытия», преобразуется в волокно, в котором толщина концентрических слоев сердцевины и оболочки является по существу постоянной при наблюдении в продольном направлении, следствием чего является волокно, имеющее по существу постоянные оптические свойства, наблюдаемые в продольном направлении.
В предпочтительном осуществлении каждый слой стекла из пакета слоев стекла имеет толщину, наблюдаемую в радиальном направлении, которая находится в пределах от 0,1 мкм до 10 мкм, предпочтительно от 0,5 мкм до 5 мкм.
В другом предпочтительном осуществлении количество слоев стекла, из которого составлен пакет слоев стекла, находится в пределах от 2 до 100, предпочтительно от 2 до 50 и более предпочтительно от 4 до 30. Относительно большое количество слоев стекла делает возможной реализацию точного регулирования средних оптических свойств пакета слоев стекла. Свойства небольшого количества слоев стекла относительно легко регулировать, но накладываются ограничения на возможность задания средних оптических свойств пакета слоев стекла. Процесс, который на практике является легко регулируемым, можно осуществлять при использовании пакета слоев стекла, содержащего около 10-20 слоев стекла.
Предпочтительно задавать количество слоев стекла в пакете слоев стекла таким, чтобы удовлетворялось следующее условие:

где:
N - количество слоев стекла в пакете слоев стекла [-],
λ - минимальная используемая длина волны оптического волокна [мкм],
d - толщина слоя стекла в пакете слоев стекла первичной преформы [мкм],
Q конечной - диаметр конечной преформы, получаемой на основе первичной преформы [мм],
Q волокна - диаметр оптического волокна [мм].
Предпочтительно, чтобы определение условий осаждения содержало задание одного или нескольких параметров процесса, выбираемых из группы: расход стеклообразующих прекурсоров, измеряемый на стороне подачи, процентное содержание легирующей примеси (примесей), скорость реакционной зоны, интенсивность плазмы реакционной зоны и протяженность реакционной зоны.
Заметим, что направление перемещения реакционной зоны не должно рассматриваться как условие осаждения.
В настоящем изобретении желательно, чтобы соответствующее условие осаждения поддерживалось постоянным на всем протяжении длины осаждения, то есть длины трубки основы, на всем протяжении которой реакционную зону перемещают между двумя точками разворота во время осаждения слоев стекла для формирования пакетов слоев стекла. Поэтому в конкретном осуществлении применимо, что условие осаждения, определенное для осаждения одного пакета слоев стекла, составленного из некоторого количества слоев стекла, является постоянным во время осаждения упомянутого одного пакета слоев стекла, и что условие осаждения, определенное для осаждения другого пакета слоев стекла, составленного из некоторого количества слоев стекла, также является постоянным во время осаждения упомянутого другого пакета слоев стекла, но что условие осаждения, используемое для упомянутого одного пакета слоев стекла, отличается от условия осаждения, используемого для упомянутого другого пакета слоев стекла.
Легирующие примеси могут быть агентами, которые повышают или понижают показатель преломления. Настоящее изобретение не ограничено использованием единственной легирующей примеси, также можно использовать сочетание легирующих примесей. Кроме того, используемые легирующие примеси можно варьировать в зависимости от каждого слоя стекла в пакете слоев стекла. Например, подходящими легирующими примесями являются GeCl4, PO2Cl5, N2CF2, SiF4, C2F6, C4F8, CCl2F2, SiF4, Si2F6, SF6, NF3, NF2.
Путем задания количества легирующей примеси на всем протяжении длины первичной преформы можно получать желаемый продольный профиль показателя преломления. При необходимости также можно задавать скорость реакционной зоны в зависимости от положения с тем, чтобы оказывать воздействие на толщину слоя стекла в продольном направлении. Следовательно, также можно оказывать воздействие на геометрическое сужение.
Газы, такие как O2, Ar и He, при подаче в реакционную зону могут оказывать влияние на интенсивность плазмы, при этом результат заключается в том, что в зависимости от конкретного случая эффективность внедрения легирующих примесей может повышаться или понижаться. Кроме того, до известной степени они могут оказывать влияние на общее количество осаждаемого стекла и, следовательно, толщину слоя стекла.
Интервалом осаждения считается расстояние между точкой разворота реакционной зоны вблизи стороны подачи и точкой разворота реакционной зоны вблизи стороны выпуска полой стеклянной трубки основы. Поэтому интервал осаждения можно задавать путем задания положения точек разворота реакционной зона для слоев стекла в пакете слоев стекла. Изменение длины осаждения представляет собой одну возможность оказания влияния на толщину слоев в пакете слоев стекла вблизи стороны подачи и/или стороны выпуска. Предпочтительно уменьшать интервал осаждения не больше чем до длины плазмы на стороне подачи. Кроме того, предпочтительно уменьшать интервал осаждения не больше чем до длины плазмы на стороне выпуска. Протяженность плазмы в процессе плазмохимического осаждения из паровой фазы составляет от около 5 см до около 60 см, предпочтительно 15-25 см. Заметим, что задание длины осаждения не следует толковать как определение условий осаждения.
Предпочтительно, чтобы реакционная зона представляла собой плазму, создаваемую микроволнами, предпочтительно, чтобы она перемещалась вперед и назад в продольном направлении полой стеклянной подложки-трубки между двумя точками разворота при средней скорости, находящейся в пределах от 2 м/мин до 40 м/мин, предпочтительно от 15 м/мин до 25 м/мин.
Предпочтительно, чтобы первичная преформа содержала по меньшей мере один слой преформы, и этот слой преформы был образован меньшей мере частично из пакетов слоев стекла, и при этом слой преформы имел по существу постоянный средний показатель преломления, наблюдаемый в радиальном направлении. Принцип настоящего изобретения применим к слоям преформы, имеющим постоянный (средний) показатель преломления, называемым слоями преформы со ступенчатым показателем преломления, и к слоям преформы, имеющим непостоянный показатель преломления. Например, настоящее изобретение также можно использовать при изготовлении преформ оптических волокон, имеющих сердцевину с градиентом показателя преломления или сердцевину с треугольным профилем показателя преломления.
Если первичная преформа содержит несколько различных слоев преформы, пакеты слоев стекла, из которых образуют упомянутые различные слои преформы, могут отличаться друг от друга. Например, первый слой преформы может быть образован из пакетов слоев стекла, содержащих десять слоев стекла, в это же время второй слой преформы образован из пакетов слоев стекла, содержащих шестнадцать слоев стекла. Кроме того, условия осаждения для различных пакетов слоев стекла могут отличаться друг от друга, но одинаковые условия осаждения используют для каждого из слоев стекла в каждом пакете слоев стекла.
Настоящее изобретение также относится к способу изготовления конечной преформы оптического волокна, содержащему следующие этапы:
i) изготовление первичной преформы в соответствии с настоящим изобретением;
ii) сжатие первичной преформы, полученной на этапе i), в сплошную первичную преформу при воздействии теплового источника,
iii) по желанию нанесение дополнительного количества стекла на внешнюю сторону сплошной первичной преформы, полученной на этапе ii), чтобы образовать конечную преформу.
Затем оптическое волокно может быть получено нагреванием одного конца конечной преформы и вытягиванием оптического волокна от него.
Теперь настоящее изобретение будет пояснено более подробно посредством примера с обращением к некоторому количеству чертежей, однако в отношении них следует отметить, что настоящее изобретение никоим образом не ограничено ими.
На чертежах:
Фиг. 1 - схематичная иллюстрация процесса внутреннего плазмохимического осаждения из паровой фазы;
Фиг. 2 - схематичный вид радиального профиля показателя преломления оптического волокна со ступенчатым показателем преломления;
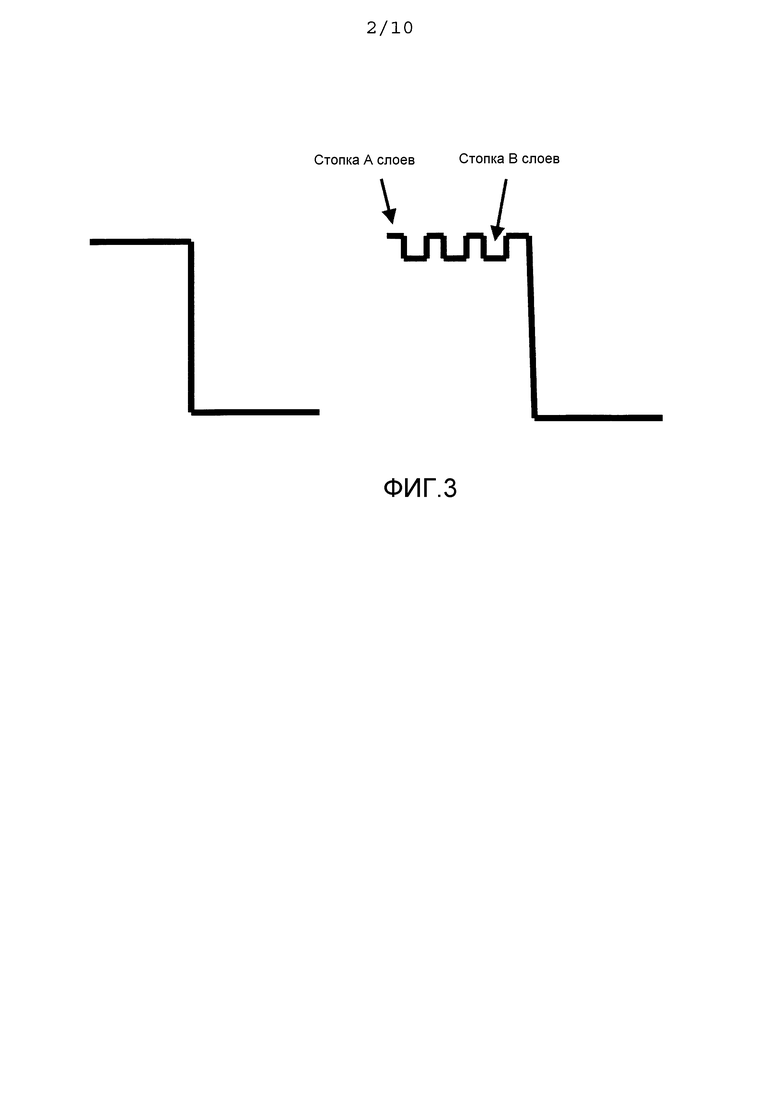
Фиг. 3 - иллюстрация двух примеров профиля показателя преломления так называемой одномодовой сердцевины;
Фиг. 4 - иллюстрация примера профиля поперечного сечения (площади поперечного сечения) в зависимости от положения различных пакетов слоев стекла;
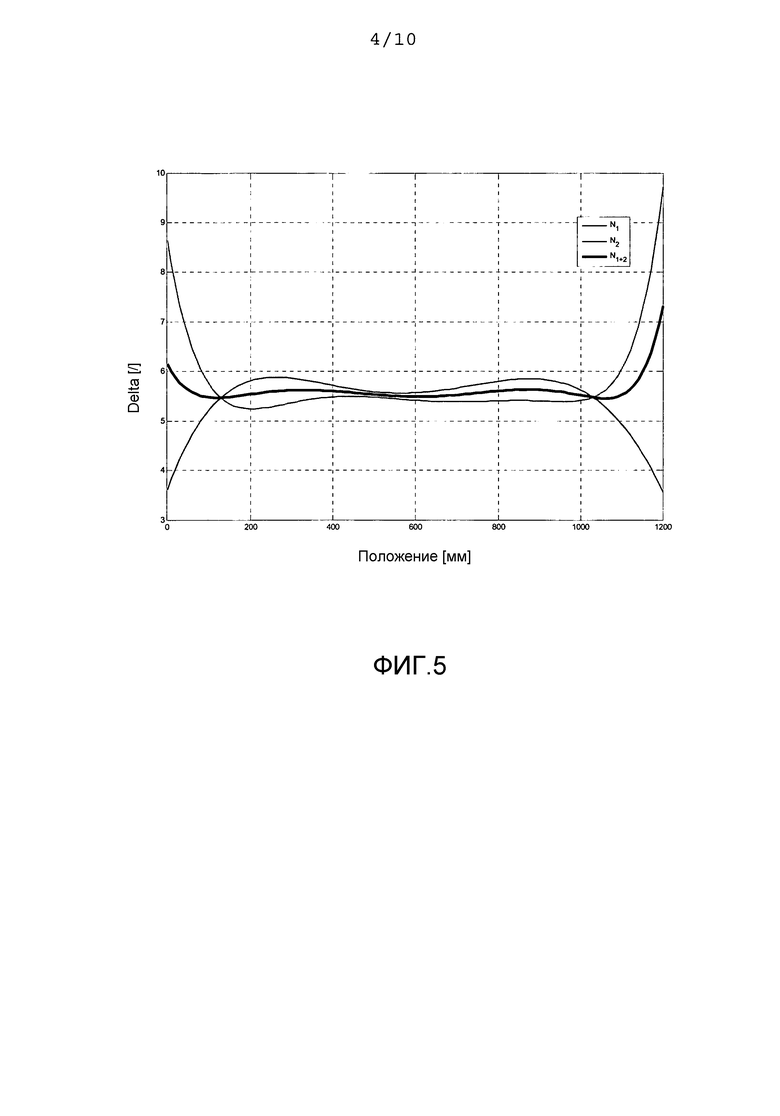
Фиг. 5 - иллюстрация примера значения показателя преломления в зависимости от положения различных пакетов слоев стекла;
Фиг. 6 - иллюстрация значения показателя преломления одномодовой сердцевины в зависимости от положения на стержне преформы;
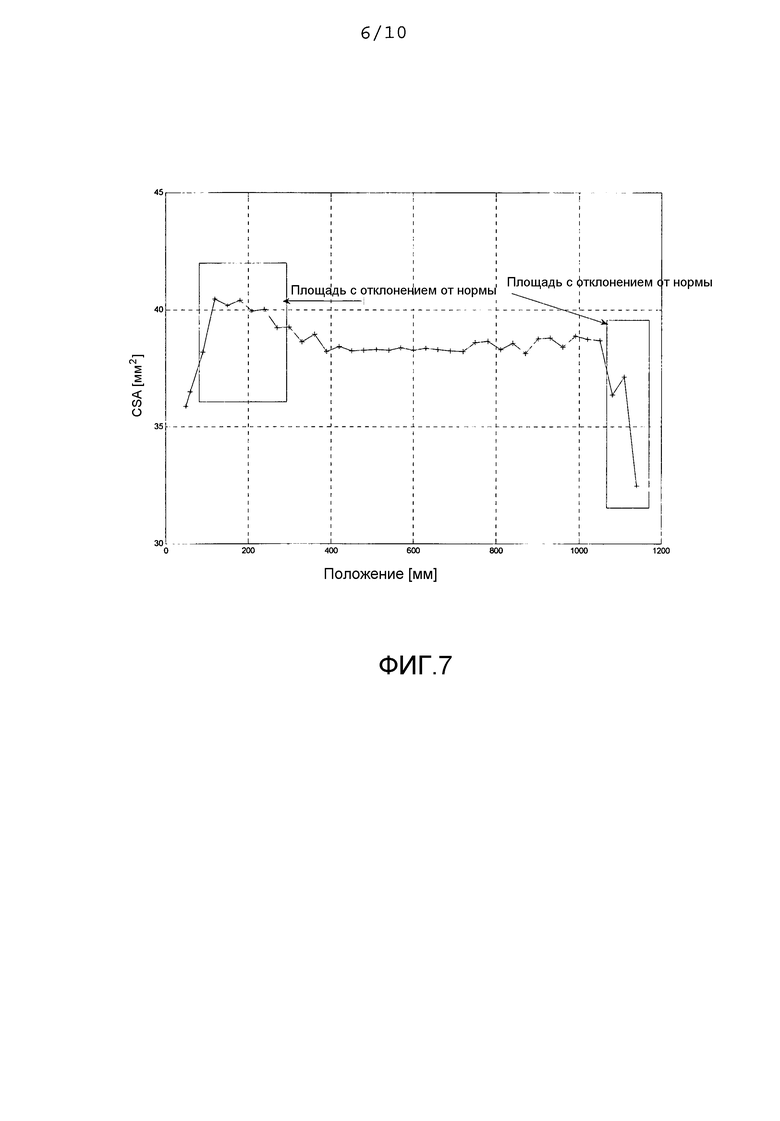
Фиг. 7 - иллюстрация профиля поперечного сечения одномодовой сердцевины в зависимости от положения на стержне преформы;
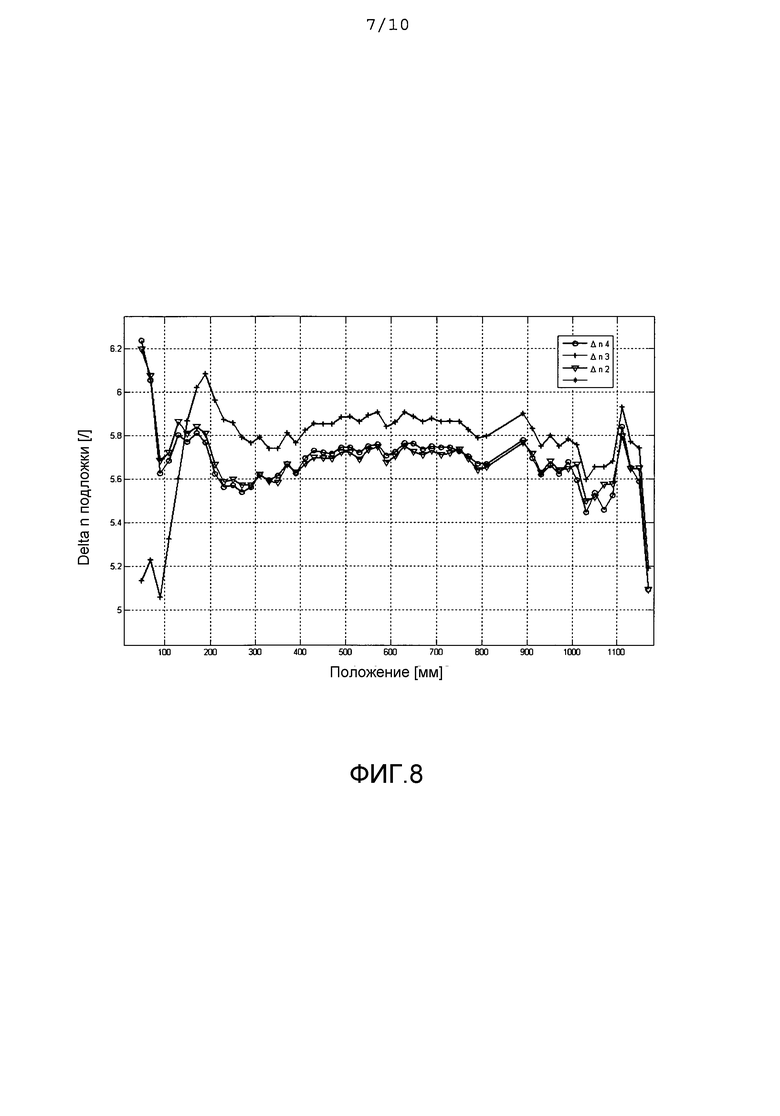
Фиг. 8 - иллюстрация профиля показателя преломления в зависимости от положения для сердцевины, составленной из трех пакетов слоев стекла;
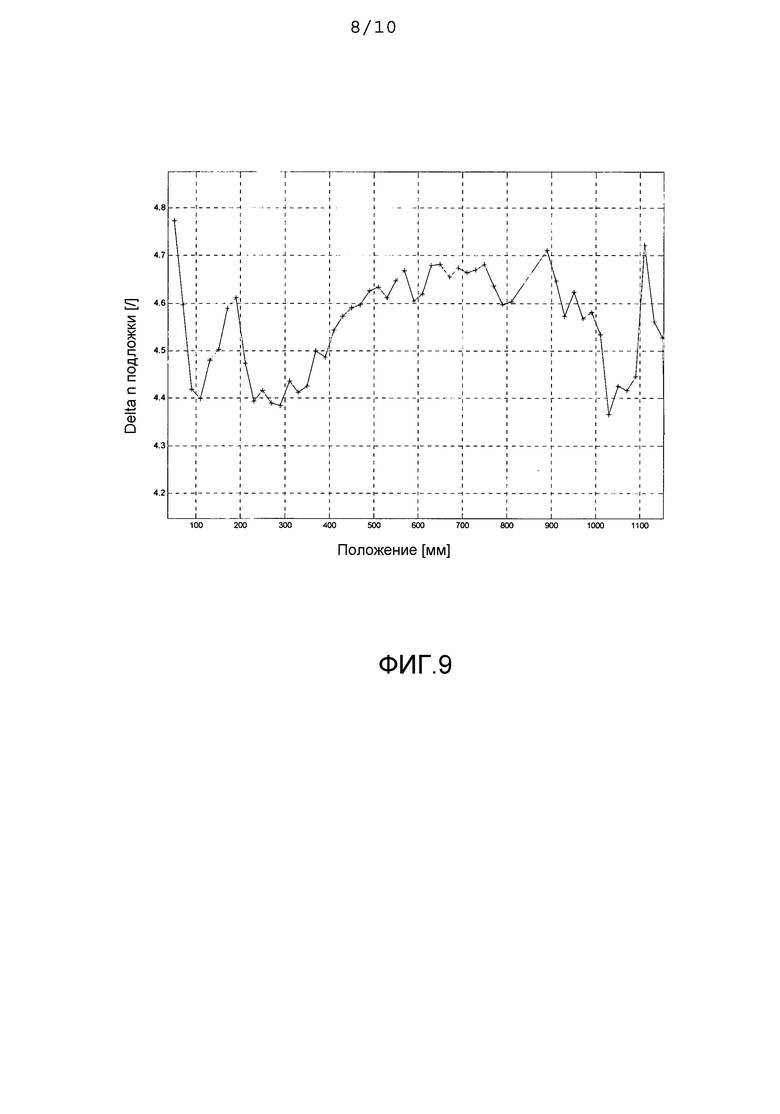
Фиг. 9 - иллюстрация среднего профиля показателя преломления в зависимости от положения для сердцевины, составленной из трех пакетов слоев стекла;
Фиг. 10 - иллюстрация среднего профиля поперечного сечения в зависимости от положения для сердцевины, составленной из трех пакетов слоев стекла;
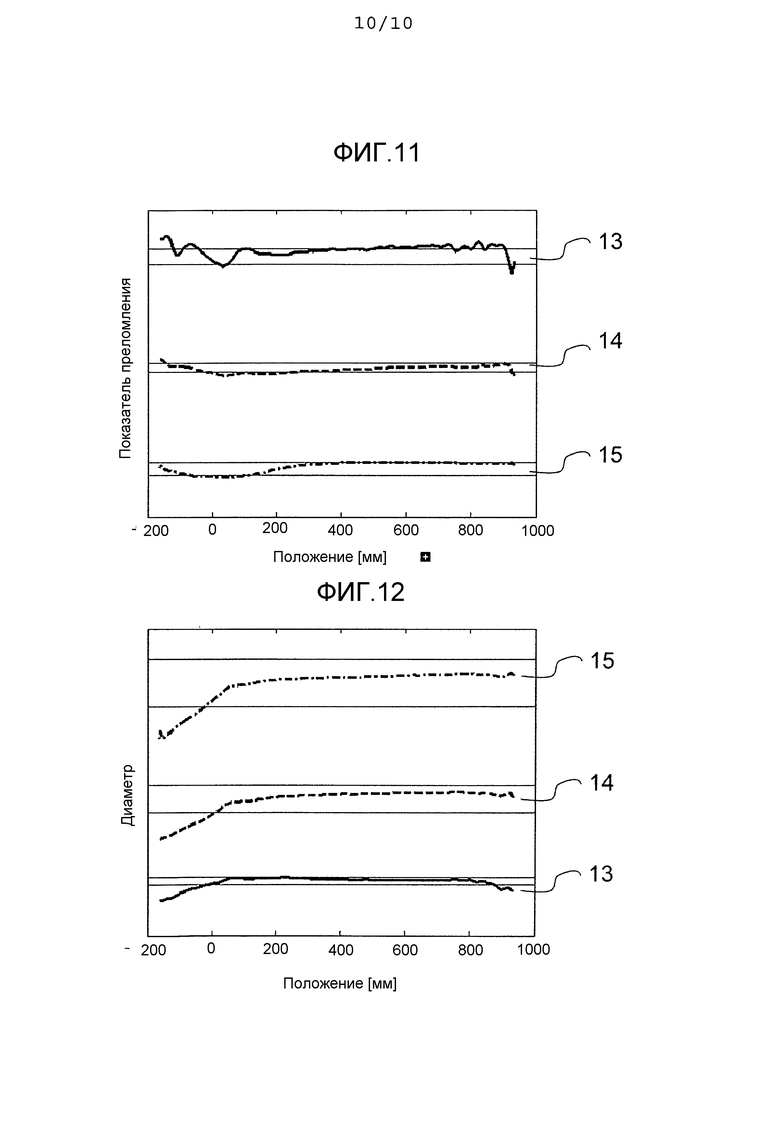
Фиг. 11 - иллюстрация продольного профиля показателя преломления первичной преформы, изготовленной в соответствии с предшествующим уровнем техники с использованием процесса плазмохимического осаждения из паровой фазы; и
Фиг. 12 - иллюстрация продольного профиля геометрии первичной преформы согласно сравнительному примеру.
На фиг. 1 схематично показан процесс внутреннего осаждения из паровой фазы, предназначенный для изготовления первичной преформы оптических волокон. Полая стеклянная трубка-подложка 5 имеет сторону 6 подачи и сторону 7 выпуска. Сторона 6 подачи и сторона 7 выпуска могут быть расположены между впуском газа и выпуском газа, соответственно (не показанными). Сторона 6 подачи и сторона 7 выпуска могут закрываться, например, при посредстве цилиндрического канала, снабженного уплотнительным кольцом, с тем, чтобы внутренний объем полой стеклянной трубки основы 5 изолировался от внешней атмосферы. Такая конструкция делает возможным осуществление процесса внутреннего осаждения из паровой фазы при пониженном давлении, когда насос (не показанный) соединен с выпуском газа. Во время процесса осаждения из паровой фазы реакционная смесь, содержащая стеклообразующие газы и используемые по желанию легирующие примеси, подается на стороне 6 подачи. Любые дополнительные легирующие примеси, которые подаются в способе согласно настоящему изобретению, можно подавать непосредственно на стороне 6 подачи или можно смешивать с реакционной смесью перед подачей.
Кроме того, на фиг. 1 показана реакционная зона 8, и во время процесса внутреннего осаждения из паровой фазы эту реакционную зону 8 перемещают вперед и назад между точкой 11 разворота, расположенной вблизи стороны 6 подачи, и точкой 12 разворота, расположенной вблизи стороны 7 выпуска. Реакционная зона 8 имеет протяженность 9, наблюдаемую в продольном направлении трубки основы 5, и она является относительно небольшой по сравнению с интервалом осаждения. Для процесса плазмохимического осаждения из паровой фазы протяженность 9 составляет около 5-60 см.
Расстояние между двумя точками разворота является интервалом 10 осаждения, и этот интервал 10 осаждения соответствует интервалу, на всем протяжении которого слои стекла осаждаются на внутреннюю сторону полой стеклянной подложки-трубки 5. В процессе внутреннего осаждения из паровой фазы типа плазмохимического осаждения из паровой фазы по меньшей мере интервал 10 осаждения и две точки разворота могут быть окружены печью (не показанной), для которой задают температуру около 800-1300°С, предпочтительно 950-1100°С.
Во время процесса внутреннего осаждения из паровой фазы газовую смесь из легированных или нелегированных стеклообразующих газов подается на стороне 6 подачи полой стеклянной трубки основы 5, и эти стеклообразующие газы в реакционной зоне 8 преобразуются в стекло. Поэтому при использовании перемещения реакционной зоны 8 вперед и назад между точками 11 и 12 разворота некоторое количество слоев 3 стекла (см. фиг. 3 и 4) осаждается на внутреннюю сторону полой стеклянной трубки основы 5.
Настоящее изобретение относится к процессу внутреннего осаждения из паровой фазы типа плазмохимического осаждения из паровой фазы, в котором микроволны связывают с внутренней стороной полой стеклянной трубки основы 5 через посредство резонансного пространства, также называемого резонатором, которое частично окружает полую стеклянную трубку основы 5, наблюдаемую в продольном направлении, с тем, чтобы образовать реакционную зону 8, то есть плазму. Протяженность 9 реакционной зоны 8 зависит, в частности, от конструкции резонатора и установочных параметров процесса. Отношение длины 9 реакционной зоны и длины резонатора, наблюдаемых в продольном направлении, составляет около 0,5-3.
В процессе плазмохимического осаждения из паровой фазы резонансное пространство перемещают вперед и назад по длине полой стеклянной трубки основы между точками 11 и 12 разворота. Резонаторы известны в данной области техники, например, из опубликованных заявок US 2007/0289532, US 2003/0159781 и US 2005/0172902 на патенты США и патентов США №4844007, 4714589 и 4877938. Процесс плазмохимического осаждения из паровой фазы представляет собой так называемый выполняемый при низком давлении процесс, и это означает, что давление во время процесса внутреннего осаждения из паровой фазы задают в пределах 1-40 мбар (0,1-4 кПа), предпочтительно в пределах 5-30 мбар (0,5-3 кПа).
На фиг. 2 схематично показан радиальный профиль показателя преломления сжатой первичной преформы оптического волокна. Первичная преформа содержит сердцевину 1 и оболочку 2. Разность показателей преломления сердцевины 1 и оболочки 2 представлена как Δn1. Сердцевина 1 и оболочка 2 имеют постоянное значение показателя преломления, наблюдаемое в радиальном направлении. Таким образом, образована первичная преформа оптического волокна со ступенчатым показателем преломления. При изготовлении первичной преформы в соответствии с фиг. 2 оболочка 2 содержит трубку основы 5 и, возможно, один или несколько дополнительных слоев (не показанных) преформы; упомянутые дополнительные слои преформы следует рассматривать как слои преформы, которые составлены из нескольких слоев 3 стекла. Слои 3 стекла осаждаются при перемещении вперед и назад реакционной зоны 8 во время процесса внутреннего осаждения из паровой фазы. Заметим, что трубку основы 5 в первичной преформе не следует считать слоем преформы.
Толщина слоя стекла в первичной преформе уменьшается во много раз во время переработки первичной преформы в оптическое волокно. Толщина отдельных слоев стекла в пакете слоев стекла в случае процесса плазмохимического осаждения из паровой фазы находится в пределах от 0,1 мкм до 10 мкм в расчете на слой стекла. Конечная преформа имеет внешний диаметр, зависящий от вида изготавливаемого оптического волокна, который находится в пределах от 50 мм до 200 мм, так что толщина слоя стекла в первичной преформе уменьшается в соответствии с коэффициентом от 400 до 1600, соответственно. Следствием этого для первичных преформ, изготавливаемых с помощью процесса плазмохимического осаждения из паровой фазы, является то, что толщина слоя стекла в оптическом волокне во много раз меньше, чем длина волны света, который распространяется по волокну, так что на упомянутый свет влияет относительно большое количество слоев стекла, прилегающих друг к другу, и очень слабо отдельные слои стекла.
Оптическое волокно в основном используют в диапазоне длин волн от около 850 нм до около 1700 нм. Кроме того, типичное оптическое волокно имеет диаметр около 125 мкм. В более общем случае диаметр находится в пределах 80-250 мкм.
Авторы настоящего изобретения предположили, что в дополнение к влиянию толщины слоя стекла, легирующие примеси, присутствующие в слое стекла, слабо диффундируют в соседние слои стекла во время переработки первичной преформы в оптическое волокно. Результатом этого является то, что различия значений показателя преломления соседних слоев стекла несколько уменьшаются.
На фиг. 3 показаны два примера профиля показателя преломления так называемой одномодовой сердцевины. Профиль, показанный на левой стороне, относится к идеальной одномодовой сердцевине, в которой показатель преломления имеет постоянное значение вдоль всего радиуса. На правой стороне схематично показан принцип согласно настоящему изобретению. Осаждение сердцевины осуществлялось в соответствии с формированием нескольких пакетов слоев стекла, также называемых «стопками», при этом пакеты слоев стекла имеют различные значения показателя преломления. Однако в пределах такого пакета слоев стекла значение показателя преломления является постоянным. Путем использования различных условий осаждения для различных пакетов слоев стекла и комбинации значений показателя преломления пакетов слоев стекла, получаемых таким образом, получали среднее значение показателя преломления сердцевины, которое идентично значению, показанному на левой стороне фигуры. Хотя семь различных пакетов слоев стекла можно различить на фиг. 3, должно быть понятно, что применение не ограничено таким количеством. Кроме того, на правой стороне значения показателя преломления для «высокой» и «низкой» стопок, и поэтому, фактически для комбинации стопки А и стопки В, являются неизменно одинаковыми. Кроме того, в этой связи следует заметить, что применение не ограничено комбинацией стопок А и В, а возможны многочисленные осуществления, например А В С, В С А и т.д.
На фиг. 4 показан пример профиля поперечного сечения (площади поперечного сечения (CSA)) в зависимости от положения различных пакетов слоев стекла. Линия с наивысшим значением площади поперечного сечения на левой стороне фигуры может считаться площадью поперечного сечения первой стопки. Линия с наименьшим значением площади поперечного сечения на левой стороне фигуры может считаться площадью поперечного сечения второй стопки. Оставшаяся линия является половиной суммы двух упомянутых выше линий.
На фиг. 5 показан пример значения показателя преломления в зависимости от положения различных пакетов слоев стекла. Линия с наивысшим значением показателя преломления на левой стороне фигуры может считаться показателем преломления первой стопки. Линия с наименьшим значением показателя преломления на левой стороне фигуры может считаться показателем преломления второй стопки. Оставшаяся линия является половиной суммы двух упомянутых выше линий.
Из фиг. 4 и фиг. 5 очевидно, что среднее значение имеет более равномерный характер в зависимости от положения.
На фиг. 6 показано значение показателя преломления одномодовой сердцевины в зависимости от положения на стержне преформы, при этом области, отклоняющиеся от центральной области, а именно, от 200 мм до 1000 мм, можно различить на обоих концах стержня преформы. Такие отклоняющиеся значения ограничивают использование длины стержня преформы, из которого можно получать оптические волокна.
На фиг. 7 показан профиль поперечного сечения одномодовой сердцевины в зависимости от положения на стержне преформы. Как и на фиг. 6, на обоих концах на этой фигуре можно различить области, отклоняющиеся от центральной области, а именно от 200 мм до 1000 мм.
На фиг. 8 показан профиль показателя преломления в зависимости от положения для сердцевины в соответствии с настоящим изобретением, которая составлена из трех пакетов слоев стекла. Полезная длина стержня преформы, из которого может быть получено оптическое волокно, больше длины, показанной на фиг. 6 и фиг. 7.
На фиг. 9 показан средний профиль показателя преломления в зависимости от положения для сердцевины в соответствии с настоящим изобретением, которая составлена из трех пакетов слоев стекла. На этой фигуре также можно заметить увеличение полезной длины стержня преформы по сравнению с длиной, показанной на фиг. 6 и фиг. 7.
На фиг. 10 показан средний профиль поперечного сечения в зависимости от положения для сердцевины в соответствии с настоящим изобретением, составленной из трех пакетов слоев стекла. Ясно различимо увеличение полезной длины стержня преформы по сравнению с длиной, показанной на фиг. 6 и фиг. 7.
Сравнительный пример
На фиг. 11 показан продольный профиль показателя преломления первичной преформы, изготовленной в соответствии с предшествующим уровнем техники с использованием процесса плазмохимического осаждения из паровой фазы. Положение вдоль длины первичной преформы отложено по горизонтальной оси, тогда как показатель преломления отложен по вертикальной оси. Первичная преформа согласно сравнительному примеру имеет три слоя преформы, а именно, слой 13 преформы, имеющий высокий показатель преломления, из которого должна формироваться сердцевина волокна, слой 14 преформы и слой 15 преформы. Две горизонтальные линии показаны относительно значения показателя преломления каждого слоя 13, 14 и 15 преформы, и эти линии соответствуют пределам допустимого отклонения показателя преломления слоя преформы.
Измерения показателя преломления слоев первичной преформы согласно сравнительному примеру начинаются в окрестности положения около -175 мм и заканчиваются в окрестности положения около 950 мм.
Как можно наблюдать на упомянутой фигуре, показатель преломления конкретного слоя 13 преформы не находится в пределах допустимого отклонения на протяжении части длины. В результате полезная длина первичной преформы согласно сравнительному примеру, рассматриваемая с учетом показателя преломления, ограничена частью длины между положениями около -20 мм и около 800 мм или даже меньшей. Результат этого заключается в том, что полезная длина первичной преформы согласно сравнительному примеру в лучшем случае составляет около 820 мм.
На фиг. 12 показан продольный профиль геометрии первичной преформы согласно сравнительному примеру. Положение вдоль длины преформы отложено по горизонтальной оси, тогда как диаметры слоев преформы отложены по вертикальной оси. Диаметры слоев 13, 14 и 15 слоев преформы показаны в зависимости от положения на первичной преформе. Две горизонтальные линии показаны относительно значения диаметра каждого слоя 13, 14 и 15 преформы, и эти линии соответствуют пределам допустимого отклонения диаметра слоя преформы.
Как можно наблюдать на упомянутой фигуре, диаметр конкретного слоя 14 преформы не находится в пределах допустимого отклонения на протяжении части длины. В результате полезная длина первичной преформы согласно сравнительному примеру, рассматриваемая с учетом геометрических свойств, ограничена частью длины между положениями около 0 мм и около 1125 мм.
Поскольку полезная длина первичной преформы согласно сравнительному примеру уже была ограничена с учетом показателем преломления между положениями -20 мм и 800 мм, полезная длина первичной преформы согласно сравнительному примеру будет ограничена частью длины между положениями 0 мм и 800 мм. Иначе говоря, полезная длина первичной преформы согласно сравнительному примеру составляет около 800 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРВИЧНОЙ ЗАГОТОВКИ ДЛЯ ОПТИЧЕСКИХ ВОЛОКОН, ПЕРВИЧНАЯ ЗАГОТОВКА, ОКОНЧАТЕЛЬНАЯ ЗАГОТОВКА, ОПТИЧЕСКОЕ СТЕКЛО | 2012 |
|
RU2595030C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕФОРМ С ЗАДАННЫМ ПРОФИЛЕМ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ, ПРЕФОРМА И ОПТИЧЕСКОЕ ВОЛОКНО | 2010 |
|
RU2543006C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2011 |
|
RU2567923C2 |
| ЛЕГИРОВАННОЕ БРОМОМ ОПТИЧЕСКОЕ ВОЛОКНО | 2016 |
|
RU2736023C2 |
| ПРЕФОРМА ОПТИЧЕСКОГО ВОЛОКНА С МНОГОСЛОЙНОЙ СТРУКТУРОЙ ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2017 |
|
RU2730726C1 |
| ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2635839C2 |
| Способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов (варианты) | 2022 |
|
RU2790075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ПРЕФОРМЫ, ПРЕФОРМА И ОПТИЧЕСКОЕ ВОЛОКНО | 2010 |
|
RU2517138C2 |
| ОДНОМОДОВОЕ ОПТИЧЕСКОЕ ВОЛОКНО И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВОГО ОПТИЧЕСКОГО ВОЛОКНА | 2001 |
|
RU2271025C2 |
| ОПТИЧЕСКОЕ ВОЛОКНО, ЗАГОТОВКА ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2243943C2 |




Изобретение относится к способу изготовления первичной заготовки для оптического волокна. Технический результат заключается в изготовлении первичных заготовок, имеющих большую используемую длину, влияние на оптическое сужение можно оказывать независимо от геометрического сужения, показатель преломления и/или площадь поперечного сечения можно точно задавать в зависимости от положения в продольном направлении на первичной заготовке. Способ изготовления первичной заготовки заключается в использовании процесса внутреннего плазмохимического осаждения из паровой фазы, в котором легированные или нелегированные стеклообразующие прекурсоры подают к внутренней стороне полой стеклянной трубки основы, реакционную зону в форме плазмы перемещают назад и вперед по длине упомянутой выше полой стеклянной трубки основы между точкой разворота вблизи стороны подачи и точкой разворота вблизи стороны выпуска полой трубки основы, причем трубку основы устанавливают в печи и создают в упомянутой выше реакционной зоне такие условия, что один или более пакетов слоев стекла, составленных из по меньшей мере двух отдельных слоев стекла, осаждаются на внутреннюю сторону упомянутой выше трубки основы. 2 н. и 15 з.п. ф-лы, 12 ил.
1. Способ изготовления первичной преформы для оптического волокна с использованием процесса внутреннего плазмохимического осаждения из паровой фазы, в котором легированные или нелегированные стеклообразующие прекурсоры подают к внутренней стороне полой стеклянной трубки основы, реакционную зону в форме плазмы перемещают назад и вперед по длине упомянутой выше полой стеклянной трубки основы между точкой разворота вблизи стороны подачи и точкой разворота вблизи стороны выпуска полой трубки основы, причем трубку основы устанавливают в печи и в упомянутой выше реакционной зоне создают такие условия, что один или более пакетов слоев стекла, составленных из по меньшей мере двух отдельных слоев стекла, осаждаются на внутреннюю сторону упомянутой выше трубки основы, причем способ содержит следующие этапы, на которых:
i) определяют условия осаждения для осаждения некоторого количества слоев стекла, которые должны осаждаться прилегающими друг к другу, и формирования пакета слоев стекла при упомянутых выше условиях осаждения,
ii) определяют условия осаждения, следующие за этапом i), для осаждения некоторого последующего количества слоев стекла, которые должны осаждаться прилегающими друг к другу, и формирования последующего пакета слоев стекла при упомянутых выше условиях осаждения, следующих за этапом i), при этом условия осаждения, определяемые для этапов i) и ii), отличаются друг от друга, и
iii) при необходимости, повторяют этапы i) и ii),
при этом условия осаждения, определяемые для этапа iii), могут быть идентичными с условиями процесса, определяемыми для i) и ii), при этом:
количество слоев стекла в каждом из пакетов слоев стекла задают так, чтобы удовлетворялось следующее условие:
где:
N - количество слоев стекла в пакете слоев стекла [-],
λ - минимальная используемая длина волны для оптического волокна [мкм],
d - толщина слоя стекла в пакете слоев стекла первичной преформы [мкм],
Q конечной - диаметр конечной преформы, получаемой на основе первичной преформы [мм],
Q волокна - диаметр оптического волокна [мм].
2. Способ по п.1, в котором условия осаждения слоев стекла, прилегающих друг к другу в пакете слоев стекла, соответствуют друг другу.
3. Способ по п.1, в котором в конкретном пакете слоев стекла значение показателя преломления одного слоя стекла, получаемого осаждением, соответствует значению показателя преломления другого слоя стекла, получаемого осаждением.
4. Способ по п.1, в котором среднее значение показателя преломления пакетов слоев стекла, составленных из комбинации некоторого количества отдельных пакетов слоев стекла, расположенных прилегающими друг к другу, должно считаться комбинацией значений показателя преломления каждого отдельного пакета слоев стекла, при этом значения показателя преломления по меньшей мере двух таких отдельных пакетов слоев стекла в упомянутом выше комбинированном пакете слоев стекла отличаются друг от друга.
5. Способ по п.1, в котором площадь поперечного сечения (CSA) пакетов слоев стекла, составленных из комбинации некоторого количества отдельных пакетов слоев стекла, расположенных прилегающими друг к другу, должна считаться комбинацией значений площади поперечного сечения каждого отдельного пакета слоев стекла, при этом значения площади поперечного сечения по меньшей мере двух таких отдельных пакетов слоев стекла в упомянутом выше комбинированном пакете слоев стекла отличаются друг от друга.
6. Способ по п.1, в котором каждый из слоев стекла соответствующего пакета слоев стекла имеет толщину, наблюдаемую в радиальном направлении, которая находится в пределах от 0,1 до 10 мкм.
7. Способ по п.1, в котором некоторое количество слоев стекла в пакете слоев стекла находится в пределах 2-100.
8. Способ по п.1, в котором некоторое количество слоев стекла в пакете слоев стекла находится в пределах 2-50.
9. Способ по п.1, в котором некоторое количество слоев стекла в пакете слоев стекла находится в пределах 4-30.
10. Способ по п.1, в котором определение условий осаждения содержит задание одного или более параметров процесса, выбираемых из группы, состоящей из расхода стеклообразующих прекурсоров, измеряемого на стороне подачи, процентного содержания легирующей примеси (примесей), скорости движения реакционной зоны, интенсивности плазмы реакционной зоны и длины реакционной зоны.
11. Способ по п.10, в котором соответствующее условие осаждения поддерживают постоянным на всем протяжении длины осаждения, то есть длины трубки основы, вдоль которой реакционную зону перемещают между двумя точками разворота во время осаждения слоев стекла для формирования пакета слоев стекла.
12. Способ по п.11, в котором условие осаждения, определенное для осаждения одного пакета слоев стекла, составленного из некоторого количества слоев стекла, является постоянным во время осаждения упомянутого одного пакета слоев стекла, и в котором условие осаждения, определенное для осаждения другого пакета слоев стекла, составленного из некоторого количества слоев стекла, также является постоянным во время осаждения упомянутого другого пакета слоев стекла, но при этом условие осаждения, используемое для упомянутого пакета слоев стекла, отличается от условия осаждения, используемого для упомянутого другого пакета слоев стекла.
13. Способ по п.1, в котором реакционную зону перемещают вдоль длины трубки основы со средней скоростью, находящейся в пределах от 2 м/мин до 40 м/мин.
14. Способ по п.1, в котором реакционную зону перемещают вдоль длины трубки основы со средней скоростью, находящейся в пределах от 15 м/мин до 25 м/мин.
15. Способ по п.1, в котором первичная преформа содержит по меньшей мере один слой преформы и этот слой преформы образован по меньшей мере частично из пакетов слоев стекла, и слой преформы имеет по существу постоянный средний показатель преломления и/или постоянную среднюю площадь поперечного сечения, наблюдаемую в радиальном направлении.
16. Способ изготовления конечной преформы для оптического волокна, содержащий следующие этапы, на которых:
i) изготавливают первичную преформу посредством установки трубки основы в печь и создания реакционной зоны таким образом, что один или более пакетов слоев стекла, составленных из по меньшей мере двух отдельных слоев стекла, осаждаются на внутреннюю сторону упомянутой выше трубки основы, посредством:
a) определения условий осаждения для осаждения некоторого количества слоев стекла, которые должны осаждаться прилегающими друг к другу, и формирования пакета слоев стекла при упомянутых выше условиях осаждения,
b) определения условий осаждения, следующих за этапом a), для осаждения некоторого последующего количества слоев стекла, которые должны осаждаться прилегающими друг к другу, и формирования последующего пакета слоев стекла при упомянутых выше условиях осаждения, следующих за этапом a), при этом условия осаждения, определяемые для этапов a) и b), отличаются друг от друга, и
c) при необходимости, повторяют этапы a) и b),
при этом условия осаждения, определяемые для этапа c), могут быть идентичными с условиями процесса, определяемыми для этапов a) и b), при этом:
количество слоев стекла в каждом из пакетов слоев стекла задают так, чтобы удовлетворялось следующее условие:
где:
N - количество слоев стекла в пакете слоев стекла [-],
λ - минимальная используемая длина волны для оптического волокна [мкм],
d - толщина слоя стекла в пакете слоев стекла первичной преформы [мкм],
Q конечной - диаметр конечной преформы, получаемой на основе первичной преформы [мм],
Q волокна - диаметр оптического волокна [мм];
ii) сжимают первичную преформу, полученную на этапе i), в сплошную первичную преформу при воздействии теплового источника,
iii) при необходимости, наносят дополнительное количество стекла на внешнюю сторону сплошной первичной преформы, полученной на этапе ii), чтобы образовать конечную преформу.
17. Способ по п.16, дополнительно содержащий формирование оптического волокна посредством нагревания конечной преформы и последующего вытягивания нагретой конечной преформы для формирования из нее оптического волокна.
| US 2009003787 A1, 01.01.2009 | |||
| US 4741747 A, 03.05.1988 | |||
| US 5145509 A, 08.09.1992 | |||
| US 5188648 A, 23.02.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН И ЗАГОТОВОК ДЛЯ НИХ | 2004 |
|
RU2380326C2 |

