Область техники, к которой относится изобретение
Настоящее изобретение относится к технической области преформ оптического волокна, в частности к преформе оптического волокна для изготовления оптического волокна с многослойной структурой, и к способу изготовления оптического волокна
Предпосылки создания изобретения
Изготовление оптического волокна делится на два этапа: изготовление преформы оптического волокна и вытяжка преформы оптического волокна для формования оптического волокна. В настоящее время общепринятые способы изготовления преформы оптического волокна включают в себя плазмохимическое газофазное осаждение (PCVD), модифицированное осаждение из паровой фазы (MCVD), аксиальное осаждение из паровой фазы (VAD), наружное парофазное осаждение (OVD) и другие технологические способы. Обычно, в соответствии с этими способами, сначала изготавливают стержень сердцевины оптического волокна; затем изготавливают оболочку оптического волокна; стержень сердцевины и оболочку объединяют для формования преформы оптического волокна, которую можно вытянуть для формования окончательно необходимого оптического волокна; затем преформу оптического волокна помещают на башню вытяжки для вытяжки в оптические волокна. Эти способы стали обычной практикой для производства оптических волокон.
Чтобы справиться с растущей конкуренцией на рынке оптических волокон, повышение эффективности производства оптических волокон стало предметом исследований и разработок в области производства оптических волокон. Срочно необходимо техническое решение для поддержания хороших характеристик оптических волокон и упрощения процесса производства оптических волокон с целью повышения эффективности производства оптических волокон.
Сущность изобретения
С учетом недостатков предшествующего уровня техники, настоящее изобретение направлено на создание преформы оптического волокна для изготовления оптического волокна с многослойной структурой и способа изготовления оптического волокна, которые могут не только поддерживать хорошие характеристики оптического волокна, но также упрощать процесс производства оптического волокна для повышения эффективности производства оптического волокна.
Для реализации вышеуказанной цели, настоящее изобретение использует следующее техническое решение: преформа оптического волокна для изготовления оптического волокна с многослойной структурой содержит стержень сердцевины, тонкую кварцевую втулку, охватывающую стержень сердцевины, и первую изолирующую кварцевую трубку, образующую втулку между стержнем сердцевины и кварцевой тонкой втулкой; порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем сердцевины и первой изолирующей кварцевой трубкой, а также между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой.
Основываясь на вышеупомянутом техническом решении, преформа оптического волокна дополнительно содержит хвостовую трубку; хвостовая трубка содержит хвостовой стержень, первую хвостовую трубку, охватывающую хвостовой стержень, вторую хвостовую трубку, охватывающую первую хвостовую трубку, и уплотнительную заглушку, расположенную на конце хвостового стержня, первой хвостовой трубки и второй хвостовой трубки; один конец хвостового стержня соединен с стержнем сердцевины, а другой конец хвостового стержня соединен с уплотнительной заглушкой; отверстие на одном конце первой хвостовой трубки герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки герметично соединено с уплотнительной заглушкой; отверстие на одном конце второй хвостовой трубки герметично соединено с тонкой кварцевой втулкой, а отверстие на другом конце второй хвостовой трубки герметично соединено с уплотнительной заглушкой; зазор между первой хвостовой трубкой, хвостовым стержнем и уплотнительной заглушкой сообщается с зазором между стержнем сердцевины и первой изолирующей кварцевой трубкой, формируя первую секцию; уплотнительная заглушка снабжена внутренним выпускным отверстием; внутреннее выпускное отверстие сообщается с первой секцией; зазор между второй хвостовой трубкой, первой хвостовой трубкой и уплотнительной заглушкой сообщается с зазором между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой, формируя вторую секцию; уплотнительная заглушка снабжена внешним выпускным отверстием; внешнее выпускное отверстие сообщается со второй секцией.
На основе вышеупомянутого технического решения, преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку и, по меньшей мере, первую загружающую порошок трубку и, по меньшей мере, вторую загружающую порошок трубку, которые проходят через уплотнительную вращающуюся крышку; уплотнительная вращающаяся крышка охватывает вторую хвостовую трубку и соединена герметичным и вращательным образом со второй хвостовой трубкой; первая хвостовая трубка снабжена первым круглым отверстием для прохождения через нее первой загружающей порошок трубки; один конец каждой первой загружающей порошок трубки выходит на уплотнительной вращающейся крышке, а другой конец каждой первой загружающей порошок трубки последовательно проходит через уплотнительную вращающуюся крышку и первое круглое отверстие, и выходит в зазор между стержнем сердцевины и первой изолирующей кварцевой трубкой; вторая хвостовая трубка снабжена вторым круглым отверстием для прохождения через нее второй загружающей порошок трубки; один конец каждой второй загружающей порошок трубки выходит на уплотнительной вращающейся крышке, а другой конец каждой второй загружающей порошок трубки последовательно проходит через уплотнительную вращающуюся крышку и второе круглое отверстие, и выходит в зазор между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой.
На основе вышеупомянутого технического решения, преформа оптического волокна включает в себя две первые загружающие порошок трубки; две первые загружающие порошок трубки расположены симметрично на уплотнительной вращающейся крышке.
Настоящее изобретение дополнительно обеспечивает способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна:
изготавливают преформу оптического волокна; и
порошок для изготовления оболочки оптического волокна загружают соответственно между стержнем сердцевины и первой изолирующей кварцевой трубкой, а также между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой, и одновременно выполняют вытяжку оптического волокна.
На основе вышеупомянутого технического решения, первая загружающая порошок трубка размещена между стержнем сердцевины и первой изолирующей кварцевой трубкой; первая загружающая порошок трубка выполнена с возможностью вращения по окружности вокруг стержня сердцевины, и через первую загружающую порошок трубку порошок для изготовления оболочки оптического волокна загружают между стержнем сердцевины и первой изолирующей кварцевой трубкой; вторая загружающая порошок трубка размещена между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой; вторая загружающая порошок трубка выполнена с возможностью вращения по окружности вокруг стержня сердцевины; когда вторая загружающая порошок трубка вращается по окружности вокруг стержня сердцевины, порошок для изготовления оболочки оптического волокна загружают между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой.
На основе вышеупомянутого технического решения, преформа оптического волокна дополнительно содержит хвостовую трубку; хвостовая трубка содержит хвостовой стержень, первая хвостовая трубка охватывает хвостовой стержень, вторая хвостовая трубка охватывает первую хвостовую трубку, и уплотнительную заглушку, расположенную на конце хвостового стержня, первой хвостовой трубки и второй хвостовой трубки; один конец хвостового стержня соединен со стержнем сердцевины, а другой конец хвостового стержня соединен с уплотнительной заглушкой; отверстие на одном конце первой хвостовой трубки герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки герметично соединено с уплотнительной заглушкой; отверстие на одном конце второй хвостовой трубки герметично соединено с тонкой кварцевой втулкой, и отверстие на другом конце второй хвостовой трубки герметично соединено с уплотнительной заглушкой; зазор между первой хвостовой трубкой, хвостовым стержнем и уплотнительной заглушкой сообщается с зазором между стержнем сердцевины и первой изолирующей кварцевой трубкой, формируя первую секцию; изолирующая заглушка снабжена внутренним выпускным отверстием; внутреннее выпускное отверстие сообщается с первой секцией; зазор между второй хвостовой трубкой, первой хвостовой трубкой и уплотнительной заглушкой сообщается с зазором между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой, формируя вторую секцию; изолирующая заглушка снабжена внешним выпускным отверстием; внешнее выпускное отверстие сообщается со второй секцией; преформу оптического волокна закрепляют на башне вытяжки; когда кварцевый порошок загружают в первую секцию и вторую секцию, внешнее выпускное отверстие и внутреннее выпускное отверстие отводят воздух наружу, так что давление воздуха в первой секции и второй секции соответственно достигает значения давления воздуха, предварительно установленного пользователем, и одновременно выполняется вытяжка оптического волокна.
На основе вышеупомянутого технического решения, преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку; уплотнительная вращающаяся крышка охватывает вторую хвостовую трубку, и соединена герметичным и вращательным образом со второй хвостовой трубкой; первая хвостовая трубка снабжена первым круглым отверстием для прохождения через нее первой загружающей порошок трубки; один конец каждой первой загружающей порошок трубки выходит на уплотнительной вращающейся крышке, а другой конец каждой первой загружающей порошок трубки последовательно проходит через уплотнительную вращающуюся крышку и первое круглое отверстие, и выходит в зазор между стержнем сердцевины и первой изолирующей кварцевой трубкой; вторая хвостовая трубка снабжена вторым круглым отверстием для прохождения через нее второй загружающей порошок трубки; один конец каждой второй загружающей порошок трубки выходит на уплотнительной вращающейся крышке, а другой конец каждой второй загружающей порошок трубки последовательно проходит через уплотнительную вращающуюся крышку и второе круглое отверстие, и выходит в зазор между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой; во время вытяжки оптического волокна, уплотнительная вращающаяся крышка приводится во вращение, так что первая загружающей порошок трубка и вторая загружающей порошок трубка вращаются по окружности вокруг стержня сердцевины.
Настоящее изобретение дополнительно обеспечивает создание преформы оптического волокна для изготовления оптического волокна с многослойной структурой. Преформа оптического волокна содержит стержень сердцевины, тонкую кварцевую втулку, охватывающую стержень сердцевины, и первую изолирующую кварцевую трубку, образующую втулку между стержнем сердцевины и тонкой кварцевой втулкой; вторую изолирующую кварцевую трубку, дополнительно размещенную между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой; порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем сердцевины и первой изолирующей кварцевой трубкой, между первой изолирующей кварцевой трубкой и второй изолирующей кварцевой трубкой, а также между второй изолирующей кварцевой трубкой и тонкой кварцевой втулкой.
Настоящее изобретение дополнительно обеспечивает способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна: изготавливают преформу оптического волокна; и порошок для изготовления оболочки оптического волокна загружают соответственно между стержнем сердцевины и первой изолирующей кварцевой трубкой, между первой изолирующей кварцевой трубкой и второй изолирующей кварцевой трубкой, а также между второй изолирующей кварцевой трубкой и тонкой кварцевой трубкой, и одновременно выполняют вытяжку оптического волокна.
По сравнению с предшествующим уровнем техники, настоящее изобретение имеет следующие преимущества:
(1) в настоящем изобретении, комплекс из стержня сердцевины, первой изолирующей кварцевой трубки и тонкой кварцевой втулки непосредственно размещают на башне вытяжки для вытяжки; во время процесса вытяжки, когда оптическое волокно формуется вытяжкой, порошок для изготовления оптического волокна загружают в зазор между стержнем сердцевины и первой тонкой кварцевой втулкой, а также в зазор между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой для формирования оболочки оптического волокна, что исключает процесс изготовления оболочки из процесса изготовления преформы оптического волокна и повышает эффективность изготовления оптического волокна; при этом первая изолирующая кварцевая трубка эффективно выполняет изоляцию между слоями оптического волокна с многослойной структурой, таким образом, избегая воздействия на другие слои при загрузке порошка для изготовления оптического волокна, и исключая воздействие на характеристики оптического волокна, такие как затухание в оптическом волокне;
(2) в настоящем изобретении, первая загружающая порошок трубка размещена между стержнем сердцевины и первой изолирующей кварцевой трубкой, а вторая загружающая порошок трубка размещена между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой; когда первая загружающая порошок трубка и вторая загружающая порошок трубка вращаются по окружности вокруг стержня сердцевины, порошки для изготовления оптического волокна загружают так, чтобы обеспечить равномерное заполнение порошков для изготовления оптического волокна; и
(3) в настоящем изобретении, хвостовая трубка комбинированного типа расположена на конце преформы оптического волокна; во время вытяжки оптического волокна, для того, чтобы порошки для изготовления оптического волокна заполняющие зазор между стержнем сердцевины и первой изолирующей кварцевой трубкой, а также зазор между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой, хорошо сплавлялись, воздух первой секции и второй секции соответственно извлекается для регулирования низкого давления, тем самым обеспечивая хорошее плавление твердой фазы для каждого слоя оптического волокна с многослойной структурой.
Краткое описание чертежей
Фиг. 1 представляет собой структурную схему преформы оптического волокна (исключая вторую изолирующую кварцевую трубку) для изготовления оптического волокна с многослойной структурой в соответствии с вариантом осуществления настоящего изобретения; и
Фиг.2 - структурная схема преформы оптического волокна (включая вторую изолирующую кварцевую трубку) для изготовления оптического волокна с многослойной структурой в соответствии с вариантом осуществления настоящего изобретения.
в которой: 1- стержень сердцевины; 2-тонкая кварцевая втулка; 3-первая изолирующая кварцевая трубка; 4-вторая изолирующая кварцевая трубка; 5-хвостовая трубка; 51 хвостовой стержень; 52-первая хвостовая трубка; 53-вторая хвостовая трубка; 54-уплотнительная заглушка; 55-внутреннее выпускное отверстие; 56-внешнее выпускное отверстие; 57-первое круглое отверстие; 58-второе круглое отверстие; 6-уплотнительная вращающаяся крышка; 7-первая загружающая порошок трубка; 8-вторая загружающая порошок трубка; 9-первая секция; 10-вторая секция; 11-третья загружающая порошок трубка; 12-четвертая загружающая порошок трубка; и 13-пятая загружающая порошок трубка.
Подробное описание вариантов осуществления
Настоящее изобретение подробно дополнительно описано ниже со ссылкой на чертеж и варианты осуществления.
Как показано на фиг. 1, вариант осуществления настоящего изобретения обеспечивает создание преформы оптического волокна для изготовления оптического волокна с многослойной структурой. Преформа оптического волокна содержит стержень 1 сердцевины, тонкую кварцевую втулку 2, охватывающую стержень 1 сердцевины, и первую изолирующую кварцевую трубку 3, образующую втулку между стержнем 1 сердцевины и тонкой кварцевой втулкой 2; порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой 3, а также между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2.
В настоящем изобретении, комплекс из стержня 1 сердцевины, первой изолирующей кварцевой трубки 3 и тонкой кварцевой втулки 2 размещают непосредственно на башне для вытяжки; во время процесса вытяжки, когда оптическое волокно формуется вытяжкой, порошок для изготовления оптического волокна загружают в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а также в зазор между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2 для формования оболочки оптического волокна, что исключает процесс изготовления оболочки из процесса изготовления преформы оптического волокна, и повышает эффективность изготовления оптического волокна; при этом, первая изолирующая кварцевая трубка 3 эффективно осуществляет изоляцию между слоями оптического волокна с многослойной структурой, тем самым избегая воздействия на другие слои, при загрузке порошка для изготовления оптического волокна, и избегая воздействия на эксплуатационные характеристики оптического волокна, такие как затухание в оптическом волокне.
При изготовлении вышеуказанного оптического волокна с многослойной структурой, процесс изготовления стержня 1 сердцевины может быть PCVD, MCVD, OVD и VAD и т.д.; стержень 1 сердцевины содержит зону сердцевины и первую оболочку; образующий материал зоны сердцевины представляет собой смесь диоксида кремния и диоксида германия, которая достигает высокого показателя преломления; тогда как первая оболочка оптического волокна с многослойной структурой должна сохранять структуру чистого кремния, а вторая оболочка должна иметь низкий показатель преломления, порошок из чистого диоксида кремния загружают в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а порошок диоксида кремния и смешанный порошок фторида загружают между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2.
В то время, как первая оболочка оптического волокна с многослойной структурой должна иметь очень низкий показатель преломления, значительно превышающий возможности существующего традиционного процесса изготовления оптических волокон, а вторая оболочка должна сохранять чистую структуру кремния, диоксид кремния и смешанный порошок фторида загружают в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а чистый порошок диоксида кремния загружают между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2.
В то время, как оптическое волокно с многослойной структурой требует, чтобы зона сердцевины представляла собой сердцевину из чистого кремния, а первая оболочка и вторая оболочка имели очень высокий показатель преломления, такие способы, как PCVD, MCVD, OVD и VAD, могут быть использованы для получения стержня 1 сердцевины из чистого кремния; порошок в виде смеси из диоксида кремния и диоксида германия загружают в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а также в зазор между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2; при этом толщина первой изолирующей кварцевой трубки 3 и тонкой кварцевой втулки 2 увеличивается, тем самым обеспечивая значительную изоляцию из чистого кремния между двумя оболочками из вытянутого, таким образом, оптического волокна, и создавая толстый слой из чистого кремния снаружи второй оболочки, чтобы удовлетворить требования к передающим характеристикам оптического волокна с многослойной структурой.
Преформа оптического волокна дополнительно содержит хвостовую трубку 5; хвостовая трубка 5 содержит хвостовой стержень 51, первую хвостовую трубку 52, охватывающую хвостовой стержень 51, вторую хвостовую трубку 53, охватывающую первую хвостовую трубку 52, и уплотнительную заглушку 54, установленную на конце хвостового стержня 51, первой хвостовой трубки 52 и второй хвостовой трубки 53; один конец хвостового стержня 51 соединен со стержнем сердцевины, а другой конец хвостового стержня 51 соединен с уплотнительной заглушкой 54; отверстие на одном конце первой хвостовой трубки 52 герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки 52 герметично соединено с уплотнительной заглушкой 54; отверстие на одном конце второй хвостовой трубки 53 герметично соединено с тонкой кварцевой втулкой 2, а отверстие на другом конце второй хвостовой трубки 53 герметично соединено с уплотнительной заглушкой 54; зазор между первой хвостовой трубкой 52, хвостовым стержнем 51 и уплотнительной заглушкой 54 сообщается с зазором между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, формируя первую секцию 9; уплотнительная заглушка 54 выполнена с внутренним выпускным отверстием 55; внутреннее выпускное отверстие 55 сообщается с первой секцией 9; a зазор между второй хвостовой трубкой 53, первой хвостовой трубкой 52 и уплотнительной заглушкой 54 сообщается с зазором между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2, формируя вторую секцию 10; уплотнительная заглушка 54 выполнена с внешним выпускным отверстием 56; внешнее выпускное отверстие 56 сообщается со второй секцией 10.
В настоящем изобретении хвостовая трубка 5 комбинированного типа размещена на конце преформы оптического волокна; во время вытяжки оптического волокна, чтобы порошки для изготовления оптического волокна, загруженные в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а также зазор между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2, хорошо плавились в твердой фазе, воздух первой секции 9 и второй секции 10 соответственно удаляется для регулирования низкого давления, тем самым реализуя хорошее плавление в твердой фазе для каждого слоя оптического волокна с многослойной структурой.
Преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку 6 и, по меньшей мере, первую загружающую порошок трубку 7 и, по меньшей мере, вторую загружающую порошок трубку 8, которые проходят через уплотнительную вращающуюся крышку 6; уплотнительная вращающаяся крышка 6 образует втулку на внешней стороне второй хвостовой трубки 53 и соединена со второй хвостовой трубкой 53 герметичным и вращательным образом; первая хвостовая трубка 52 снабжена первым круглым отверстием 57, через которое проходит первая загружающая порошок трубка 7; один конец каждой первой загружающей порошок трубки 7 выходит на уплотнительной вращающейся крышке 6, а другой конец каждой первой загружающей порошок трубки 7 последовательно проходит через уплотнительную вращающуюся крышку 6 и первое круглое отверстие 57 и выходит в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3; вторая хвостовая трубка 53 снабжена вторым круглым отверстием 58, через которое проходит вторая загружающая порошок трубка 8; один конец каждой второй загружающей порошок трубки 8 выходит на уплотнительной вращающейся крышке 6, а другой конец каждой второй загружающей порошок трубки 8 последовательно проходит через уплотнительную вращающуюся крышку 6 и второе круглое отверстие 58, и выходит в зазор между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2.
В варианте осуществления настоящего изобретения, первая загружающая порошок трубка 7 размещена между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой 3, а вторая загружающая порошок трубка 8 размещена между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2; когда первая загружающая порошок трубка 7 и вторая загружающая порошок трубка 8 вращаются по окружности вокруг стержня 1 сердцевины, порошки для производства оптического волокна загружают одновременно, чтобы обеспечить равномерную загрузку порошков для изготовления оптического волокна.
Преформа оптического волокна содержит две первые загружающие порошок трубки 7; две загружающие порошок трубки 7 размещены симметрично на уплотнительной вращающейся крышке 6.
Вариант осуществления настоящего изобретения дополнительно предусматривает способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна:
изготавливают преформу оптического волокна; и порошок для изготовления оболочки оптического волокна загружают соответственно между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, а также между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2, и одновременно выполняют вытяжку оптического волокна.
Первая загружающая порошок трубка 7 размещена между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3; первая загружающая порошок трубка 7 может вращаться по окружности вокруг стержня 1 сердцевины, и через первую загружающую порошок трубку 7, порошок для изготовления оболочки оптического волокна загружают между стержнем сердцевины и первой изолирующей кварцевой трубкой 3; вторая загружающая порошок трубка 8 размещена между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2; вторая загружающая порошок трубка 8 вращается по окружности вокруг стержня 1 сердцевины; когда вторая загружающая порошок трубка 8 вращается по окружности вокруг стержня 1 сердцевины, порошок для изготовления оболочки оптического волокна загружают между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2.
Преформа оптического волокна дополнительно содержит хвостовую трубку 5; хвостовая трубка 5 содержит хвостовой стержень 51, первую хвостовую трубку 52, расположенную снаружи хвостового стержня 51, вторую хвостовую трубку 53, охватывающую первую хвостовую трубку 52, и уплотнительную заглушку 54, расположенную на конце хвостового стержня 51, первой хвостовой трубки 52 и второй хвостовой трубки 53; один конец хвостового стержня 51 соединен со стержнем 1 сердцевины, а другой конец хвостового стержня 51 соединен с уплотнительной заглушкой 54; отверстие на одном конце первой хвостовой трубки 52 герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки 52 герметично соединено с уплотнительной заглушкой 54; отверстие на одном конце второй хвостовой трубки 53 герметично соединено с тонкой кварцевой втулкой 2, а отверстие на другом конце второй хвостовой трубки 53 герметично соединено с уплотнительной заглушкой 54; зазор между первой хвостовой трубкой 52, хвостовым стержнем 51 и уплотнительной заглушкой 54 сообщается с зазором между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, формируя первую секцию 9; уплотнительная заглушка 54 снабжена внутренним выпускным отверстием 55; внутреннее выпускное отверстие 55 сообщается с первой секцией 9; зазор между второй хвостовой трубкой 53, первой хвостовой трубкой 52 и уплотнительной заглушкой 54 сообщается с зазором между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2, формируя вторую секцию 10; уплотнительная заглушка 54 снабжена внешним выпускным отверстием 56; внешнее выпускное отверстие 56 сообщается со второй секцией 10.
Преформа оптического волокна закреплена на башне вытяжки; когда первую секцию 9 и вторую секцию 10 заполняют кварцевым порошком, внешнее выпускное отверстие 56 и внутреннее выпускное отверстие 55 отводят воздух наружу, так что давление воздуха первой секции 9 и второй секции 10 соответственно достигает значения давления воздуха, установленного пользователем, и одновременно выполняется вытяжка оптического волокна.
Преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку 6; уплотнительная вращающаяся крышка 6 охватывает вторую хвостовую трубку 53 и соединена со второй хвостовой трубкой 53 герметичным и вращательным образом; первая хвостовая трубка 52 снабжена первым круглым отверстием 57, через которое проходит первая загружающая порошок трубка 7; один конец каждой первой загружающей порошок трубки 7 выходит на уплотнительную вращающуюся крышку 6, а другой конец каждой первой загружающей порошок трубки 7 последовательно проходит через уплотнительную вращающуюся крышку 6 и первое круглое отверстие 57, и выходит в зазор между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3; вторая хвостовая трубка 53 снабжена вторым круглым отверстием 58, через которое проходит вторая загружающая порошок трубка 8; один конец каждой второй загружающей порошок трубки 8 выходит на уплотнительную вращающуюся крышку 6, а другой конец каждой второй загружающей порошок трубки 8 последовательно проходит через уплотнительную вращающуюся крышку 6 и второе круглое отверстие 58, и выходит в зазор между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2; во время вытяжки оптического волокна, уплотнительная вращающаяся крышка 6 приводится во вращение так, что первая загружающая порошок трубка 7 и вторая загружающая порошок трубка 8 вращаются по окружности вокруг стержня 1 сердцевины.
Как показано на фиг. 2, вариант осуществления настоящего изобретения дополнительно предусматривает преформу оптического волокна для изготовления оптического волокна с многослойной структурой. Преформа оптического волокна содержит стержень 1 сердцевины, тонкую кварцевую втулку 2, охватывающую стержень 1 сердцевины, и первую изолирующую кварцевую трубку 3, образующую втулку между стержнем 1 сердцевины и тонкой кварцевой втулкой 2; вторая изолирующая кварцевая трубка 4 дополнительно размещена между первой изолирующей кварцевой трубкой 3 и тонкой кварцевой втулкой 2; порошок для изготовления оболочки оптического волокна загружен соответственно между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, между первой изолирующей кварцевой трубкой 3 и второй изолирующей кварцевой трубкой 4, а также между второй изолирующей кварцевой трубкой 4 и тонкой кварцевой втулкой 2.
Третья загружающая порошок трубка 11 размещена между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, четвертая загружающая порошок трубка 12 размещена между первой изолирующей кварцевой трубкой 3 и второй изолирующей кварцевой трубкой 4, а пятая загружающая порошок трубка 13 размещена между второй изолирующей кварцевой трубкой 4 и тонкой кварцевой втулкой 2; когда третья загружающая порошок трубка 11, четвертая загружающая порошок трубка 12 и пятая загружающая порошок трубка 13 вращаются по окружности вокруг стержня 1 сердцевины, порошки для изготовления оболочки оптического волокна загружаются одновременно, чтобы выполнить равномерную загрузку порошков для изготовления оболочки оптического волокна.
Когда оптическое волокно с многослойной структурой требует очень высокого показателя преломления в центре и очень низкого показателя преломления в первой оболочке, что значительно превосходит возможности существующего традиционного процесса изготовления оптических волокон, в первую изолирующую кварцевую трубку 3 может быть загружен порошок в виде смеси с высоким относительным содержанием диоксида германия и диоксида кремния, порошок в виде смеси диоксида кремния и фторида может быть загружен в пространство между первой изолирующей кварцевой трубкой 3 и второй изолирующей кварцевой трубкой 4, соответствующее первой оболочке, и чистый порошок диоксида кремния может быть загружен в пространство между второй изолирующей кварцевой трубкой 4 и тонкой кварцевой втулкой 2, соответствующее второй оболочке.
Когда оптическое волокно с многослойной структурой требует чистого кремния в центре и очень высокого показателя преломления во второй оболочке, что намного превышает возможности существующего традиционного процесса изготовления оптических волокон, порошок из чистого диоксида кремния может быть загружен в первую изолирующую кварцевую трубку 3 и в пространство между первой изолирующей кварцевой трубкой 3 и второй изолирующей кварцевой трубкой 4, соответствующее первой оболочке, и порошок виде смеси с высоким относительным содержанием диоксида германия и диоксида кремния может быть загружен в пространство между второй изолирующей кварцевой трубкой 4 и тонкой кварцевой втулкой 2, соответствующее второй оболочке.
Вариант осуществления настоящего изобретения дополнительно предусматривает способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна:
изготовляют преформу оптического волокна; и порошок для изготовления оболочки оптического волокна загружают соответственно между стержнем 1 сердцевины и первой изолирующей кварцевой трубкой 3, между первой изолирующей кварцевой трубкой 3 и второй изолирующей кварцевой трубкой 4, а также между второй изолирующей кварцевой трубкой 4 и тонкой кварцевой втулкой 2, и одновременно выполняют вытяжку оптического волокна.
Настоящее изобретение не ограничено вышеприведенными вариантами осуществления. Специалист в данной области техники может производить усовершенствования и доработки, не отступая от принципа настоящего изобретения; такие усовершенствования и доработки будут входить в объем защиты настоящего изобретения. Те, которые не описаны подробно в описании, должны представлять собой предшествующий уровень техники, известный специалистам в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕФОРМА ОПТИЧЕСКОГО ВОЛОКНА ДЛЯ ИЗГОТОВЛЕНИЯ ОДНОМОДОВОГО ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВОГО ОПТИЧЕСКОГО ВОЛОКНА | 2017 |
|
RU2727989C1 |
| ЗАГОТОВКА ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА СО СВЕРХНИЗКИМ ОСЛАБЛЕНИЕМ, А ТАКЖЕ ОПТИЧЕСКОЕ ВОЛОКНО | 2019 |
|
RU2768315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ПРЕФОРМЫ, ПРЕФОРМА И ОПТИЧЕСКОЕ ВОЛОКНО | 2010 |
|
RU2517138C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2016 |
|
RU2716668C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕФОРМ С ЗАДАННЫМ ПРОФИЛЕМ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ, ПРЕФОРМА И ОПТИЧЕСКОЕ ВОЛОКНО | 2010 |
|
RU2543006C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЕЧИ ВЫТЯГИВАНИЯ ОПТИЧЕСКОГО ВОЛОКНА И СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА | 2017 |
|
RU2745625C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУЛУЧЕПРЕЛОМЛЯЮЩЕГО МИКРОСТРУКТУРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 2010 |
|
RU2437129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА С ЭЛЛИПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2014 |
|
RU2552279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ, ЗАГОТОВКА, ОПТИЧЕСКОЕ ВОЛОКНО И УСИЛИТЕЛЬ | 2007 |
|
RU2460696C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2011 |
|
RU2567923C2 |


Группа изобретений относится к преформе оптического волокна для изготовления оптического волокна с многослойной структурой, способу изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна. Техническим результатом является улучшение характеристик оптического волокна. Преформа содержит стержень сердцевины, тонкую кварцевую втулку, охватывающую стержень сердцевины, и первую изолирующую кварцевую трубку, образующую втулку между стержнем сердцевины и тонкой кварцевой втулкой. Преформа содержит порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем сердцевины и первой изолирующей кварцевой трубкой, а также между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой. Преформа оптического волокна дополнительно содержит хвостовую трубку, хвостовая трубка содержит хвостовой стержень. Первая хвостовая трубка охватывает хвостовой стержень, вторая хвостовая трубка охватывает первую хвостовую трубку и уплотнительную заглушку, расположенную на конце хвостового стержня, первой хвостовой трубки и второй хвостовой трубки. Один конец хвостового стержня соединен со стержнем сердцевины, а другой конец хвостового стержня соединен с уплотнительной заглушкой. Отверстие на одном конце первой хвостовой трубки герметично соединено с изолирующей кварцевой трубкой. Отверстие на другом конце первой хвостовой трубки герметично соединено с уплотнительной заглушкой. Отверстие на одном конце второй хвостовой трубки герметично соединено с тонкой кварцевой втулкой. Отверстие на другом конце второй хвостовой трубки герметично соединено с уплотнительной заглушкой. Зазор между первой хвостовой трубкой, хвостовым стержнем и уплотнительной заглушкой сообщается с зазором между стержнем сердцевины и первой изолирующей кварцевой трубкой, формируя первую секцию. Уплотнительная заглушка снабжена внутренним выпускным отверстием. Внутреннее выпускное отверстие сообщается с первой секцией. Зазор между второй хвостовой трубкой, первой хвостовой трубкой и уплотнительной заглушкой сообщается с зазором между первой изолирующей кварцевой трубкой и тонкой кварцевой втулкой, формируя вторую секцию. Уплотнительная заглушка снабжена внешним выпускным отверстием. Внешнее выпускное отверстие сообщается со второй секцией. 4 н. и 4 з.п. ф-лы, 2 ил.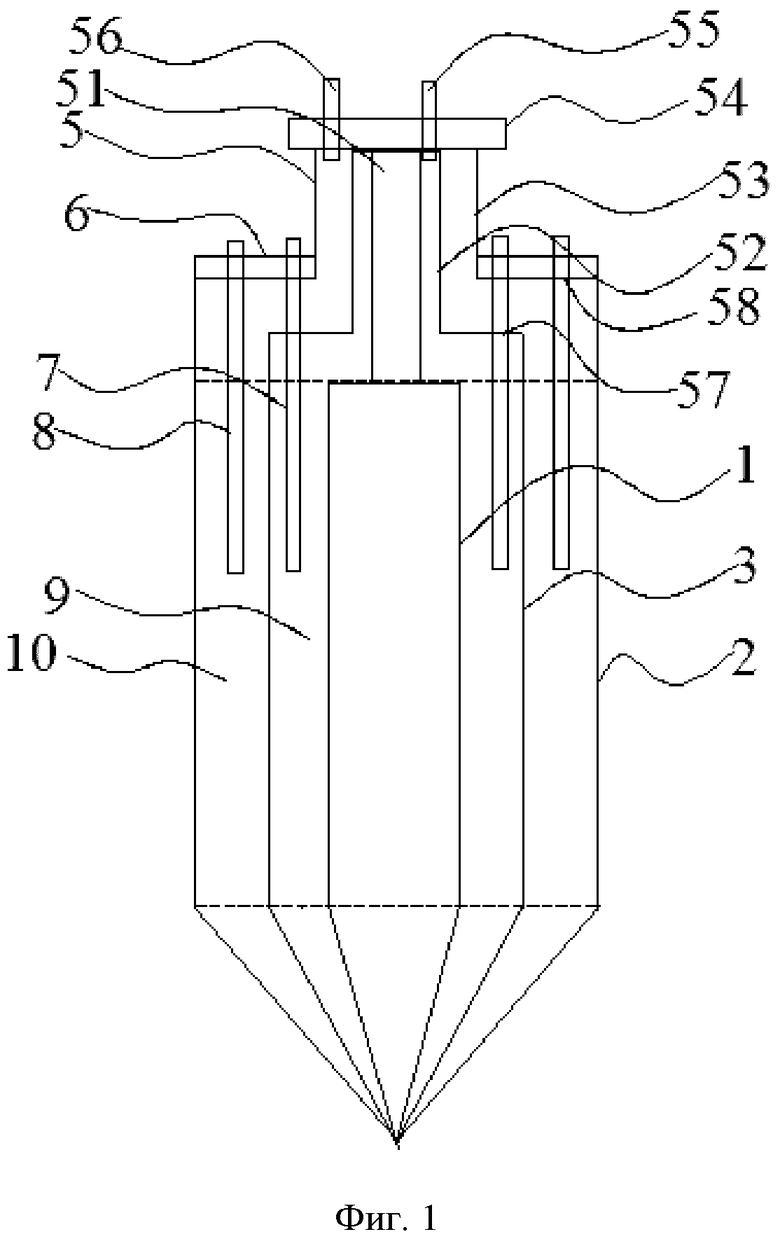
1. Преформа оптического волокна для изготовления оптического волокна с многослойной структурой, в которой преформа оптического волокна содержит стержень сердцевины, тонкую кварцевую втулку (2), охватывающую стержень сердцевины, и первую изолирующую кварцевую трубку (3), образующую втулку между стержнем (1) сердцевины и тонкой кварцевой втулкой (2); порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), а также между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2); преформа оптического волокна дополнительно содержит хвостовую трубку (5); хвостовая трубка (5) содержит хвостовой стержень (51), при этом первая хвостовая трубка (52) охватывает хвостовой стержень (51), вторая хвостовая трубка (53) охватывает первую хвостовую трубку (52), и уплотнительную заглушку (54), расположенную на конце хвостового стержня (51), первой хвостовой трубки (52) и второй хвостовой трубки (53); один конец хвостового стержня (51) соединен со стержнем (1) сердцевины, а другой конец хвостового стержня (51) соединен с уплотнительной заглушкой (54); отверстие на одном конце первой хвостовой трубки (52) герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки (52) герметично соединено с уплотнительной заглушкой (54); отверстие на одном конце второй хвостовой трубки (53) герметично соединено с тонкой кварцевой втулкой (2), а отверстие на другом конце второй хвостовой трубки (53) герметично соединено с уплотнительной заглушкой (54); зазор между первой хвостовой трубкой (52), хвостовым стержнем (51) и уплотнительной заглушкой (54) сообщается с зазором между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), формируя первую секцию (9); уплотнительная заглушка (54) снабжена внутренним выпускным отверстием (55); внутреннее выпускное отверстие (55) сообщается с первой секцией (9); зазор между второй хвостовой трубкой (53), первой хвостовой трубкой (52) и уплотнительной заглушкой (54) сообщается с зазором между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2), формируя вторую секцию (10); уплотнительная заглушка (54) снабжена внешним выпускным отверстием (56); внешнее выпускное отверстие (56) сообщается со второй секцией (10).
2. Преформа оптического волокна для изготовления оптического волокна с многослойной структурой по п 1, в которой упомянутая преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку (6) и по меньшей мере первую загружающую порошок трубку (7) и по меньшей мере вторую загружающую порошок трубку (8), которые проходят через уплотнительную вращающуюся крышку (6); уплотнительная вращающаяся крышка (6) охватывает вторую хвостовую трубку (53) и соединена со второй хвостовой трубкой (53) герметичным и вращательным образом; первая хвостовая трубка (52) снабжена первым круглым отверстием (57) для прохождения через нее первой загружающей порошок трубки (7); один конец каждой первой загружающей порошок трубки (7) выходит на уплотнительной вращающейся крышке (6), а другой конец каждой первой загружающей порошок трубки (7) последовательно проходит через уплотнительную вращающуюся крышку (6) и первое круглое отверстие (57) и выходит в зазор между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3); вторая хвостовая трубка (53) снабжена вторым круглым отверстием (58) для прохождения через нее второй загружающей порошок трубки (8); один конец каждой второй загружающей порошок трубки (8) выходит на уплотнительной вращающейся крышке (6), а другой конец каждой второй загружающей порошок трубки (8) последовательно проходит через уплотнительную вращающуюся крышку (6) и второе круглое отверстие (58) и выходит в зазор между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2).
3. Преформа оптического волокна для изготовления оптического волокна с многослойной структурой по п. 2, в которой упомянутая преформа оптического волокна содержит две первые загружающие порошок трубки (7); две первые загружающие порошок трубки (7) размещены симметрично на уплотнительной вращающейся крышке (6).
4. Способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна по п.1, согласно которому изготавливают преформу оптического волокна; и порошок для изготовления оболочки оптического волокна соответственно загружают между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), а также между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2), при этом одновременно выполняют вытяжку оптического волокна; преформа оптического волокна закреплена на башне вытяжки; когда первую секцию (9) и вторую секцию (10) заполняют кварцевым порошком, внешнее выпускное отверстие (56) и внутреннее выпускное отверстие (55) отводят воздух наружу, так что давление воздуха в первой секции (9) и второй секции (10) соответственно достигает значения давления воздуха, предварительно установленного пользователем, и одновременно выполняется вытяжка оптического волокна.
5. Способ изготовления оптического волокна с многослойной структурой по п.4, в котором первая загружающая порошок трубка (7) размещена между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3); первая загружающая порошок трубка (7) выполнена с возможностью вращения по окружности вокруг стержня (1) сердцевины, и через первую загружающую порошок трубку (7) загружают порошок для изготовления оболочки оптического волокна между сердцевинным стержнем (1) и первой изолирующей кварцевой трубкой (3); вторая загружающая порошок трубка (8) размещена между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2); вторая загружающая порошок трубка (8) может вращаться по окружности вокруг стержня (1) сердцевины; когда вторая загружающая порошок трубка (8) вращается по окружности вокруг стержня (1) сердцевины, порошок для изготовления оболочки оптического волокна загружают между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2).
6. Способ изготовления оптического волокна с многослойной структурой по п. 5, в котором преформа оптического волокна дополнительно содержит уплотнительную вращающуюся крышку (6); уплотнительная вращающаяся крышка (6) охватывает вторую хвостовую трубку (53) и соединена со второй хвостовой трубкой (53) герметичным и вращательным образом; первая хвостовая трубка (52) снабжена первым круглым отверстием (57) для прохождения через нее первой загружающей порошок трубки (7); один конец каждой первой загружающей порошок трубки (7) выходит на уплотнительной вращающейся крышке (6), а другой конец каждой первой загружающей порошок трубки (7) последовательно проходит через уплотнительную вращающуюся крышку (6) и первое круглое отверстие (57) и выходит в зазор между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3); вторая хвостовая трубка (53) снабжена вторым круглым отверстием (58) для прохождения через нее второй загружающей порошок трубки (8); один конец каждой второй загружающей порошок трубки (8) выходит на уплотнительной вращающейся крышке (6), а другой конец каждой второй загружающей порошок трубки (8) последовательно проходит через уплотнительную вращающуюся крышку (6) и второе круглое отверстие (58) и выходит в зазор между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2); во время вытяжки оптического волокна, уплотнительная вращающаяся крышка (6) приводится во вращение так, что первая загружающая порошок трубка (7) и вторая загружающая порошок трубка (8) вращаются по окружности вокруг стержня (1) сердцевины.
7. Преформа оптического волокна для изготовления оптического волокна с многослойной структурой, в которой упомянутая преформа оптического волокна содержит стержень (1) сердцевины, тонкую кварцевую втулку (2), охватывающую стержень (1) сердцевины, и первую изолирующую кварцевую трубку (3), образующую втулку между стержнем (1) сердцевины и тонкой кварцевой втулкой (2); вторую изолирующую кварцевую трубку, дополнительно размещенную между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2); порошок для изготовления оболочки оптического волокна, загруженный соответственно между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), между первой изолирующей кварцевой трубкой (3) и второй изолирующей кварцевой трубкой и между второй изолирующей кварцевой трубкой и тонкой кварцевой втулкой (2); преформа оптического волокна дополнительно содержит хвостовую трубку (5); хвостовая трубка (5) содержит хвостовой стержень (51), при этом первая хвостовая трубка (52) охватывает хвостовой стержень (51), вторая хвостовая трубка (53) охватывает первую хвостовую трубку (52) и уплотнительную заглушку (54), расположенную на конце хвостового стержня (51), первой хвостовой трубки (52) и второй хвостовой трубки (53); один конец хвостового стержня (51) соединен со стержнем (1) сердцевины, а другой конец хвостового стержня (51) соединен с уплотнительной заглушкой (54); отверстие на одном конце первой хвостовой трубки (52) герметично соединено с изолирующей кварцевой трубкой, а отверстие на другом конце первой хвостовой трубки (52) герметично соединено с уплотнительной заглушкой (54); отверстие на одном конце второй хвостовой трубки (53) герметично соединено с тонкой кварцевой втулкой (2), а отверстие на другом конце второй хвостовой трубки (53) герметично соединено с уплотнительной заглушкой (54); зазор между первой хвостовой трубкой (52), хвостовым стержнем (51) и уплотнительной заглушкой (54) сообщается с зазором между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), формируя первую секцию (9); уплотнительная заглушка (54) снабжена внутренним выпускным отверстием (55); внутреннее выпускное отверстие (55) сообщается с первой секцией (9); зазор между второй хвостовой трубкой (53), первой хвостовой трубкой (52) и уплотнительной заглушкой (54) сообщается с зазором между первой изолирующей кварцевой трубкой (3) и тонкой кварцевой втулкой (2), формируя вторую секцию (10); уплотнительная заглушка (54) снабжена внешним выпускным отверстием (56); внешнее выпускное отверстие (56) сообщается со второй секцией (10).
8. Способ изготовления оптического волокна с многослойной структурой с использованием преформы оптического волокна по п. 7, в котором изготавливают преформу оптического волокна и порошок для изготовления оболочки оптического волокна загружают соответственно между стержнем (1) сердцевины и первой изолирующей кварцевой трубкой (3), между первой изолирующей кварцевой трубкой (3) и второй изолирующей кварцевой трубкой, а также между второй изолирующей кварцевой трубкой и тонкой кварцевой втулкой (2), и одновременно выполняют вытяжку оптического волокна; преформа оптического волокна закреплена на башне вытяжки; когда первую секцию (9) и вторую секцию (10) заполняют кварцевым порошком, внешнее выпускное отверстие (56) и внутреннее выпускное отверстие (55) отводят воздух наружу, так что давление воздуха в первой секции (9) и второй секции (10) соответственно достигает значения давления воздуха, предварительно установленного пользователем, и одновременно выполняется вытяжка оптического волокна.
| ПРИВОД КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261181C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ НАРУЖНОЙ ОБОЛОЧКИ НА СТЕРЖЕНЬ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 1998 |
|
RU2187474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 1999 |
|
RU2235071C2 |
| УСТАНОВКА ДЛЯ ВЫТЯГИВАНИЯ И УПРОЧНЕНИЯ СВЕТОВОДНОГО ВОЛОКНА | 1980 |
|
SU895012A1 |
| Способ получения волоконных световодов | 1991 |
|
SU1766854A1 |
| CN 104355532 A, 18.02.2015. | |||

