Изобретение относится к средствам для плазменной наплавки изделий порошкообразным присадочным материалом, в частности к порошковым питателям плазмотронов или аналогичных устройств.
Наиболее близким решением является порошковый питатель, описанный в RU 2479392. Он входит в состав плазмотрона и содержит бункер (корпус) с выпускной полостью и дозирующим отверстием, а также элемент перекрытия дозирующего отверстия, выполненный в виде запорной иглы. Выпускная полость бункера заполнена порошкообразным материалом и сообщена с атмосферой. Поток порошкообразного материала под действием сил тяжести направляется по вертикали в столб сжатой дуги, которую образуют с помощью источника сварочного тока. Внутрь бункера введен канал для подачи непрерывного или пульсирующего потока воздуха, при этом зона ввода потока воздуха расположена на расстоянии h по высоте от среза дозирующего отверстия. Во время работы пульсации воздуха вызывают динамическое рыхление и перемешивание порошкообразного материала, что повышает равномерность истечения порошкообразного материала через дозирующее отверстие. Недостатком этого устройства является прохождение запорной иглы через толстый слой порошкового материала, приводящее к замедленному перемещению вследствие трения иглы о порошок, а также создающаяся при нахождении в бункере неравномерность порошкового материала вследствие локального источника перемешивания (зоны ввода потока воздуха). Кроме того, несмотря на определенную высоту зоны ввода потока воздуха от среза дозирующего отверстия, при истечении порошка напрямую из бункера высота столба порошка над дозирующим отверстием постоянно изменяется, что приводит к изменению условий и скорости истечения порошка и соответственно ухудшения качества нанесения покрытия и неравномерности толщины нанесенного слоя.
Задачей изобретения является повышение равномерности подачи порошкообразного материала в зону сжатой дуги.
Задача решается тем, что порошковый питатель, содержащий корпус с выпускной полостью и дозирующим отверстием, а также элемент перекрытия дозирующего отверстия, выполненный в виде запорной иглы, дополнительно содержит трубку-разделитель с отверстиями в ее нижней части и привод, соединенный с запорной иглой, при этом запорная игла размещена внутри трубки-разделителя и выполнена с весом, обеспечивающим закрытие запорной иглой дозирующего отверстия при отсутствии воздействия привода на запорную иглу.
Привод может быть выполнен в виде электропривода.
Электропривод может быть выполнен в виде электромагнита.
Привод может быть выполнен в виде электромагнита, закрепленного относительно корпуса, и снабжен вибратором.
Запорная игла может быть снабжена грузом.
Дозирующее отверстие может быть выполнено в виде дюзы, имеющей калиброванное отверстие, которая прикреплена к корпусу при помощи теплостойкого керамического наконечника.
Техническим результатом является повышение качества наплавки и стабилизации толщины наплавляемого слоя за счет увеличения равномерности подачи порошкообразного присадочного материала в столб сжатой дуги путем поддержания постоянной небольшой толщины слоя порошка над дозирующим отверстием при истечении порошка из корпуса питателя.
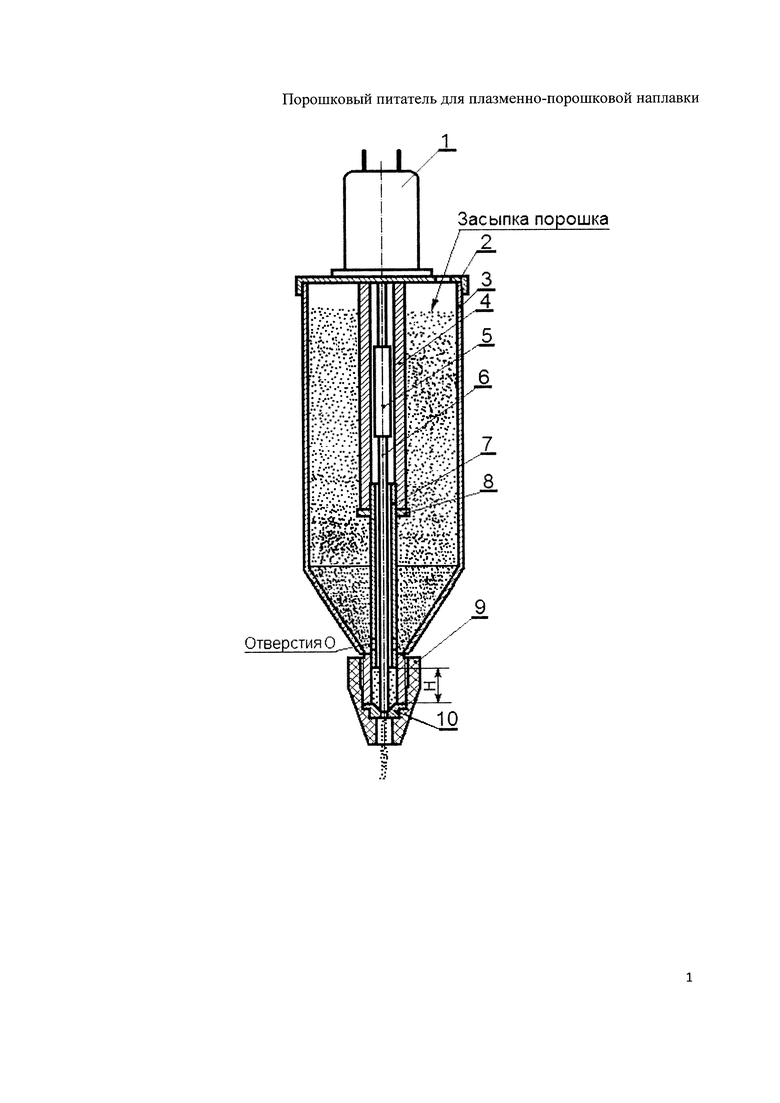
Изобретение поясняетсячертежом, на котором показан порошковый питатель для плазменно-порошковой наплавки с гравитационной подачи порошка, при этом позициями обозначены следующие элементы: 1 - электромагнит (вибратор); 2 - крышка корпуса с отверстием для засыпки порошка; 3 - корпус питателя; 4 - трубка направляющая; 5 - груз; 6 - игла запорная; 7 - трубка-разделитель; 8 - контр-гайка; 9 - наконечник керамический; 10 - дозирующее отверстие.
Порошковый питатель содержит корпус 3 с выпускной полостью и дозирующим отверстием 10, а также элемент перекрытия дозирующего отверстия, выполненный в виде запорной иглы 6. Питатель дополнительно содержит трубку-разделитель 7 с отверстиями O в ее нижней части и привод 1, соединенный с запорной иглой 6. Запорная игла 6 размещена внутри трубки-разделителя 7 и выполнена с весом, обеспечивающим закрытие запорной иглой 6 дозирующего отверстия 10 при отсутствии воздействия привода 1 на запорную иглу 6. Для этого обеспечения надлежащего веса запорная игла 6 может быть снабжена грузом 5.
Привод 1 может быть выполнен в виде электропривода, в частности в виде электромагнита.
Привод 1 может быть выполнен в виде электромагнита, жестко закрепленного относительно корпуса 3, и снабжен вибратором, при этом частота и амплитуда колебаний должны быть подобраны таким образом, чтобы обеспечить хорошее истечение порошкового материала через дозирующее отверстие.
Трубка-разделитель 7 может быть выполнена из нескольких частей, например, она может включать в себя направляющую трубку 4 другого диаметра.
Дозирующее отверстие 10 может быть выполнено в виде дюзы, которая имеет калиброванное отверстие, определяющее расход порошкового материала при наплавке. Она прикреплена к корпусу 3 при помощи теплостойкого керамического наконечника 9. В качестве наконечника 9 может быть использован наконечник от горелки для аргонодуговой сварки. Так как температура плазменной дуги достигает величины в 30000°C, то термостойкий керамический наконечник 9 сможет защитить дюзу и нижнюю часть питателя от перегрева.
Порошковый питатель работает следующим образом.
Если привод 1 выключен, запорная игла 6 опущена на дозирующее отверстие 6 и перекрывает его под собственным весом или с помощью дополнительного веса груза 5.
Вследствие размещения запорной иглы 6 внутри трубки-разделителя 7 игла 6 может совершать перемещение вверх-вниз без трения о порошковый материал. В поднятом состоянии запорная игла 6 открывает дозирующее отверстие 10.
Порошок перетекает через расположенные над дозирующим отверстием 10 (дюзой) отверстия O в трубке-разделителе 7 и заполняет над ним небольшое пространство высотой H, которая определяется расстоянием между нижним краем трубки-разделителя 7 и дозирующим отверстием 10. Высота столба порошкового материала над дозирующим отверстием 10 H невелика и постоянна, поддерживается постоянное давление столба порошка и, как следствие, этого порошковый материал не уплотняется и легко течет через дозирующее отверстие 10 с постоянным расходом, что создает условия для высококачественной наплавки слоя постоянной толщины. Обычно высота H не более (10-12) мм, а высота столба порошкового материала в корпусе 3 составляет 100-200 мм. Таким образом, подача порошка в зону подачи осуществляется через отверстия O в трубке-разделителе 7 и дозирующее отверстие 10 (калиброванную дюзу).
Подъем запорной иглы 6 производят с помощью привода 1 электромагнита переменного тока. Поскольку ток является переменным, то направление и величина магнитного потока также периодически изменяются. При этом сила притяжения действует в одном направлении и изменяется только ее величина. Поэтому происходит пульсация силы притяжения от нулевого до наивысшего значения и частота пульсации в два раза выше частоты питающего напряжения.
Приводом 1 производится только подъем запорной иглы 6 для открытия дозирующего отверстия 10 для истечения порошка, а закрытие дозирующего отверстия 10 производится под собственным весом запорной иглы, снабженной грузом 5, обеспечивающим закрывание запорной иглой 6 дозирующего отверстия 10 при отсутствии воздействия привода 1 на запорную иглу 6.
Выполнение привода 1 в виде электромагнита, который только поднимает запорную иглу 6, позволяет упростить конструкцию привода 1.
Привод 1, выполненный в виде электромагнита-вибратора, жестко закреплен относительно корпуса 3 и, как следствие этого, передает пульсации на корпус 3 и порошковый материал, предотвращая слеживание порошкового материала, что улучшает его перетекание через отверстия O в нижней части трубки-разделителя 7 и дальнейшую подачу через дозирующее отверстие 10 и керамический наконечник 9 и истечение его в виде порошкового шнура заданного диаметра. При этом снижается трение и сцепление частиц порошкообразного присадочного материала между собой в области сужения потока в переходных сечениях перед отверстием дюзы в выпускной полости, что повышает равномерность истечения порошкообразного присадочного материала через дозирующее отверстие в столб сжатой дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2011 |
|
RU2479392C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2008 |
|
RU2412030C2 |
| Устройство для подачи порошка | 1985 |
|
SU1299733A1 |
| Порошковый питатель | 1989 |
|
SU1722735A1 |
| ДОЗАТОР ПОРОШКОВЫХ МАТЕРИАЛОВ | 2010 |
|
RU2445583C1 |
| ПОРОШКОВЫЙ ПИТАТЕЛЬ | 2004 |
|
RU2263725C1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1780957A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОРОШКОВОЙ СМЕСИ ДЛЯ ПЛАЗМЕННОЙ НАПЛАВКИ | 2013 |
|
RU2523214C1 |
| Порошковый питатель | 1986 |
|
SU1406026A1 |
| Микродозатор порошковых материалов | 1985 |
|
SU1291494A1 |
Изобретение относится к средствам для плазменной наплавки изделий порошкообразным присадочным материалом, в частности к порошковым питателям плазмотронов или аналогичных устройств. Порошковый питатель содержит корпус с выпускной полостью и дозирующим отверстием, а также элемент перекрытия дозирующего отверстия, выполненный в виде запорной иглы. Питатель дополнительно содержит трубку-разделитель с отверстиями в ее нижней части и привод, соединенный с запорной иглой, при этом запорная игла размещена внутри трубки-разделителя и выполнена с весом, обеспечивающим закрытие запорной иглой дозирующего отверстия при отсутствии воздействия привода на запорную иглу. Привод может быть выполнен в виде электромагнита, закрепленного относительно корпуса, и снабжен вибратором. Технический результат заключается в повышении качества наплавки и стабилизации толщины наплавляемого слоя. 5 з.п. ф-лы, 1 ил.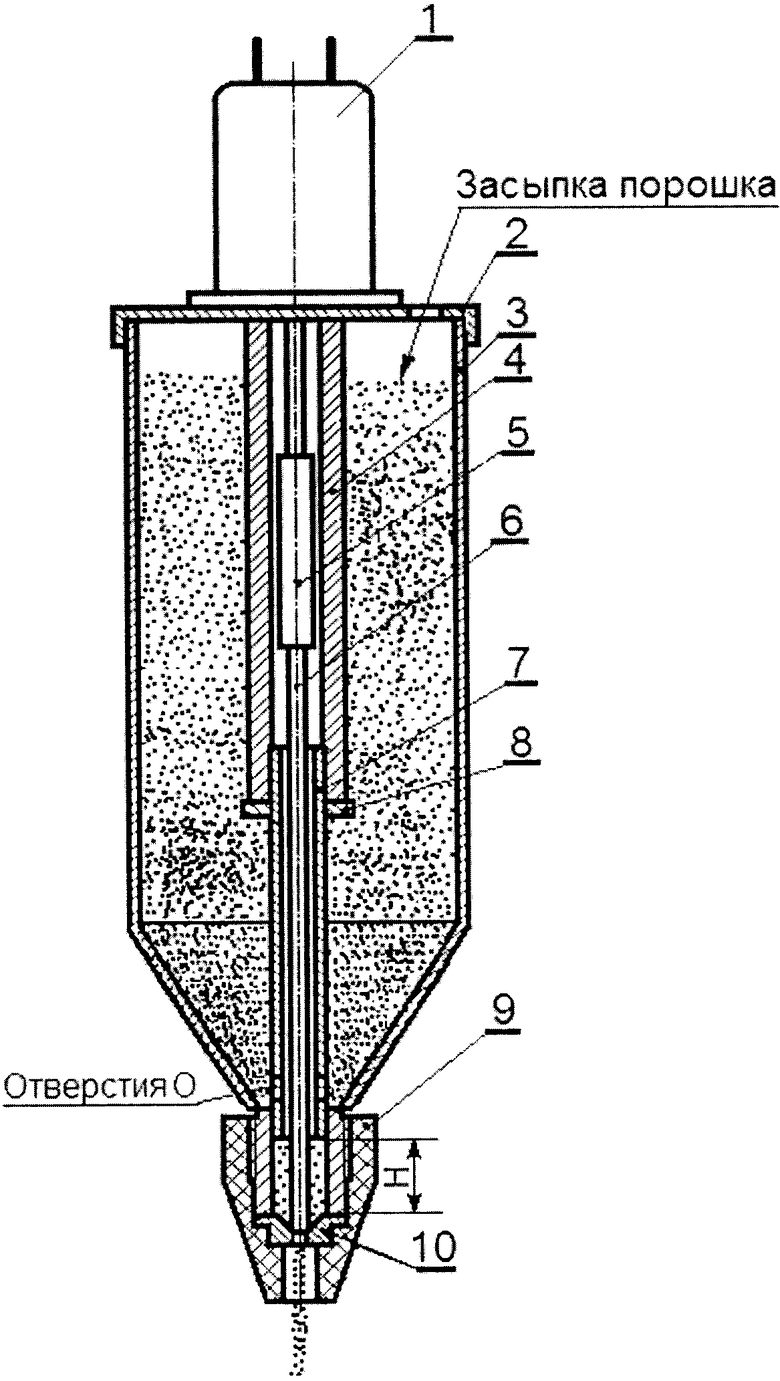
1. Питатель для подачи порошкообразного присадочного материала при плазменно-порошковой наплавке, содержащий корпус с выпускной полостью и дозирующим отверстием, а также элемент перекрытия дозирующего отверстия, выполненный в виде запорной иглы, отличающийся тем, что он дополнительно содержит трубку-разделитель с отверстиями в ее нижней части и привод, соединенный с запорной иглой, при этом запорная игла размещена внутри трубки-разделителя и выполнена с весом, обеспечивающим закрытие запорной иглой дозирующего отверстия при отсутствии воздействия привода на запорную иглу.
2. Питатель по п. 1, отличающийся тем, что привод выполнен в виде электропривода.
3. Питатель по п. 2, отличающийся тем, что электропривод выполнен в виде электромагнита.
4. Питатель по п. 1, отличающийся тем, что привод выполнен в виде электромагнита, закрепленного относительно корпуса, и снабжен вибратором.
5. Питатель по п. 1, отличающийся тем, что запорная игла снабжена грузом.
6. Питатель по п. 1, отличающийся тем, что дозирующее отверстие выполнено в виде дюзы, имеющей калиброванное отверстие, которая прикреплена к корпусу при помощи теплостойкого керамического наконечника.
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 2011 |
|
RU2479392C2 |
| ПОРОШКОВЫЙ ПИТАТЕЛЬ | 2004 |
|
RU2263725C1 |
| Способ рафинирования чугуна | 1959 |
|
SU128884A1 |
| Порошковый питатель | 1986 |
|
SU1406026A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИРОДЫ МЕЖКОЛОННЫХ ГАЗОПРОЯВЛЕНИЙ НА СТАДИИ БУРЕНИЯ, ЭКСПЛУАТАЦИИ И КОНСЕРВАЦИИ ГАЗОВЫХ СКВАЖИН МНОГОПЛАСТОВОГО МЕСТОРОЖДЕНИЯ ГЕОХИМИЧЕСКИМИ МЕТОДАМИ | 1998 |
|
RU2175050C2 |

