Изобретение относится к устройствам, обеспечивающим сварочно-наплавочные работы, в частности к средствам плазменной наплавки деталей с колебаниями сварочного инструмента.
Цель изобретения - упрощение конструкции.
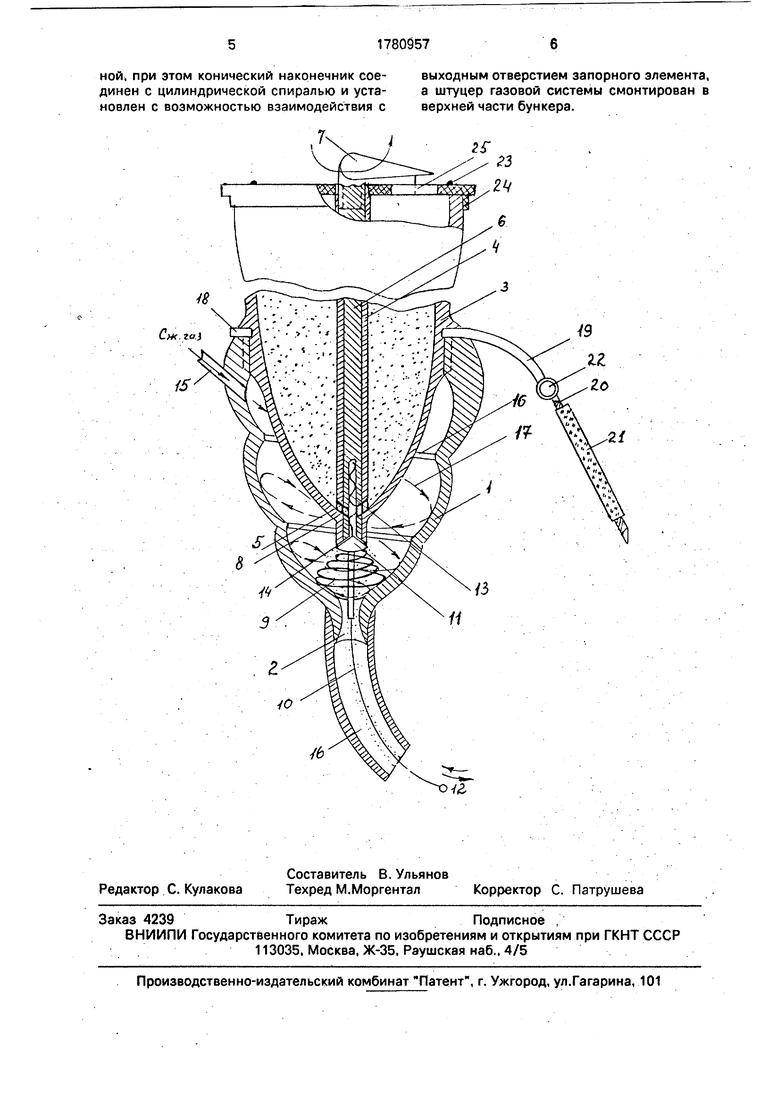
На чертеже представлено заявляемое устройство в исходном состоянии перед наплавкой, общий вид.
Устройство содержит бункер 1 с выходным отверстием 2 в вершине конуса, смонтированный в бункере соосно ему конический питатель 3, разделенный вертикальными перегородками 4 на секции, в нижней части которых выполнены наклонные отверстия 5. Конический питатель 3 снабжен запорным элементом в виде стержня 6, в верхнем конце которого имеется рукоятка поворота 7, а в нижнем выполнены боковые отверстия 8, соосные отверстиям 5, и осевой канал. Ворошитель выполнен в виде конической пружины 9, размещенной между выходными отверстиями бункера 1 и питателя 3, металлической струны 10, закрепленной одним концом с запорным клапаном, выполненным в виде штока с коническим наконечником 11, смонтированным в вершине пружины 9, а другим - с механизмом колебаний 12. При этом наконечник 11 соединен с цилиндрической спиралью 13, размещенной в осевом канале стержня 6 и установлен он с возможностью . взаимодействия с выходным отверстием 14 запорного элемента. В верхней части бункера 1 располагается штуцер 15 газовой системы, а внутренняя поверхность бункера 1 выполнена спиральной. При подаче сжатого транспортирующего газа-аргона через штуцер 15, он,закручиваясь при соприкосновеXJ
СО
о о ел
VJ
нии с фигурными стенками бункера, по траектории 17 обжимает порошковую струю по оси бункера, формируя ее однородной, сплошной, непрерывной.
Между бункером 1 и коническим питателей 3 установлено кольцо 18с возможностью поворота вокруг оси бункера. На кольце закреплена рукоятка 19, на которой установлен защитный экран 20 с светофильтром 21, поворачивающийся вокруг фиксатора 22. На верхней части бункера закреплена крышка 24 с сквозными окнами 25 для загрузки порошковых материалов. Для установки рукоятки 7 в нужное положение предусмотрены на крышке 24 метки 23,
Устройство работает следующим образом.
В корпус бункера 1 по резьбе устанавливается конический питатель 3, предварительно вставив кольцо 18. В секции, образуемые вертикальными перегородками 4, загружают через окна 25 крышки 24 порошки различных марок.
В режиме многокомпонентной наплавки устройство работает следующим образом. Включают подачу транспортирующего газа и источник колебаний 12. Рукояткой 7 в соответствии с градуировочными метками 23 поворачивают стержень 6 так, чтобы совпали соосные отверстия 5 и 8. Полное или частичное совпадение, перекрытие этих отверстий позволяет дозировать подачу порошковых материалов из секций питателя 3 в осевой канал. Порошковые струи из отверстий 8, пересекаясь в осевом канале стержня б и перемешиваясь колеблющейся упругой цилиндрической спиралью 13, падают на конический наконечник 11, стекая затем в межвитковое пространство пружины 9. Сжатый газ по спирали обжимает расходящиеся многочисленные порошковые струи в один сплошной непрерывный поток и по направляющей трубке 16 подается в зону горения дуги. Именно под действием механических колебаний наконечника 11, контактирующего с выходным отверстием 14 запорного элемента-стержня 6 и упругой цилиндрической спирали 13 в его осевом канале, а также за счет сокращения витков пружины 9 и спирального действия транспортирующего газа происходит интенсивное перемешивание нескольких марок порошков с образованием смесевой композиции, удовлетворяющей эксплуатационных требованиям к образуемому покрытию на поверхности восстанавливаемой детали.
При послойной наплавке без предварительного образования смесевой композиции как и в вышерассмотренном случае применяется запорный элемент в виде стержня 6 с одним боковым отверстием 8, которое последовательно при повороте рукоятки 7 совмещают с отверстием 5 секции порошкового питателя 3. При этом порошок
только одной заданной марки из одной секции попадает через соосные наклонные отверстия 5 и 8 в осевой канал элемента б, захватывается колеблющейся цилиндрической спиралью 13, попадает внутрь конической пружины 9 и по винтовой линии 17 через выходное отверстие 2 подается транспортирующим газом через направляющую трубку 16 в зону горения дуги. При следующем проходе порошок уже другой марки из
другой секции питателя 3 подается в зону горения дуги и получают слоистое покрытие с разными физико-механическими свойствами по тол щи не.
Все виды наплавок ведут с наблюдением через защитный экран 20 с светофильтром 21. Угол наклона защитного экрана 20 можно легко изменять для определения и подбора оптимальной зоны обзора с последующей фиксацией элементом 22.
Выполнение предложенного устройства по сравнению с прототипом в конструктивной двухэтажной компоновке, при которой газовая система транспортировки порошка совмещена с бункером, являющимся базовым элементом всей конструкции, а конический наконечник выполняет и роль запорного клапана, перекрывающего выходное отверстие, и роль вибратора, увеличивающего текучесть порошка на 10 15%. Сокращение количества элементов устройства сварки и наплавки позволяет упростить конструкцию, сделать ее более надежной в работе и удобной в обслуживании и ремонте.
Формула изобретения Устройство для сварки и наплавки, содержащее конический бункер с выходным отверстием в вершине конуса, смонтированный в бункере соосно с ним конический питатель с запорным элементом в виде стержня с боковыми отверстиями и осевым каналом на конце для прохода порошка, в котором установлена цилиндрическая спираль, ворошитель в виде конической пружины размещенной между выходными отверстиями бункера и питателя и соединенной с запорным клапаном и источником колебаний, и штуцер газовой системы,
отличающееся тем, что, с целью упрощения конструкции, запорный клапан выполнен в виде штока с коническим наконечником, смонтированным в вершине конуса пружины ворошителя, внутренняя
поверхность бункера выполнена спиральной, при этом конический наконечник соединен с цилиндрической спиралью и установлен с возможностью взаимодействия с
выходным отверстием запорного элемента, а штуцер газовой системы смонтирован в верхней части бункера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки и наплавки | 1991 |
|
SU1828794A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1666281A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1821308A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1796377A1 |
| Устройство для сварки и наплавки | 1989 |
|
SU1703327A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1738534A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1815066A1 |
| Устройство для сварки и наплавки | 1990 |
|
SU1808567A1 |
| Устройство для сварки и наплавки | 1991 |
|
SU1812025A1 |
| Горелка для нанесения покрытий из порошковых материалов | 1977 |
|
SU665950A2 |
Использование: производство сварочных и наплавочных работ горелками с колебанием сварочного инструмента с подачей порошкообразного материала в зону дуги. Сущность изобретения: внутри бункера со- осно ему смонтирован конический питатель с запорным элементом. Между выходными отверстиями бункера и питателя установлен ворошитель в виде конической пружины. Ворошитель соединен с источником колебаний и с запорным клапаном, выполненным в виде штока с коническим наконечником. На вершине конического наконечника смонтирована цилиндрическая спираль, установ- ленная в осевом канале запорного элемента. Внутренняя поверхность бункера выполнена спиральной. Штуцер газовой системы смонтирован в верхней части бункера. 1 ил. (Л С
JO
ft
ZЈ
2/
| Устройство для сварки и наплавки | 1989 |
|
SU1666281A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР NJ 1725497, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
