Изобретение относится к машиностроению, в частности к деталям машин, и может быть использовано при изготовлении зубчатых колес.
Известен способ изготовления заготовки зубчатого колеса, включающий изготовление стальной заготовки, выполненной из проката или поковки в форме диска, по окружности которой затем производят нарезание зубьев зубчатого венца колеса - см., например, Производство зубчатых колес: Справочник / С.Н. Калашников, А.С. Калашников, Г.И. Коган и др.; Под общ. ред. Б.А. Тайца. - 3-е изд., перераб. и допол. - М.: Машиностроение, 1990. - 464 с: ил., стр. 17.
Недостаток данного способа состоит в том, что структура материала заготовки одинакова по всему ее объему, соответственно одинаковы по всему ее объему и механические свойства этого материала (стали). Однако у готового изделия, которое будет выполнено из этой заготовки (зубчатого колеса), разные части этого изделия (зубчатого колеса) испытывают при своей работе нагрузки разные; в частности - зубья зубчатого венца колеса являются более грузонапряженными частями, чем тело колеса (поэтому именно зубьям зубчатого венца, в процессе изготовления колеса, придают дополнительно улучшенные механические свойства - путем их закалки, азотирования и др.). А выполнение заготовки для зубчатого колеса с одинаковыми механическими свойствами по всему объему этой заготовки не учитывает разницы в работе разных частей изготовленного из нее зубчатого колеса.
В качестве прототипа взят способ изготовления заготовки зубчатого колеса, включающий изготовление из стали диска с технологическим припуском по наружному диаметру, его нагрев и пластическое деформирование участка диска в виде кольца, предназначенного для нарезания зубьев, образующих венец зубчатого колеса, методом обкатки посредством перемещения друг относительно друга с взаимным прижатием валка и заготовки как минимум с одного торца (SU 1215809, кл. В21Н 1/04, 07.03.1986).
Недостаток прототипа состоит в том, что пластическое деформирование обрабатываемого методом обкатки участка диска в виде кольца, предназначенного для нарезания зубьев, осуществляют после осуществления нагрева этого диска. Однако, особенно в случае если заготовка (диск) имеет большой диаметр, после прекращения нагрева этой заготовки происходит ее охлаждение, что затрудняет процесс деформирования этой заготовки. Кроме того, технологический припуск на обрабатываемую зону заготовки задается только по ее наружному диаметру (относительно окружности вершин зубчатого венца, который будет впоследствии выполнен по периметру этой заготовки), т.е. ширина обрабатываемой зоны равна сумме высоты зубчатого венца и ширины этого наружного технологического припуска (со стороны вершин зубьев будущего зубчатого венца). Т.е. участки заготовки, примыкающие к окружности оснований зубчатого венца со стороны центра заготовки упрочнению не подвергаются, хотя к ним примыкают корни зубьев, испытывающие достаточно большие изгибающие нагрузки при работе колеса.
Изобретением решается задача повышения механических характеристик зубчатого колеса - за счет повышения механических свойств заготовки для его изготовления.
Для этого способ изготовления заготовки зубчатого колеса включает изготовление из стали диска с технологическим припуском по наружному диаметру, его нагрев и пластическое деформирование участка диска в виде кольца, предназначенного для нарезания зубьев, образующих венец зубчатого колеса, методом обкатки посредством перемещения друг относительно друга с взаимным прижатием валка и заготовки как минимум с одного торца. Причем в процессе обкатки осуществляют нагрев обкатываемого участка, при этом валок перемещают в плоскости, параллельной плоскости торца заготовки, с центром его вращения относительно заготовки, совпадающим с центром заготовки. Ширину прокатываемого участка выбирают равной сумме высоты зубчатого венца, ширины наружного технологического припуска и ширины припуска на прокатку от окружности оснований зубчатого венца в сторону центра заготовки.
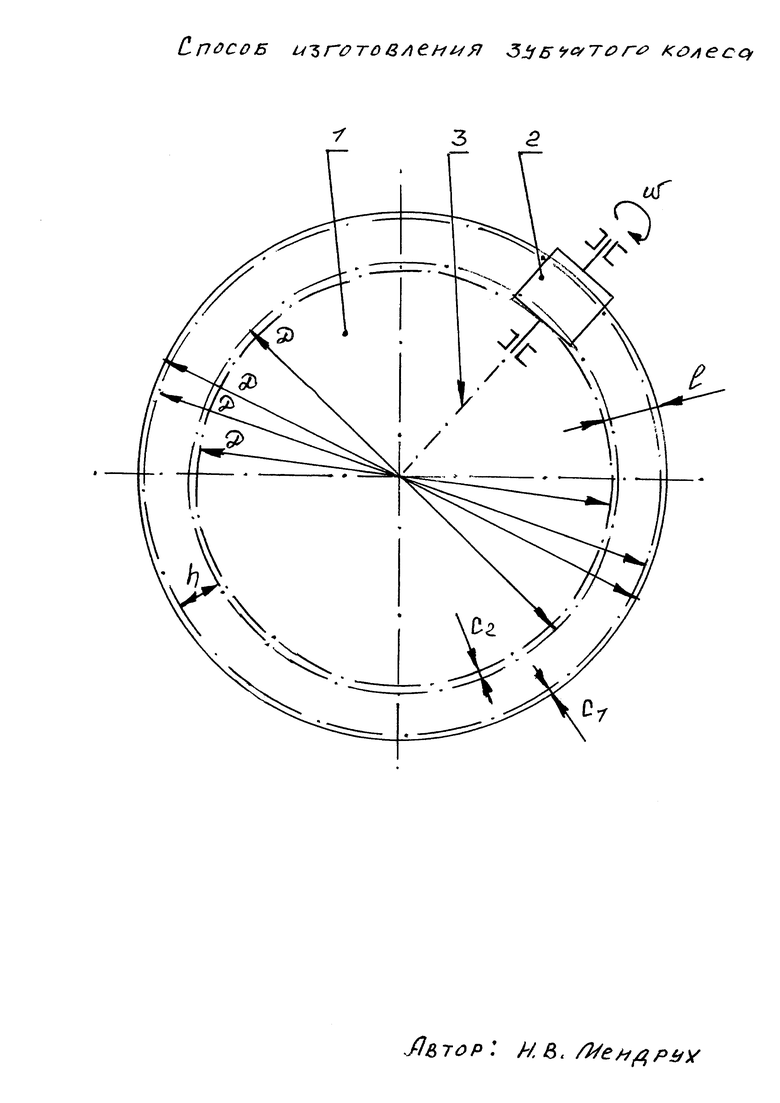
Сущность изобретения поясняется чертежом, на котором изображена заготовка зубчатого колеса, подготавливаемая к зубонарезанию - вид с торца.
На чертеже показаны: заготовка 1, прокатный валок 2, радиус 3 заготовки, наружный диаметр Д3 заготовки, технологический припуск C1 заготовки, диаметр Дв окружности вершин зубчатого венца, диаметр До окружности оснований зубчатого венца, высота h зубчатого венца, ширина С2 внутреннего припуска, ширина l зоны упрочнения заготовки, диаметр Двн внутренней окружности упрочняемого участка заготовки, направление вращения ω прокатного валка (2).
Реализуется данный способ следующим образом. Изготавливают, например, из стального проката или поковки заготовку в виде диска, по окружности которого впоследствии будут нарезаны зубья зубчатого венца колеса, с технологическим припуском на обработку по наружному периметру заготовки. Участок заготовки, в виде кольца, в который впишется нарезанный впоследствии зубчатый венец колеса, подвергают как минимум с одного торца заготовки пластическому деформированию методом обкатки, предваряя и сопровождая обкатку нагреванием обкатываемого участка до требуемой температуры; обкатывание осуществляют путем перемещения друг относительно друга, с взаимный прижатием, валка и заготовки; при этом валок перемещают в плоскости, параллельной плоскости торца заготовки, с центром его вращения, совпадающим с центром заготовки; ширину прокатываемого участка в радиальном направлении относительно заготовки задают равной сумме высоты зубчатого венца, ширины наружного технологического припуска и ширины припуска, задаваемого на прокатку от окружности оснований зубчатого венца в сторону центра заготовки.
По сравнению с прототипом, предлагаемый способ изготовления заготовки зубчатого колеса - за счет осуществления нагрева заготовки в процессе ее обкатки валками, а также за счет задания ширины прокатываемого участка, равной сумме высоты зубчатого венца, ширины наружного технологического припуска и ширины припуска на прокатку окружности оснований зубчатого венца в сторону центра заготовки - позволяет повысить качество изготовления заготовки зубчатого колеса (повысить прочность участков заготовки, в которых будут нарезаны зубья зубчатого венца колеса) и тем самым - повысить прочность нарезанных впоследствии зубьев колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2624536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2610159C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2609538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2601483C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2592162C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2592175C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2588697C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2585435C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2585433C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2636452C1 |
Способ включает изготовление из стали диска с технологическим припуском по наружному диаметру, его нагрев и пластическое деформирование участка диска в виде кольца, предназначенного для нарезания зубьев, образующих венец зубчатого колеса, методом обкатки посредством перемещения друг относительно друга с взаимным прижатием валка и заготовки как минимум с одного торца. В процессе обкатки осуществляют нагрев обкатываемого участка, при этом валок перемещают в плоскости, параллельной плоскости торца заготовки, с центром его вращения относительно заготовки, совпадающим с центром заготовки, ширину прокатываемого участка в радиальном направлении относительно заготовки выбирают равной сумме высоты зубчатого венца, ширины наружного технологического припуска и ширины припуска на прокатку от окружности оснований зубчатого венца в сторону центра заготовки. Достигается повышение механических характеристик зубчатого колеса за счет повышения механических свойств заготовки для его изготовления. 1 ил.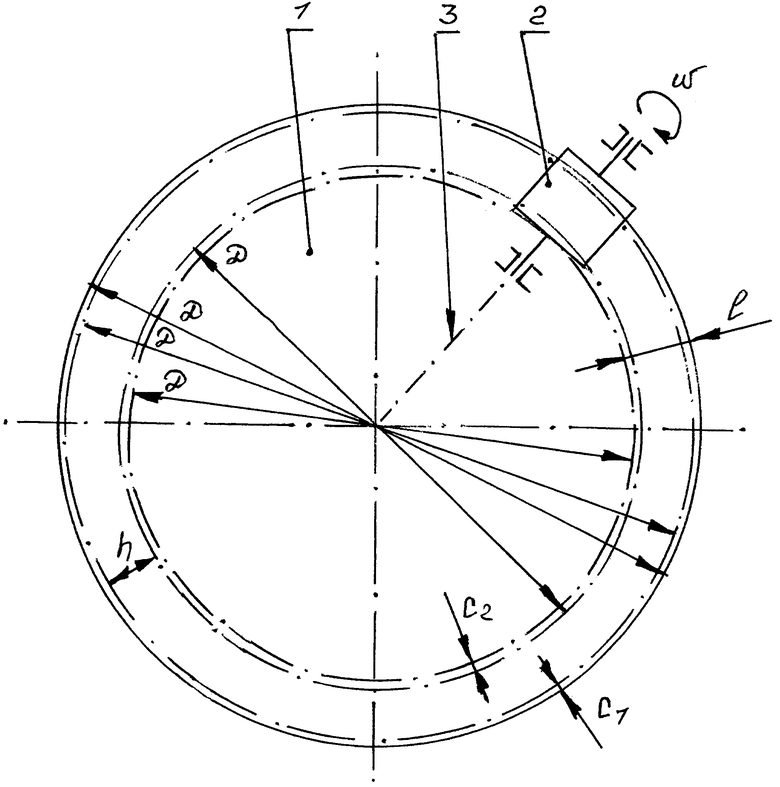
Способ изготовления заготовки зубчатого колеса, включающий изготовление из стали диска с технологическим припуском по наружному диаметру, его нагрев и пластическое деформирование участка диска в виде кольца, предназначенного для нарезания зубьев, образующих венец зубчатого колеса, методом обкатки посредством перемещения друг относительно друга с взаимным прижатием валка и заготовки как минимум с одного торца, отличающийся тем, что в процессе обкатки осуществляют нагрев обкатываемого участка, при этом валок перемещают в плоскости, параллельной плоскости торца заготовки, с центром его вращения относительно заготовки, совпадающим с центром заготовки, ширину прокатываемого участка в радиальном направлении относительно заготовки выбирают равной сумме высоты зубчатого венца, ширины наружного технологического припуска и ширины припуска на прокатку от окружности оснований зубчатого венца в сторону центра заготовки.
| Способ изготовления заготовок шестерен | 1984 |
|
SU1215809A1 |
| СПОСОБ УПРОЧНЕНИЯ ПЛОСКИХ ТОРЦОВ КОЛЬЦЕОБРАЗНЫХДЕТАЛЕЙ | 0 |
|
SU219608A1 |
| Способ раскатки деталей типа дисков | 1985 |
|
SU1449211A1 |
| Способ раскатки дисков | 1990 |
|
SU1770014A1 |
| WO 1998018583 A1, 07.05.1998. | |||

