Известен способ упрочнения плоских торцов осесимметричпых кольцеобразных деталей накатыванием их многороликовыми инструментами, осуществляющими накатывание одновременно по всей образующей. Ролики обеспечивают ориентацию, крепление и вращение детали при больших усилиях вследствие большой длины их контакта с деталью и точного соответствия профиля роликов и накатываемой поверхности.
Предложен способ, но которому деталь устанавливают периферией на опорную плоскость и накатывают между двумя роликами, осуществляющими не только ориентацию, крепление и вращение детали, но и ее самоподачу. Для этого онорную поверхность располагают параллельно плоскости осей роликов и на расстоянии, большем или меньшем половины наружного диаметра детали. Это способствует равномерному унрочнению всей поверхности торца.
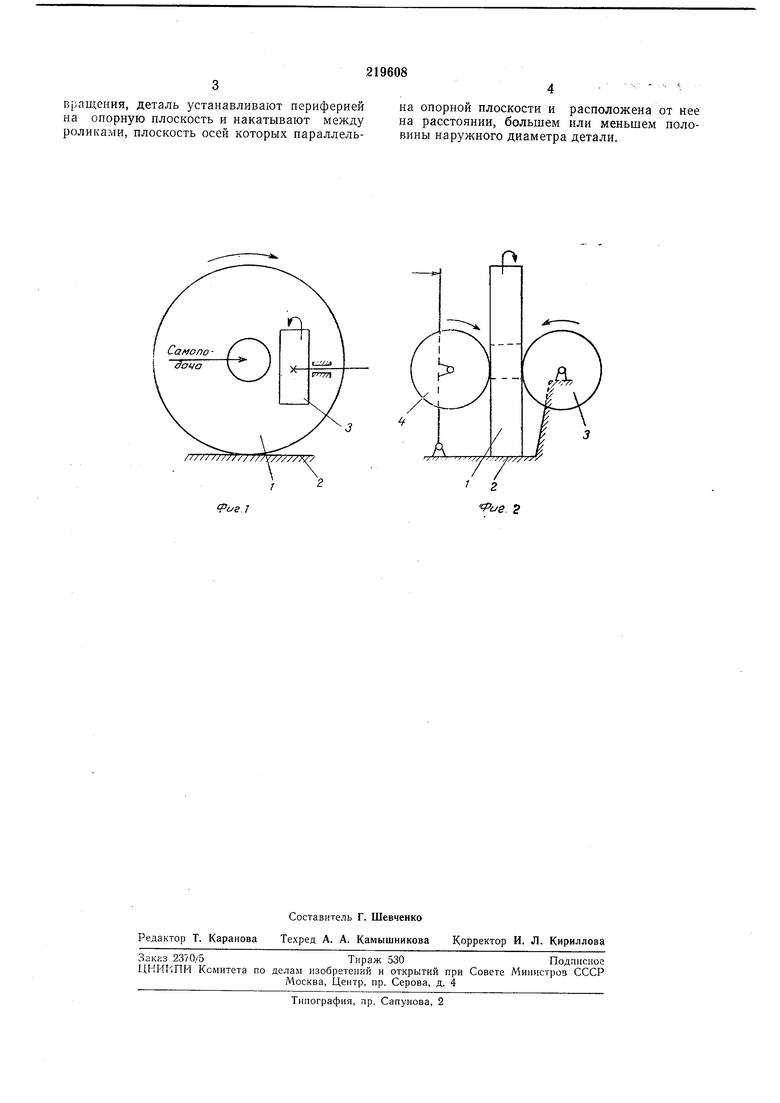
На фиг. 1 схематически изображены взаимодействующие объекты, вид со стороны торца детали; на фиг. 2 - то же, вид со стороны торцов роликов.
ков и на расстоянии от нее, не равном половине наружного диаметра деталп.
Сущность нредложенного способа состоит в следующем.
Деталь укладывают периферией на онорную плоскость, создают нагружение на торцы обоих роликов, включают вращение ведущего ролика, который в процессе обработки сообщает вращение детали /. Кроме того, в результате указанного раснолол ения опорной плоскости сбеснечнвается самоподача детали в направлеиии, перпендикулярном ее оси.
Таким образом, накатывание можно производить при частичном контакте роликов с обр/азующей детали, что резко уменьшает усилия на ролики. Наличие дополнительного движения деталп - ее самоподачи относительно роликов - позволяет накатывать торцы с неплоскостностью, превыи1ающей припуск под накатывание.
Предмет изобретения
Способ упрочнения плоских торцов кольцеобразных деталей накатыванием роликами, осуществляющими ориентацию, креплениз и вращение детали, отличающийся тем, что, с целью равномерного упрочнения всей поверхности торца и обеспечения перемещения детали в направлении, нерпендикулярном ее оси
вращения, деталь устанавливают периферией на опорную плоскость и накатывают между роликами, плоскость осей которых параллельна опорной плоскости и расположена от нее на расстоянии, большем или меньшем половины наружного диаметра детали.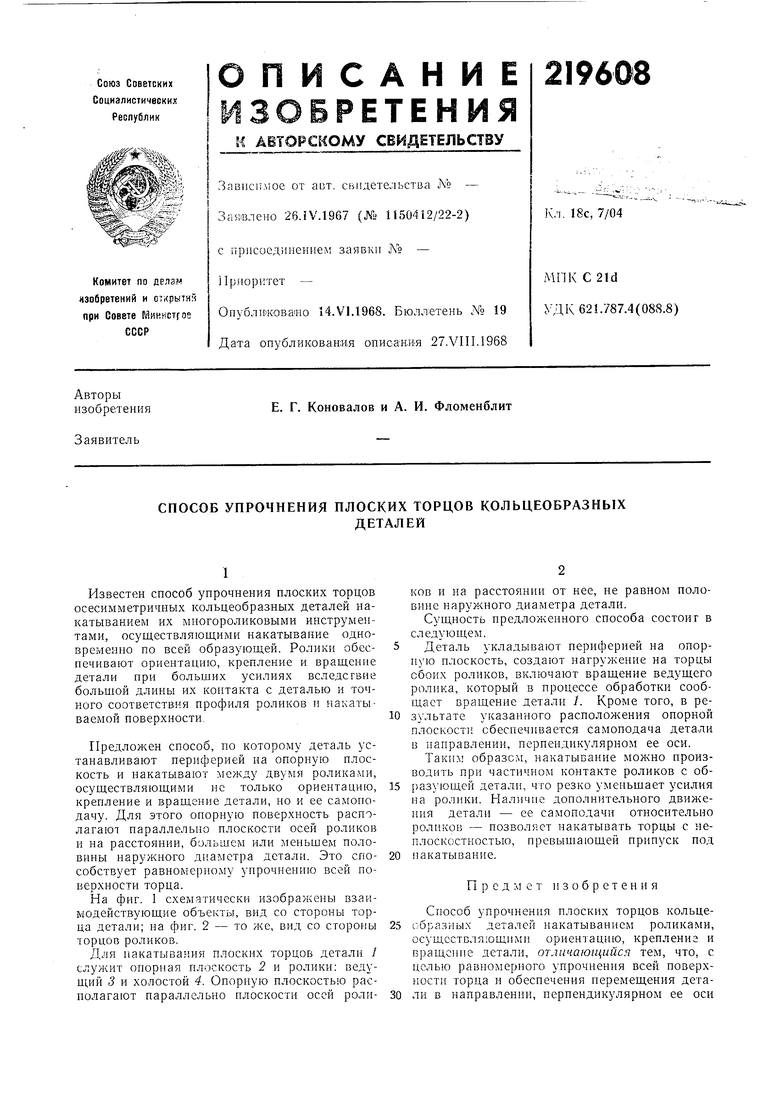
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ НАРУЖНЫХ ШАРОВЫХ | 1968 |
|
SU222184A1 |
| Устройство для обкатки цилиндрических изделий | 1991 |
|
SU1780908A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕЛВРАЩЕНИЯ | 1969 |
|
SU241480A1 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
.i
